
Stainless investment casting guide covering process benefits grades tolerances cost drivers and Vastmaterial stainless steel solutions.
What Is Stainless Investment Casting?
If you need complex stainless steel parts with tight tolerances and a clean surface, stainless investment casting (also called stainless steel lost wax casting) is usually one of the most cost-effective options.
In simple terms, we:
- Create a precise wax copy of your part
- Build a ceramic shell around it
- Melt the wax out
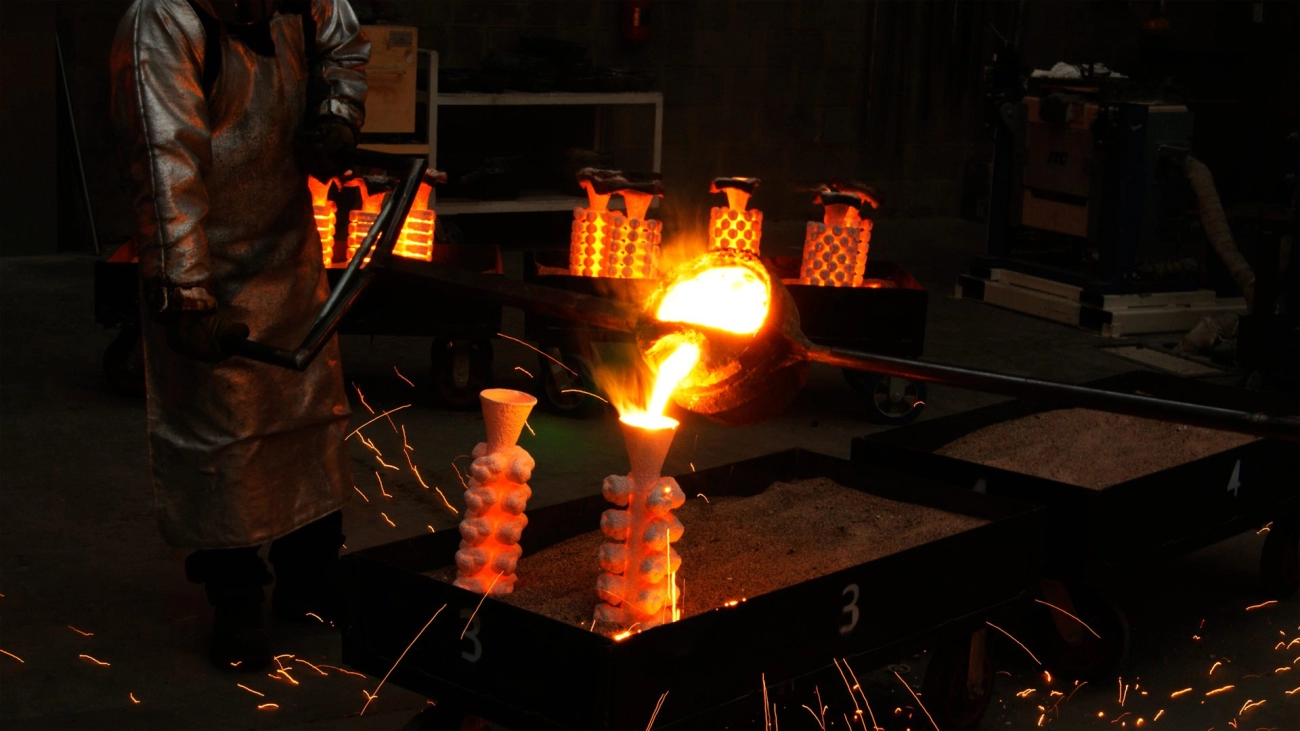
- Pour molten stainless steel into the cavity
- Break the shell and finish the casting
The result is a near-net-shape stainless part that often needs minimal machining and delivers excellent dimensional accuracy and surface finish.
Step-by-Step Stainless Steel Lost Wax Casting Process
Wax Pattern Creation and Tooling
We start by making a wax pattern that matches your final part geometry.
- Tooling (dies):
- CNC-machined aluminum or steel mold
- Designed for repeatability and stable tolerances
- Wax injection:
- Wax is injected into the die under controlled pressure and temperature
- Typical dimensional deviation: ±0.1–0.3 mm on the wax
- Pattern assemblies (trees):
- Individual wax patterns are welded onto a central runner (sprue)
- Proper gating design reduces turbulence, porosity, and shrinkage defects
Tooling is the main up-front cost, so we design it carefully to support your target volume, alloy, and tolerances.
Shell Building and Ceramic Mold Preparation
The wax assembly is coated to form a ceramic shell that can withstand molten stainless steel.
- Slurry dipping:
- Patterns are dipped in a fine ceramic slurry (often silica-based)
- Controls the final surface finish and detail replication
- Stuccoing (sand coating):
- Coarse ceramic sand is applied on the wet surface
- Builds shell strength and thickness
- Multiple layers:
- Typically 6–10 layers, depending on part size and weight
- Final shell thickness: 5–12 mm
Shell building is fully controlled for humidity, temperature, and drying time to avoid cracks and dimensional drift.
