سبائك الألمنيوم المصبوبة بالضغط — توريد المصنع وخيارات السبيكة
سبائك الألمنيوم المصبوبة بالضغط لـ صب القوالب بالضغط العالي (HPDCيرجى تضمين النص الذي ترغب في ترجمته. A380, ADC12, A413, بي 390, ، و 518 درجات مصممة لـ قطع خفيفة الوزن, مقاومة التآكل, ، و التوصيل الحراري. حقن الإنتاج القياسية الألمنيوم المنصهر إلى متصلب قالب فولاذي تجاويف عند ضغط يزيد عن 10,000 PSI بعد الصب السطحي الأساسي و الأنودة خيارات. الحد الأدنى للطلب عادة يبدأ من 500 قطعة لبرامج OEM المتكررة؛ حسب نوع السبيكة قوة الشد عروض البيانات والأدوات تعود خلال 48-72 ساعة.
عملية التصنيع الدقيقة
جوهر صب القوالب بالضغط العالي (HPDC) يدور حول السرعة والضغط والدقة. تبدأ العملية بذوبان سبائك الألمنيوم عند درجات حرارة عالية جدًا.
- الحقن: المقارنة الألمنيوم المنصهر يُجبر على الدخول في قالب ثقيل قالب فولاذي (أو قالب) تحت ضغط هائل.
- التصلب: يبرّد المعدن بسرعة داخل التجويف المصمم بدقة، متخذًا أبعاده الدقيقة.
- إخراج: يفتح القالب، ويتم إخراج المكون المتصلب، جاهز للتشطيب الثانوي البسيط.
تسمح لنا هذه الدورة الآلية بشكل كبير بإنتاج آلاف الأجزاء المتطابقة ذات الشكل النهائي بدقة ملحوظة وبتقليل الفاقد من المادة إلى الحد الأدنى.
سباكة الألمنيوم بالقولبة على شكل قضبان مقابل الألمنيوم المصبوب التقليدي
اختيار طريقة الصب المناسبة يؤثر مباشرة على أداء الجزء وتكاليف الإنتاج. بينما الطرق التقليدية مثل الصب بالرمل أو الصب في القوالب الدائمة لها مكانها، فإن HPDC تقدم مزايا واضحة للتصنيع عالي الحجم والدقيق.
| الميزة | صب الألمنيوم بالقولبة على شكل قضبان (HPDC) | الألمنيوم المصبوب التقليدي |
|---|---|---|
| سرعة الإنتاج | سريع جدًا؛ مثالي للأحجام الكبيرة | دورات أبطأ؛ يتطلب عمل يدوي كثيف |
| سمك الجدار | يمكن تحقيق جدران رقيقة جدًا | جدران أكثر سمكًا مطلوبة |
| دقة الأبعاد | تفاوت دقة عالي جدًا | دقة متوسطة إلى منخفضة |
| تشطيب السطح | سطح ناعم ومتقن بعد الصب | ملمس أكثر خشونة؛ يتطلب تشغيل آلي أكثر |
الخصائص الرئيسية وقوة المواد
سبائك الألمنيوم المصبوبة بالضغط مفضلة عالميًا لأنها تجمع بين خصائص خفيفة الوزن وأداء ميكانيكي قوي. عند تصميم مكونات للهياكل البيئية الصعبة، توفر هذه المواد حلاً عالي القوة ومتوقعًا.
- قوة شد عالية: تتحمل الأحمال الهيكلية والإجهاد الميكانيكي دون فشل.
- مقاومة ممتازة للتآكل: تكوّن بشكل طبيعي طبقة أكسيد واقية، مما يجعلها مثالية للبيئات القاسية.
- موصلية حرارية ممتازة: تبدد الحرارة بسرعة، وهو متطلب حاسم للإلكترونيات الحديثة وأنظمة تبريد السيارات.
- الاستقرار الأبعاد: تحافظ على شكلها الدقيق وسلامة هيكلها تحت درجات حرارة متقلبة وارتداء عملياتي شديد.
سبائك الألمنيوم المصبوب بالضغط — فوائد الأداء و HPDC
خدمتنا خدمات صب الألمنيوم توفر طريقة فعالة جدًا لإنتاج مكونات معقدة ومتينة للصناعات العالمية المتطلبة. من خلال دفع الألمنيوم المصهور إلى قوالب فولاذية قابلة لإعادة الاستخدام تحت ضغط هائل، يوفر هذا العملية فوائد هيكلية وتجارية كبيرة مقارنة بطرق التصنيع البديلة.
