
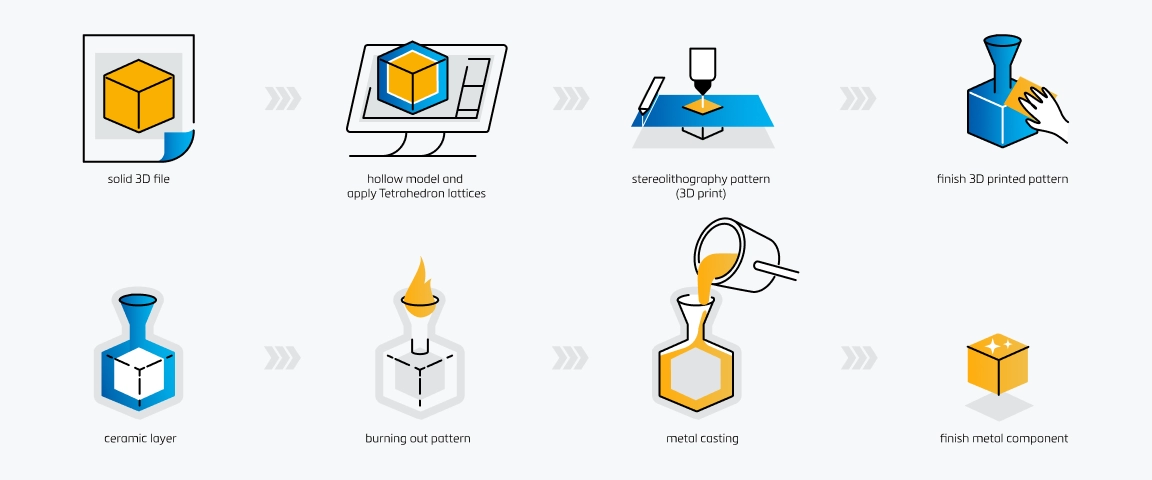
3D-печать в процессе литья по моделям
Современное производство ювелирных изделий и промышленное прототипирование в значительной степени зависят от литьевой 3D-печати чтобы преодолеть разрыв между цифровой точностью и физическим металлом. Мы оптимизировали наши материалы для бесшовной интеграции в этот традиционный процесс, обеспечивая безупречный переход от цифрового файла к финальному отливному изделию. Заменяя ручную резьбу воска на высокоточные печатные шаблоны, мы обеспечиваем массовую индивидуализацию без ущерба для качества конечного металлического изделия.
Шаг 1: Цифровое проектирование и CAD
Процесс начинается с CAD дизайн ювелирных изделий. Дизайнеры используют специализированное программное обеспечение для создания сложных геометрий и сложных решетчатых структур, которые практически невозможно добиться вручную. Наш рабочий процесс основан на том, что эти цифровые файлы являются герметичными и оптимизированными для печати, что обеспечивает готовность каждого микрона деталей к физическому производству.
Шаг 2: Производство шаблонов с помощью SLA/DLP
Мы используем SLA 3D-печать, DLP или LCD-технологии для создания жертвенного шаблона. Наши литейные смолы специально разработаны для принтеров и лазерных систем с длиной волны 405 нм. Основные преимущества на этом этапе включают:
- Высокое разрешение: Запечатление очень мелких деталей, необходимых для высококлассных ювелирных изделий.
- Низкое усадка: Точное соответствие напечатанной модели цифровым размерам.
- Скорость: Быстрое производство нескольких шаблонов за один запуск печати.
Шаг 3: Важные этапы постобработки
После завершения печати модели проходят очистку и отверждение. Наши смолы обладают низкой вязкостью, что облегчает их очистку без агрессивного трения, которое могло бы повредить деликатные элементы. Правильное пост-отверждение необходимо для того, чтобы фотополимерная смола обеспечила необходимую жесткость и стабильность для обработки во время процесса формирования литников.
Шаг 4: Техники формирования литников и деревьев
Мы прикрепляем отвержденные 3D-печатные модели к центральной восковой литнике, создавая “дерево”. Этот шаг определяет, как расплавленный металл будет поступать в форму. Поскольку наша смола совместима со стандартными литейными восками, она легко прилипает к литнику, обеспечивая надежную сборку, которая не сместится во время заливки опоки.
