Capacités de rectification de précision et de haute précision
Éliminez l’incertitude pour vos composants critiques. Nous garantissons une précision dimensionnelle quantifiable au micron et un contrôle exceptionnel de la finition de surface Ra pour les géométries complexes, les alliages traités thermiquement et les pièces moulées à la cire perdue.
Finition de surface (Ra)
Obtenez des exigences de texture ultra-lisse optimisées selon le type de matériau grâce à une intégration traitements de surface planification. Contrôle supérieur de la finition de surface Ra de 0,1 μm à 0,8 μm pour les faces d’étanchéité et les applications à forte friction.
Précision dimensionnelle
- Planéité : stabilité au niveau du micron
- Rondité : contrôle cylindrique de haute précision
- Concentricité : vérification de tolérance serrée
Répétabilité des lots
Maintenez une uniformité SPC stricte du prototypage rapide à la production en grande série. Le contrôle dimensionnel est verrouillé pour minimiser les écarts sur les caractéristiques d’assemblage critiques.
Adaptation aux géométries complexes
Conçu pour résoudre la distorsion dans les sections à parois fines, les géométries irrégulières de moulage à la cire perdue et les surfaces durcies que le fraisage et le tournage standard ne peuvent stabiliser.

*Remarque : Les capacités ciblées sont personnalisées selon les exigences du dessin. L’approche d’ingénierie finale dépend de la structure de la pièce, du type de matériau, du statut du traitement thermique et des configurations de fixation. Vastmaterial examine vos tolérances de moulage et vos références lors de l’analyse DFM pour garantir une exécution fiable.
Surmonter les défis des composants critiques grâce aux services de rectification CNC
Lorsque les méthodes standards Fraisage CNC et Tournage CNC atteignent leurs limites techniques, la rectification de précision devient essentielle. Pour les pièces métalliques complexes et les composants industriels critiques, nos solutions de rectification sur mesure corrigent les erreurs dimensionnelles difficiles, les distorsions sévères des matériaux et les exigences strictes de finition de surface.
Instabilité des tolérances et distorsion après traitement thermique
Le défi : Le traitement thermique à haute température et la dureté extrême des matériaux provoquent régulièrement des déformations structurelles et des dérives dimensionnelles imprévisibles. Les outils de coupe conventionnels subissent une usure rapide et se déforment, entraînant des lots hors tolérance sur les pièces moulées durcies.
La solution : La rectification de matériaux durcis à l’aide de meules abrasives spécialisées élimine facilement le surplus après traitement thermique. Notre service de rectification CNC garantit des tolérances serrées jusqu’au niveau du micron, corrige les déformations thermiques et stabilise les dimensions finales.
Idéal pour : Composants en acier inoxydable trempé, arbres de transmission robustes et applications d’usinage de pièces moulées traitées thermiquement.
Limites strictes de rugosité Ra pour les surfaces d’accouplement
Le défi : Les systèmes de fluides haute pression, les joints dynamiques et les interfaces critiques pour la friction exigent une finition de surface ultra-lisse (souvent Ra 0,4 µm ou moins). Les trajectoires d’usinage standard laissent des traces d’outils visibles, des crêtes microscopiques et une ondulation directionnelle qui provoquent une usure prématurée des joints et des fuites.
La solution : La rectification de surface de précision optimisée et la rectification cylindrique éliminent les motifs d’usinage directionnels. Nous contrôlons les textures microscopiques en croisillons pour obtenir une excellente planéité et une cohérence de section, améliorant radicalement la rétention des fluides et la résistance à l’usure.
Idéal pour : Joints de pompe industrielle, sièges de soupape haute pression, plongeurs de vérins hydrauliques et composants de contrôle des fluides aéronautiques.
Exigences strictes de géométrie, circularité et planéité
Le défi : Les pièces complexes multi-axes nécessitent fréquemment des paramètres de concentricité, circularité et perpendicularité dans ±0,005 mm. Les systèmes de fixation standards et les géométries asymétriques des pièces moulées provoquent une flexion des pièces lors du tournage, entraînant des taux de rejet élevés pour les tolérances de forme critiques.
La solution : Grâce à la rectification interne dédiée, la rectification sans centre et les configurations multi-axes synchronisées, nous assurons un contrôle géométrique strict. Notre installation isole les contraintes d’usinage de la structure de la pièce pour garantir une concentricité et une circularité parfaites en production à grand volume.
Idéal pour : Composants de turbines aéronautiques, journaux de broches à grande vitesse, roues de compresseurs multi-étages et pièces de soupapes critiques.
Dérive dimensionnelle d’un lot à l’autre lors des productions en grande série
Le défi : La dégradation des outils lors des longues séries de production entraîne une dérive dimensionnelle. Pour les ensembles complexes nécessitant des ajustements précis par interférence ou transition, de légères variations entre les lots de pièces moulées provoquent des blocages sur la chaîne d’assemblage et des défaillances sur le terrain.
La solution : L’habillage automatisé des meules, le contrôle continu en cours de processus et la gestion qualité SPC en temps réel maintiennent des paramètres de rectification identiques du premier au cinquantième millième pièce. Cette approche rigoureuse minimise efficacement les rebuts et élimine les ajustements d’assemblage en aval.
Idéal pour : Composants de machines industrielles OEM, sous-ensembles de précision automobile et pièces d’équipement lourd nécessitant une intégration sans défaut.
Quand spécifier la rectification de précision par rapport au fraisage et au tournage
Dureté extrême des matériaux
Les outils conventionnels de tournage et de fraisage à pointe unique ne peuvent pas usiner efficacement les matériaux à surface dure. La rectification permet de traiter les aciers à outils trempés, les superalliages cobalt-chrome, les alliages résistants à la chaleur à base de nickel, et alliages à haute température les nuances sans microfissuration ni fracture.
Tolérances dimensionnelles au sous-micron
Lorsque les plans exigent un contrôle dimensionnel inférieur à ±0,01 mm, la déflexion des outils rend l’usinage standard impraticable. Les systèmes modernes de rectification CNC utilisent des broches rigides et une technologie de micro-avance pour atteindre des paramètres au sous-micron avec une répétabilité absolue.
Spécifications de finition de surface spéculaire Ra
Pour les applications critiques où tout contournement de fluide doit être totalement évité ou l’usure par friction drastiquement réduite, la rectification permet d’obtenir des finitions spéculaires exceptionnelles jusqu’à Ra 0,1 µm, un standard inatteignable par les procédés d’usinage classiques.