Dewaxing and Shell Firing
Once the ceramic shell is built, the wax must be removed cleanly.
- Dewaxing:
- Usually done by steam autoclave or flash firing
- Wax melts and drains out, leaving a cavity
- Shell firing:
- Shell is fired at 800–1100°C (1470–2010°F)
- Increases strength, burns out any wax residue, and preheats the mold
A properly fired shell is critical for surface quality and dimensional stability in stainless investment casting.
Metal Melting, Pouring, and Solidification Control
Next, we melt the stainless steel and pour it into the hot ceramic shell.
- Melting:
- Induction or electric furnace
- Alloys: 304, 316, 316L, 17-4PH, duplex, and more
- Strict control of chemical composition and inclusions
- Pouring:
- Controlled pouring temperature, typically 1550–1650°C depending on grade
- Vacuum or inert atmosphere for critical alloys and aerospace parts
- Solidification control:
- Gating, risers, and cooling rates are engineered to reduce shrinkage, porosity, and hot tears
This phase determines the internal soundness, mechanical properties, and repeatability of your stainless steel castings.
Knockout, Cut-Off, and Gate Grinding
After solidification and cooling, the ceramic shell is removed and parts are separated.
- Knockout:
- Shell is mechanically or vibrationally broken off
- Remaining ceramic is removed via blasting
- Cut-off:
- Individual castings are cut from the sprue using saws or cutting wheels
- Gate and riser grinding:
- Gating contact points are ground flush
- Blending to match the surrounding surface
The goal is a clean stainless steel casting ready for heat treatment or machining.
Heat Treatment and Dimensional Stabilization
Most stainless investment castings are heat treated to achieve target hardness, strength, and corrosion resistance.
Typical heat treatments include:
- Solution annealing for 304/316/316L:
- Improves corrosion resistance and relieves stress
- Aging for 17-4PH:
- Conditions like H900, H1025, H1150 for specific strength and toughness
- Tempering for martensitic grades (410, 420):
- Balances hardness and toughness
Heat treatment also stabilizes dimensions, so your parts hold tight tolerances during machining and service.
Final Machining, Inspection, and Packaging
To meet your final specifications, we complete the part with precision finishing.
- Machining:
- CNC turning, milling, drilling, tapping
- Tight tolerances possible: ±0.05–0.1 mm on critical features
- Inspection:
- Dimensional checks with CMM and gauges
- Surface roughness checks (as-cast Ra typically 3.2–6.3 μm, better with blasting/polishing)
- Cleaning and packaging:
- Degreasing, deburring, and protection from corrosion or scratching
- Custom packaging for export to prevent transit damage
From wax pattern to final packed part, stainless investment casting delivers precision cast stainless components that are production-ready with minimal secondary operations.
Why Choose Stainless Steel for Investment Casting?
Stainless investment casting is my go-to when customers need small to medium parts that must survive harsh environments, tight hygiene rules, or long service life with minimal maintenance.
Key Benefits of Stainless Steel in Investment Casting
- Near-net shape + performance material in one process
- Excellent surface finish and clean edges
- Consistent mechanical properties across batches
- Ideal for precision, safety‑critical components
Corrosion Resistance & Long-Term Durability
Stainless steel brings a natural passive chromium oxide layer, which makes it ideal for aggressive and outdoor environments:
- Resists water, steam, mild acids, cleaning chemicals
- Great for marine, chemical, food, and medical applications
- Keeps appearance and mechanical strength for years
- Lower lifecycle cost vs. repainting or frequent replacements
For projects that need higher corrosion resistance or duplex grades, I usually point customers to our broader range of stainless steel casting alloys.
Strength at High and Low Temperatures
Stainless steel holds up where other metals drop off:
- Good tensile strength at elevated temperatures
- Stable impact properties at low temperatures
- Suitable for exhaust components, turbo parts, cryogenic fittings, offshore hardware
Hygienic & Easy to Clean (Food & Medical)
For food, beverage, dairy, and medical parts, stainless investment casting is often the safest bet:
- Non-porous surface when properly cast and finished
- Easy to clean, disinfect, and sterilize
- Compatible with CIP/SIP cleaning and common disinfectants
- No flaking coatings or rust particles entering the product stream
This is why we supply a lot of food grade stainless steel castings and medical grade stainless components to OEMs worldwide.
Stainless vs Carbon Steel, Aluminum, and Brass Casting
| Material | Corrosion Resistance | Strength / Temp | Hygiene | Typical Use Case |
|---|---|---|---|---|
| Stainless | ★★★★☆ | ★★★★☆ | ★★★★☆ | Food, medical, marine, valves, aerospace, energy |
| Carbon Steel | ★★☆☆☆ | ★★★★☆ | ★★☆☆☆ | Structural, low-cost parts, non-corrosive areas |
| Aluminum | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | Lightweight covers, housings, non-high-load |
| Brass/Bronze | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | Decorative, plumbing, some marine fittings |
When I recommend stainless investment casting:
- You need corrosion resistance + strength together
- The part will see chemicals, salt water, or washdown
- You want low maintenance, long service life, and a clean look
If cost is the only driver and environment is mild, carbon steel may be enough. But once corrosion, hygiene, or safety enters the picture, stainless is usually the smarter long-term choice.