Шаг 5: Заливка керамической суспензией
Дерево помещается внутрь колбы и заполняется жидким формовочным материалом, обычно гипсовым порошком или керамическим оболочковым литьем суспензией. Мы гарантируем, что наши материалы химически совместимы со стандартными формовочными порошками, чтобы предотвратить любые неблагоприятные реакции на поверхности раздела, гарантируя гладкую полость формы.
Шаг 6: Фаза выжигания
Это наиболее важный отличительный фактор в литьевой 3D-печати. Колба помещается в печь для выжигания напечатанной модели. Наши смолы разработаны для нулевого содержания золы, что означает, что они выгорают полностью чисто.
- Отсутствие остатков: Устраняет дефекты в конечном металле.
- Контроль теплового расширения: Предотвращает растрескивание литейной формы при нагревании.
- Прямая замена: Имитирует традиционное процесс восковой потери поведение.
Шаг 7: Литье и отделка металла
После того, как форма станет чистой и горячей, расплавленный металл заливается в полость. Благодаря чистому выгоранию, обеспечиваемому нашей смолой для литья по выплавляемым моделям, металл плавно заполняет каждую деталь. После охлаждения опока разбивается, обнажая металлическую деталь с превосходным качеством поверхности и отсутствием пористости, что значительно сокращает время и трудозатраты, необходимые для окончательной полировки и отделки.
Выбор подходящего фотополимерного смолы

Выбор правильного материала — это самое важное решение в литьевой 3D-печати. Смола выступает в роли жертвенного шаблона, и её химические свойства напрямую определяют качество конечного металлического изделия. Мы разрабатываем наши фотополимерные смолы, чтобы преодолеть разрыв между цифровой точностью и требованиями традиционной литейной промышленности.
Важность нулевого содержания золы
Для успешной отливки шаблон должен полностью исчезнуть во время фазы сжигания. Мы придаем особое значение нулевого содержания золы в наших составах, чтобы обеспечить чистое сгорание смолы без оставления копоти или остатков внутри формы. Даже микроскопические остатки золы могут реагировать с расплавленным металлом, вызывая пористость или пупырышки на поверхности финального изделия. Это особенно важно при работе с реактивными материалами, такими как алюминиевых сплавах, где чистота является обязательной.
Управление тепловым расширением
Одной из главных проблем при литье с использованием 3D-принтерных смол является тепловое расширение. В отличие от традиционной восковой модели, стандартные пластики значительно расширяются перед плавлением или сгоранием. Если смола расширяется слишком активно внутри затвердевшей керамической оболочки или гипсовой формы, она может треснуть форму, испортив изделие. Наши фотополимерные смолы разработаны так, чтобы размягчаться и плавиться до значительного расширения, снимая внутреннее давление и защищая целостность формы.
Достижение высокой детализации и точности
Основное преимущество использования SLA или DLP принтеров — это разрешение. Высококачественная фотополимерная смола для отливки должна точно воспроизводить сложные геометрии ювелирного CAD-дизайна или промышленного прототипа без размягчения или потери детализации во время процесса печати. Мы сосредоточены на высокой стабильности размеров и низком усадке, чтобы напечатанная модель точно соответствовала цифровому файлу. Эта точность позволяет напрямую отливать сложные элементы, такие как филигрань или резьбовые отверстия, что невозможно при традиционной резьбе воском.
Совместимость с графиком сжигания
Не все смолы реагируют одинаково на нагрев. Практическая смола для литья должна быть совместима с стандартными графиками сжигания используется литейными цехами. Это означает, что материал должен полностью сгорать в типичных температурных диапазонах (обычно между 700°C и 950°C) без необходимости использования специальных, ультра-высокотемпературных инвестиций. Независимо от того, отливаетесь ли вы компоненты или драгоценные металлы, смола должна следовать предсказуемой кривой сгорания, чтобы обеспечить стабильные и повторяемые результаты в производственной среде. ресурсы по медным сплавам компоненты или драгоценные металлы, смола должна следовать предсказуемой кривой сгорания, чтобы обеспечить стабильные и повторяемые результаты в производственной среде.
