Alliages en aluminium moulé sous pression — Fourniture OEM et sélection d'alliages
alliages en aluminium moulé sous pression pour la fonderie sous pression haute performance (Fonderie sous pression haute performanceVeuillez inclure A380, ADC12, A413, B390, et 518 grades conçus pour pièces légères, résistance à la corrosion, et conductivité thermique. Injection de production standard aluminium en fusion en durci moule en acier cavités à plus de 10 000 PSI après moulage finition de surface de base et anodisation options. La quantité minimum de commande (MOQ) commence généralement à 500 pièces pour les programmes OEM répétés ; spécifique à l'alliage résistance à la traction Les devis pour les données et les outils seront retournés dans un délai de 48 à 72 heures.
Le processus de fabrication de précision
Le cœur de la fonderie sous pression haute performance (HPDC) tourne autour de la vitesse, de la pression et de la précision. Le processus commence par la fusion d'alliages d'aluminium à des températures extrêmes.
- Injection : Le aluminium en fusion est forcée dans un moule robuste moule en acier (ou presse) sous une pression immense.
- Solidification : Le métal refroidit rapidement à l'intérieur de la cavité conçue avec précision, prenant ses dimensions exactes.
- Éjection : Le moule s'ouvre, et la pièce solidifiée est éjectée, prête pour une finition secondaire minimale.
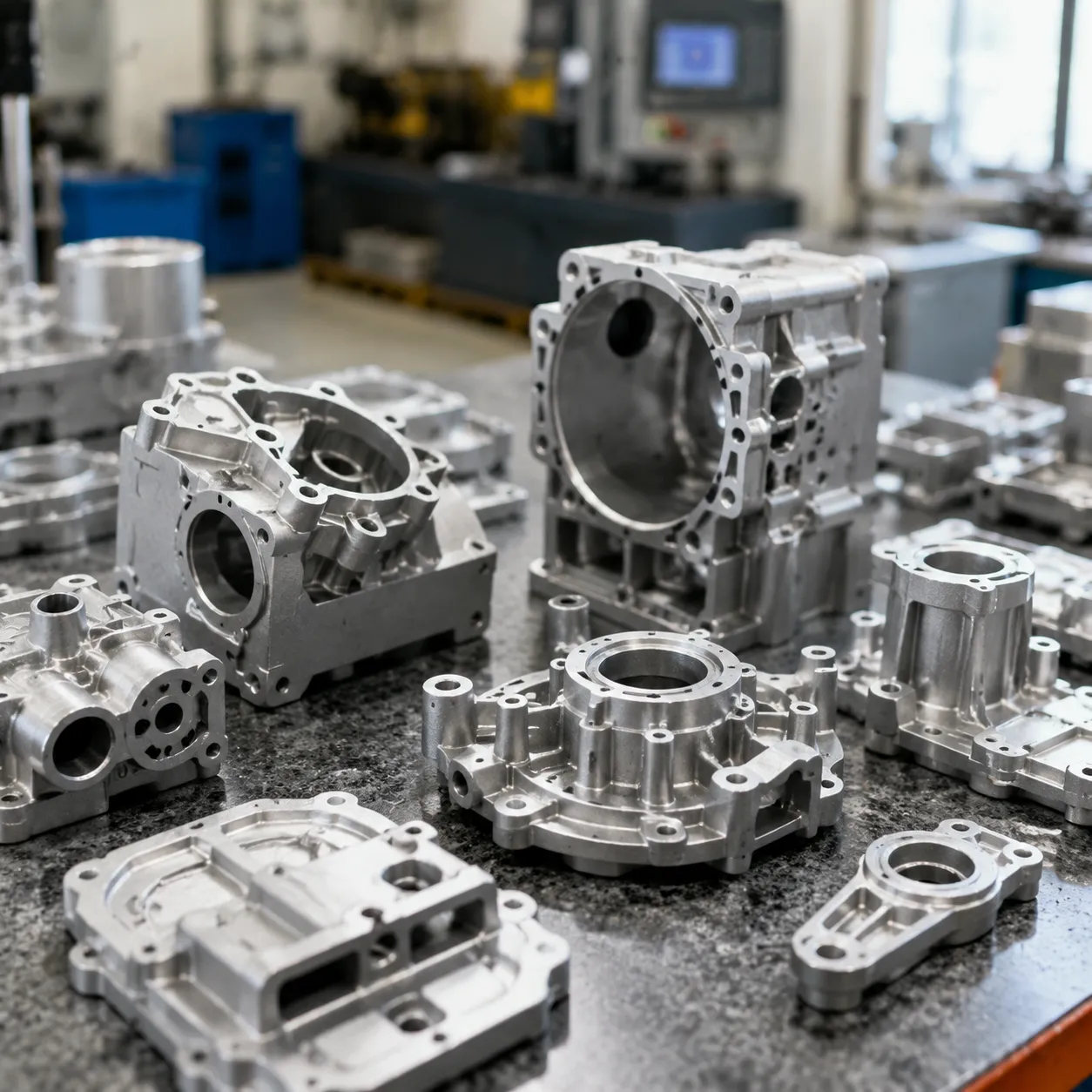
Ce cycle hautement automatisé nous permet de produire des milliers de pièces identiques en forme nette avec une cohérence remarquable et un minimum de déchets de matériau.