Optimisation proactive de l’ingénierie : Demandez une revue DFM gratuite
Avant de finaliser les plans d’approvisionnement, une revue complète de la Conception pour la Fabricabilité (DFM) est essentielle pour optimiser les coûts. Notre équipe d’ingénierie analyse les caractéristiques clés des plans pour optimiser les surépaisseurs de fonderie, affiner les structures de référence afin de limiter l’empilement des tolérances, et confirmer les méthodes de rectification appropriées. Cette coordination en amont élimine les modifications coûteuses en phase de production à grande échelle.
Méthodes et solutions de rectification CNC de précision
Le choix du bon procédé de rectification est crucial pour atteindre des tolérances au micron et des textures de surface spécifiques. Nous proposons une gamme complète de services de rectification optimisés pour les pièces de fonderie de précision et les formes complexes l'usinage composants.

Rectification plane
Idéale pour la finition des faces planes, des plans de référence et des grandes plaques industrielles. Nous utilisons la rectification plane pour garantir une planéité et un parallélisme exceptionnels sur les surfaces d’appui critiques.
- Permet d’obtenir une planéité supérieure et des finitions de surface Ra
- Contrôle précis de l’épaisseur pour les cales et plaques d’espacement
- Efficace sur les aciers à outils trempés et les pièces moulées traitées thermiquement

Rectification cylindrique
Axée sur les diamètres extérieurs (DE) des arbres, rotors et cylindres à étages. Ce procédé garantit une rondeur et une concentricité de haute précision pour les ensembles rotatifs.
- Tolérance serrée du diamètre extérieur et contrôle du faux-rond pour les arbres
- Capable de rectifier des profils coniques et à diamètres multiples
- Essentiel pour les composants aéronautiques et les moteurs à grande vitesse
Rectification interne
Finition de précision pour les trous d’alésage, les bagues et les diamètres intérieurs (DI). Nous visons une cylindricité stricte et une précision du diamètre là où l’alésage ou le rodage ne peuvent atteindre les spécifications.
- Dimensionnement précis des alésages pour les ajustements de roulements
- Finitions internes constantes pour les cylindres hydrauliques et de soupapes
- Gère les trous borgnes complexes et les épaulements internes

Rectification sans centre
Une solution à haute efficacité pour la production en grande série d’arbres longs, de goupilles et de bagues. Cette méthode élimine le besoin de centres, réduisant le temps de réglage.
- Débit rapide pour de grandes séries de pièces cylindriques
- Exceptionnelle cohérence dimensionnelle sur des milliers d’unités
- Idéal pour les tiges de petit diamètre et les pièces à grande longueur par rapport à la largeur
Conseil d’ingénierie : Choisir votre procédé
Quand privilégier la rectification
- Lorsque la dureté du matériau (HRC 45+) empêche un fraisage ou un tournage efficace
- Pour corriger la distorsion dimensionnelle après les traitements thermiques
- Lorsqu'une finition de surface Ra 0,4 ou meilleure est requise pour les joints
- Pour des exigences critiques de cotation géométrique et tolérances (GD&T) telles que la concentricité inférieure à 0,01 mm
Efficacité et optimisation des coûts
- Utiliser la rectification sans centre pour réduire les coûts unitaires des arbres simples
- Optimisez les surépaisseurs de fonderie pour minimiser les passes de meulage inutiles
- Combinez le meulage avec le tournage CNC en amont pour un contrôle géométrique total
- Un examen précoce de la conception pour la fabrication (DFM) permet d’éviter les montages excessifs et les outillages sur mesure
Post-traitement tout-en-un
Vastmaterial intègre la fonderie, le traitement thermique et le meulage en interne afin d’éliminer les erreurs de tolérance cumulées entre différents fournisseurs.
Maîtrise des matériaux durs
Nous sommes spécialisés dans le meulage de précision des alliages difficiles, y compris l’acier inoxydable, les superalliages résistants à la chaleur et les aciers à outils trempés.
Précision vérifiée
Chaque composant rectifié est vérifié à l’aide de MMT et de profilomètres de surface, garantissant que la planéité, la circularité et les objectifs de rugosité Ra sont entièrement documentés.
Capacité avancée en matériaux et ingénierie de meulage de précision post-fonderie
Atteindre des tolérances inférieures au micron sur Coulée sous pression nécessite une compréhension approfondie de la métallurgie et de l’usinage de finition spécialisé. En tant que fonderie à double expertise et atelier d’usinage de précision, Vastmaterial comble le fossé entre la géométrie brute de la fonderie et les exigences strictes du meulage CNC secondaire. Nous éliminons le risque multi-fournisseurs en gérant l’ensemble de la chaîne de processus, garantissant que vos composants proches de la forme finale sont rectifiés selon les spécifications exactes du plan sans dérive dimensionnelle ni dégradation structurelle.
Notre installation est entièrement équipée pour le meulage de l’acier inoxydable, de l’acier résistant à la chaleur, de l’acier au carbone dur, de l’acier faiblement allié, des superalliages à haute température et des alliages non ferreux. Parce que nous analysons comment la microstructure de la fonderie, les joints de grains et les lignes de séparation se comportent sous l’usinage abrasif à forte charge, notre équipe d’ingénierie adapte les vitesses de roue, les avances et les stratégies de refroidissement spécifiques à la phase métallurgique exacte de vos pièces.
Points de contrôle clés pour l’usinage après fonderie en moulage de précision
- Surépaisseur de fonderie et alignement des références: Nous concevons le moule brut avec des surépaisseurs d’usinage optimisées, calculées spécifiquement pour l’enlèvement par meule abrasive. En établissant des systèmes de références robustes dès la phase de fonderie, nous évitons les erreurs d’empilement et garantissons que vos diamètres internes critiques, diamètres externes et profils de faces s’alignent parfaitement lors de l’assemblage final.
- Effets du traitement thermique et gestion des contraintesLe traitement thermique post-coulée peut induire des contraintes résiduelles et une dureté de matériau irrégulière. Vastmaterial résout ce problème en utilisant des séquences d’ébauche et de rectification de finition par étapes. Nous intégrons des étapes de détente contrôlée entre les cycles d’usinage, atténuant la micro-déformation pour préserver une planéité, une circularité et une concentricité dimensionnelles strictes.
- Prévention des défauts de surface et contrôle de l’intégritéLes composants à haute teneur en alliage et résistants à la chaleur sont très sensibles aux brûlures de rectification, microfissures et transformations de phase sous friction. Notre contrôle de procédé repose sur des tests rigoureux en cours de fabrication par courant de Foucault ou particules magnétiques, une distribution optimisée du liquide de refroidissement et des paramètres précis de dressage de meule pour maintenir des valeurs Ra de finition de surface impeccables et une intégrité microstructurale absolue.