نسبة عالية من القوة إلى الوزن
واحدة من أكبر الأسباب التي تجعل فرق الهندسة تحدد سبائك الألمنيوم المصبوب بالضغط هي قوتها المذهلة دون الوزن الهيكلي للصلب أو الحديد.
- أداء خفيف الوزن: يُعد الألمنيوم حوالي ثلث وزن الصلب، مما يجعله الخيار الأول للأجزاء الحديثة خفيفة الوزن.
- سلامة الهيكل: على الرغم من خفة وزنه، فإن المكونات المصنوعة من هذه السبائك تتحمل إجهادات تشغيل عالية وتأثيرات بيئية قاسية.
- دمج المكونات: تسمح القوة الميكانيكية العالية بتصميم جدران أرق ودمج أجزاء متعددة في صب واحد متماسك، مما يقلل من وزن التجميع الكلي.
موصلية حرارية وكهربائية استثنائية
إدارة الحرارة والتيارات الكهربائية متطلب حاسم للمكونات الصناعية الحديثة. تتفوق سبائك الألمنيوم المصبوب بالضغط في نقل الطاقة بكفاءة.
- تبدد الحرارة بسرعة: ينقل الألمنيوم الحرارة بعيدًا عن المكونات الداخلية الحيوية بسرعة أكبر من الصلب أو البلاستيك. مما يجعله المادة الأولى للأغلفة الإلكترونية ومكونات توليد الطاقة.
- درع EMI/RFI: الخصائص الطبيعية للألمنيوم توفر حماية مدمجة ضد التداخل الكهرومغناطيسي وترددات الراديو، مما يحمي الدوائر الحساسة داخل الحاوية.
الدقة، الأشكال المعقدة، والتحملات الضيقة
الصب بالضغط العالي (HPDC) يوفر دقة أبعاد لا مثيل لها، مرة بعد أخرى، حتى مع حجم إنتاج كبير.
- تصنيع الشكل الصافي: ننتج أشكالًا معقدة بتفاصيل داخلية متقنة مباشرة من القالب، مما يلغي الحاجة إلى تشغيل CNC الثانوي المكلف.
- ت tolerances ضيقة: تضمن العملية تحمّلات أبعادية ضيقة بشكل استثنائي عبر جميع دفعات الإنتاج التي تتضمن آلاف الأجزاء.
- قدرات الجدران الرقيقة: تصاميم الأدوات المتقدمة لدينا تسمح بجدران رقيقة بشكل لا يصدق مع الحفاظ على الاستقرار الهيكلي، مما يوفر تكاليف المواد ويزيد من المساحة الداخلية للمكونات.

