
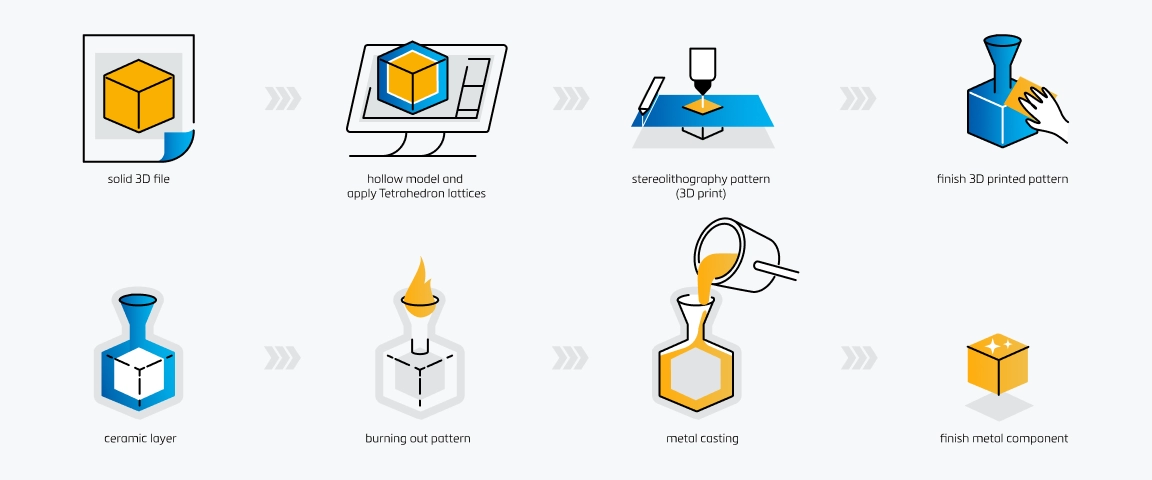
Yatırım Dökümünde 3D Baskı İş Akışı
Modern takı üretimi ve endüstriyel prototipleme, büyük ölçüde döküm için 3D baskı sayısal hassasiyet ile fiziksel metal arasındaki boşluğu kapatmaya yöneliktir. Malzemelerimizi bu geleneksel iş akışına sorunsuz şekilde entegre edecek şekilde optimize ettik; dijital bir dosyadan nihai döküm parçasına geçişin kusursuz olmasını sağlıyoruz. El oyma balmuzunu yüksek doğruluklu baskı modelleriyle değiştirmek, nihai metal ürünün kalitesinden ödün vermeden kitlesel özelleştirmeyi mümkün kılar.
Adım 1: Dijital Tasarım ve CAD
Süreç şununla başlar: Takı CAD tasarımı. Tasarımcılar, manuel oyma ile elde edilmesi neredeyse imkânsız geometriler ve karmaşık ızgara yapıları oluşturmak için özel yazılımlar kullanır. İş akışımız, bu dijital dosyaların sızdırmaz ve baskıya optimize edilmiş olması gerektiğine dayanır; tasarımın her mikronluk ayrıntısının fiziksel üretim için hazır olduğundan emin olur.
Adım 2: SLA/DLP ile Desen Üretimi
Kullanıyoruz SLA 3D baskı, DLP veya LCD teknolojisiyle kurban desenini üretmek. Dökülebilir reçinemiz, özellikle 405 nm dalga boyu yazıcılar ve lazer tabanlı sistemler için formüle edilmiştir. Bu aşamadaki temel avantajlar şunlardır:
- Yüksek Çözünürlük: Yüksek kaliteli mücevherler için gerektiği gibi son derece ince ayrıntıları yakalamak.
- Düşük Büzülme: Baskıdaki dijital boyutlarla bakır tam olarak eşleşmesini sağlamak.
- Hız: Tek baskı çalışmasında birden fazla desenin hızlı üretimi.
Adım 3: Son işlem Temel Gereksinimleri
Baskı tamamlandıktan sonra modeller temizlenir ve kürlenir. Rezinlerimiz düşük viskoziteli olduğundan, hassas yüzeylere zarar verebilecek agresif temizliğe gerek kalmadan temizlemek kolaydır. Doğru sonrası kürleme, fotopolimer resin gerekli sertlik ve işleme sırasında dayanıklılık için gerekli stabilizasyona ulaşmasını sağlar.