En collaborant avec Vastmaterial, vous bénéficiez d’un flux de travail d’ingénierie intégré où la métallurgie de la coulée informe directement les paramètres de rectification CNC. Cette approche unifiée minimise les taux de rebut, garantit les indices de capacité de procédé et fournit des composants prêts à assembler pour les environnements industriels les plus critiques.

Pièces typiques et applications industrielles
Vastmaterial propose des services de rectification de précision OEM adaptés aux environnements industriels exigeants. En reliant l’usinage de pièces issues de la coulée d’investissement à une rectification avancée à tolérances serrées, nous desservons des secteurs critiques nécessitant un contrôle dimensionnel exceptionnel, une planéité, une circularité et une concentricité précises sur des géométries complexes.

Composants de moteurs aéronautiques
Rectification aéronautique spécialisée pour structures en alliages haute température et composants de propulsion à sécurité critique. Nous maintenons des tolérances au micron sur des superalliages difficiles afin d’assurer l’intégrité structurelle sous de fortes contraintes thermiques.
- Tolérances géométriques ultra-serrées pour un ajustement fiable des rotors et stators
- Contrôle strict de la finition de surface Ra pour prévenir la fissuration par fatigue thermique
- Traitement répétable des ensembles de turbines en alliages résistants à la chaleur

Pièces de turbines pour la production d’énergie
Rectification de précision pour pièces de turbines à gaz, vapeur et éoliennes robustes. Notre procédé élimine la distorsion de la coulée et les micro-défauts, offrant une planéité et une concentricité supérieures pour les équipements rotatifs de grande taille.
- Contrôle précis de la planéité et de la circularité pour des sièges de pales sécurisés
- Vérification de la concentricité et du faux-rond pour les arbres rotatifs
- Enlèvement contrôlé de matériau pour intégrer la détente post-rectification

Noyaux de soupapes, sièges et surfaces d’étanchéité
Rectification de sièges de soupapes haute performance et rectification interne pour ensembles de gestion des fluides. Nous obtenons des finitions de surface miroir nécessaires pour l’étanchéité métal sur métal et une performance sans fuite.
- Objectifs de finition de surface Ra sous-micron pour des joints hermétiques
- Optimisation de la micro-géométrie pour éliminer le contournement du fluide et la friction
- Meulage expert de l’acier inoxydable trempé et des alliages à base de cobalt

Douilles, brides et connecteurs pour équipements industriels
Meulage cylindrique haute efficacité et meulage sans centre pour pièces de machines lourdes. Nous optimisons les surfaces d’accouplement sur les liaisons structurelles, les manchons hydrauliques et les connecteurs robustes pour un assemblage sans faille.
- Contrôle strict de l’empilement des tolérances de l’alésage et du diamètre extérieur pour les assemblages multipièces
- Contrôle de la perpendicularité et du faux-rond pour les composants à grande vitesse
- Cohérence des lots à grand volume grâce aux protocoles SPC automatisés

Post-traitement de précision pour la fonderie
Finition dédiée pour l’usinage de pièces en fonderie à cire perdue. Nous éliminons l’écart entre les tolérances de fonderie brutes et les dimensions finales de précision, en gérant la structure unique du matériau sans introduire de défauts de contrainte.
- Optimisation stratégique des tolérances de fonderie basée sur les plans de référence structurels
- Correction des distorsions complexes causées par le traitement thermique post-fonderie
- Prévention avancée des brûlures de meulage et élimination des défauts sous-surface

Applications personnalisées et spécialisées
Services de meulage CNC sur mesure pour composants à parois fines, géométries non standard et pièces en alliages propriétaires. Nous collaborons étroitement avec votre équipe R&D pour répondre à des critères techniques uniques sous protection totale de confidentialité.
- Développement d’ingénierie et production commerciale sous NDA complet
- Évolutivité flexible du prototypage rapide initial à la production de masse complète
- Examens DFM complets pour minimiser les risques de fabrication et le coût unitaire
Objectifs fondamentaux du meulage pour toutes les applications
Précision des surfaces d’accouplement
Atteindre des tolérances dimensionnelles et géométriques exceptionnelles pour garantir des ajustements fluides lors de l’assemblage, éliminer les incompatibilités physiques et réduire les réglages secondaires sur banc lors de l’intégration du système.
Qualité de l’interface d’étanchéité
Affiner les faces de contact à une planéité exacte et à des objectifs de faible rugosité Ra, essentiels pour prévenir les fuites de gaz ou de liquide sous des paramètres de haute pression et de vide.
Résistance à l'usure
Développer des textures de surface uniformes et à faible friction qui réduisent l’usure mécanique, minimisent la chaleur de friction et prolongent la durée de vie opérationnelle dans les systèmes à cycles élevés.
Cohérence de lot
Déployer des protocoles robustes et standardisés de dressage de meule et de rectification pour reproduire des profils physiques identiques sur des milliers de pièces de production au fil des lots successifs.
Pourquoi Vastmaterial pour vos besoins en rectification de précision
Vastmaterial se distingue en tant que fabricant intégré de rectification CNC avec une expertise approfondie en fonderie de précision et en usinage multi-axes. En gérant l’ensemble de la chaîne d’approvisionnement — de la fonderie et du traitement thermique à l’affinage final de la finition de surface et aux exigences de traitement de surface associées — nous éliminons les erreurs cumulatives typiques qui surviennent lorsque les pièces passent entre des sous-traitants non connectés.
Notre approche axée sur l’ingénierie garantit qu’avant la rectification, vos plans de composants font l’objet d’un examen rigoureux de la fabricabilité (DFM). Nous analysons les vecteurs de distorsion de la fonderie, les contraintes de serrage et les trajectoires d’engagement des outils dès le début pour éviter des erreurs coûteuses, au service de plus de 100 clients internationaux de longue durée avec des données d’ingénierie traçables.
Équipées pour la fabrication sous contrat à grande échelle, nos installations disposent d’une capacité de production mensuelle de 1,3 million de composants de précision. Notre atelier abrite des lignes de rectification CNC multi-types couvrant la rectification plane, cylindrique, interne et sans centre pour traiter les alliages métalliques durs, l’acier inoxydable et acier allié fiablement.