سبائك الألمنيوم الشائعة في الصب بالضغط:
اختيار المادة المناسبة يحدد أداء المنتج النهائي، متانته، وتكلفته. نحن نعمل مع سبائك الألمنيوم المصبوبة الخاصة المصممة لتلبية متطلبات صناعية مختلفة.
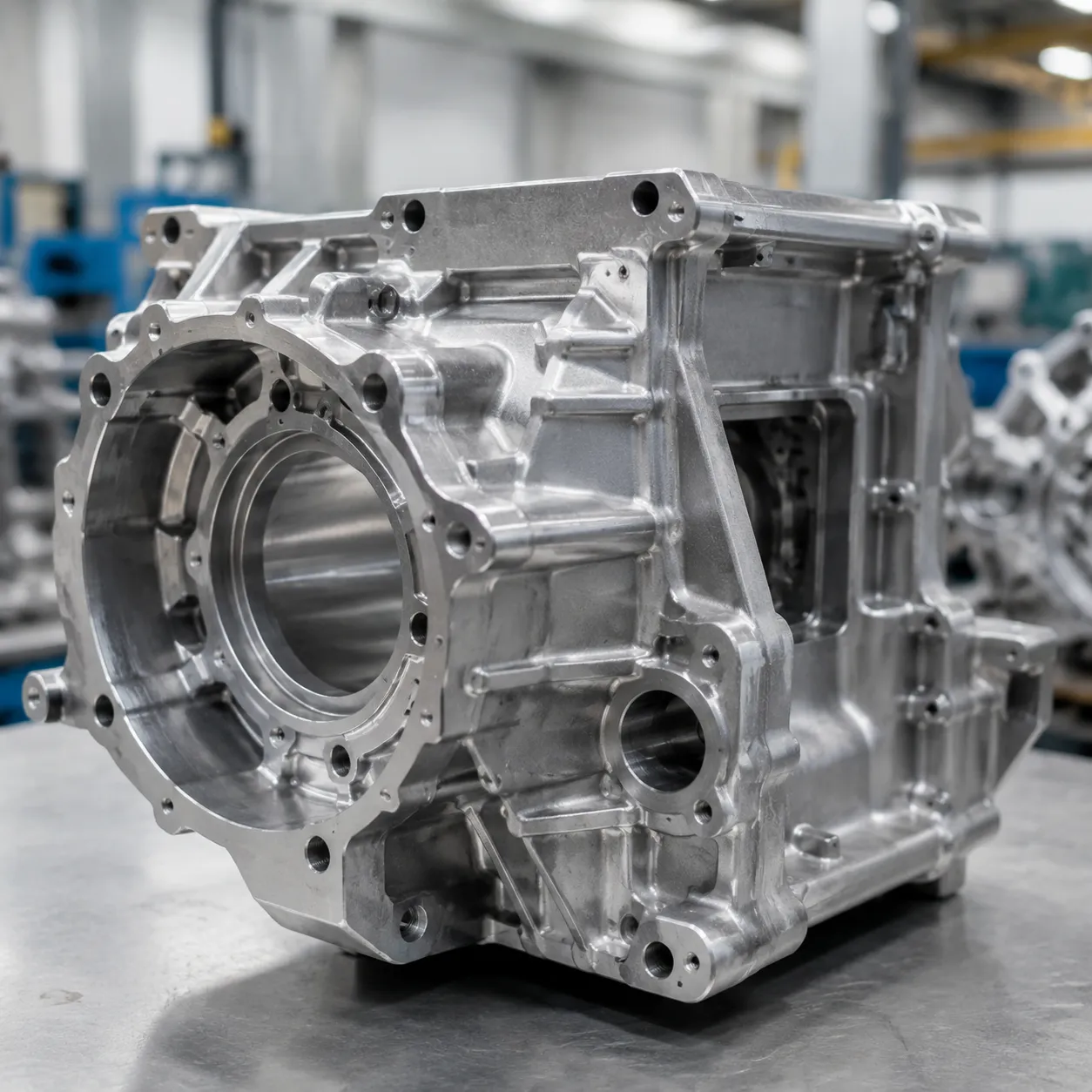
A380: المعيار الصناعي للأجزاء الهيكلية
يعد A380 هو الحصان العامل بلا منازع في صناعة الصب بالضغط العالي الحديثة. يوفر أفضل توازن بين خصائص المادة، مما يجعله الخيار المفضل للمكونات الهيكلية.
- سيولة ممتازة: يتدفق بسهولة إلى القوالب، مما يقلل من عيوب الصب.
- خصائص ميكانيكية عالية: يوفر قوة شد قوية وسلامة هيكلية تحت الضغط.
- تركيز التطبيق: يستخدم على نطاق واسع في حوامل السيارات، حوامل المحركات، وعلب الإلكترونيات الثقيلة.
A383 (ADC12): مثالي للمكونات المعقدة
عندما يتطلب التصميم أشكالًا معقدة جدًا أو جدرانًا رقيقة بشكل استثنائي، فإن A383 (المعروف غالبًا باسم ADC12) هو البديل المثالي لـ A380.
- ملء القوالب المعزز: يُحسن محتوى السيليكون العالي التدفق عند العمل مع الألمنيوم المصهور.
- مقاومة التشقق الحراري: يحمي الأشكال المعقدة من التشقق أثناء عملية التبريد داخل قالب الصلب.
- تركيز التطبيق: مثالي للأجهزة الحاسوبية المعقدة، والمكونات الإلكترونية المتخصصة، والأدوات اليدوية الدقيقة — انظر تقدم قطع الألمنيوم المعالجة CNC من ADC12 لبرامج الدقة بعد الصب.
A360 و A413: أقصى مقاومة للتآكل
لظروف البيئة القاسية، توفر A360 و A413 حماية ممتازة حيث تفشل السبائك الأخرى.
- A360: تقدم مرونة فائقة ومقاومة ممتازة للتآكل، مما يجعلها موثوقة للغاية للمعدات الخارجية.
- A413: تتميز بأقصى مقاومة للضغط ومرونة استثنائية بفضل مزيج السيليكون شبه التوازن، مما يضمن أداء محكم وخالي من التسرب.
