在高性能工程中,“通道”不僅僅是一種形狀——它是結構的支柱或流體系統的關鍵動脈。在 Vastmaterial, ,我們專注於製造高完整性 金屬鑄造通道 以消除常見的鑄造缺陷,如 空氣夾帶 和 凝固收縮 在首次澆鑄之前。.
無論您需要一個重型的 U型通道金屬型材 用於建築,還是一個複雜的 投資鑄造流道 用於航空航天應用,我們的工程解決方案都能保護您的項目結構完整性。.
1. 分類鑄造通道:結構型與內部系統
理解外部型材與內部進料系統之間的區別,對於選擇合適的 鑄造方法.
A. 結構鑄造通道(外部)
為承重和抗環境設計,這些型材取代焊接組件,提供更優越的強度。.
-
C型通道與U型通道鑄造: 適用於工業底盤、重型機械框架和建築支撐。.
-
自訂支撐槽通道: 為在腐蝕性海上或化學環境中安全安裝和支撐而設計。.
-
材料: 主要鑄造於 316 不銹鋼 or 碳鋼 以達到最大耐久性。.
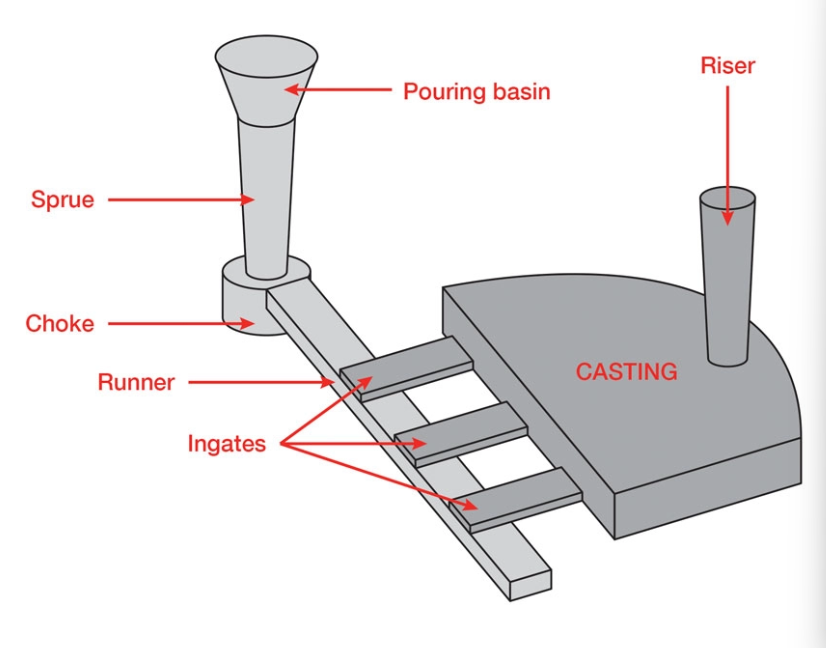
B. 內部鑄造通道(閘門與流道)
這是模具內部的隱藏網絡,決定最終零件的品質。.
-
精密閘門系統: 我們設計複雜的 陶瓷殼通道 確保熔融合金的層流。.
-
熔融金屬流道: 策略性設計的通路,防止湍流並確保模具均勻充填,對於 薄壁鑄件.
至關重要。
2. 克服技術挑戰:流動與收縮控制 一個 鑄造金屬通道.
的成功取決於鑄造廠如何管理流體動力學和熱收縮。
當熔融金屬冷卻時,它會自然收縮。若沒有適當的工程設計,會導致內部空洞或變形。我們通過 金屬鑄造收縮 來進行緩解:
-
先進模擬: 採用 ProCAST 或 Magmasoft 以可視化凝固過程。.
-
策略性澆口設計: 放置“儲存槽”來供應隨著收縮的鑄件熔融金屬,確保實心截面為100%。.
消除氣體夾帶
湍流流動可能會捕捉空氣,導致表面下孔洞。我們的 流體流動鑄造分析 使我們能夠優化澆注速度,確保內部通道和 投資鑄造模具 能夠平穩充填。.
3. 高性能通道的材料選擇
| 材料類別 | 關鍵合金 | 主要優點 |
| 不鏽鋼 | 304、316、17-4 PH | 具有優越耐腐蝕性的 U型通道輪廓. |
| 超合金 | Inconel 718、Hastelloy | 在 航空航天渦輪冷卻通道中保持強度. |
| 有色金屬 | 鋁、青銅 | 輕量化,出色的散熱性能,用於 汽車歧管. |
4. 行業應用:從基礎設施到航空航天
航空航天與國防
我們為 燃氣渦輪葉片製造複雜的內部冷卻通道. 。這些 投資鑄造通道 使引擎能在高於金屬本身熔點的溫度下運行。.
石油與天然氣基礎設施
我們的鑄造廠生產重型 閥體 和 結構支架通道. 通過利用 不鏽鋼砂模鑄造, 我們交付能承受高壓、“酸性氣體”(H2S)環境的大型零件。.
汽車與工業
從 底盤梁 to 引擎液體傳輸塊, 我們的鑄造解決方案專注於“輕量化”,同時不犧牲高應力機械組件所需的剛性。.
5. 品質保證:驗證內部完整性
一個通道的性能僅與其隱藏的內部狀況一樣優良。我們 品質管理系統(QMS) 包括:
-
非破壞性測試(NDT): X光和超聲波檢測以確保內部零缺陷 閘門系統 或結構牆。.
-
CMM 尺寸檢驗: 每 ISO 8062.
-
自動驗證壁厚和幾何公差 靜水壓力測試: 任何內部流體通道的強制性測試 以確保在運行負載下的防漏性能。.
6. 常見問題解答(FAQ)
問:鑄造U型槽的最小壁厚是多少?
答:這取決於工藝。. 投資鑄造 可以達到薄至 2毫米(0.08英吋), 的牆壁,而 砂模鑄造 對於重型結構鋼材,通常需要 4.5毫米 – 6毫米 以確保金屬流動正常。.
問:你們如何處理複雜的彎曲內部通道?
答:對於盤繞、多方向的內部路徑,我們使用 失蠟法鑄造 具有可溶解芯。這使我們能夠創造出無法通過傳統方法生產的幾何形狀 CNC加工.
問:你能提供成品嗎?
答:可以。雖然我們提供接近淺模的鑄件,但我們也提供 精密數控加工服務 以完成關鍵配合面、螺紋和高純度流路。.
評論
目前尚無評論。.