Grâce à des partenariats de recherche académiques et industriels à long terme, nous améliorons continuellement la technologie de dressage de meule et les méthodes de refroidissement pour supprimer totalement les risques de brûlure de rectification et de micro-fissuration. Chaque lot est accompagné de documents d’inspection vérifiés, offrant aux équipes d’approvisionnement modernes une transparence totale de la chaîne d’approvisionnement.
Confidentialité et garantie de livraison
Nous maintenons des flux de travail d’ingénierie sécurisés, signons et respectons des NDA formels pour protéger votre propriété intellectuelle exclusive. Tous les composants personnalisés sont rectifiés, inspectés et validés strictement selon vos plans, spécifications de matériaux et définitions de tolérances géométriques.
Que vous vérifiiez un design aéronautique en faible volume ou planifiiez des séries à grand volume pour la production de vannes industrielles, Vastmaterial équilibre une capacité flexible avec des contrôles qualité robustes pour garantir une livraison ponctuelle pour le fret et les lignes d’assemblage mondiales.
Du plan à la livraison : Processus et flux de travail de rectification CNC
Chez Vastmaterial, notre flux de travail transparent et auditable de rectification de précision garantit une répétabilité absolue, l’intégrité de surface et l’expédition à temps. Chaque phase d’ingénierie et de production — de l’analyse initiale du plan DFM à l’emballage final du composant — est rigoureusement contrôlée pour éliminer toute dérive dimensionnelle et satisfaire les spécifications de rectification à tolérances serrées sur vos pièces moulées et usinées critiques.
Examen du plan et des spécifications techniques (DFM)
Nos ingénieurs d’application évaluent vos plans techniques sous 24 à 48 heures. Nous vérifions minutieusement les tolérances dimensionnelles critiques, les références géométriques, les valeurs Ra de finition de surface ciblées et les attentes de traitement de surface ainsi que les méthodes d’inspection post-rectification. Cette phase proactive assure une parfaite concordance sur les caractéristiques et attentes des matériaux avant tout montage de meule.
- • Analyse détaillée de la cotation dimensionnelle et tolérancement géométrique (GD&T) incluant la planéité, la circularité et la concentricité
- • Vérification des tolérances de moulage à la cire perdue brut, des références de datums et de la faisabilité du serrage
- • Alignement sur les objectifs de rugosité de surface (Ra) et les critères d’essais non destructifs (END)
- • Évaluation de l’usinabilité des matériaux, de l’état actuel du traitement thermique et des variations de dureté
Planification du routage de procédé et de l’usinage
Nous élaborons une feuille de route personnalisée et multi-étapes qui cartographie les passes de meulage d’ébauche, de semi-finition et de finition finale. Pour les pièces moulées en alliages spéciaux, notre routage intègre stratégiquement des opérations thermiques et des cycles de détente pour contrer la déformation du matériau et stabiliser les microstructures sur des lots de production à grand volume.
- • Planification séquentielle des opérations de meulage d’ébauche et de finition avec des paramètres de meule optimisés
- • Programmation du revenu de détente ou du traitement thermique post-usinage pour prévenir les micro-déformations
- • Répartition personnalisée de la surépaisseur de moulage pour éviter le chargement prématuré de la meule
- • Sélection stratégique des abrasifs de meule (CBN, Al2O3 ou carbure de silicium) adaptés à votre alliage
Conception de dispositifs sur mesure et mise en place précise des références
La précision dimensionnelle au niveau du micron exige un maintien parfait des pièces. Les ingénieurs Vastmaterial conçoivent et fabriquent des dispositifs de maintien dédiés et rigides qui éliminent la déformation due au serrage, les vibrations structurelles et la déflexion localisée. L’établissement de surfaces de référence solides garantit que le meulage à tolérance serrée offre une concentricité et un parallélisme irréprochables.
- • Ingénierie interne de dispositifs mécaniques, hydrauliques ou magnétiques dédiés adaptés aux références du plan
- • Optimisation de la force de serrage et simulation FEA pour éliminer la distorsion des composants à parois fines
- • Préparation physique, nettoyage et qualification de tous les points de référence primaires et secondaires
- • Contrôle du faux-rond avant meulage, lecture totale de l’indicateur (TIR) et vérification de l’alignement sur la broche de la machine
Exécution du meulage CNC et surveillance en cours de processus
Nos systèmes de meulage CNC multi-axes fonctionnent sous des contrôles stricts et pilotés par les données. Les vitesses d’avance, les vitesses de surface de la meule et la distribution de liquide de refroidissement à haute pression sont synchronisées pour isoler l’énergie thermique, évitant les brûlures de meulage, le revenu métallurgique et les microfissures. Les boucles de rétroaction en temps réel assurent des taux d’enlèvement de matière constants et un contrôle supérieur de la finition de surface Ra.
- • Ajustement dynamique de l’avance et de la vitesse basé sur la charge réelle de la broche et la résistance du matériau
- • Filtration synthétique à grand volume et ciblée du liquide de refroidissement pour éliminer le stress thermique et les brûlures de surface
- • Cycles automatisés et programmables de dressage de la meule pour maintenir une netteté et une géométrie optimales du grain
- • Analyse continue des vibrations et détection des émissions acoustiques pour atténuer les marques de broutage
Métrologie, inspection CMM et vérification qualité
La précision n’est valable que si elle peut être mesurée. Nous effectuons un échantillonnage strict au niveau opérateur pendant la production, ainsi qu’un audit final complet dans notre laboratoire de métrologie à température contrôlée. Chaque diamètre extérieur (DE), diamètre intérieur (DI) et exigence de forme critique est entièrement validé et soutenu par des données avant la livraison.
- • Suivi des coordonnées en cours de processus et cartographie SPC (Contrôle Statistique de Processus) pour l’analyse des tendances
- • Inspection CMM des variables géométriques incluant la planéité, la cylindricité et la concentricité
- • Vérification du profil de rugosité de surface à l’aide de profilomètres à contact et de scanners optiques
- • Essais par magnétoscopie ou ressuage pour confirmer l’absence totale de microfissures et de brûlures
- • Traçabilité complète du lot avec fourniture standard de rapports d’inspection dimensionnelle et de certificats matière
Nettoyage ultrasonique, prévention de la rouille et emballage pour l’exportation
Après l’inspection finale, tous les composants finis subissent un nettoyage en profondeur pour éliminer complètement l’huile de rectification et les particules. Nous traitons les surfaces avec des inhibiteurs de corrosion ciblés et emballons les éléments dans des matériaux robustes à barrière contre l’humidité, conçus pour le transport international. Vos composants arrivent propres, protégés et prêts pour un assemblage immédiat.