Key Advantages of Stainless Investment Casting Over Other Methods

Near-net-shape stainless castings, less machining
With stainless investment casting, we get near-net-shape parts that are extremely close to final dimensions. That means:
- Less CNC time, fewer setups
- Lower material waste (chips, swarf)
- Faster turnaround on repeat orders
For many projects, we only machine critical fits and threads, not the whole part.
Surface finish and Ra for stainless investment casting
The ceramic shell gives a naturally smooth finish. Typical as-cast stainless steel Ra is around 3.2–6.3 μm, and we can go finer with:
- Light machining on functional faces
- Bead blasting or shot blasting
- Electropolishing for medical/food-grade parts
You often don’t need heavy grinding or polishing to reach a clean, professional surface.
Thin walls and complex geometry capability
Stainless steel lost-wax casting is ideal for thin wall stainless steel casting and tricky shapes:
- Thin sections down to ~1.5–2.5 mm (design-dependent)
- Built-in undercuts, bosses, and logos
- Organic, curved, or lattice-like shapes
This is where investment casting beats most traditional processes on both complexity and cost.
Dimensional accuracy of stainless investment castings
With proper tooling and process control, we routinely work to ISO 8062 CT5–CT6 tolerances on stainless castings. That means:
- Reliable repeatability over long runs
- Less post-machining to hit critical dimensions
- Stable quality across batches and factories
For tight-tolerance features, we combine precision casting + final machining.
Stainless investment casting vs sand casting
Compared to sand casting, stainless investment casting offers:
- Much better surface finish
- Higher dimensional accuracy
- Thinner walls and more complex details
Sand casting still makes sense for very large, low-precision parts. For precision stainless components, investment casting is usually the smarter choice.
Stainless investment casting vs die casting
Die casting is great for aluminum and zinc, but for stainless steel it’s rarely practical. Versus die casting, stainless investment casting offers:
- Much lower tooling cost
- Wider alloy range (304, 316, 17-4PH, duplex, etc.)
- Better suited to medium volumes and frequent design changes
If you need high-strength stainless parts without six-figure tooling, investment casting is the answer.
Stainless investment casting vs CNC machining
If you machine stainless parts from solid bar or plate, you’re paying for:
- High material waste
- Long cycle times
- Expensive cutting tools
With investment casting vs CNC machining, our approach is:
- Cast near-net shape
- Machine only what matters
This usually wins for small to medium volumes and complex geometries. Pure CNC machining only beats casting when volumes are low and shapes are very simple.
Stainless investment casting vs MIM (metal injection molding)
Compared to metal injection molding (MIM), stainless investment casting:
- Handles larger parts (MIM is best for very small components)
- Has lower risk of distortion on bigger geometries
- Often has lower tooling cost for mid-size parts
MIM is ideal for tiny, high-volume precision components. For parts that are bigger, heavier, or more structurally loaded, stainless investment casting is usually more robust and more flexible.
If you also work with non-stainless alloys, we run similar precision casting services for multiple metals, using the same near-net-shape logic to cut machining time and total cost. You can see how we structure that process in our overview of [precision casting services for complex custom parts](https://haoyumaterial.com/services/precision-casting
Common Stainless Steel Grades for Investment Casting (2026 Update)
When you choose stainless investment casting, the alloy is the real game changer. Here’s how I usually break it down when helping customers pick the right stainless grade.
Austenitic Stainless Grades for Investment Casting
Austenitic stainless steels are the most common for precision stainless investment casting because they’re:
- Easy to cast and weld
- Very good in corrosion resistance
- Non-magnetic (in most conditions)
They’re my default choice for general industrial, food, and medical stainless steel lost wax casting parts.
304 Stainless Investment Casting
304 stainless steel casting is the workhorse alloy:
- Typical uses: brackets, housings, handles, pipe fittings, food equipment parts
- Key properties: good corrosion resistance in standard environments, good formability, stable in most atmospheric and mild chemical conditions
- When to choose: if your part doesn’t see harsh chlorides, acids, or seawater, 304 usually gives the best price–performance balance
316 / 316L Stainless Investment Casting
316 stainless investment casting is the upgrade when corrosion really matters:
- Typical uses: marine hardware, chemical equipment, pumps, valves, food and pharma equipment
- Benefits: molybdenum content gives stronger resistance to chlorides and many chemicals than 304
- 316L: low carbon version for better weldability and reduced risk of corrosion at welds
I recommend 316/316L for marine grade stainless casting and aggressive cleaning or CIP/SIP environments.
Low-Carbon Grades (304L, 316L)
304L and 316L low-carbon stainless:
- Reduce carbide precipitation at welds
- Improve resistance to intergranular corrosion
- Are ideal for heavy welding, thick sections, and pressure parts
If your part is going to be heavily welded in service, I usually push L-grades as standard.