Ключевые области применения литьевого 3D-печати

Универсальность литьевой 3D-печати вывела её далеко за рамки любительских мастерских. Соединяя цифровую точность и традиционную металлургию, мы даем возможность промышленности производить сложные металлические детали, которые ранее были невозможны или слишком дорогие для изготовления с помощью стандартных инструментов.
Производство ювелирных изделий и индивидуальные дизайны
Это наша основная сфера. Ювелирная индустрия активно внедряет CAD дизайн ювелирных изделий чтобы предлагать уникальные изделия без трудоемкости ручной резки воска. Используя высокоточные литейные смолы, ювелиры могут печатать сложные филигри, паве-украшения и органические формы, которые сохраняют свою форму идеально во время процесса заливки.
- Массовая кастомизация: Создавайте уникальные обручальные кольца по требованию.
- Качество поверхности: Наши смолы обеспечивают минимальную необходимость шлифовки отливки из металла.
- Надежность: Прямая отливка из 3D-печати исключает необходимость использования резиновых форм при небольших тиражах.
Дентальная индустрия, коронки и мосты
В стоматологических лабораториях точность посадки — всё. Образцы для стоматологического литья произведённые с помощью SLA или DLP-печати, обеспечивают превосходную маргинальную целостность по сравнению с традиционными восковыми моделями. Мы видим, как лаборатории используют литье с использованием 3D-принтерных технологии для производства коронок, вкладок и каркасов частичных протезов. Ключевым фактором здесь является чистое сгорание; любой остаток золы может вызвать пористость в металле, что приведет к неудаче реставрации. Наши материалы разработаны для полного сгорания, обеспечивая безопасность и долговечность конечного медицинского изделия.
Промышленные инженерные прототипы
Инженеры используют литейные смолы, чтобы обходить дорогостоящее оборудование для коротких серий металлических деталей. Вместо обработки блока стали, они могут напечатать модель и отлить её из алюминия, бронзы или стали для функциональных испытаний. Эта возможность быстрого прототипирования значительно сокращает сроки изготовления Промышленные инженерные прототипы. При переходе от напечатанного прототипа к рабочей металлической детали, рекомендуется использовать руководство по точному литью из стали для компонентов высокой точности помогает обеспечить соответствие дизайна промышленным стандартам по напряжению и долговечности. Этот рабочий процесс позволяет проводить испытания металлических компонентов в реальных условиях перед массовым производством форм.
Оптимизация печати для литья
Обработка усадки и масштабных факторов
Когда имеешь дело с литьевой 3D-печати, точность является обязательной. Металл естественно усаживается при охлаждении из жидкого состояния в твердое, что означает, что напечатанный образец должен быть немного больше желаемого конечного объекта. Я всегда рассчитываю коэффициент масштабирования на основе конкретного сплава металла; например, при литье в сложных материалах, таких как титановых сплавах требует тщательной компенсации теплового сокращения. Наши смолы разработаны для высокой размерной стабильности, что обеспечивает отсутствие деформации или непредсказуемого усадки самой печати до начала процесса литья. Это позволяет нам изолировать переменную усадки металла и с уверенностью корректировать цифровую модель в программном обеспечении для слайсинга.
Улучшение качества поверхности
Качество поверхности 3D-печатного образца напрямую влияет на отделку конечного металлического изделия. В литье с использованием 3D-принтерных рабочих процессах любые линии слоев или пикселизация на модели из смолы будут точно воспроизведены в металле. Для достижения профессиональной отделки я рекомендую печать с меньшей высотой слоя, обычно от 25 до 50 микрон. Такое разрешение минимизирует эффект “ступенчатости”. Хотя наши смолы предназначены для высокой точности детализации, обеспечение высокого разрешения цифровой сетки и правильных настроек принтера значительно снизит необходимость ручной полировки после литья.