- • Nettoyage ultrasonique en plusieurs étapes pour éliminer les micro-abrasifs et les résidus de liquide de refroidissement
- • Application d’huiles anticorrosion haut de gamme ou de films VCI secs adaptés aux durées de stockage
- • Inserts en mousse moulés sur mesure et mise sous vide avec barrière contre l’humidité pour éliminer les dommages physiques
- • Étiquetage clair des boîtes extérieures contenant les numéros de pièce, les détails de commande, les codes de lot et les scellés de validation QC
- • Conformité aux normes internationales ISPM-15 sur le bois et emballage sécurisé pour le transport maritime/aérien
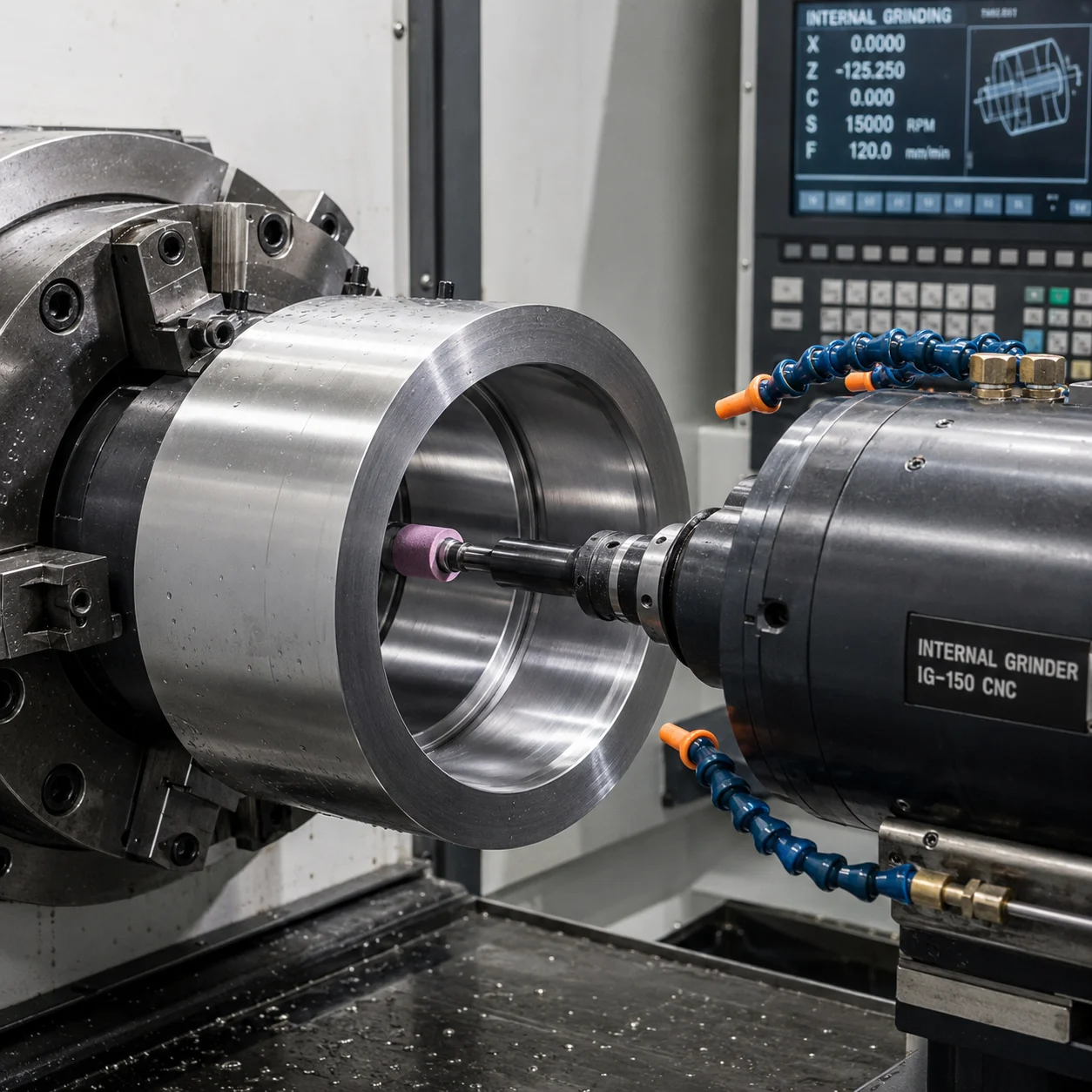
Rectification de précision CNC en action
Découvrez la précision et l’efficacité de la rectification CNC (Commande Numérique par Ordinateur), un procédé essentiel pour obtenir des états de surface ultra-fins et des tolérances dimensionnelles extrêmement serrées dans la fabrication moderne. Cette technique avancée utilise des systèmes automatisés pour guider les meules avec une précision extrême, garantissant que chaque composant respecte des normes de qualité rigoureuses.
De l’aéronautique et des dispositifs médicaux à l’automobile et à l’outillage, la rectification de précision CNC est indispensable pour la production de pièces haute performance. Elle améliore considérablement la durabilité, la fonctionnalité et l’aspect esthétique des produits en retirant la matière avec une précision au micron. Notre engagement envers la technologie de pointe et le savoir-faire garantit des résultats supérieurs, même pour les géométries les plus complexes.
Assistez à la transformation des matières premières en composants hautement raffinés, illustrant la puissance de l’automatisation pour atteindre une précision et une intégrité de surface inégalées.

Pourquoi notre processus de rectification protège votre chaîne d’approvisionnement
Traçabilité sans compromis
Chaque étape de fabrication et d’inspection est documentée, sérialisée et traçable. Vous recevez des données complètes de métrologie et des journaux de lots pour une visibilité totale de la chaîne d’approvisionnement.
Atténuation des risques d’ingénierie
Notre analyse approfondie du plan DFM en amont identifie les distorsions thermiques potentielles, les incompatibilités d’allocation de moulage et les faiblesses structurelles avant même le début de la production.
Cohérence absolue des lots
En associant des feuilles de routage de processus CNC standardisées à des intervalles stricts de dressage automatisé des meules, nous garantissons une précision identique au niveau du micron, du prototype à la production en série.
Prêt à optimiser votre projet de rectification CNC ?
Soumettez vos dessins d’ingénierie complexes dès aujourd’hui pour recevoir une évaluation complète de fabrication et un devis commercial précis sous 24 à 48 heures. Notre équipe technique est prête à analyser vos tolérances, affiner les références de fabrication et proposer un chemin de traitement fiable et rentable.