Adım 4: Spruing ve Ağaçlandırma Teknikleri
İyileştirilmiş 3D baskı modellerimizi merkezi balmumu püskürtücüsüne (sprue) bağlayarak bir “ağaç” oluşturuyoruz. Bu adım, erimiş metalin kalıba nasıl akacağını belirler. Reçinemiz standart döküm balmumu ile uyumlu olduğundan, kolayca püskürtücüye yapışır ve yatırım döküm sırasında kaymayacak güvenli bir montaj sağlar.
Adım 5: Seramik Cüruf ile Yatırma
Ağaç, bir tabuta yerleştirilir ve likit yatırım malzemesiyle doldurulur; tipik olarak alçıtaşı bazlı toz veya seramik kabuk döküm kalıbı çorba/çorba karışımı (slurry). Malzemelerimizin, arayüz yüzeyinde olumsuz herhangi bir reaksiyonu önlemek için standart yatırım tozlarıyla kimyasal olarak uyumlu olduğundan emin oluyoruz ve kusursuz bir kalıp boşluğu garanti ediyor.
6. Adım: Tükeniş Aşaması
Bu, en kritik farklılaştırıcıdır döküm için 3D baskı. Şişe, baskılı deseni yanmadan yakmak için bir fırına konulur. Rezinlerimiz, sıfır kül içeriği, anlamına gelir ki tamamen temiz yanar.
- Kalan Madde Yok: Nihai metalde kusurları ortadan kaldırır.
- Isı Genleşme Kontrolü: Isıtma sırasında yatırım kalıbının çatlamasını önler.
- Doğrudan Değiştirme: Gelenekseli taklit eder kayıp mum işlemi davranış.
Adım 7: Döküm ve Metal Yüzey İşlemi
Kalıp temiz ve sıcak olduğunda ergiyen metal boşluğa dökülür. Bizim yatırım döküm reçinesi, ile temiz yanma sayesinde metal, her detaya sorunsuz akış eder. Soğuduktan sonra yatırım kırılarak üst düzey yüzey kalitesi ve porozite olmadan bir metal parçasını ortaya çıkarır; nihai polisaj ve işlemler için gereken zaman ve işçilik önemli ölçüde azaltılır.
Doğru Dökülebilir Reçineyi Seçmek

Doğru malzemeyi seçmek, tek başına en kritik karardır döküm için 3D baskı. Reçine, kurşun kalıp benzeri bir koruyucu olarak işlev görür ve kimyasal özellikleri doğrudan nihai metal parçanın kalitesini belirler. Fotopolimer reçinelerimizi dijital hassasiyet ile geleneksel döküm gereksinimleri arasındaki uçurumu kapacak şekilde tasarlıyoruz.
Kırağı İçeriği Sıfır Önemi
Başarılı döküm için kalıp, yanma aşamasında tamamen kaybolmalıdır. Formülasyonlarımızda öncelik veririz sıfır kül içeriği kararlılıklarını sağlayarak reçinenin temiz yanması ve kalıp içinde kömürleşme ya da kalıntı bırakmamasını hedefleriz. En küçük kalan kül miktarı bile ergiyen metal ile reaksiyona girerek porozite veya yüzey kazınına neden olabilir. Bu, özellikle alüminyum alaşımı, gibi reaktif malzemelerle çalışırken hayati öneme sahiptir; saflık tartışılmazdır.
Termal Genişleme Yönetimi
Birçok büyük zorluklardan biri 3D yazıcı ile döküm için rezinlerde termal genleşmedir. Geleneksel balmumundan farklı olarak, standart plastikler erimeye veya yanmaya başlamadan önce önemli ölçüde genleşir. Eğer bir reçine sertleşmiş seramik kabuk veya alçı yatırım içinde çok agresif bir şekilde genleşirse, kalıbı çatlatabilir ve parçayı mahvedebilir. Dökümlük reçineler, iç basıncı azaltmak ve yatırım kalıbının bütünlüğünü korumak için önemli genleşmeden önce yumuşayıp erimeye uygun şekilde formüle edilmiştir.