Aluminium en Fonderie Sous Pression (HPDC) vs. Aluminium en Fonderie Traditionnelle
Choisir la bonne méthode de moulage influence directement la performance de la pièce et les coûts de production. Alors que des méthodes traditionnelles comme la fonderie sur sable ou la fonderie en moule permanent ont leur place, le HPDC offre des avantages distincts pour la fabrication de haute volume et de précision.
| Caractéristique | Fonderie d'Aluminium sous Pression (HPDC) | Aluminium en Fonderie Traditionnelle |
|---|---|---|
| Vitesse de production | Extrêmement rapide ; idéal pour de grands volumes | Cycles plus lents ; demande beaucoup de travail manuel |
| Épaisseur de paroi | Murs ultra-fins réalisables | Des murs plus épais sont nécessaires |
| Précision dimensionnelle | Tolérances très strictes | Précision modérée à faible |
| Finition de surface | Surface lisse, supérieure à la coulée brute | Texture plus rugueuse ; nécessite plus d'usinage |
Caractéristiques clés et résistances des matériaux
alliages en aluminium moulé sous pression sont privilégiés mondialement car ils combinent des propriétés légères avec une performance mécanique robuste. Lors de la conception de composants pour des environnements exigeants, ces matériaux offrent une solution à haute résistance prévisible.
- Résistance à la traction élevée : Résistent aux charges structurelles et au stress mécanique sans défaillance.
- Excellente résistance à la corrosion : Se forment naturellement une couche d'oxyde protectrice, ce qui les rend idéaux pour des environnements difficiles.
- Excellente conductivité thermique : Dispersent rapidement la chaleur, une exigence critique pour l'électronique moderne et les systèmes de refroidissement automobiles.
- Stabilité dimensionnelle : Conservent leur forme exacte et leur intégrité structurelle sous des températures fluctuantes et une usure opérationnelle intense.
Alliages d'aluminium moulé sous pression — Avantages en performance et HPDC
Notre services de moulage en aluminium offrent un moyen très efficace de produire des composants complexes et durables pour des industries mondiales exigeantes. En forçant l'aluminium fondu dans des moules en acier réutilisables sous une pression immense, ce procédé offre des avantages structurels et commerciaux significatifs par rapport à d'autres méthodes de fabrication.
Rapport résistance/poids élevé
Une des principales raisons pour lesquelles les équipes d'ingénierie privilégient les alliages d'aluminium moulé sous pression est leur résistance incroyable sans le poids structurel de l'acier ou du fer.
- Performance légère : L'aluminium pèse environ un tiers du poids de l'acier, ce qui en fait le choix privilégié pour les pièces modernes légères.
- Intégrité structurelle : Malgré leur légèreté, les composants fabriqués à partir de ces alliages résistent à des contraintes de fonctionnement élevées et à des impacts environnementaux difficiles.
- Consolidation des composants : La haute résistance mécanique permet de concevoir des parois plus fines et d'intégrer plusieurs pièces en une seule coulée cohésive, réduisant le poids global de l'assemblage.
Excellente conductivité thermique et électrique
Gérer la chaleur et les courants électriques est une exigence critique pour les composants industriels modernes. Les alliages d'aluminium moulé sous pression excellent dans le transfert efficace d'énergie.
