
Na Vastmaterial, entendemos que mesmo os métodos mais avançados de casting de precisão podem ocasionalmente resultar em porosidade microscópica. Para garantir que os seus componentes atendam às exigências rigorosas de aplicações aeroespaciais e automotivas, integramos um fluxo de trabalho de impregnação por casting altamente especializado fluxo de trabalho de impregnação por casting nas nossas capacidades de tratamento de superfície.
Este processo de quatro etapas sela permanentemente as fugas sem alterar as dimensões físicas ou a aparência das suas peças, garantindo um desempenho perfeito.
Nosso fluxo de trabalho de impregnação a vácuo de 4 etapas
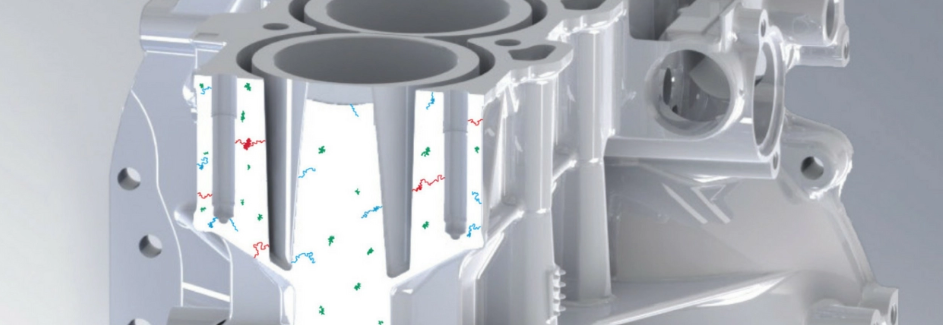
- Etapa 1: Impregnação a VácuoThe process begins by placing the machined castings into a sealed process vessel. We draw a deep vacuum to evacuate all air trapped within the metal’s micropores. Once the air is removed, a low-viscosity sealant is introduced. Releasing the vacuum allows atmospheric pressure to force the sealant deep into the pores, ensuring complete penetration—even in complex geometries like hydraulic manifolds or engine blocks.
- Etapa 2: Recuperação e CentrifugaçãoA eficiência e a limpeza são essenciais. Após o ciclo de impregnação, removemos as peças e drenamos o excesso de selante. Uma centrífuga faz girar a cesta das peças, recuperando a maior parte da resina. Isso minimiza o desperdício para manter os custos de material baixos e evita o acúmulo pesado de resina, simplificando a fase de lavagem.
- Etapa 3: Lavagem de PrecisãoManter tolerâncias apertadas é inegociável nas nossas operações de usinagem CNC e casting. Lavamos as peças em água para remover o resquício de selante das superfícies externas, orifícios roscados e passagens internas. Como a tensão superficial prende o selante dentro dos poros, a lavagem apenas limpa o exterior. Isso garante zero alteração dimensional.
- Etapa 4: Polimerização por Cura a QuentePara garantir durabilidade, os componentes passam por um ciclo de cura a quente controlado. O calor desencadeia uma reação química que polimeriza a resina líquida dentro dos poros, transformando-a numa plástico sólido e quimicamente resistente. O selante torna-se uma parte integrante do casting de metal, proporcionando uma vedação à prova de pressão capaz de suportar temperaturas e pressões extremas.
Comparação de processos: Vácuo Molhado vs. Vácuo Seco de Pressão (DVP)
Escolher o método de impregnação por casting adequado é fundamental para a fiabilidade do componente. Na Vastmaterial, combinamos as nossas técnicas de vácuo com a gravidade da porosidade e os seus requisitos específicos de desempenho.
Impregnação por Vácuo Molhado
Ideal for sealing larger, “loose” porosity where deep microscopic penetration isn't the primary concern. Parts are submerged in the sealant antes o vácuo é puxado.
- Melhor Para: Fundições comerciais gerais, peças de metal em pó e vedação não crítica.
- Prós: Tempos de ciclo mais rápidos e altamente rentáveis.
- Contras: Menos eficaz em micro-porosidade profunda e complexa devido à dificuldade do ar escapar através do líquido.
Pressão de Vácuo Seco (DVP)
Para componentes críticos em sistemas aeroespaciais ou automóveis de alta pressão, a DVP é o nosso padrão. As peças são colocadas numa câmara seca primeiro para evacuar o ar. O selante é introduzido apenas após a eliminação do ar, seguido de alta pressão para forçar a resina a penetrar profundamente nas paredes da fundição.
- Melhor Para: Sistemas hidráulicos de alta pressão, fabricação de fundições aeroespaciais e garantia de zero fugas.