Formats pris en charge : STEP, IGES, SolidWorks, PDF | Protocoles NDA stricts appliqués | Expédition mondiale sans faille
Contrôle qualité et vérification des tolérances serrées pour la rectification CNC
Chez Vastmaterial, nos services de rectification de précision sont soutenus par un contrôle qualité rigoureux pour la rectification. Nous veillons à ce que chaque pièce moulée usinée soit strictement conforme à vos exigences de dessin technique et aux normes de fabrication internationales.
Méthodes de contrôle qualité en boucle fermée
Vérification des matériaux entrants et des ébauches
Nous auditons les pièces moulées reçues pour leur intégrité structurelle, leur dureté et les contraintes de traitement thermique avant qu’elles n’atteignent nos meules afin de prévenir les défauts de traitement.
Suivi dimensionnel en cours de processus
L’inspection en temps réel pendant les étapes de rectification de surface, cylindrique et sans centre protège contre la brûlure de rectification, la déformation thermique et la dérive dimensionnelle.
Clôture de non-conformité & SPC
Toute variation déclenche une analyse immédiate des causes profondes, des corrections de décalage d’outil et des protocoles d’isolement stricts pour garantir la cohérence de votre production, du prototype à la grande série.
Éléments d’inspection mesurables & caractéristiques géométriques
Analyse dimensionnelle critique
Vérification au niveau micron des diamètres extérieurs (DE), diamètres intérieurs (DI), hauteurs de marche et épaisseurs de paroi pour des caractéristiques d’assemblage complexes.
Vérifications de forme et de position GD&T
Inspections complètes de rectification de circularité, de planéité et de concentricité à l’aide de systèmes de mesure automatisés multi-axes avancés.
Évaluation de l’état de surface Ra
Inspections au profilomètre pour garantir les exigences spécifiques de texture de finition de surface en micro-pouces sur les joints industriels critiques et les composants d’usure aéronautiques.
Enregistrement des dimensions clés & échantillonnage statistique
Plans d’échantillonnage par lot conformes à l’AQL associés à une archivage numérique des enregistrements assurent la traçabilité structurelle pour les audits industriels exigeants.


Conformité rigide & normes de métrologie
Vastmaterial comble le fossé entre la fonderie de précision et les tolérances ultra-serrées. Notre laboratoire de métrologie dédié dispose d’une inspection CMM avancée et d’outils spécialisés d’analyse de surface pour confirmer que chaque géométrie complexe correspond parfaitement à votre plan.
Traçabilité complète des matériaux, du coulage de l’alliage brut jusqu’à la rectification finale micro-finition
Rapports d’inspection personnalisés (journaux dimensionnels, traces de rugosité) fournis sur demande
Contrôle statistique des procédés (SPC) déployé sur les lignes de production de masse pour suivre les tendances CPK
Respect strict des protocoles de qualité ISO et des normes d’ingénierie spécifiques au client
Besoin de rapports d’inspection vérifiables pour votre projet ?
Nous soutenons nos affirmations sur le meulage à tolérance serrée par des données physiques vérifiables. Contactez notre équipe d’ingénierie pour examiner des échantillons de rapports CMM et d’état de surface avant le début de votre production.
Spécifications de fabrication livrables : planéité, circularité et capacités de surface
Au lieu de faire des affirmations générales sur la précision, Vastmaterial fournit une liste explicite des paramètres géométriques, dimensionnels et de texture (y compris le traitement de surface) que nous livrons régulièrement pour les composants critiques moulés et usinés. En optimisant la sélection de la meule, les vitesses d’avance et le maintien des pièces, notre équipe de production contrôle la déformation complexe des pièces après traitement thermique afin d’atteindre des objectifs de meulage à tolérance serrée sur des pièces industrielles exigeantes.
Contrôle dimensionnel
- • Ajustements de précision du diamètre extérieur (DE)
- • Alignements de l’alésage du diamètre intérieur (DI)
- • Contrôle de l’épaisseur au niveau microscopique
- • Hauteur de marche et épaules correspondantes
- • Dimensions critiques d’ajustement serré
Forme géométrique et faux-rond
- • Rectification de la planéité pour faces d’étanchéité
- • Précision du profil de circularité et de cylindricité
- • Rectification de la concentricité pour alésages concentriques
- • Coaxialité et faux-rond total (TIR)
- • Position réelle selon les spécifications du dessin
Finition de surface et intégrité
- • Objectifs de rugosité Ra à l’échelle du micron
- • Cohérence du motif croisé de la texture de surface d’étanchéité
- • Ébavurage et chanfreinage précis des arêtes
- • Prévention des brûlures de rectification et des microfissures
- • Passages sans contrainte pour pièces à parois fines
Note de conformité : Les tolérances exactes, la planéité, la circularité et la concentricité réalisables sont régies par les propriétés matérielles inhérentes, la géométrie des composants, la dureté du traitement thermique et les schémas de référence de base. Vastmaterial croise vos tolérances de moulage par investissement avec les tolérances finales de meulage CNC lors de notre examen initial de DFM pour garantir la conformité répétable et vérifiable aux plans.
Pourquoi choisir Vastmaterial pour le meulage CNC
Des moulages par investissement bruts aux tolérances finales au niveau micron, nous unifions le moulage, le traitement thermique et le meulage de précision sous un même toit pour éliminer les erreurs cumulatives de plusieurs fournisseurs.
Contrôle de Processus Intégré
Nous gérons l'ensemble du cycle de vie, de la géométrie du moulage et des tolérances d'usinage à la détente des contraintes et au meulage final, réduisant ainsi le risque de distorsion dimensionnelle et de goulets d'étranglement dans la finition.
Expertise en Composants Moulés Complexes
Spécialisés dans la manipulation de géométries à parois minces, de configurations de référence complexes et de matériaux difficiles à usiner comme l'acier inoxydable et les alliages à haute température sans micro-fissures ni brûlures de surface.
Collaboration DFM Proactive
Notre équipe d'ingénierie fournit des retours sur la fabrication dans les 24 à 48 heures, optimisant les dispositifs de fixation, les tolérances de meulage et les plans de référence pour sécuriser la capacité de processus avant la production.

Capacité de Production et Qualité Prouvées
1,3 Million de Composants Mensuels
Notre installation de précision à haut volume gère sans effort les demandes d'échelle, de l'évaluation rapide de prototypes aux séries de fabrication commerciale complètes.
Partenaire de Chaîne d'Approvisionnement Mondiale
Servant plus de 100 clients internationaux à long terme dans les secteurs de l'aérospatiale, des pompes industrielles, des vannes, de la turbomachine et de l'énergie.