- Dissipation rapide de la chaleur : L'aluminium transfère la chaleur loin des composants internes critiques bien plus rapidement que l'acier ou les plastiques. Cela en fait le matériau de choix pour les boîtiers électroniques et les composants de production d'énergie.
- Protection EMI/RFI : Les propriétés naturelles de l'aluminium offrent une protection intégrée contre les interférences électromagnétiques et radiofréquences, protégeant les circuits sensibles à l'intérieur du boîtier.
Précision, géométries complexes et tolérances strictes
La coulée sous pression haute pression (HPDC) offre une précision dimensionnelle inégalée, à chaque cycle, même en production de masse.
- Fabrication en forme nette : Nous produisons des formes complexes avec des détails internes élaborés directement à partir du moule, éliminant le besoin d'une usinage CNC secondaire coûteux.
- Tolérances serrées : Le procédé maintient des tolérances dimensionnelles extrêmement strictes de manière cohérente sur des séries de milliers de pièces.
- Capacités de parois minces : Nos conceptions d'outillage avancées permettent des parois incroyablement fines tout en conservant la stabilité structurelle, réduisant les coûts de matériau et maximisant l'espace interne pour les composants.

Alliages courants pour la fonderie d'aluminium
Le choix du bon matériau détermine la performance, la durabilité et le coût de votre produit final. Nous travaillons avec des alliages d'aluminium moulé sous pression spécialisés adaptés aux exigences industrielles distinctes.
A380 : La norme de l'industrie pour les pièces structurelles
L'A380 est le pilier incontesté de l'industrie moderne de la fonderie sous pression. Il offre le meilleur équilibre des propriétés matérielles, en faisant le choix privilégié pour les composants structurels.
- Excellente fluidité : Se déverse facilement dans les moules, réduisant les défauts de moulage.
- Propriétés mécaniques élevées : Offre une résistance à la traction forte et une intégrité structurelle sous contrainte.
- Concentration sur l’application : Largement utilisé pour les supports automobiles, supports de moteur et boîtiers électroniques robustes.
A383 (ADC12) : Idéal pour les composants complexes
Lorsqu'un design nécessite des géométries très complexes ou des parois exceptionnellement fines, l'A383 (souvent appelé ADC12) est l'alternative idéale à l'A380.
- Remplissage amélioré du moule : La teneur en silicium plus élevée améliore la fluidité lors du travail avec de l'aluminium fondu.
- Résistance à la fissuration à chaud : Protège les formes complexes contre la fissuration pendant le refroidissement à l'intérieur du moule en acier.
- Concentration sur l’application : Parfait pour les boîtiers informatiques complexes, les composants électroniques spécialisés et les outils manuels détaillés — voir Pièces en aluminium usinées CNC ADC12 pour les programmes de précision après moulage.
A360 & A413 : Résistance à la corrosion maximale
Pour des conditions environnementales difficiles, A360 et A413 offrent une protection de premier ordre là où d'autres alliages échouent.
- A360 : Offre une ductilité supérieure et une excellente résistance à la corrosion, ce qui le rend très fiable pour les équipements extérieurs.
- A413 : Caractéristiques d'étanchéité maximale à la pression et fluidité exceptionnelle grâce à un mélange de silicium quasi-eutectique, garantissant une performance étanche et sans fuite.
- Concentration sur l’application : Matériel marin, vannes et composants d'irrigation.
B390 & 518 : Grades haute usure et marins
Pour une résistance accrue à l'usure ou une performance marine alliée au magnésium, B390 et 518 étendre le portefeuille d'alliages d'aluminium moulés sous pression au-delà des grades 3xx.x standard.
- B390 : Une forte teneur en silicium et en cuivre offre une excellente résistance à l'abrasion pour les blocs moteurs, les disques de frein et les pièces de structure à haute charge.
- 518: Formulation alliée au magnésium avec une forte résistance à la corrosion pour le matériel marin et l'exposition côtière.