Martensitic Stainless (410, 420)
For wear and hardness, martensitic stainless grades win:
- 410, 420: higher hardness after heat treatment, good wear resistance, moderate corrosion resistance
- Typical uses: blades, seats, tools, wear parts, mechanical components needing edge or surface hardness
These are right when you need a hard, tough casting but still want basic stainless performance.
17-4PH Stainless Investment Casting
17-4PH stainless is a go-to for high strength stainless cast components:
- Key benefits: very high strength, good toughness, and decent corrosion resistance
- Uses: aerospace stainless steel investment casting, high pressure valve parts, pump shafts, tooling, defense and motorsport parts
- Can be heat treated to different strength levels (H900–H1150) to match your design targets
Duplex Stainless Steel Casting (2205, 2507)
Duplex stainless steel investment casting (2205, 2507) is built for harsh chloride environments:
- Strength: roughly 2x yield strength of 304/316
- Corrosion: excellent resistance to pitting, crevice, and stress corrosion cracking
- Typical uses: offshore, marine, desalination, chemical processing, and high-chloride fluid equipment
If you’re balancing strength, corrosion, and weight in salty or aggressive environments, duplex is usually worth a serious look. For a deeper dive into how duplex compares to other stainless and alloy steels, I’ve covered it in detail in this guide to alloy steel vs stainless steel selection.
Precipitation Hardening and Custom Stainless Alloys
Beyond 17-4PH, there are other PH and custom stainless alloys:
- Tailored for specific combinations of strength, toughness, and corrosion
- Used in aerospace, energy, and high-end industrial components
- Often paired with nickel and high-alloy systems where investment casting tolerances and performance are critical
If you’re also looking at nickel-based or duplex bolt solutions for severe environments, it’s similar logic to high-performance fasteners like 2205 duplex stainless steel bolts.
Property Comparison (High-Level)
Typical trend (from lower to higher performance):
- Corrosion resistance: 410/420 < 304 < 17-4PH ≈ 316 < duplex 2205 < super duplex 2507
- Strength (as-cast or treated): 304/316 < duplex 2205 < 17-4PH < 420 (max hardness, but less corrosion)
- Cost: 410/420 ≈ 304 < 304L < 316 < 316L < duplex 2205 < 17-4PH < super duplex / specialty PH grades
Cost Tiers of Stainless Casting Alloys
From a cost planning view for stainless steel investment casting:
- Entry-level: 410, 420, 304 (best for cost-sensitive projects with moderate demands)
- Mid-range: 304L, 316, 316L (most common in industrial, food, and marine light-duty parts)
- Premium: 17-4PH, duplex 2205 (high strength or high corrosion plus strength)
- Top tier: 2507 super duplex and custom PH alloys (harshest environments, critical safety or high-value parts)
When we quote stainless investment casting cost per piece, alloy choice is usually one of the biggest drivers, right after complexity and volume.
Design Guidelines & Tolerances for Stainless Investment Casting
Stainless investment casting rewards smart design. If you design with the process in mind from day one, you get tighter tolerances, lower scrap, and much lower cost per piece.
Design for Manufacturability (DFM) in Stainless Investment Casting
I always recommend getting the foundry involved early. A quick DFM review can:
- Simplify gating and parting lines
- Reduce the number of cores or wax assemblies
- Avoid heavy sections that shrink and crack
- Align critical dimensions away from welds and gate areas
If you already use outside machining services (for example, for bronze or copper alloys), the DFM mindset is very similar to what you’d see in a high-precision shop like a dedicated precision CNC machining service.
Recommended Minimum Wall Thickness
For stainless steel lost-wax casting, realistic minimum wall thickness is:
- Standard stainless casting walls: 2.5–3.0 mm
- Thin wall stainless steel casting (optimized design): 1.5–2.0 mm
- Heavier structural areas: 4–6 mm for better feed and strength
Keep thickness consistent. Large jumps in section thickness cause porosity and distortion.
Dimensional Tolerances (ISO 8062 CT5–CT6)
For precision stainless investment casting, typical tolerances are:
- General tolerance: ISO 8062-3 CT5–CT6
- As a rule of thumb:
- ±0.1 mm for the first 10 mm
- ±0.2–0.3 mm up to 100 mm
- Tighter tolerances are possible on critical features with post-machining
Always mark critical-to-function dimensions on your drawing so the foundry can control them.