- تركيز التطبيق: معدات بحرية، صمامات، ومكونات الري.
B390 و 518: درجات عالية المقاومة للاهتراء والبحرية
لزيادة مقاومة التآكل أو الأداء البحري مع سبائك المغنيسيوم،, بي 390 و 518 توسع مجموعة سبائك الألمنيوم المصبوب إلى ما بعد درجات 3xx.x القياسية.
- B390: محتوى عالي من السيليكون والنحاس يوفر مقاومة ممتازة للتآكل للكتل المحرك، وأقراص الفرامل، والصبغات الهيكلية ذات الأحمال العالية.
- 518: صيغة سبائك المغنيسيوم مع مقاومة قوية للتآكل للمعدات البحرية والتعرض الساحلي.
كيفية اختيار سبيكة الألمنيوم المناسبة لمشروعك
اختيار الدرجة الصحيحة يمنع فشل المكونات المبكر ويعزز تكاليف الإنتاج. نوصي بمطابقة درجة السبيكة مع المعايير الوظيفية قبل قطع فولاذ القالب.
| درجة السبيكة | القوة السحب النموذجية | مقاومة التآكل | المرونة والدقة | عامل الاختيار الأساسي |
|---|---|---|---|---|
| A380 | ~320 ميجا باسكال (~46 ksi) | معتدل | جيد جدًا | أفضل أداء من حيث التكلفة والأداء الميكانيكي بشكل عام |
| A383 (ADC12) | ~310 ميجا باسكال (~45 ksi) | معتدل | ممتاز | أفضل للجدران المعقدة والرقيقة جدًا |
| A360 | ~300 ميجا باسكال (~44 ksi) | عالية | جيد | البيئات ذات درجات الحرارة العالية والساحلية |
| A413 | ~290 ميجا باسكال (~42 ksi) | عالية | ممتاز | مقاومة الضغط ومنع التسرب |
| بي 390 | ~330 ميجا باسكال (~48 ksi) | معتدل | جيد | مقاومة التآكل والتطبيقات ذات الأحمال العالية |
| 518 | ~275 ميجا باسكال (~40 ksi) | عالية جداً | معتدل | البيئة البحرية والتعرض لمطر الملح |
عملية وتقنيات الصب بالضغط على الألمنيوم