Comment choisir le bon alliage d'aluminium pour votre projet
Sélectionner le bon grade évite une défaillance prématurée des composants et optimise les coûts de production. Nous recommandons d'associer le grade de l'alliage aux critères fonctionnels avant de couper l'acier de matrice.
| Classe d'alliage | Résistance à la traction typique | Résistance à la Corrosion | Fluidité & Complexité | Facteur de sélection principal |
|---|---|---|---|---|
| A380 | ~320 MPa (~46 ksi) | Modéré | Très bon | Meilleur rapport qualité-prix et performance mécanique globale |
| A383 (ADC12) | ~310 MPa (~45 ksi) | Modéré | Excellente | Idéal pour les murs ultra-fins et complexes |
| A360 | ~300 MPa (~44 ksi) | Élevé | Bon | Environnements à haute température et côtiers |
| A413 | ~290 MPa (~42 ksi) | Élevé | Excellente | Étanchéité à la pression et prévention des fuites |
| B390 | ~330 MPa (~48 ksi) | Modéré | Bon | Résistance à l'usure et applications à haute charge |
| 518 | ~275 MPa (~40 ksi) | Très élevé | Modéré | Exposition marine et à la saleté salée |
Le procédé de moulage sous pression en aluminium et ses technologies
La fabrication de composants de haute qualité nécessite une compréhension approfondie du comportement des alliages d'aluminium sous pression intense. Nous utilisons une gestion thermique avancée et une force mécanique précise pour transformer la matière première en composants complexes de forme nette.
Coulée sous Pression Haute (HPDC)
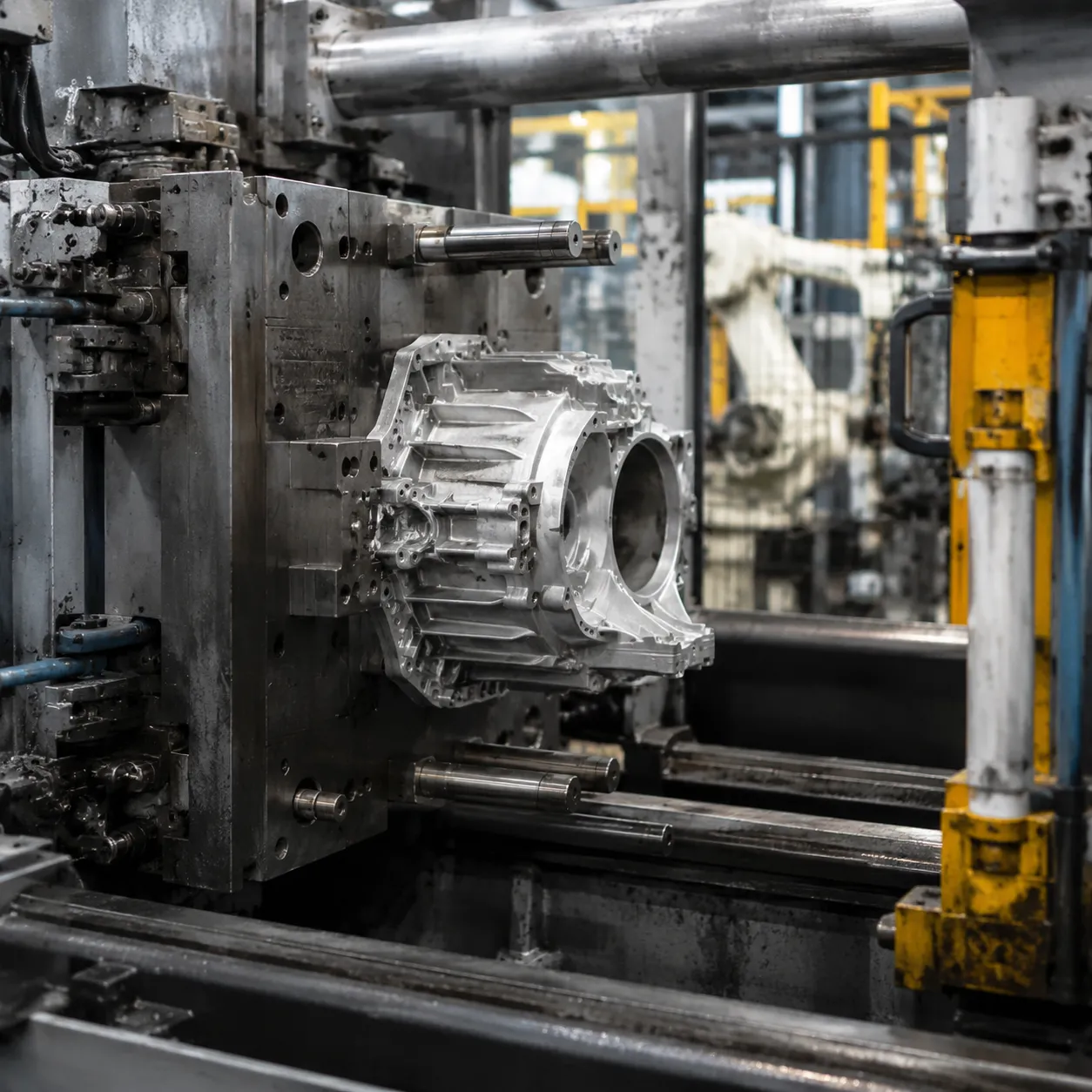
Le moulage sous pression haute pression (HPDC) est la colonne vertébrale de la fabrication industrielle à volume élevé. Le processus commence par la fusion de l'alliage d'aluminium et l'injection du métal liquide dans un moule en acier lourd à des vitesses extrêmes.
