
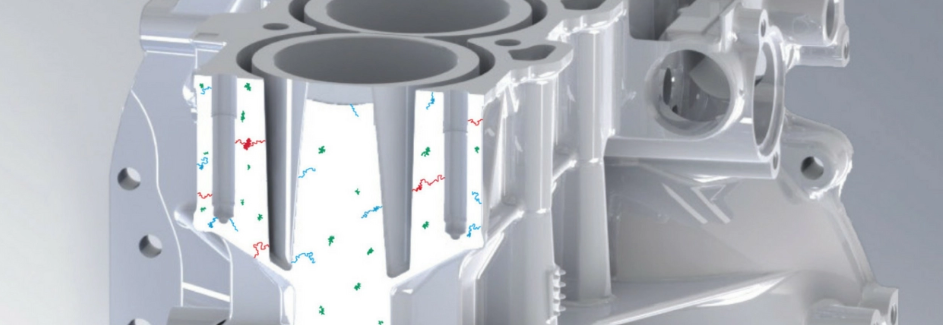
Bei Vastmaterial verstehen wir, dass selbst die fortschrittlichsten Präzisionsgussverfahren gelegentlich mikroskopische Porositäten verursachen können. Um sicherzustellen, dass Ihre Komponenten den strengen Anforderungen der Luft- und Raumfahrt sowie der Automobilindustrie entsprechen, integrieren wir einen hochspezialisierten Gießimprägnierungs-Workflow.
in unsere Oberflächenbehandlungsfähigkeiten.
Dieser vierstufige Prozess versiegelt Lecks dauerhaft, ohne die physischen Abmessungen oder das Erscheinungsbild Ihrer Teile zu verändern, und sorgt für eine fehlerfreie Leistung.
- Unser 4-Schritte-Vakuimprägnierungs-WorkflowThe process begins by placing the machined castings into a sealed process vessel. We draw a deep vacuum to evacuate all air trapped within the metal’s micropores. Once the air is removed, a low-viscosity sealant is introduced. Releasing the vacuum allows atmospheric pressure to force the sealant deep into the pores, ensuring complete penetration—even in complex geometries like hydraulic manifolds or engine blocks.
- Schritt 1: VakuimprägnierungSchritt 2: Rückgewinnung und Zentrifugation.
- Schritt 3: PräzisionswäscheDie Einhaltung enger Toleranzen ist in unseren CNC-Bearbeitungs- und Gießvorgängen nicht verhandelbar. Wir waschen die Teile in Wasser, um restliches Dichtmittel von Außenflächen, Gewindebohrungen und internen Durchgängen zu entfernen. Da die Oberflächenspannung das Dichtmittel im Inneren der Poren einschließt, reinigt die Wäsche nur das Äußere. Dies garantiert keine Dimensionsänderung.
- Schritt 4: Heißhärte-PolymerisationUm die Haltbarkeit zu gewährleisten, werden die Komponenten einem kontrollierten Heißhärtezyklus unterzogen. Wärme löst eine chemische Reaktion aus, die das flüssige Harz in den Poren polymerisiert und es in einen festen, chemisch beständigen Kunststoff umwandelt. Das Dichtmittel wird zu einem integralen Bestandteil des Metallgusses und bietet eine 100% druckdichte Abdichtung, die extremen Temperaturen und Drücken standhält.
Prozessvergleich: Nassvakuum vs. Trockenvakuumdruck (DVP)
Die Wahl der richtigen Gießimprägnierungsmethode ist entscheidend für die Zuverlässigkeit der Komponenten.
Vakuuminprägnierung im Nassverfahren
Ideal for sealing larger, “loose” porosity where deep microscopic penetration isn't the primary concern. Parts are submerged in the sealant vor der Vakuum gezogen wird.
- Am besten geeignet für: Allgemeine Handelsgüsse, Pulvermetallteile und nicht-kritische Dichtungen.
- Vorteile: Schnellere Zykluszeiten und äußerst kosteneffektiv.
- Nachteile: Weniger effektiv bei tiefen, komplexen Mikroporositäten, da die Luft schwer durch die Flüssigkeit entweichen kann.
Trockener Vakuumdruck (DVP)
Für kritische Komponenten in der Luft- und Raumfahrt oder Hochdruckautomobilsystemen ist DVP unser Standard. Teile werden in eine Trockenkammer gestellt zuerst um Luft zu evakuieren. Dichtmittel wird erst nach dem Entfernen der Luft eingeführt, gefolgt von Hochdruck, um das Harz tief in die Gusswände zu drücken.
- Am besten geeignet für: Hochdruck-Hydrauliksysteme, Luft- und Raumfahrt-Gießereiherstellung und Leckagefreiheit.
- Vorteile: Überlegene Harzpenetration; versiegelt effektiv die feinste Mikroporosität.
- Nachteile: Etwas längere Zykluszeit.