يتطلب تصنيع مكونات عالية الجودة فهمًا عميقًا لكيفية تصرف سبائك الألمنيوم المصبوبة تحت ضغط شديد. نستخدم إدارة حرارية متقدمة وقوة ميكانيكية دقيقة لتحويل الخام إلى مكونات معقدة ذات شكل نهائي دقيق.
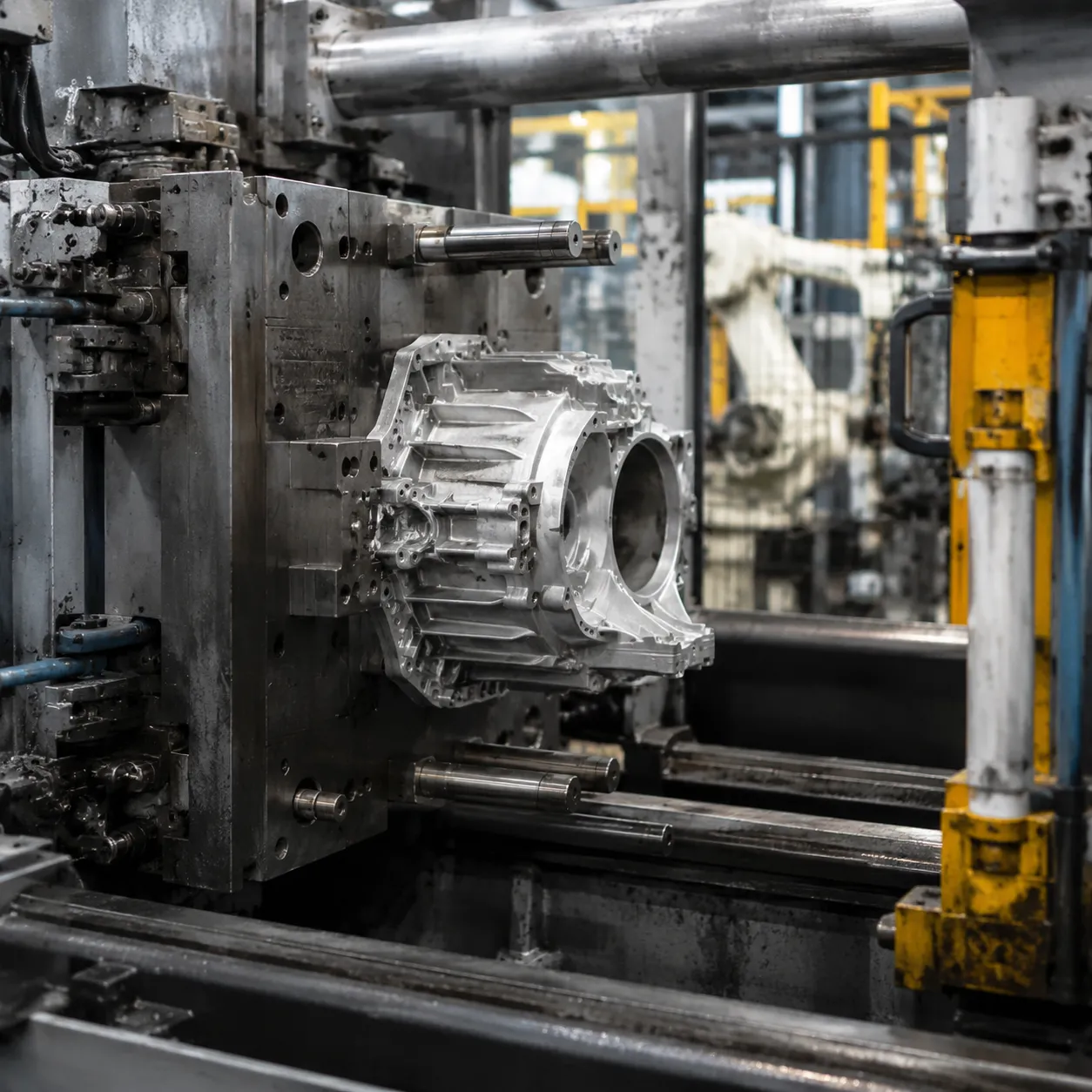
الصب بالقوالب بالضغط العالي (HPDC)
العملية الأساسية للصب بالضغط العالي (HPDC) هي العمود الفقري للتصنيع الصناعي بكميات كبيرة. تبدأ العملية بذوبان سبيكة الألمنيوم وحقن المعدن السائل في قالب فولاذي ثقيل بسرعة عالية جدًا.
- مرحلة الحقن: تدفع مكابس هيدروليكية قوية الألمنيوم المصهور إلى تجويف القالب تحت ضغوط غالبًا تتجاوز 10,000 PSI.
- التصلب السريع: نظرًا لأن قوالب الصلب توصل الحرارة بسرعة، يتجمد الألمنيوم خلال ثوانٍ، مما يخلق بنية معدنية متماسكة وذات حبيبات دقيقة.
- كفاءة عالية: تجعل دورة الوقت السريعة هذه من الصب بالضغط العالي الخيار الأفضل تمامًا لإنتاج أجزاء هيكلية خفيفة الوزن وذات جدران رقيقة بكميات كبيرة.
تصميم الأدوات، القوالب، وتجويف القالب
يعتمد نجاح أي مشروع صب بالقالب بشكل كبير على جودة الهندسة للأدوات. نقوم بتصميم وتصنيع قوالبنا باستخدام فولاذ أدوات عالي الجودة مقاوم للحرارة H13 لتحمل الصدمات الحرارية الشديدة والتآكل الميكانيكي.
- زوايا المسودة: دمج ميل بسيط (عادة من 1 إلى 2 درجة) يضمن إخراج الجزء الألمنيوم بشكل نظيف دون خدش الجدران.
- أنظمة التوجيه والتهوية: يجب أن تكون مسارات دخول المعدن إلى القالب متوازنة تمامًا. تسمح الفتحات الصحيحة للهواء المحبوس بالهروب قبل موجة السبيكة المنصهرة القادمة.
- قنوات التبريد: نقوم بحفر خطوط مياه داخلية مباشرة في كتل القوالب. يمنع التحكم في درجة حرارة القالب من وجود بقع ساخنة، ويوازن الانكماش، ويطيل عمر الأداة.