- La phase d'injection : Des pistons hydrauliques puissants forcent l'aluminium fondu dans la cavité du moule sous des pressions souvent supérieures à 10 000 PSI.
- Solidification rapide : Parce que les moules en acier conduisent la chaleur rapidement, l'aluminium gèle en quelques secondes, créant une structure métallurgique dense et à grain fin.
- Haute efficacité : Ce temps de cycle rapide fait de la Fonderie Sous Pression Haute Pression (HPDC) le choix absolu pour la production en série de pièces structurelles légères et à parois fines.
Outillage, Moules et Conception de Cavités de Moule
Le succès de tout projet de fonderie sous pression dépend fortement de la qualité d'ingénierie de l'outillage. Nous concevons et usinons nos moules par CNC à partir d'acier d'outil H13 de haute qualité, résistant aux chocs thermiques intenses et à l'érosion mécanique.
- Angles de dépouille : L'incorporation d'une légère pente (habituellement 1 à 2 degrés) garantit que le robot éjecte proprement la pièce en aluminium sans rayer les parois.
- Systèmes de Garnissage et d'Éventage : Les chemins par où le métal entre dans le moule doivent être parfaitement équilibrés. Des évents correctement placés permettent à l'air emprisonné de s'échapper avant l'arrivée de la vague d'alliage en fusion.
- Canaux de Refroidissement : Nous forons des lignes d'eau internes directement dans les blocs de moule. Contrôler la température du moule empêche la formation de points chauds, équilibre le retrait et prolonge la durée de vie de l'outil.
Optimisation du Processus et Contrôle des Défauts
Contrôler les défauts dans les alliages d'aluminium sous pression nécessite une cohérence absolue des vitesses de tir, des pressions et des températures. Sans une optimisation stricte, la porosité gazeuse et les vides de retrait peuvent compromettre l'intégrité structurelle de la pièce.
| Type de défaut | Cause Racine | Solution d'Ingénierie |
|---|---|---|
| Porosité gazeuse | Air ou humidité emprisonnés dans la cavité du moule | Optimiser l'éventage sous vide et ajuster les transitions de vitesse du piston de tir. |
| Nécessité de contraction | L'aluminium se contracte de manière inégale en refroidissant | Ajuster les lignes de refroidissement internes et augmenter la pression d'intensification. |
| Fuites froides | Deux flux de métal liquide se rencontrent mais ne fusionnent pas | Augmentez la température de coulée de l'aluminium fondu ou accélérez le temps de remplissage. |
Nous surveillons en permanence les courbes de pression en temps réel et utilisons une pulvérisation automatisée de lubrifiant pour moules afin d'éliminer ces variables. Ce contrôle rigoureux du processus garantit que chaque pièce finie respecte des tolérances structurelles strictes et maintient une étanchéité totale sous pression.
Options de finition de surface pour l'aluminium moulé sous pression
Les alliages d'aluminium moulé brut ont un aspect excellent dès la sortie du moule, mais l'application d'une finition de surface appropriée augmente la durabilité, la résistance à la corrosion et l'attrait visuel. Choisir le traitement post-moulage correct garantit que vos pièces résistent aux conditions environnementales difficiles.