Yüksek Detay ve Hassasiyet Elde Etme
SLA veya DLP yazıcıların ana avantajı çözümdür. Yüksek kaliteli dökümlü balmumu reçinesi bir CAD tasarımının ayrıntılı geometrilerini yakalamalıdır takı CAD tasarımı yumuşatma yapmadan veya baskı sırasında tanımlılığını kaybetmeden endüstriyel bir prototip. Yüksek boyutsal stabilite ve düşük küçülme odaklanıyoruz; bastırılan model dijital dosyayla tam olarak eşleşmesini sağlıyoruz. Bu hassasiyet, geleneksel balmumundan oyma ile mümkün olmayan karmaşık özellikler olan süsleme veya dişli delikler gibi unsurların doğrudan dökümüne olanak tanır.
Döküm Programı Uyumlu
Tüm reçinelerin ısıya aynı şekilde tepki vermediğini unutmayın. Pratik bir döküm reçinesinin standartla uyumlu olması gerekir döküm programları kullanılan döküm atölyeleri tarafından. Bu, malzemenin tipik sıcaklık aralıkları içinde temiz yanmasını sağlaması gerektiği anlamına gelir (genellikle 700°C ile 950°C arasındadır) ve özel, ultra yüksek sıcaklıklara sahip yatırımlar gerektirmez. Parçalar mı döküyorsunuz bakır alaşımı bileşenler veya değerli metaller, reçine üretim ortamında tutarlı, tekrarlanabilir sonuçlar sağlamak için öngörülebilir bir yanma eğrisi izlemelidir.
Döküm 3D Baskının Anahtar Uygulamaları

Çok yönlülüğü sayesinde döküm için 3D baskı onu hobi atölyelerinin çok ötesine taşıdı. Dijital kesinliği ile geleneksel metalurji arasındaki uçurumu kapıyarak, endüstrilerin standart takım tezgahlarıyla üretimi imkânsız veya çok pahalı olan karmaşık metal parçalarını üretmesini sağlıyoruz.
Takı Üretimi ve Özel Tasarımlar
Bu bizim ana sahamız. Mücevher endüstrisi hızlı bir şekilde benimsemektedir Takı CAD tasarımı işçilik yoğunluğundan bağımsız olarak özel parçalar sunmak için mum dökme işlemiyle.
- yüksek hassasiyetli dökülebilir reçineler kullanılarak, kuyumcular ayrıntılı filigree, pavé ayarları ve yatırım süreci sırasında formunu mükemmel tutan organik şekiller yazdırabilirler. Kitle Özelleştirme:.
- Yüzey Kalitesi: Talep üzerine benzersiz nişan yüzükleri oluşturun.
- Güvenilirlik: Reçinelerimiz döküm metalin parlatmayı minimum düzeye indirmesini sağlar.
3D baskılardan doğrudan döküm, düşük hacimli üretimlerde lastik kalıp kullanımını ortadan kaldırır.
Diş laboratuvarlarında uyum her şeydir. Diş döküm desenleri SLA veya DLP baskı ile üretilenler, geleneksel mum modellerine kıyasla daha iyi marjinal bütünlük sunar. Laboratuvarların kullandığını görüyoruz 3D yazıcı ile döküm için teknoloji, kapaklar, kronlar ve kısmi protez çerçeveleri üretmek için. Buradaki kritik faktör temiz bir yakma işlemidir; herhangi bir kül kalıntısı metallerde gözenekliliğe neden olabilir ve bu da bir restorasyonun başarısız olmasına yol açabilir. Malzemelerimiz tamamen yanacak şekilde tasarlanmıştır, böylece nihai tıbbi cihaz güvenli ve dayanıklı olur.
Endüstriyel Mühendislik Prototipleri
Mühendisler, kısa seri metal parçaları için pahalı takım tezgahlarını aşmak amacıyla dökülebilir reçineler kullanır. Bir çelik bloğunu maching etmek yerine, bir deseni yazdırabilir ve işlevsel test için alüminyum, bronz veya çelikte dökebilirler. Bu hızlı prototipleme yeteneği önyargısız olarak teslim sürelerini büyük ölçüde kısaltır Endüstriyel Mühendislik Prototipleri. Yazdırılmış bir prototipten işlevsel bir metal parçaya geçerken, bir çelik döküm fabrikası kılavuzumuzu referans alıyorsanız sayesinde tasarımın stres ve dayanıklılık açısından endüstriyel standartlara uyduğundan emin olunur. Bu iş akışı, seri üretim kalıplarına geçmeden önce metal bileşenlerin gerçek dünyadaki testlere tabi tutulmasına olanak tanır.