Draft Angles & Parting Line
Even with investment casting’s fine detail, small drafts help:
- Draft angle: 1–2° on external walls, 2–3° on internal walls
- Align the parting line along natural edges or non-critical surfaces
- Avoid placing critical dimensions across the parting line to maintain better repeatability
Fillets, Radii & Stress Reduction
Sharp corners are bad news in stainless castings:
- Use fillets instead of sharp transitions
- Internal fillets: ≥ 0.75–1.0 mm
- External radii: ≥ 1.0–1.5 mm
- Blend heavy-to-thin sections smoothly
- Fillets reduce stress, improve flow, and cut down on hot spots and cracking
Managing Undercuts, Holes & Internal Passages
Complex geometry is where stainless investment casting shines, but you still need to design smart:
- Avoid undercuts that demand side cores or complicated wax assemblies
- Through-holes ≥ 2.5–3.0 mm diameter are more stable
- Long, small-diameter holes are better drilled after casting
- Internal passages are feasible with ceramic cores but will add cost and risk; use only when they save real machining or assembly cost
Weight Reduction & Topology Tips
To reduce weight without losing strength:
- Use ribs and webs instead of solid blocks
- Hollow out non-critical volumes and keep uniform wall thickness
- Consider basic topology optimization to place material only where loads demand it
- Remove “machining mindset” features that can be cast directly: pockets, logos, and simple brackets
Designing to Reduce Cost & Tooling Changes
If you want the lowest life-cycle cost from stainless investment casting:
- Standardize features (hole sizes, radii, wall thickness) across families of parts
- Group variants into one tool with changeable inserts only where needed
- Avoid over-tolerancing—don’t call for CNC-level tolerances on non-critical features
- Design castings to minimize secondary machining and special fixtures
A clean, casting-friendly design means cheaper tooling, fewer design iterations, and more stable pricing over the life of the part.
Typical Stainless Investment Casting Applications by Industry

Stainless investment casting is my go-to when customers need complex shapes, clean surfaces, and reliable corrosion resistance in one package. Here’s where it delivers the most value:
Aerospace & Defense Stainless Castings
In aerospace and defense, weight, safety, and traceability are everything. We typically supply:
- Turbine and compressor components
- Brackets, structural fittings, and hinge parts
- Gyro housings, actuators, and control hardware
Using aerospace-grade stainless and nickel alloys, we support AS9100-level requirements with tight tolerances and repeatable quality.
Medical & Surgical Stainless Cast Components
For medical device makers, cleanability and biocompatibility are non‑negotiable. Typical parts include:
- Surgical tool bodies and handles
- Orthopedic hardware and implant-adjacent components
- Dental, endoscopic, and instrument housings
We cast in 316L and other medical grade stainless that can handle electropolishing and passivation, ready for sterile environments.
Food & Dairy Processing Stainless Steel Castings
Food and beverage OEMs use stainless investment casting to reduce crevices and welds:
- Pump bodies and impellers
- Valves, fittings, and spray nozzles
- Hygienic clamps, couplings, and connectors
Smooth, Ra-friendly surfaces and wash‑down resistance help meet global food safety standards for food grade stainless steel casting.
Marine & Offshore Stainless Castings
In marine and offshore, stainless investment casting survives salt, pressure, and abuse:
- Propeller and thruster parts
- Deck and rigging hardware
- Subsea sensor housings and brackets
We often use marine grade stainless and duplex stainless steel investment casting for better chloride and stress corrosion resistance.
Pump, Valve & Flow Control Stainless Parts
This is one of the biggest application areas:
- High-pressure valve bodies and bonnets
- Pump housings, impellers, and diffusers
- Flow meters, manifolds, and precision connectors
Investment casting delivers near-net-shape internal passages, reducing CNC time compared to fully machined blocks or custom steel flanges.
Oil & Gas Stainless Investment Casting Components
For oil & gas, reliability under pressure is key:
- Downhole tool components
- High-pressure valve and choke bodies
- Instrumentation and sensor housings
We supply corrosion resistant stainless casting and nickel-alloy options where H₂S, CO₂, and high temperatures are involved.
Automotive & Motorsport Stainless Cast Parts
In automotive and racing, stainless investment casting supports:
- Turbocharger and exhaust components
- Brackets, housings, and structural mounts
- Motorsport hardware where weight, accuracy, and strength matter
It’s often more cost‑effective than machining solid stainless for medium-volume, complex geometry stainless casting.
General Industrial & OEM Stainless Casting Applications
Across global OEMs, typical stainless cast parts include:
- Industrial hardware and machine components
- Process equipment parts and connector housings
- Custom stainless steel casting parts for automation and robotics
For many of these, stainless investment casting gives a near net shape solution with consistent quality and a stable cost per piece, especially once tooling is amortized over regular orders.
Surface Finishing Options for Stainless Investment Castings

Getting the right finish is just as important as getting the right alloy. Here’s how we usually finish stainless investment castings for global OEMs across food, medical, marine, and industrial markets.
As-Cast Stainless Surface Finish (Ra)
Investment casting already gives a good surface:
| Finish Type | Typical Ra (µm) | Typical Use |
|---|---|---|
| As-cast standard | 3.2–6.3 | General industrial, hidden parts |
| Fine as-cast | 1.6–3.2 | Valves, housings, decorative hardware |
Use as-cast when:
- You don’t need a cosmetic surface
- Machining or coating will follow
- You want the lowest cost per piece
Bead Blasting & Shot Blasting
Blasting is the fastest way to clean and even out stainless steel lost wax castings.
- Glass bead blasting
- Smooth, satin finish
- Good for food, medical, and visible parts
- Typical Ra: 1.6–3.2 µm
- Shot blasting (steel/ceramic)
- More aggressive cleaning
- Removes scale and minor defects
- Good for heavy-duty industrial parts
We often combine blasting with other surface treatment services when customers need both aesthetics and performance.