Comprendre le défi de l'anodisation
L'anodisation crée une couche d'oxyde protectrice sur l'aluminium, mais elle pose un défi particulier pour les moulages sous pression haute pression. La teneur en silicium dans les alliages d'aluminium moulé populaires—cruciale pour la fluidité lors du moulage—peut entraîner des incohérences esthétiques, des stries sombres ou une finition gris terne lors de l'anodisation standard. Pour les pièces nécessitant une finition décorative impeccable, des alliages à faible teneur en silicium ou des paramètres spécifiques de durcissement par anodisation doivent être utilisés pour obtenir un aspect uniforme.
Peinture en poudre et revêtements de conversion
Lorsque l'anodisation standard ne suffit pas, des revêtements alternatifs offrent une protection exceptionnelle et une variété de couleurs.
- Peinture en poudre : Offre une couche extérieure épaisse et résistante aux impacts qui couvre les petites imperfections de surface et offre une excellente protection contre les UV.
- Revêtements de conversion au chromate : Films chimiques qui améliorent la protection contre la corrosion et servent de primaire idéal pour la peinture ultérieure.
| Option de finition | Avantage principal | Meilleure utilisation |
|---|---|---|
| Peinture en poudre | Haute résistance aux impacts & variété de couleurs | Pièces automobiles, boîtiers extérieurs |
| Conversion au chromate | Résistance à la corrosion & adhérence de la peinture | Composants électroniques internes, primaires pour l'aérospatiale |
| Revêtement électrolytique (E-coating) | Couverture uniforme dans les cavités profondes | Géométries complexes, pièces de châssis automobiles |
| Anodisation (Type II/III) | Couche d'oxyde dur & couleur cosmétique | Alliages à faible teneur en silicium ou paramètres de coulée sous contrôle |
Pré-anodisation et préparation secondaire de la surface
Obtenir une finition impeccable nécessite une préparation rigoureuse de la surface. Avant toute application de revêtement, les pièces subissent un sablage, un tumbling ou une usinage CNC de précision pour éliminer les bavures, les marques de porte et la porosité de surface. La conception du moule qui limite dès le départ les défauts de ligne de séparation minimise la préparation de surface secondaire agressive et garantit une finition propre pour vos composants finaux.
Alliages d'aluminium moulé sous pression — Applications industrielles
Composants automobiles et pièces structurelles
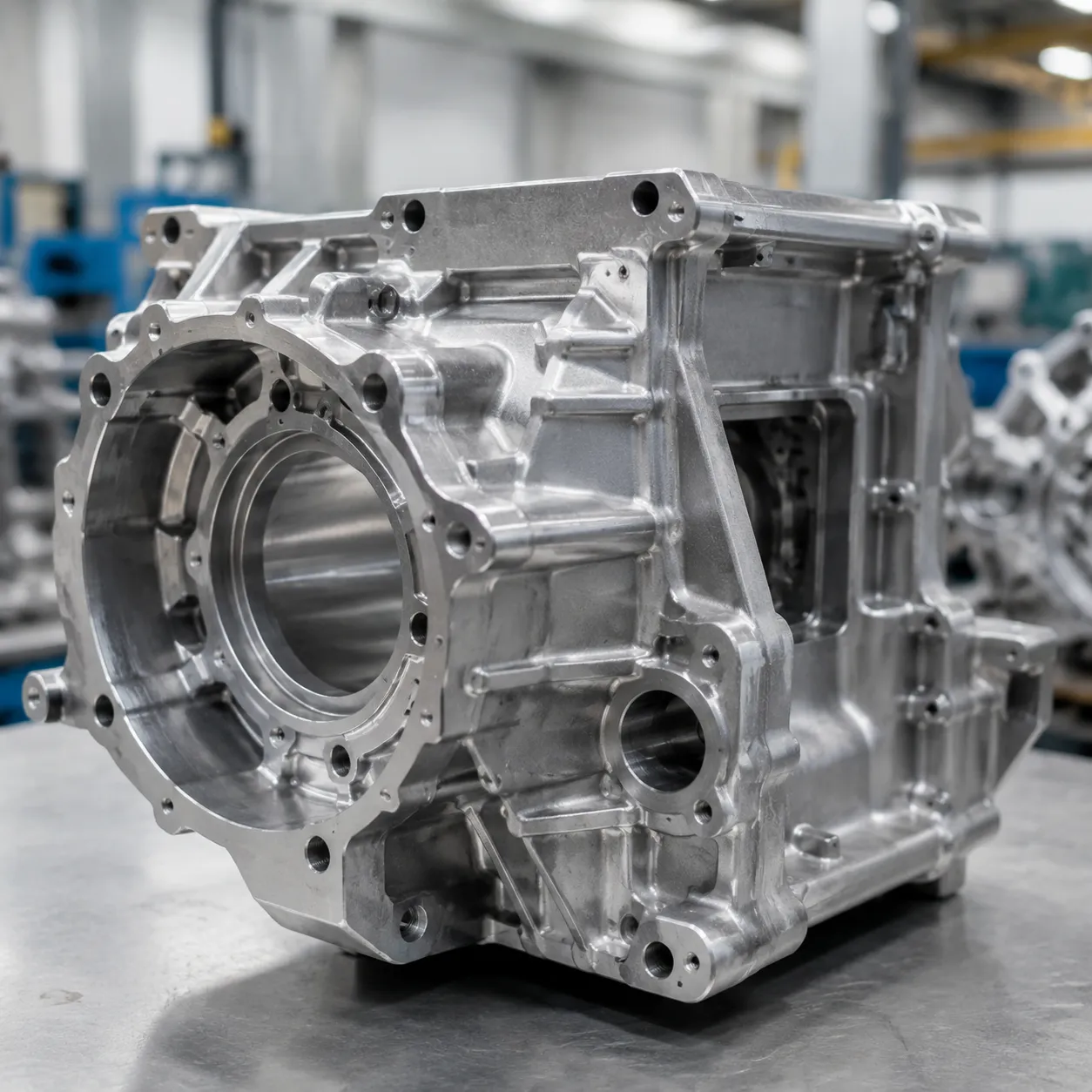