Alliances R&D et Académiques
Collaborant avec des instituts de recherche aérospatiale d'élite et des laboratoires métallurgiques pour faire progresser continuellement nos techniques de meulage pour des superalliages avancés résistants à la chaleur.
Avez-vous des Composants Complexes avec des Tolérances Serrées ?
Téléchargez vos dessins STEP, IGES ou PDF aujourd'hui. Nos experts en ingénierie examineront vos tolérances, spécifications matérielles et références pour fournir une proposition de fabrication optimisée.
Rectification CNC & Usinage de Précision : Questions Fréquemment Posées
Découvrez des analyses techniques concernant les opérations de rectification haute précision, les considérations spécifiques aux matériaux, les délais de production et les protocoles de qualité. Nos revues d’ingénierie en phase initiale permettent de réduire les risques de fabrication et d’optimiser les flux de travail entre la fonderie et l’usinage.
Quand un projet doit-il utiliser la rectification CNC plutôt que le fraisage ou le tournage standard ?
La rectification de précision est le procédé de finition privilégié lorsque la conception des composants exige un contrôle dimensionnel extrêmement strict, des tolérances géométriques au niveau microscopique ou des états de surface ultra-lisses que les outils de coupe conventionnels ne peuvent garantir de manière fiable. La rectification CNC est généralement requise lorsque :
- La dureté du matériau de la pièce dépasse 45 HRC, comme les aciers à outils trempés, les alliages à base de cobalt ou les pièces moulées en investissement traitées thermiquement.
- L’exigence de finition de surface est stricte, visant une rugosité Ra de 0,4 µm jusqu’à une réflectivité au niveau du micron.
- Les surfaces d’étanchéité critiques, les portées de roulement ou les sièges de soupape nécessitent une précision géométrique absolue en planéité, circularité ou concentricité pour éviter les fuites de fluides ou l’usure mécanique prématurée.
- Les étapes de fabrication suivantes exigent une stabilité dimensionnelle parfaite, nécessitant la correction des distorsions induites lors du traitement thermique à haute température.
Comment Vastmaterial réduit-il les risques tels que la brûlure de rectification, les microfissures et la distorsion thermique ?
Les brûlures de rectification, les microfissures et la distorsion structurelle surviennent lorsque des frottements incontrôlés génèrent une énergie thermique excessive à la zone de contact. Chez Vastmaterial, nos ingénieurs en usinage mettent en œuvre des contrôles rigoureux des procédés pour préserver l’intégrité des matériaux :
- Élimination progressive du surplus de matière : Nous séparons les paramètres agressifs de rectification brute des passes de finition délicates, minimisant l’accumulation de chaleur dans le substrat.
- Distribution de liquide de refroidissement à haute pression : Nous utilisons des systèmes de filtration de liquide de refroidissement à débit élevé et régulé en température, dirigés précisément vers l’interface meule-pièce pour dissiper la chaleur et évacuer immédiatement les copeaux.
- Sélection et dressage de la meule : La granulométrie, les types de liant et les intervalles de dressage sont adaptés scientifiquement à la métallurgie spécifique de l’alliage pour éviter le glaçage de la meule.
- Soulagement des contraintes thermiques : Lors du traitement de composants fortement sollicités, des opérations de revenu de soulagement des contraintes sont intégrées entre les séquences de dégrossissage et de finition.
- Contrôles non destructifs: Nous utilisons des techniques d’inspection spécialisées ainsi que la profilométrie de surface pour confirmer l’absence de défauts thermiques subtils.
Pouvez-vous finir des pièces brutes de fonderie ? Quelles tolérances de matière doivent être prévues ?
Oui. Grâce à une infrastructure intégrée de fonderie et d’usinage, Vastmaterial est spécialisé dans la finition des pièces brutes issues de la fonderie à cire perdue. L’allocation de matière appropriée pour l’usinage et la rectification varie selon les dimensions globales de la pièce, la configuration de la fonderie et les objectifs de tolérance finale :
- Surfaces brutes de fonderie : Une tolérance de 0,5 mm à 1,5 mm par côté est recommandée si l’on souhaite contourner le tournage ou le fraisage préliminaire pour enlever directement la peau de fonderie par rectification grossière.
- Passes de finition de précision : Pour les surfaces pré-usinées, une tolérance de reprise de 0,1 mm à 0,3 mm garantit que la meule abrasive élimine toutes les marques d’outils et atteint la dimension nominale.
- Datums géométriques principaux : Allouer 0,2 mm à 0,5 mm de matière nous permet d’établir des plans de référence parfaitement plats et d’équerre qui stabilisent les configurations ultérieures.
- Tolérance de traitement thermique : Pour les alliages nécessitant une trempe après l’usinage grossier, nous recommandons d’ajouter 0,3 mm à 0,8 mm de matière pour rectifier en toute sécurité toute déformation volumique causée par la trempe.
Quels documents qualité, données d’inspection et rapports sont fournis à la livraison ?
Nous fournissons une vérification complète de l’assurance qualité avec chaque lot de production pour garantir le respect strict des spécifications du client :
- Rapports dimensionnels : Documentation complète de toutes les dimensions linéaires critiques, y compris les diamètres extérieurs (DE), les diamètres intérieurs (DI), les longueurs et les épaulements.
- la GDT — Dimensionnement et tolérancement géométriques (GD&T) Données vérifiées pour les tolérances complexes telles que la planéité, la circularité, la cylindricité, la concentricité et le faux-rond total.
- Traces de profilomètre de surface : Vérification quantitative des exigences de finition de surface (exprimées en valeurs Ra, Rz ou Rmax) à l’aide d’instruments de mesure étalonnés.
- Rapports avancés CMM et vision : Des profils d’inspection de machine à mesurer tridimensionnelle de haute précision peuvent être générés pour des applications complexes en aérospatiale, défense ou hydraulique.
- Traçabilité complète des lots : Dossiers complets reliant les composants finis à leurs coulées d'origine, certificats de matériaux et graphiques de traitement thermique.
Quels sont vos délais habituels pour les prototypes de rectification sur mesure et les séries de production en masse ?
Les délais sont déterminés par la géométrie des composants, le volume total de la commande, les exigences d’ingénierie des dispositifs et les chaînes d’approvisionnement en matières premières intégrées :
- Devis et études de faisabilité : Des retours d’ingénierie détaillés et des devis commerciaux fermes sont réalisés sous 24 à 48 heures.