Пустотелые и сплошные модели
Выбор между пустотелой и сплошной геометрией критичен для предотвращения отказа инвестиционной формы. Хотя небольшие предметы, такие как кольца, часто можно напечатать сплошными, крупные промышленные детали или массивные ювелирные изделия должны быть пустотелыми. Сплошные блоки смолы значительно расширяются в начальных стадиях обжига, что может создать достаточное давление для трещин в керамической инвестиционной оболочке.
- Толщина стенки: Я обычно выбираю толщину стенки 2-3 мм. Это обеспечивает достаточную прочность для обработки и минимизирует объем материала, который нужно сжечь.
- Дренажные отверстия: Обязательно добавляйте дренажные отверстия в пустотелые модели. Непросушенная смола внутри может вызвать дефекты при литье или даже повредить форму во время нагрева.
- Каркасные опоры: Для больших пустотелых секций внутренние каркасные структуры помогают сохранять форму модели без создания сплошного пластмассового массива.
Устранение распространенных проблем при литье
Переход от цифрового файла к физической металлической детали включает переменные, которые могут повлиять на конечный продукт. В то время как литьевой 3D-печати упрощает этап изготовления образца, переход к стадиям обжига и заливки требует строгого контроля процесса. Даже при использовании высококачественной смолы игнорирование физики инвестиционного процесса приведет к дефектам. Вот как мы решаем наиболее частые проблемы, с которыми сталкиваются литейные мастерские и ювелиры.
Предотвращение трещин инвестиционной формы
Самая распространенная неисправность при переходе с воска на смолу — трещины в форме или оболочке. Это происходит потому, что фотополимерные смолы склонны к тепловому расширению перед их плавлением или сгоранием, создавая внутреннее давление, которое давит на инвестиционный материал.
- Контроль скорости нагрева: Не спешите с начальной фазой нагрева. Мы рекомендуем медленный подъем температуры (около 1-2°C в минуту), особенно в диапазоне от 200°C до 300°C, чтобы смола размягчилась и сгорела без термического удара для формы.
- Выбор смолы: Используйте материалы, специально разработанные для низкого термического расширения. Наши смолы разработаны так, чтобы сжиматься внутрь, а не расширяться наружу, защищая целостность формы.
- Прочность формы: Убедитесь, что ваша инвестиционная смесь правильная. При использовании профессионального услугах точного инвестиционного литья, керамическая оболочка рассчитана на выдерживание этих конкретных давлений, но при самостоятельной установке необходимо убедиться, что колба прочная.
Исправление шероховатых металлических поверхностей
Шероховатая или точечная поверхность обычно указывает на реакцию между смолой и инвестицией или на остаточную золу, оставшуюся внутри формы.
- Нулевое содержание золы: Это не подлежит обсуждению. Если ваша смола оставляет после себя золу, этот остаток внедрится в металлическую поверхность. Мы разрабатываем наши смолы для полного и чистого выгорания.
- Правильная постобработка: Никогда не инвестируйте липкую или недоотвержденную модель. Неотвержденная смола на поверхности модели может химически реагировать с гипсовой или фосфатно-связанной инвестицией, создавая шероховатую текстуру “апельсиновой корки” на конечном литье.
- Чистая промывка: Убедитесь, что весь изопропиловый спирт испарился с модели перед инвестированием. Захваченный растворитель может закипеть во время фазы схватывания, создавая микропористость.
Решение проблем неполного литья
Неполные отливки или “недоливы” возникают, когда расплавленный металл замерзает до заполнения всей полости формы. В литье с использованием 3D-принтерных моделях это часто связано с захваченным газом или недостаточным выгоранием.
- Газовая вентиляция: Смоляные модели выделяют больше газа во время выгорания, чем традиционный воск. Вы должны спроектировать свою литниковую систему с достаточной вентиляцией, чтобы эти газы могли быстро выходить.
- Длительность выгорания: Убедитесь, что вы держите пиковую температуру достаточно долго. Если центр толстого образца полностью не испарился, это создаст препятствие.