Döküm için Baskıları Optimize Etme
Çekme ve Ölçeklendirme Faktörlerini Ele Alma
İle ilgilenirken döküm için 3D baskı, kesinlik pazarlık konusu değildir. Metal, sıvı halden katı hale soğurken doğal olarak küçülür; bu da baskılı desenin istenen nihai nesneden biraz daha büyük olması gerektiği anlamına gelir. Kullanılan özel metal alaşımına dayanarak bir ölçeklendirme faktörü hesaplarım; örneğin, karmaşık materyallere dövme yaparken titanyum alaşımı tersine termal genleşme için dikkatli bir telafi gerektirir. Reçinelerimiz, baskı kendiliğinden kırışmadan ya da küçülmeden yüksek boyutsal stabilite için tasarlanmıştır; bu, döküm süreci başlamadan önce baskının bozulmaması veya öngörülemeyen biçimde küçülmemesi anlamına gelir. Bu sayede metal küçülme değişkenini izole edip dijital modeli dilimleyici yazılımda güvenle ayarlayabiliriz.
Yüzey Fini Geliştirme
3D baskılı desenin yüzey kalitesi, nihai metal parçasının bitişini doğrudan belirler. 3D yazıcı ile döküm için iş akışlarında reçine modelindeki herhangi bir katman çizgisi veya pikselleştirme, metalde aynı şekilde taklit edilecektir. Profesyonel bir bitiş elde etmek için, genellikle 25 ila 50 mikron arasında daha düşük katman yüksekliklerinde baskı yapmanızı öneririm. Bu çözünürlük, “basamaklanma” etkisini en aza indirir. Reçinelerimiz yüksek hassasiyetli ayrıntı yakalama için tasarlanmış olsa da, dijital ağın yüksek çözünürlüklü olması ve yazıcı ayarlarının doğru yapılması, döküm sonrası manuel cilalamaya olan ihtiyacı önemli ölçüde azaltacaktır.
Hollow vs Solid Modeller
Hollow ve solid geometriler arasındaki seçim, yatırım kalıp arızasını önlemek için kritiktir. Yüzük gibi küçük parçalar genellikle içi dolu olarak basılabilirken, daha büyük endüstriyel parçalar veya kalın mücevher parçaları boşaltılmalıdır. Reçine blokları, yanma başlangıç aşamalarında önemli ölçüde genişler ve bu baskı sırasında seramik yatırım kabuğunu çatlatacak kadar baskı uygulayabilir.
- Duvar Kalınlığı: Genellikle duvar kalınlığını 2mm ile 3mm arasında hedeflerim. Bu, kullanıma dayanıklılık sağlar ve yanması gereken malzeme hacmini en aza indirir.
- Drenaj Delikleri: Hollow modellerde drenaj delikleri eklemek önemlidir. İçeride sıkışmış kürlenmemiş reçine, döküm hatalarına ya da ısıtma döngüsü sırasında kalıbın zarar görmesine neden olabilir.
- Dantel Destekler: Daha büyük iç boşluklu bölümler için iç dantel yapıları, plastikten oluşan tek bir katı kütle oluşturmadan modeli şekil korumasında yardımcı olur.
Genel Döküm Zorluklarını Giderme
Bir dijital dosyadan fiziksel metal parçasına geçiş, nihai ürünü yapabilir ya da bozabilir pek çok değişkene bağlıdır. O sırada döküm için 3D baskı Desen kalıp aşamasını hızlandırır, yanma ve döküm aşamalarına geçiş sıkı süreç kontrolü gerektirir. En yüksek kaliteli reçineyle bile yatırım sürecinin fiziklerini görmezden gelmek kusurlara yol açacaktır. İşte döküm yapan kalıplar ve kuyumcuların karşılaştığı en sık sorunları nasıl ele aldığımıza dair bilgiler.
