
En Vastmaterial ni komprenas ke eĉ la plej progresintaj precizaj fandmetodoj povas okazi rezultigi mikroskopajn porojn. Por certigi ke viaj komponantoj plenumas la postulojn de aeronava kaj aŭtomobila aplikoj, ni integras tre specializitan fandadon impregnadon laborfluon en nian surfactraktadan kapablon.
Ĉi tiu kvarpaŝa procezo permanente sigelas malpuraĵojn sen ŝanĝi la fizikajn dimensiojn aŭ aspekton de viaj partoj, certigante senmanka funkciado.
Nia 4-Paŝa Vakuma Impregnad Laborflu
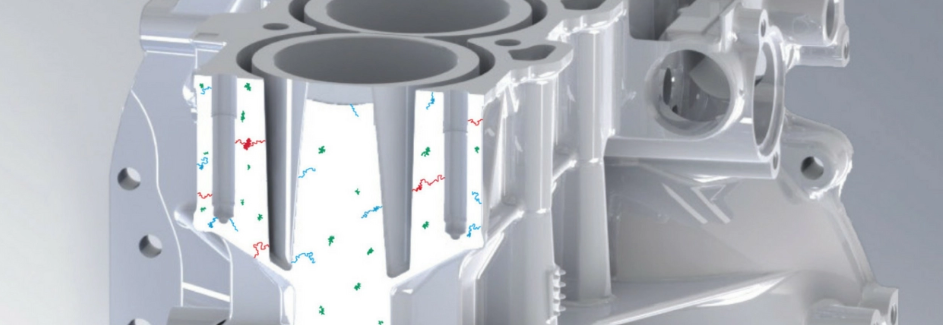
- Paŝo 1: Vakuma ImpregnadoThe process begins by placing the machined castings into a sealed process vessel. We draw a deep vacuum to evacuate all air trapped within the metal’s micropores. Once the air is removed, a low-viscosity sealant is introduced. Releasing the vacuum allows atmospheric pressure to force the sealant deep into the pores, ensuring complete penetration—even in complex geometries like hydraulic manifolds or engine blocks.
- Paŝo 2: Reakiro kaj CentrifugadoEfikeco kaj pureco estas ŝlosiloj. Post la impregnad ciklo, ni forigas la partojn kaj drenas la superfluan sealanton. Centrifugo turnas la korbon de partoj, reakirante la plej grandan parton de la rezino. Tio minimumigas malŝparadon por teni materialajn kostojn malaltaj kaj malhelpi pezan rezinajn akumuladojn, simpligante la lavan fazon.
- Paŝo 3: Preciza LavadoKonservi striktajn toleradojn estas ne-negociable en niaj CNC-maŝinaj kaj fandaj operacioj. Ni lavas la partojn en akvo por forigi restantan sealanton de ekstera surfaco, tranĉitaj truoj, kaj internaj vojoj. Ĉar surfaca tensio kaptas la sealanton en la poroj, la lavado nur purigas la eksteraĵon. Tio garantias nulan dimensiĝan ŝanĝon.
- Paŝo 4: Varma Kuracado PolimerizadoPor fiksi la daŭrecon, komponentoj subiras al kontrolita varma kuraca ciklo. La varmeco ekigas kemian reakcion kiu polimerizas la likvan rezinon ene de la poroj, konvertante ĝin en solida, kemie rezistema plasto. La sealanto fariĝas parto de la metala fandado, provizante 100% premo-ŝirmitan sigelon kapablan elteni ekstremajn temperaturojn kaj premojn.
Proceza Komparo: Malseka Vakuma vs. Sekva Vakuma Premo (DVP)
Elekti la ĝustan metodon de impregniĝo per ŝprucado estas kritika por la fidindeco de la komponantoj.
Malseka Vakuma Impregniĝo
Ideal for sealing larger, “loose” porosity where deep microscopic penetration isn’t the primary concern. Parts are submerged in the sealant antaŭ la vakumo estas tirita.
- Plej Bona Por: Ĝeneralaj komercaj fandadoj, pulvorkeramikaj partoj, kaj ne-kritikaj sigeladoj.
- Avantaĝoj: Pli rapidaj ciklotempoj kaj tre kostefikaj.
- Malavantaĝoj: Malpli efika sur profundaj, kompleksaj mikro-poroj pro la aero batalanta eskapi tra la likvaĵo.
Sekva Vakuma Premo (DVP)
Por kritikaj komponantoj en aerospaca aŭ altprema aŭtomobilaj sistemoj, DVP estas nia normo. Partoj estas metitaj en sekura ĉambro unue por evakuigi aeron. Sealilo estas enkondukita nur post kiam la aero estas for, sekvita de alta premo por devigi la rezinon profunde en la muldilajn murojn.
- Plej Bona Por: Altpremaj hidraŭlikaj sistemoj, aerospaca muldila fabrikado, kaj nula likvaĵa garantio.
- Avantaĝoj: Pli supera rezino-penetraĵo; efike sigelas la plej finajn mikro-porojn.
- Malavantaĝoj: Iomete pli longa cikla tempo.