- Prós: Penetração superior da resina; vedação eficaz das micro-porosidades mais finas.
- Contras: Tempo de ciclo ligeiramente mais longo.
Comparação de um olhar
| Característica | Vácuo Molhado | Pressão de Vácuo Seco (DVP) |
| Remoção de Ar | Moderado (através do líquido) | Superior (evacuação seca) |
| Penetração de Resina | Bom para porosidade superficial/grande | Excelente para micro-porosidade profunda |
| Aplicação Típica | Componentes comerciais, peças decorativas | Blocos de motor, sistemas de combustível, colectores |
| Eficiência de Custos | Alto para especificações padrão | Alto Retorno sobre Investimento para especificações críticas |
A Nossa Recomendação: Para aplicações comerciais gerais, a Aspiração Úmida fornece um selo sólido. No entanto, para indústrias como petróleo e gás ou aviação, onde a falha não é uma opção, aconselhamos estritamente DVP para garantir a integridade estrutural e o desempenho à prova de vazamentos.
Principais Benefícios & ROI: Por que Escolher Vastmaterial?
Integrar a impregnação de fundição diretamente no nosso ecossistema de fabricação de precisão oferece retornos mensuráveis, permitindo recuperar peças que de outra forma seriam descartadas.
| Benefício | Impacto na Produção |
| À Prova de Vazamentos | Garante fiabilidade para selos à prova de pressão 100% em aplicações críticas. |
| Recuperação de Refugo | Recupera fundições estruturalmente sólidas, reduzindo taxas de refugo e desperdício de material. |
| Estabilidade Dimensional | Deixa zero resíduos em superfícies críticas, protegendo características e tolerâncias CNC. |
| Qualidade do Acabamento | Previne a liberação de gases, garantindo preparação perfeita para galvanização ou pintura a pó. |
Materiais Compatíveis & Aplicações Industriais
Porosidade não discrimina com base na liga. Nosso processo de impregnação de fundição é projetado para lidar com uma vasta gama de materiais no setor industrial:
- Metais Compatíveis: Alumínio leve, Aço Inoxidável, Ferro, Titânio, Bronze, Magnésio e Ligas de Cobre (incluindo latão vermelho e amarelo).
- Automóvel: Blocos de motor, caixas de transmissão, cabeças de cilindro e bombas de combustível.
- Aeroespacial: Corpos de válvula, colectores hidráulicos e sistemas de combustível de aviação com padrões rigorosos.
- Petróleo & Gás: Conectores de alta pressão e sistemas de controlo de fluidos à prova de fugas de emissões fugitivas.
- Indústria Geral: Componentes de precisão para maquinaria pesada e ferramentas pneumáticas.
Especificações Técnicas & Garantia de Qualidade
Incorporamos qualidade em cada etapa, utilizando monitorização em tempo real e análise de dados para minimizar o tempo de inatividade e garantir o desempenho.
| Característica | Especificação / Norma |
| Controlo de Processo | Análise de dados em tempo real para ciclos de vácuo e pressão |
| Conformidade Industrial | Projetado para cumprir especificações militares (MIL-STD-276A) e automóveis |
| Estabilidade Térmica | Monitorização contínua de temperatura durante a fase de cura a quente |
| Testes de fugas | Verificação 100% para selos à prova de pressão |
Perguntas Frequentes (FAQ)
Quando deve ocorrer a impregnação do fundido?
Para os melhores resultados, a impregnação do fundido deve ser realizada após a usinagem completa do fundido, mas antes de qualquer acabamento final de superfície (like painting, plating, or anodizing). Machining exposes internal “blind” porosity not visible on the raw surface. Impregnating post-machining ensures all potential leak paths are sealed and prevents "bleed-out" from ruining final coatings.
A impregnação afetará a aparência ou as dimensões das minhas peças?
Não. O processo resulta em nenhuma alteração dimensional. O selante penetra na micro-porosidade, mas não adiciona espessura à superfície. O nosso ciclo de lavagem de precisão remove todo o excesso de resina do exterior antes da cura, garantindo que as suas tolerâncias apertadas e estética permaneçam exatamente como usinadas. Uma vez curado, o selante é invisível.
A resina curada é resistente a produtos químicos e altas temperaturas?
Sim. Seguindo o ciclo de cura a quente, a resina polimeriza-se num plástico sólido quimicamente inerte. Resiste facilmente à exposição a fluidos hidráulicos, refrigerantes, combustíveis, solventes e lubrificantes. Também mantém a estabilidade térmica sob calor extremo, tornando-se perfeita para ambientes aeroespaciais e automotivos de alta resistência.