Electropolishing Stainless Investment Cast Parts
Electropolishing is ideal when you need top-level corrosion resistance and cleanability.
Key benefits:
- Ra can drop to ≤0.4–0.8 µm
- Removes micro-burrs and embedded contaminants
- Perfect for food grade stainless steel casting and medical grade stainless steel casting
Best for:
- 304 / 316 / 316L and duplex stainless
- Sanitary fittings, pump components, surgical tools
Chemical Passivation for Corrosion Resistance
Passivation is a must for critical stainless castings.
- Removes free iron from the surface
- Builds a stronger chromium oxide layer
- Improves resistance in marine, chemical, and outdoor environments
Typical methods:
- Nitric-based passivation
- Citric-based passivation (safer, more eco-friendly)
We usually passivate after machining and before final cleaning/packing.
Machining & Tight-Tolerance Finishing
Stainless investment casting is near-net shape, but tight fits still need machining.
We usually machine:
- Bearing and seal seats
- Threads and sealing faces
- Precision bores and critical datums
Common outcomes:
- Tolerances down to ±0.01–0.02 mm (feature-dependent)
- Surface finish down to Ra 0.4–1.6 µm after turning, grinding, or milling
Coatings & PVD Options
When the base stainless isn’t enough, we add coatings.
Options include:
- PVD (TiN, TiCN, DLC, etc.) for wear and cutting edges
- Hard coatings for 17-4PH or martensitic stainless parts
- Anti-galling or low-friction coatings for valves and moving parts
These are popular on:
- High-cycle pump/valve internals
- Cutting and forming tools
- Marine and offshore hardware
Choosing the Right Finish
Pick your finish based on how the part is used, not just how it looks:
| Application Type | Recommended Finish Combo |
|---|---|
| Food & dairy equipment | Bead blast + electropolish + passivation |
| Medical instruments & implants | Fine as-cast/machined + electropolish + passivation |
| Marine & offshore | Blasting + passivation; add coating for high-wear areas |
| Industrial valves & pumps | Blasting + machining of sealing faces + passivation |
| Decorative / architectural | Fine as-cast + bead blast or polished + optional PVD |
If you share your 3D model and annual volume, I can recommend a finish stack (blasting + machining + chemical treatment) that balances:
- Corrosion resistance
- Aesthetics
- Total landed cost per part
And we can integrate multiple finishing steps into one workflow through our in-house and partnered surface treatment capabilities to keep lead times tight.
Cost Drivers for Stainless Investment Casting in 2026
Stainless investment casting costs in 2026 are driven by a mix of material, process, and logistics factors. If you understand these levers up front, you can design smarter parts and get more accurate quotes.
Main Cost Factors in Stainless Investment Casting
The main cost blocks are:
- Tooling & wax patterns
- Stainless alloy and surcharge
- Shell building and melting time
- Machining and finishing
- Inspection and testing
- Packaging, freight, and duties
Every design decision you make touches at least one of these.
Tooling and Pattern Cost vs Production Volume
Tooling is a fixed cost, so volume matters:
- Low volume / prototypes
- 3D-printed patterns or soft tooling
- Higher piece price, low upfront cost
- Medium–high volume
- Hardened steel dies and automated wax injection
- Higher tooling cost, much lower cost per piece
If you have a stable annual demand, it usually pays to invest in robust tooling early.
Alloy Selection and Price Impact
Not all stainless steels cost the same to cast:
- 304 / 304L: usually lowest-cost stainless for investment casting
- 316 / 316L: more expensive due to higher nickel and molybdenum
- 17-4PH, duplex, and special alloys: higher melt cost, more process controls, and often extra heat treatment
Pick the lowest-cost grade that still hits your corrosion, strength, and weldability targets.
Nickel and Alloy Surcharge Effects
In 2026, nickel and molybdenum price swings are a big part of stainless investment casting cost:
- Foundries often apply monthly alloy surcharges on top of base prices
- High-nickel and duplex grades see the largest swings
- Longer-term contracts may include a surcharge formula linked to LME prices
If your design allows it, avoiding high-nickel grades can stabilize your cost.
Part Complexity and Machining Cost
Complexity is a hidden cost driver:
- Thin walls, deep pockets, and internal channels increase shell build time and scrap risk
- Tight tolerances on many features mean extra machining and inspection
- Threads, precision bores, and sealing faces usually need secondary machining
A simpler casting that avoids unnecessary tight tolerances is almost always cheaper per piece.
MOQ, Batch Size, and Annual Volume
Foundries need economical batch sizes:
- MOQ (minimum order quantity) covers setup, melt, and inspection overhead
- Larger batch sizes reduce per-part setup cost
- Predictable annual volume helps negotiate better pricing and capacity priority
If you only need small batches, group multiple part numbers on the same order when possible.