Vergleich auf einen Blick
| Merkmal | Nassvakuum | Trockener Vakuumdruck (DVP) |
| Luftentfernung | Mäßig (durch Flüssigkeit) | Überlegen (trockenes Ablassen) |
| Harzpenetration | Gut für Oberfläche/große Poren | Ausgezeichnet für tiefe Mikroporosität |
| Typische Anwendung | Gewerbliche Hardware, dekorative Teile | Motorblöcke, Kraftstoffsysteme, Ansaugkrümmer |
| Kosteneffizienz | Hoch für Standardanforderungen | Hohe Kapitalrendite für kritische Spezifikationen |
Unsere Empfehlung: Für allgemeine gewerbliche Anwendungen bietet Nasssauger eine feste Abdichtung. Für Branchen wie Öl & Gas oder Luftfahrt, wo ein Versagen keine Option ist, empfehlen wir strikt DVP, um die strukturelle Integrität und die dichte Leistung zu gewährleisten.
Wichtige Vorteile & ROI: Warum Vastmaterial wählen?
Die Integration der Gießimprägnierung direkt in unser Präzisionsfertigungssystem liefert messbare Renditen und ermöglicht es Ihnen, Teile zu retten, die sonst verschrottet würden.
| Vorteil | Auswirkungen auf die Produktion |
| Dichtheitsprüfung | Garantiert Zuverlässigkeit für 100% druckdichte Dichtungen in kritischen Anwendungen. |
| Schrottwiedergewinnung | Stellt strukturell einwandfreie Güsse wieder her, senkt die Schrottquoten und Materialverschwendung. |
| Dimensionalstabilität | Hinterlässt keine Rückstände auf kritischen Oberflächen, schützt CNC-Funktionen und Toleranzen. |
| Oberflächenqualität | Verhindert Ausgasungen und sorgt für eine fehlerfreie Vorbereitung für Galvanik oder Pulverbeschichtung. |
Kompatible Materialien & Branchenanwendungen
Porosität macht keinen Unterschied bei Legierungen. Unser Gussimprägnationsverfahren ist darauf ausgelegt, eine Vielzahl von Materialien in der Industrie zu verarbeiten:
- Kompatible Metalle: Leichtmetalle aus Aluminium, Edelstahl, Eisen, Titan, Bronze, Magnesium und Kupferlegierungen (einschließlich Rot- und Gelbmessing).
- Automobil: Motorblöcke, Getriebegehäuse, Zylinderköpfe und Kraftstoffpumpen.
- Luft- und Raumfahrt: Ventilgehäuse, Hydraulikverteiler und strenge Luftfahrtsysteme für Kraftstoff.
- Öl & Gas: Hochdruckanschlüsse und fugitive Emissionen sichere Fluidkontrollsysteme.
- Allgemeine Industrie: Präzisionskomponenten für schwere Maschinen und pneumatische Werkzeuge.
Technische Spezifikationen & Qualitätssicherung
Wir integrieren Qualität in jeden Schritt durch Echtzeitüberwachung und Datenanalyse, um Ausfallzeiten zu minimieren und Leistung zu garantieren.
| Merkmal | Spezifikation / Standard |
| Prozesskontrolle | Echtzeit-Datenanalyse für Vakuum- und Druckzyklen |
| Branchenkonformität | Entwickelt, um militärische (MIL-STD-276A) und automotive Spezifikationen zu erfüllen |
| Thermische Stabilität | Kontinuierliche Temperaturüberwachung während der Heißhärtungsphase |
| Leckprüfung | Verifizierung von 100% für druckdichte Dichtungen |
Häufig gestellte Fragen (FAQ)
Wann sollte die Gießimprägnierung erfolgen?
Für die besten Ergebnisse sollte die Gießimprägnierung durchgeführt werden nach vollständiger Bearbeitung die Gussform, aber vor jeder endgültigen Oberflächenbearbeitung (like painting, plating, or anodizing). Machining exposes internal “blind” porosity not visible on the raw surface. Impregnating post-machining ensures all potential leak paths are sealed and prevents "bleed-out" from ruining final coatings.
Wird die Imprägnierung das Aussehen oder die Maße meiner Teile beeinflussen?
Nein. Der Prozess führt zu keiner dimensionalen Veränderung. Das Dichtmittel dringt in die Mikro-Porosität ein, erhöht aber nicht die Oberflächenstärke. Unser Präzisions-Waschzyklus entfernt überschüssiges Harz von außen vor dem Aushärten, sodass Ihre engen Toleranzen und Ästhetik genau wie beim Bearbeiten bleiben. Nach dem Aushärten ist das Dichtmittel unsichtbar.
Ist das gehärtete Harz chemisch beständig und hitzebeständig?
Ja. Nach dem Heißhärtungszyklus polymerisiert das Harz zu einem chemisch inertem, festen Kunststoff. Es hält problemlos dem Kontakt mit Hydraulikflüssigkeiten, Kühlmitteln, Kraftstoffen, Lösungsmitteln und Schmierstoffen stand. Es behält auch bei extremen Temperaturen die thermische Stabilität, was es perfekt für hochbelastete Luft- und Raumfahrt- sowie Automobilumgebungen macht.