Yatırım Çatlaklarını Önleme
Wax'den reçineye geçerken en yaygın arıza, turno veya kabuk çatlaklarıdır. Bu, fotopolimer reçinelerin ergime veya yanmadan önce termal olarak genleşme eğilimi göstermesi nedeniyle iç basınç oluşturarak yatırım malzemesine karşı itme kuvveti yaratmasından kaynaklanır.
- Ramp Hızını Kontrol Edin: İlk ısıtma aşamasını aceleye getirmeyin. Reçinin yumuşayıp yanmasını sağlamak ve kalıbı şaşırtmadan yanmasını kolaylaştırmak için özellikle 200°C ile 300°C arasındaki pencerede yavaş bir tırmanış (dakikada yaklaşık 1-2°C) öneriyoruz.
- Reçine Seçimi: Termal genleşmeyi düşük seviyede tasarlanmış malzemeler kullanın. Reçinelerimiz dışa doğru genleşmek yerine içe çökme için tasarlanmıştır ve kalıbın bütünlüğünü korur.
- Kalıp Dayanıklılığı: Yatırım karışımınızın doğru olduğundan emin olun. Profesyonel kullanırken kesim yatırımı döküm hizmetlerimizin, seramik kubuk bu belirli baskılara dayanacak şekilde inşa edilmiştir, ancak kendi kendine kurulumlar şişenin sağlam olduğundan emin olmalıdır.
Kaba Metal Yüzeylerin Onarımı
Kaba veya delinmiş bir yüzey bitimi genellikle reçine ile yatırım arasındaki bir reaksiyonu veya kalıp içinde kalan külün kalıntısını gösterir.
- Sıfır Kül İçeriği: Bu pazarlık konusu değildir. Reçineniz kül bırakıyorsa, bu kalıntı metal yüzeyine gömülecektir. Reçinemizi tamamen temiz yanacak şekilde formüle ediyoruz.
- Uygun Son Kürleme: Yapışkan veya az kürlenmiş bir baskıyı asla yatırım yapmayın. Modelin yüzeyindeki kürlenmemiş reçine, alçı veya fosfat bağlamalı yatırım ile kimyasal reaksiyona girerek son dökümde kaba bir “portakal kabuğu” dokusu oluşturabilir.
- Temiz Yıkama: Modelden tüm izopropanolün buharlaşıp uçtuğundan emin olunmadan yatırım yapmayın. Hapsedilmiş çözücü, yerleşim aşamasında kaynar hale gelebilir ve mikro porözlük oluşturabilir.
Eksik Döküm Sorunlarının Çözümü
Eksik dökümler veya “yanlış dökümler”, erimiş metalin tüm kalıp boşluğunu doldurmadan önce donmasıyla meydana gelir. 3D yazıcı ile döküm için örneklerde bu genellikle hapsedilmiş gaz veya yetersiz burnout nedeniyle olur.
- Gaz Tahliye/Çıkışı: Reçine desenleri, burnout sırasında geleneksel balmumundan daha fazla gaz üretir. Bu gazların hızla kaçmasına olanak tanımak için boynuz ağacınızı uygun tahliye ile tasarlamanız gerekir.
- Burnout Süresi: En yüksek sıcaklığı yeterince uzun süre tutun. Kalın bir modelin merkezi tamamen buharlaşmamışsa, bir tıkanlık oluşturur.
- Sıcaklık Yönetimi: Flask sıcaklığını metal ile eşleştirin. Yüksek sıcaklık uygulamaları için, yatırım döküm çelik alaşımları, döküm yaparken metal akışkanlığını sürdürmek için kalıbın yeterince sıcak olması gerekir; katılaşmadan önce ayrıntıların yakalanmasını sağlar.
Neden Dökenler Vastmaterial Rezinleri Kullanır

Bahsettiğimizde döküm için 3D baskı, tutarlılığın döküm tezgahında önemli olan tek ölçüt olduğunu biliyoruz. Rezinlerimizi dijital hassasiyet ile fiziksel döküm güvenilirliği arasındaki boşluğu kapacak şekilde formüle ettik ve 3B modellerden metal parçaya geçişin sorunsuz olmasını sağladık.