تحسين العمليات والسيطرة على العيوب
يتطلب السيطرة على عيوب سبائك الألمنيوم المصبوبة بالقالب اتساقًا مطلقًا عبر سرعات الرش، والضغوط، ودرجات الحرارة. بدون تحسين صارم، يمكن أن تؤدي مسامية الغاز وعيوب الانكماش إلى تقويض السلامة الهيكلية للجزء.
| نوع العيب | السبب الجذري | الحل الهندسي |
|---|---|---|
| مسامية الغاز | هواء أو رطوبة محبوسة في تجويف القالب | تحسين التهوية بالفراغ وضبط انتقالات سرعة الرش للمكبس. |
| تجاويف الانكماش | انكماش الألمنيوم بشكل غير متساوٍ أثناء التبريد | ضبط خطوط التبريد الداخلية وزيادة ضغط التكثيف. |
| الشقوق الباردة | تقاء تيارين من المعدن السائل يلتقيان لكن يفشل في الاندماج | رفع درجة حرارة الصب للمغنيسيوم المصهور أو تسريع وقت التعبئة. |
نراقب باستمرار منحنيات الضغط في الوقت الحقيقي ونستخدم رش مزلق القالب الآلي للقضاء على هذه المتغيرات. يضمن هذا التحكم الدقيق في العمليات أن كل مكون منتهي يلتزم بالمواصفات الهيكلية الضيقة ويحافظ على إحكام كامل ضد التسرب تحت الضغط.
خيارات التشطيب السطحي للالمنيوم المصبوب بالقولبة
تبدو سبائك الألمنيوم المصبوب الخام رائعة مباشرة من القالب، لكن تطبيق التشطيب السطحي الصحيح يعزز المتانة ومقاومة التآكل والجاذبية البصرية. اختيار المعالجة بعد الصب الصحيحة يضمن أن تتحمل أجزاءك الظروف البيئية القاسية.
فهم تحدي الأكسدة الأنودية
يخلق الأكسدة طبقة أكسيد واقية على الألمنيوم، لكنه يواجه تحديًا فريدًا في الصب بالقولبة عالية الضغط. محتوى السيليكون في سبائك الألمنيوم الشائعة للقولبة—الضروري لحركة السوائل أثناء الصب—يمكن أن يسبب تفاوتات تجميلية، خطوط داكنة، أو مظهر رمادي باهت خلال الأكسدة الأنودية القياسية. للأجزاء التي تتطلب تشطيب ديكوري نظيف، يجب استخدام سبائك منخفضة السيليكون أو معايير أكسدة صلبة محددة لتحقيق مظهر موحد.
طلاء المسحوق وطبقات التحويل
عندما لا يفي الأكسدة الأنودية القياسية بالغرض، توفر الطلاءات البديلة حماية استثنائية وتشكيلة ألوان متنوعة.
- الطلاء بالبودرة: يوفر طبقة خارجية سميكة ومقاومة للصدمات تغطي العيوب السطحية الصغيرة وتوفر حماية ممتازة من الأشعة فوق البنفسجية.
- طبقات التحويل الكروماتية: أفلام كيميائية تحسن حماية التآكل وتعمل كطبقة أساس مثالية للطلاء اللاحق.
| خيار التشطيب | الفائدة الرئيسية | الأفضل للاستخدام من أجل |
|---|---|---|
| طلاء المسحوق | مقاومة عالية للصدمات وتشكيلة ألوان متنوعة | قطع غيار السيارات، الحاويات الخارجية |
| التحويل الكروماتي | مقاومة التآكل وارتباط الطلاء | مكونات الإلكترونيات الداخلية، طبقات الأساس للطيران |
| الطلاء الكهربائي (E-Coating) | تغطية موحدة في التجاويف العميقة | الهياكل الهندسية المعقدة، أجزاء هيكل السيارات |
| الأنودة (النوع II/III) | طبقة أكسيد صلبة ولون تجميلي | سبائك منخفضة السيليكون أو معايير الصب المراقبة |
ما قبل الأكسدة وتحضير السطح الثانوي
يتطلب تحقيق لمسة نهائية خالية من العيوب إعداد سطح دقيق وشامل. قبل تطبيق أي طلاء، تخضع الأجزاء لعملية تفجير بالرصاص، أو تدحرج، أو تشغيل دقيق باستخدام CNC لإزالة الشرر، علامات القوالب، و مسامية السطح. تصميم القالب الذي يقلل من عيوب خط الفصل من البداية يقلل من الحاجة إلى إعداد سطح ثانوي مكثف ويضمن لمسة نهائية نظيفة لمكوناتك النهائية.