Logistics, Freight, and Total Landed Cost
Your real cost is the total landed cost, not just the unit price:
- Ocean vs air freight can change cost per part dramatically
- Packaging, pallets, and corrosion protection add up
- For some projects, local machining of cast blanks can offset overseas freight
This is why some buyers combine stainless investment casting with local machining, or use nearby suppliers for time-critical parts and offshore partners for higher volume.
If you also source non-ferrous parts, it can help to consolidate shipments with items like precision brass components or bronze parts from the same region to lower freight per kg.
Practical Tips to Reduce Stainless Investment Casting Cost
You can cut cost without killing performance:
- Choose the right grade: don’t over-spec – use 304 instead of 316 where corrosion allows, and 316 instead of duplex if chloride levels are moderate.
- Design for casting: avoid unnecessary undercuts, super-thin walls, and extreme tolerances.
- Reduce machining: cast shapes closer to final form; only hold tight tolerances where they matter.
- Plan your volumes: place fewer, larger orders instead of many small ones.
- Standardize: use common alloys, surface finishes, and test plans across parts to simplify production.
If you share 3D models, target volumes, and performance requirements early, I can usually give a realistic stainless investment casting cost per piece estimate and show exactly which changes will save the most money.
Quality Control and Certifications for Stainless Investment Casting
For stainless investment casting, I treat quality control as part of the process, not an afterthought. If you want repeatable, high‑performance parts, the checks below are non‑negotiable.
Dimensional Inspection & Gauge Control
I lock in dimensions early and verify them on every batch:
- 3D CMM and optical scanning for full dimensional layouts on first articles
- Custom gauges and fixtures for fast GO/NO‑GO checks on critical features
- ISO 8062-based tolerance control to keep stainless steel investment casting tolerances consistent across lots
PMI Material Testing for Stainless Alloys
Wrong alloy means failed application. I use PMI (Positive Material Identification) to verify:
- Correct stainless grade (304, 316, 17‑4PH, duplex, etc.)
- Alloying elements and heat numbers matched to certs
- Random batch checks plus 100% PMI on critical programs
For more detail on how we handle alloy verification and test records, you can see how we structure testing and quality control for metal parts.
X-ray, CT & NDT for Critical Stainless Castings
For aerospace, oil & gas, valves, and safety‑critical parts, I rely on advanced NDT:
- X‑ray and CT scanning to detect internal shrinkage, porosity, and inclusions
- Ultrasonic testing for thicker sections and critical load paths
- Inspection levels agreed in advance to match your risk and cost targets
Dye Penetrant & Magnetic Particle Testing
Surface-breaking defects on stainless parts are caught with:
- Dye penetrant testing (PT) for non‑magnetic stainless grades
- Magnetic particle testing (MT) where applicable on martensitic or PH grades
- Clear acceptance criteria with visual references to avoid subjective calls
Pressure Testing for Valves, Pumps & Fluid Components
For fluid‑handling stainless castings, I validate sealing and integrity with:
- Hydrostatic and pneumatic pressure testing up to your specified pressure class
- Hold-time, leak rate, and media defined per drawing or standard
- Serialized reporting tied to each valve or pump housing
Certifications for Stainless Investment Casting Suppliers
To support global OEMs, I align our system to the certifications you expect:
- ISO 9001 for quality management as a foundation
- AS9100 for aerospace stainless steel investment casting
- IATF 16949 for automotive and motorsport programs
- PED, ISO 3834, or similar for pressure equipment where required
Process Control, Traceability & Audit-Ready Docs
I build traceability into every order so audits are straightforward:
- Full lot traceability: melt, heat treatment, NDT, and inspection records
- Controlled process sheets for wax, shell, melting, and heat treatment
- Digital documentation ready for customer audits and PPAP/FAI packages
If you need a stainless investment casting partner that can support strict testing, documentation, and global compliance, my focus is on making those requirements standard, not special.
Choosing a Stainless Investment Casting Supplier
Picking the right stainless investment casting supplier is a business decision that hits quality, cost, and delivery at the same time. Here’s how I would evaluate a stainless steel foundry before sending them a real project.
What to Look for in a Stainless Steel Foundry
When I shortlist a stainless steel foundry, I focus on:
- Core process strength: Proven stainless steel lost wax casting, not just carbon steel.
- Alloy range: 304/304L, 316/316L, 17-4PH, duplex, and custom grades.
- Certifications: ISO 9001 as a baseline; AS9100, IATF 16949, or PED if you’re in aerospace, automotive, or pressure equipment.
- End-market experience: Aerospace, marine, medical, or food-grade stainless is a big plus if that matches your parts. For harsh saltwater environments, I want a supplier already serving marine engineering applications similar to those shown in dedicated marine-grade stainless and alloy projects.
Evaluating Capacity and Capability
I always check if the foundry can actually support my current needs and future growth:
- Casting size range: Minimum and maximum part weight and dimensions for stainless investment casting.
- Annual output: Tons per year and real monthly capacity.
- Tooling, wax, shell, and heat treat in-house: Fewer outside processes means better control and lead time.
- Secondary operations: Machining, heat treatment, surface finishing, and assembly under one roof or tightly managed partners.