Güvenilirlik ve Kimyasal Tutarlılık
Başarısız bir dökümün zaman kaybı ve metal israfı anlamına geldiğini biliyoruz. Üretim sürecimiz parti başına sıkı kimyasal tutarlılık sağlar. Ayarları sürekli ayarlamak zorunda kalmayacaksınız; bizim yatırım döküm reçinesi Her seferinde öngörülebilir şekilde performans gösterir, desen hatası korkusu olmadan üretimi ölçeklendirmeye olanak tanır. Bu güvenilirlik, uyumsuz malzemeler nedeniyle yaşanan kesinti maliyetini karşılayamayan işletmeler için kritik öneme sahiptir.
Yazıcı Uyumluluğu
Malzemelerimizi, muhtemelen zaten sahip olduğunuz donanımla evrensel olarak uyumlu olacak şekilde tasarladık. Lazer tabanlı SLA sistemlerini mi çalıştırıyorsunuz yoksa 405nm LCD/DLP yazıcılar mı kullanıyorsunuz, reçinemiz yüksek çözünürlüklü baskılar sunacak şekilde optimize edilmiştir. Bu çok yönlülük 3D yazıcı ile döküm için teknolojiyi, özel, pahalı ekipmanlara ihtiyaç duymadan erişilebilir kılar ve iş akışınızı hemen kolaylaştırır.
Sertlik ve Eritme Yeteneği Dengesi
Mükemmel desen, dayanacak kadar sağlam ama yanıp gitmesi için temiz olması gerektiği için doğru dengelenmelidir. Bu zıt ihtiyaçları karşılamak için özel bir denge tasarladık:
- İşleme Gücü: Reçinemiz, ince duvarlar ve ayrıntılı detayların kalıplama süreci sırasında kalıp bozulmaması için yüksek boyutsal istikrar ve sertlik sunar.
- Temiz Yanma: Birini önceliklendirdik sıfır kül içeriği reçine tamamen erir ve buharlaşır, değerli metallere veya endüstriyel prototiplere kadar her şey için temiz bir kalıp boşluğu bırakır büyük çelik döküm çözümlerimiz.
Bu denge, nihai metal parçanın dijital tasarımı tam olarak yansımasını sağlar, yüzeyi bozacak herhangi bir kalıntı bırakmaz.
Sıkça Sorulan Sorular
Hangi kayıp druga için en iyi reçine?
en etkili reçine için döküm 3D baskı olandır ki garanti eder sıfır kül içeriği gerilimini yüksek bir boşalma sırasında. Eğer bir reçine kalıpta artık kalıntı bırakırsa, nihai metal parça porozite ve yüzey kusurlarından zarar görür. Yatırım döküm için özel olarak tasarlanmış yüksek boyutsal stabilite ve düşük büzülme sağlayan bir malzeme gerekir. Bizim döküm reçinelerimiz SLA, DLP ve LCD yazıcılarla sorunsuz çalışacak şekilde formüle edilmiştir ve profesyonel mücevher ve endüstriyel uygulamalar için gerekli temiz yanma sağlar.
Kül döküntüsünü dökümde nasıl önlerim?
Kül önlemi, doğru malzeme seçimiyle başlar. Standart 3D baskı reçineleri genellikle seramik kabuğu tıkayan karbon külü bırakır ve dökümler başarısız olur. Bunu önlemek için tamamen buharlaşan özel olarak tasarlanmış yatırım döküm reçinesi kullanılmalıdır. Ayrıca, sıkı bir burnout programına bağlı kalmak da çok önemlidir. Bir en iyi kayıp balmumu döküm tedarikçisi, fırında ramp hızı ve tutma sürelerini kontrol etmek, yatırım kalıbına zarar vermeden desenin tamamen ortadan kalkmasını sağlar.
Döküm desenleri için herhangi bir 3D yazıcıyı kullanabilir miyim?
Birçok yazıcı mevcut olsa da, hepsi dökülebilir desenler yaratmak için uygun değildir. FDM (filament) yazıcıları, genellikle çok ince mücevher veya diş hekimliği detayları için gerekli çözünürlüğe sahip değildir. 3D yazıcı ile döküm için en iyi sonuçlar, reçine tabanlı sistemler kullanmanızı öneririz like SLA, DLP veya LCD 405nm dalga boyunda çalışan makineler. Bu yazıcılar profesyonel bir alanda başarı için gerekli olan düzgün yüzey bitişi ve karmaşık ayrıntıları sağlar kayıp mum döküm fabrikamızda.