سبائك الألمنيوم المصبوب بالضغط — التطبيقات الصناعية
مكونات السيارات والأجزاء الهيكلية
يتطلب التحول في صناعة السيارات نحو كفاءة الوقود والكهرباء استخدام مواد عالية الأداء. سبائك الألمنيوم المصبوبة بالضغط هي العمود الفقري لاستراتيجيات التخفيف من الوزن الحديثة، حيث تحل محل الهياكل الثقيلة من الصلب دون التضحية بالسلامة. من حاويات النقل والمحركات إلى الأقواس الهيكلية المعقدة وأغطية بطاريات السيارات الكهربائية، توفر هذه المكونات المتانة والصلابة العالية اللازمة لتحمل ظروف الطرق القاسية. من خلال استخدام تقنيات الصب بالضغط العالي المتقدمة، نوفر أجزاء خفيفة الوزن تقلل مباشرة من انبعاثات المركبات وتحسن مدى البطارية بشكل عام.
مشتتات الحرارة الفعالة للإلكترونيات الحديثة
إدارة التبديد الحراري تمثل تحديًا رئيسيًا في قطاع الإلكترونيات اليوم. بسبب توصيلها الحراري الاستثنائي،, سبائك الألمنيوم المصبوب بالضغط هي الخيار الأول لتصنيع مبردات الحرارة عالية الكفاءة وأغطية الحاويات. تشتت هذه المكونات الحرارة بسرعة بعيدًا عن المعالجات الحساسة ومصادر الطاقة في معدات الاتصالات، وأنظمة إضاءة LED، وأجهزة الحوسبة. تتيح تقنيات الصب الخاصة بنا إنتاج زعانف تبريد رقيقة جدًا وأشكال هندسية معقدة تزيد من مساحة السطح لتحقيق أداء تبريد مثالي.

معايير صناعة الأجهزة الطبية والطيران
الامتثال والموثوقية غير قابلة للتفاوض في القطاعات الحرجة. في تصنيع الأجهزة الطبية،, سبائك الألمنيوم المصبوب بالضغط توفر الصلابة الهيكلية، وخفة الوزن، ومقاومة التآكل اللازمة لأغطية معدات المستشفيات وأنظمة التصوير التشخيصي. بالنسبة لسوق الطيران، تلبي هذه المواد معايير السلامة الصارمة، وتوفر نسبة قوة إلى وزن استثنائية لمكونات المقصورة الداخلية وأقواس الأجهزة الإلكترونية.
توفير خدمات الصب بالضغط على الألمنيوم المخصصة
إيجاد المصنع والشريك التصنيعي المناسب
اختيار الشريك الإنتاجي الصحيح يحدد نجاح مشروعك. عند تقييم مصنع، ابحث عن قدرات الصب بالضغط العالي المتقدمة، وأنظمة مراقبة الجودة الصارمة، ودعم هندسي قوي. الشريك المثالي لا يسكب الألمنيوم المصهور فقط؛ بل يقوم بتحسين تصاميمك لتسهيل التصنيع، وضمان استقرار الإنتاج على المدى الطويل وجودة مكونات ثابتة.
العوامل المؤثرة على تكلفة مكونات الصب بالضغط
يعتمد التكلفة الإجمالية لتصنيع سبائك الألمنيوم المصبوب بالضغط على عدة متغيرات حاسمة:
الأدوات والقوالب: الاستثمارات الأولية في قالب الصلب الممتاز تمثل أعلى تكلفة مقدمة، لكن الأدوات عالية الجودة تقلل من تكاليف كل قطعة خلال عمليات الإنتاج الممتدة.
اختيار المواد: السبائك القياسية مثل A380 فعالة من حيث التكلفة بشكل كبير، في حين أن السبائك المتخصصة مثل A413 أو B390 تختلف بناءً على تسعير السوق والمتطلبات الأداء المحددة.
تعقيد الجزء: الهياكل المعقدة ذات التحملات الضيقة تتطلب تصميم قوالب معقدة وأوقات دورة أبطأ، مما يؤثر على سعر القطعة النهائية.
العمليات الثانوية: متطلبات ما بعد الصب مثل تشغيل الآلات باستخدام CNC، والتشطيب السطحي المتخصص، أو الأنودة تضيف مباشرة إلى ميزانية الإنتاج.