- Управление температурой: Совместите температуру вашей колбы с металлом. Для высокотемпературных применений, таких как стальных сплавах для инвестиционного литья, форма должна быть достаточно горячей, чтобы поддерживать текучесть металла во время заливки, обеспечивая захват мелких деталей перед затвердеванием.
Почему литейные цеха используют смолы Vastmaterial

Когда мы говорим о литьевой 3D-печати, мы знаем, что единственным важным показателем является стабильность на литейной площадке. Мы разработали наши смолы, чтобы устранить разрыв между цифровой точностью и надежностью физического литья, обеспечивая плавный переход от 3D-модели к металлической детали.
Надежность и химическая стабильность
Мы понимаем, что неудачное отливание означает потерю времени и металла. Наш производственный процесс обеспечивает строгую химическую стабильность от партии к партии. Вам не придется постоянно настраивать параметры; наш смолой для литья по выплавляемым моделям предсказуемо работает каждый раз, позволяя масштабировать производство без страха сбоя шаблона. Эта надежность важна для предприятий, которые не могут позволить себе простои из-за нестабильных материалов.
Совместимость с принтерами
Мы разработали наши материалы так, чтобы они были универсально совместимы с оборудованием, которое у вас, скорее всего, уже есть. Будь то системы SLA на лазерной основе или 405 нм LCD/DLP принтеры, наши смолы оптимизированы для высокоразрешительных печатей. Эта универсальность делает литье с использованием 3D-принтерных технологию доступной без необходимости использования проприетарного дорогостоящего оборудования, сразу упрощая ваш рабочий процесс.
Баланс жесткости и плавкости расплавления
Идеальный шаблон должен быть достаточно прочным, чтобы выдерживать, но достаточно чистым, чтобы сгореть. Мы разработали специальный баланс для удовлетворения этих противоположных требований:
- Прочность обработки: Наши смолы обеспечивают высокую размерную стабильность и жесткость, гарантируя, что тонкие стенки и сложные детали не деформируются во время процесса заливки.
- Очистка от выгорания: Мы сделали акцент на нулевого содержания золы формуле. Смола полностью плавится и испаряется, оставляя чистую форму, готовую к использованию с драгоценными металлами или промышленными прототипами для решения для крупносерийных стальных отливок.
Этот баланс обеспечивает точное соответствие металлической детали цифровому дизайну без остатков, портящих поверхность.
Часто задаваемые вопросы
Какое лучшее смолое для литья по lost wax?
Самая эффективная смола для литья 3D-печати это та, которая гарантирует нулевого содержания золы при сгорании. Если смола оставляет остатки внутри формы, готовое металлическое изделие будет страдать от пористости и дефектов поверхности. Вам нужен материал, специально разработанный для инвестиционного литья, обладающий высокой размерной стабильностью и низким усадочным коэффициентом. Наши литейные смолы разработаны для беспрепятственной работы с SLA, DLP и LCD принтерами, обеспечивая чистое сгорание, необходимое для профессиональных ювелирных и промышленных применений.
Как предотвратить образование золы при литье?
Предотвращение золы начинается с выбора правильного материала. Стандартные смолы для 3D-печати часто оставляют угольную золу, которая засоряет керамическую оболочку, что приводит к неудачным отливкам. Чтобы этого избежать, используйте специализированную смолой для литья по выплавляемым моделям разработанную для полного испарения. Кроме того, очень важно соблюдать строгий график сгорания. Как ведущий поставщик литья по lost wax, мы знаем, что контроль скорости нагрева и времени выдержки в печи обеспечивает полное удаление шаблона без повреждения инвестиционной формы.
Могу ли я использовать любой 3D-принтер для создания шаблонов для литья?
Хотя существует много принтеров, не все подходят для создания литейных шаблонов. FDM (филаментные) принтеры обычно не обладают необходимым разрешением для тонких ювелирных или стоматологических деталей. Для достижения лучших результатов в литье с помощью 3D-принтера, мы рекомендуем использовать смоляные системы, такие как SLA, DLP или LCD принтеры, работающие на длине волны 405 нм. Эти принтеры обеспечивают гладкую поверхность и сложные детали, необходимые для успеха в профессиональном литейной фабрике с потерянным воском.