- Prototypage et première pièce (1–10 pièces) : Généralement réalisé en 2 à 4 semaines, incluant la conception de dispositifs de maintien sur mesure, le profilage des meules et un rapport d’inspection complet.
- Lots de volume moyen (11–100 pièces) : Varie de 3 à 6 semaines, selon l’approvisionnement en matériaux, les exigences de pré-usinage et les files d’attente de traitement thermique.
- Production de masse à grand volume (100+ pièces) : Nécessite 6 à 12 semaines pour optimiser les paramètres de traitement, établir des boucles de contrôle statistique des processus (SPC) et coordonner les calendriers de livraison continue.
- Voies de fabrication accélérées : Des plannings accélérés peuvent être mis en œuvre pour les projets critiques, sous réserve de la capacité actuelle de l’installation.
Comment les stratégies de rectification de précision CNC s’adaptent-elles aux différents types de métallurgie ?
Les propriétés chimiques et mécaniques d’un alliage déterminent sa rectifiabilité, les caractéristiques de chargement de la meule et les vitesses d’avance idéales :
- Aciers inoxydables (séries 300 & 400, duplex) : Fortement sujet à l’écrouissage et à un comportement collant ; géré grâce à des structures abrasives spécialisées et un dressage continu de la meule pour éviter le glaçage de surface.
- Superalliages et aciers résistants à la chaleur (Inconel, Hastelloy) : La résistance au cisaillement extrême et la faible conductivité thermique nécessitent des meules super-abrasives (telles que CBN) et un refroidissement intensif pour maintenir les profils géométriques.
- Alliages de carbone et aciers à outils : Offrent des caractéristiques de rectification prévisibles, permettant des temps de cycle rapides, une grande précision dimensionnelle et une économie de finition optimale.
- Fontes (ductile, grise) : Le graphite libre facilite la rupture des copeaux mais nécessite un bridage structuré pour éliminer le risque de micro-écaillage le long des arêtes vives non soutenues.
- Alliages non ferreux (aluminium, cuivre, bronze) : Matériaux tendres sujets à l’encrassement des pores de la meule ; traités avec des meules à structure ouverte fonctionnant à grande vitesse de surface avec des lubrifiants spécifiques.
Vastmaterial prend-il en charge les accords de non-divulgation (NDA) formels et l’emballage d’exportation international ?
Oui. En accompagnant des clients industriels internationaux dans des secteurs tels que l’aéronautique, l’énergie et les dispositifs médicaux, nous appliquons des protocoles rigoureux de sécurité des données et d’expédition :
- Protection des données confidentielles : Nous signons régulièrement des NDA mutuels. Les plans techniques propriétaires et les procédés de fabrication restent isolés dans des réseaux internes sécurisés.
- Emballage anti-corrosion : Les surfaces rectifiées de haute précision reçoivent une protection multicouche spécialisée, incluant des revêtements VCI (inhibiteur de corrosion volatil), des barrières d’huile et des scellages sous vide.
- Protection sécurisée lors du transport : Les composants sont individuellement calés dans des mousses moulées sur mesure ou des séparateurs cellulaires à l’intérieur de caisses en bois robustes pour éliminer tout dommage par impact lors du transport international.
- Assistance à la conformité à l’exportation : Nous fournissons toute la documentation réglementaire essentielle, y compris les fiches de matériaux d’usine, les certificats de conformité (CoC) et les manifestes d’expédition personnalisés.
Le meulage est-il disponible en tant que service contractuel autonome, ou doit-il être combiné avec la fonderie ?
Nous proposons le meulage CNC à la fois comme service de finition contractuel autonome et dans le cadre d’une solution de fabrication entièrement intégrée :
- Service de finition autonome : Les clients peuvent fournir leurs propres composants prémachinés, pièces brutes de fonderie ou pièces forgées. Nous gérons le contrôle qualité à l’arrivée, l’ingénierie de mise en place et l’exécution précise du meulage.
- Garanties d’inspection à l’arrivée : Pour les ébauches fournies par le client, nous vérifions la géométrie avant meulage, la cohérence de la dureté et les caractéristiques de référence avant de commencer le processus de meulage.
- L’avantage du fournisseur unique : Transférer l’ensemble de votre fonderie, traitement thermique, prémachinage et meulage final à Vastmaterial élimine les délais de transit entre fournisseurs et les lacunes de responsabilité.
- Optimisation des coûts : Combiner la fonderie et l’usinage sous un même toit nous permet d’ingénier des enveloppes de stock plus petites, réduisant le poids total des composants et les temps de cycle d’environ 15 % à 25 %.
Comment les non-conformités de fabrication sont-elles gérées si un composant échoue à l’inspection ?
Notre flux de gestion de la qualité met l’accent sur une résolution transparente et une action corrective immédiate pour toute dimension hors tolérance :
- Isolement en temps réel : Les boucles de contrôle en cours de processus isolent immédiatement les variations, contenant les défauts potentiels bien avant l’emballage final.
- Recherche de la cause racine : Les équipes qualité analysent la source de l’erreur, vérifiant la rigidité des dispositifs, la déformation thermique, l’usure de la roue ou la variation des matières premières.
- Action corrective et préventive (CAPA) : Les programmes CNC, les cycles de dressage de meule ou les configurations de dispositifs de maintien sont modifiés pour éviter toute récurrence.
- Ingénierie de retouche : Si un composant hors spécifications possède encore du matériau, il est soigneusement retouché selon les spécifications du plan sous une supervision technique rapprochée.
- Rapport détaillé : Les clients reçoivent des rapports formels de non-conformité (NCR) détaillant les causes racines et les ajustements techniques spécifiques effectués pour garantir les lots suivants.
Envoyez votre dessin pour un devis de rectification CNC
Obtenez des analyses DFM complètes, une planification de processus et des estimations compétitives de rectification de précision OEM sous 24 à 48 heures pour vos besoins en fraisage CNC et tournage CNC en aval.
Pourquoi s'associer à Vastmaterial ?
- Retour technique sous 24–48h : Évaluations techniques rapides, analyse de prévention des brûlures de rectification et structures de coûts précises.
- Du prototype à la production de masse : Gestion fluide de la montée en échelle, des essais à faible volume et forte diversité jusqu’aux séries continues à grand volume.
- Protection stricte par NDA : Respect total des accords de confidentialité pour protéger les composants industriels et les conceptions propriétaires.
Assistance directe au projet
Division d’usinage de précision Vastmaterial
Dongying, Shandong, Chine
Email : precisionmetal@vast-cast.com
WhatsApp/Téléphone : WhatsAPP : 0086-13345064499