إدارة دورة الحياة من النموذج الأولي إلى الإنتاج بكميات عالية
الانتقال من مفهوم أولي إلى الإنتاج الضخم يتطلب نهجًا منظمًا وقابلًا للتوسع. نقوم بتبسيط دورة الحياة هذه باستخدام طرق النمذجة السريعة للتحقق من هندسة القطعة وتوافقها قبل قطع القوالب الصلبة. بمجرد تثبيت التصميم، نحول المشروع إلى خطوط صب بالضغط العالي الآلية، لضمان توسيع سلس إلى إنتاج بكميات عالية مع تكرار مطلق من قطعة لأخرى.
معلومات الطلب وأوقات التسليم
يستخدم المشترون من شركات التصنيع الأصلية هذا المرجع لمواءمة برامج سبائك الألمنيوم المصبوبة بالقوالب مع جداول الأدوات والإنتاج.
| نوع البرنامج | الحد الأدنى للطلب | وقت التسليم النموذجي | النتائج التسليمية |
|---|---|---|---|
| عينة / نموذج مصبوب | 10–50 قطعة | 2–3 أسابيع | تجربة السبيكة، تقرير الأبعاد |
| إنتاج HPDC القياسي (A380/ADC12) | 500 قطعة | 4-6 أسابيع بما في ذلك الأدوات | صلب القالب، فحص القطعة الأولى |
| تشغيل بكميات عالية لشركات التصنيع الأصلية | أكثر من 5000 قطعة | الأدوات من 4 إلى 8 أسابيع · الإنتاج حسب أمر الشراء | بيانات SPC، مواصفات التشطيب |
| سبائك متخصصة (B390/518/A413) | 500 قطعة | 5–7 أسابيع | شهادة المواد، بروتوكول اختبار التسرب إذا لزم الأمر |
شارك رسومات الأجزاء، والسبائك المستهدفة، والحجم السنوي، ومتطلبات التشطيب (طلاء مسحوق، أنودة، مصبوب كما هو). اطلب عرض سعر لتكلفة الأدوات المؤكدة وأوقات الإنتاج.
سبائك الألومنيوم المصبوبة بالقالب — أسئلة شائعة
ما هي أكثر سبائك الألومنيوم شيوعًا في الصب بالقالب؟
بدون أدنى شك، A380 هي المعيار الذهبي المطلق للتصنيع العالمي. إنها توفر أفضل توازن بين خصائص المواد، وقابلية الصب، وكفاءة التكلفة. إذا كان مشروعك يتطلب موصلية حرارية عالية، وسلاسة ممتازة تحت الضغط، وسلامة هيكلية قوية، فإن خدماتنا تُقارن سبيكة الألمنيوم المصبوب A380 هي عادةً التوصية الأولى لكل شيء بدءًا من مكونات السيارات إلى أغلفة الإلكترونيات.
هل يتطلب الألومنيوم المصبوب بالقالب معالجة حرارية T6؟
بشكل عام، لا. نادرًا ما تخضع المكونات القياسية للصب بالقالب عالي الضغط (HPDC) للمعالجة الحرارية T6 لأن درجات الحرارة العالية يمكن أن تسبب تمدد الغازات المحتبسة، مما يؤدي إلى ظهور بثور على السطح وعيوب هيكلية. بدلاً من ذلك، نقوم بتحسين الخصائص الميكانيكية مباشرة من خلال الاختيار الدقيق للسبائك - مثل استخدام السبائك الهيكلية سبائك الألمنيوم المصبوب بالضغط ذات المتانة العالية - أو عن طريق تطبيق تقنيات صب القوالب الفراغية المتخصصة إذا كانت المعالجة الحرارية مطلوبة بشكل مطلق لتصميمك.
كيف تضمن منع التسرب في المصبوبات بالقالب؟
يتطلب تحقيق عدم التسرب في التطبيقات المقاومة للضغط تحكمًا صارمًا في العملية من البداية إلى النهاية. نحن نضمن منع التسرب من خلال مزيج من الحلول الهندسية:
- تصميم قالب محسّن: أنظمة تغذية متقدمة تقلل من الغاز الداخلي ومسام الانكماش أثناء حقن الألومنيوم المنصهر.
- مراقبة المعلمات في الوقت الفعلي: الحفاظ على سرعات حقن وضغوط تكثيف دقيقة داخل القالب الفولاذي.
- التشبع الثانوي: بالنسبة للمكونات الحرجة مثل أجسام الصمامات أو ألواح التبريد السائلة، نطبق التشبع بالرغوة الفراغية لإغلاق أي مسامية ميكروية بشكل دائم.

المراجعات
لا توجد مراجعات بعد.