Prototype and Rapid Sampling Options
Speed matters, especially for new designs:
- Rapid tooling / soft tooling: For quick stainless prototypes and small batches.
- 3D printed patterns: For complex geometry stainless casting without full tooling cost.
- Sample lead time: How fast they can deliver first articles in stainless (not just in a substitute alloy).
Communication, Engineering Support, and DFM
A good stainless investment casting partner acts like part of my engineering team:
- DFM feedback: They proactively suggest changes to reduce cost, avoid defects, and improve yield.
- Clear communication: Direct access to engineers, not just sales.
- Digital collaboration: 3D model reviews, marked-up drawings, and quick iteration on changes.
Case Studies and Proven Projects
I always ask for case studies of stainless investment casting:
- Parts with thin walls, complex cores, or tight tolerances.
- Projects in my industry: valves, marine hardware, food-processing parts, or medical components.
- Before/after comparisons where they replaced CNC machining or sand casting with stainless investment casting to cut cost or weight.
You can often see their real production level by looking at their broader precision cast product portfolio and how they handle complex materials like medical-grade cobalt-based implants.
Key Questions to Ask Before Approval
Before I sign off on a stainless investment casting supplier, I ask:
- What stainless grades do you cast most often, and what are your typical investment casting tolerances?
- What surface finish (Ra) can you deliver as-cast and after blasting or electropolishing?
- How do you control PMI, NDT, and dimensional inspection on stainless castings?
- What’s your PPAP/FAI process for new stainless investment casting parts?
- What’s the realistic lead time for tooling, samples, and stable mass production?
- How do you handle quality issues, rework, and warranty on stainless steel cast parts?
If a foundry can answer these clearly, back it up with real stainless parts, and show consistent process control, then they’re a serious candidate for long-term stainless investment casting work.
Stainless Investment Casting FAQs
1. Differences between 304, 316, and 316L in investment casting
| Grade | Main Advantage | Typical Use |
|---|---|---|
| 304 | Good corrosion resistance, best value | General industrial, brackets, housings |
| 316 | Better pitting/crevice resistance | Marine, chemical, food process, pumps |
| 316L | Low carbon, better weld & corrosion at welds | Welded assemblies, tanks, medical parts |
- Pick 304 when cost matters and exposure is mild.
- Pick 316 for chlorides, chemicals, or seawater splash.
- Pick 316L when the part is welded or needs higher corrosion reliability at heat-affected zones.
2. When to choose 17-4PH vs 316 stainless for cast parts
| Situation | Choose 17-4PH | Choose 316 / 316L |
|---|---|---|
| Need very high strength | ✔ Yield > 1000 MPa (after aging) | ✖ Lower strength |
| Corrosion in aggressive chemicals | △ Good, but not like 316 in some acids | ✔ Better in many chemical media |
| Tight dimensional control after heat treat | ✔ Good stability | △ More distortion risk |
| Structural / load bearing | ✔ Shafts, arms, brackets | △ Where corrosion is key |
- Go 17-4PH for high strength + good corrosion (aerospace, defense, high-load OEM).
- Go 316/316L for maximum corrosion resistance, especially in chemical or marine.
3. Achievable surface finish in stainless investment casting without polishing
- Typical as-cast Ra for stainless investment castings:
- Standard shell: Ra 3.2–6.3 μm
- Fine shell / optimized process: Ra 1.6–3.2 μm
- With bead/shot blasting only (no polishing), we usually hit:
- Ra ~1.6–3.2 μm on most external surfaces.
4. Typical lead time for new stainless investment casting tooling
Typical timeline (can shift with complexity and seasons):
- Tooling design + manufacturing: 2–4 weeks
- First samples (FAs / PPAP): 1–2 weeks after tooling is ready
- Total for new project: 4–8 weeks to first approved samples in most cases.
Once tooling is stable, repeat orders usually run on 3–5 weeks lead time depending on volume and machining needs. Complex machined parts may also go through our in-house CNC machining services to reduce overall lead time.
5. Stainless investment casting vs CNC machining for medium volumes
| Aspect | Stainless Investment Casting | CNC Machining (from bar/plate) |
|---|---|---|
| Best for | Medium–high volume, complex shapes | Low volume, simple shapes |
| Unit cost | Low per piece after tooling | Higher per piece |
| Upfront cost | Tooling required | Little to no tooling |
| Material usage | Very efficient, near-net shape | High waste (chips) |
| Detail & features | Excellent for complex 3D geometry | Great, but cost rises with complexity |
If you’re running hundreds to tens of thousands per year and the shape is complex, stainless investment casting usually beats pure CNC on total cost.
6. Maximum and minimum size and weight for stainless castings
Typical working window (varies by foundry setup):
- Weight:
- Minimum: 5–20 g (small precision parts)
- Maximum: 30–50 kg per casting (larger industrial parts)
- Size:
- Up to about 600–800 mm in the longest dimension for most tooling systems.
For very small or very large sizes, we usually review drawings and advise the most reliable route.
Pingback: Investment Casting Steel Alloy Guide Process Benefits Uses - Vastmaterial