Komparo ĉe Glitro
| Trajto | Malseka Vakumo | Sekva Vakuma Premo (DVP) |
| Aera Forigo | Meza (per likvaĵo) | Supera (sekva evakuado) |
| Resina Penetrado | Bone por surfaco/grandaj poretoj | Bonega por profunda mikro-poreco |
| Tipa Apliko | Komerca ferdeko, ornamaj partoj | Motoro-blokoj, fuelaj sistemoj, manifoldoj |
| Kostefikeco | Alta por normaj specifoj | Alta ROI por kritikaj specifoj |
Nia rekomendo: Por ĝeneralaj komercaj aplikoj, Malseka Vakuma provizas solidan sigelon. Tamen, por industrioj kiel petrolo & gaso aŭ aviadilo, kie fiasko ne estas opcio, ni strikte konsilas DVP por certigi strukturan integrecon kaj neŝtopitan rendimenton.
Ĉefaj Avantaĝoj & ROI: Kial Elekti Vastmaterial?
Integrante fandadon impregnadon rekte en nian precizan fabrikad-ekosistemon liveras mezureblajn enspezojn, ebligante vin savi partojn kiuj alie estus forigitaj.
| Avantaĝo | Efiko sur Produktado |
| Neŝtopa Sigelado | Garantias fidindecon por 100% premo-ŝirmitaj sigeloj en kritikaj aplikoj. |
| Ruba Reakiro | Rekuperas strukture bone stabilajn fandadojn, malaltigante rubaĵajn tarifojn kaj materialajn malŝarĝojn. |
| Dimensi-stabileco | Lasas neniun restaĵon sur kritikaj surfacoj, protektante CNC-ajn trajtojn kaj toleradojn. |
| Fina Kvalito | Malebligas elgasadon, certigante senmanke preparadon por platingo aŭ pulvora kovro. |
Kompatiblaj Materialoj & Industria Aplikoj
Poroso ne diskriminacias laŭ alojo. Nia fandado impregnado-proceso estas inĝenierie por trakti diversajn materialojn tra la industrio:
- Kompatiblaj Metaloj: Malpeza aluminio, rusta ŝtalo, ferio, titano, bronzo, magnezio kaj kupro alojoj (inkluzive de ruĝa kaj flava braso).
- Aŭtomobiloj: Motoro-blokoj, transdona kazoj, cilindrokapoj kaj fuelpompoj.
- Aeronava: Valvkorpoj, hidraŭlikaj manifoldoj kaj strikta-normaj aviadaj fuelaj sistemoj.
- Petrol- kaj Gasindustrio: Alta premo-fiksiloj kaj fuŝaĵaj emisi-pretaj fluida kontrolo-sistemoj.
- Ĝenerala Industrio: Precizaj komponantoj por pezaj maŝinoj kaj pneŭmatikaj iloj.
Teknikaj Specifoj & Kvalita Kontrolo
Ni inĝenierumas kvaliton en ĉiu paŝo uzante realtempajn monitoradon kaj datum-analizon por minimumigi malŝarĝon kaj garantii rendimenton.
| Trajto | Specifo / Normo |
| Proceza Kontrolo | Realtempa datumanalitiko por vakumaj kaj premaj cikloj |
| Industria Konformeco | Inĝenierita por plenumi militistajn (MIL-STD-276A) kaj aŭtomobilajn specifojn |
| Termika Stabileco | Daŭra temperaturo-monitorado dum la varma kurado fazo |
| Malkaŝa Testado | 100% konfirmo por premo-ŝirmitaj sigeloj |
Oftaj Demandoj (OD)
Kiam devus okazi la ŝtofiĝo de impregnaĵo?
Por la plej bonaj rezultoj, la ŝtofiĝo de impregnaĵo devus esti farita post plena maŝinado la vergo sed antaŭ ajna fina surfaca finiĝo (kiel pentraĵo, plating, aŭ anodizado). Maŝinado malkaŝas internan “blindan” porozon, kiun ne videblas sur la kruda surfaco. Enkorpigo post-maŝinado certigas, ke ĉiuj potencialaj likvoŝtopaj vojoj estas sigelitaj kaj malhelpas “elfluadon” de ruinado de finaj kovraĵoj.
Ĉu enkorpigo influos la aspekton aŭ dimensiojn de miaj partoj?
Ne. La procezo rezultigas neniun dimensi-unan ŝanĝon. La sigelilo penetras la mikro-porozon, sed ne aldonas dikecon al la surfaco. Nia preciza lavciklo forigas ĉiujn troajn rezinojn de la ekstero antaŭ kurado, certigante, ke viaj mallarĝaj toleroj kaj estetiko restu precize kiel maŝinita. Post kurado, la sigelilo estas nevidebla.
Ĉu la kurita rezino estas rezistema al kemiaĵoj kaj altaj temperaturoj?
Jes. Sekvante la varmkuradon, la rezino polimeriĝas en kemie inertan, solidan plaston. Ĝi facile eltenas eksponiĝon al hidraŭlikaj likvoj, malvarmigiloj, fueloj, solviloj, kaj lubrikiloj. Ĝi ankaŭ konservas termikan stabilecon sub ekstreme altaj temperaturoj, farante ĝin perfektan por alta streĉo en aerospaca kaj aŭtomobilindustrio.