La transition de l'automobile vers l'efficacité énergétique et l'électrification des véhicules exige des matériaux haute performance. alliages en aluminium moulé sous pression sont l'épine dorsale des stratégies modernes de réduction de poids, remplaçant les structures en acier lourdes sans sacrifier la sécurité. Des boîtiers de transmission et blocs moteur aux supports structurels complexes et enceintes de batteries pour véhicules électriques, ces composants offrent la durabilité et la résistance à la traction élevées nécessaires pour résister aux conditions routières rigoureuses. En utilisant la technique avancée de moulage sous pression haute pression, nous livrons des pièces légères qui réduisent directement les émissions du véhicule et améliorent l'autonomie globale de la batterie.
Refroidisseurs efficaces pour l'électronique moderne
Gérer la dissipation thermique est un défi majeur dans le secteur de l’électronique d’aujourd’hui. En raison de leur conductivité thermique exceptionnelle, alliages d'aluminium moulé sous pression sont le choix privilégié pour la fabrication de dissipateurs de chaleur haute efficacité et de boîtiers d’enveloppe. Ces composants évacuent rapidement la chaleur des processeurs sensibles et des alimentations dans les équipements de télécommunications, les systèmes d’éclairage LED et le matériel informatique. Nos techniques de moulage spécialisées nous permettent de produire des ailettes de refroidissement ultra-fines et des géométries complexes qui maximisent la surface pour une performance de refroidissement optimale.

Normes de l'industrie des dispositifs médicaux et de l'aérospatiale
Conformité et fiabilité sont non négociables dans les secteurs critiques. Dans la fabrication de dispositifs médicaux, alliages d'aluminium moulé sous pression offrent la rigidité structurelle, la portabilité légère et la résistance à la corrosion nécessaires pour les boîtiers d’équipements hospitaliers et les systèmes d’imagerie diagnostique. Pour le marché aérospatial, ces matériaux respectent des normes de sécurité strictes, offrant un rapport résistance/poids exceptionnel pour les composants d’intérieur de cabine et les supports de matériel électronique.
Sourcing de services de moulage sous pression d’aluminium sur mesure
Trouver la bonne fonderie et le bon partenaire de fabrication
Choisir le bon partenaire de production détermine le succès de votre projet. Lors de l’évaluation d’une fonderie, recherchez des capacités avancées de moulage sous pression haute pression (HPDC), des systèmes de contrôle qualité stricts et un support d’ingénierie robuste. Le partenaire idéal ne se contente pas de couler de l’aluminium en fusion ; il optimise vos conceptions pour la fabricabilité, garantissant une stabilité de production à long terme et une qualité constante des composants.
Facteurs influençant le coût des composants en moulage sous pression
Le coût total de fabrication des alliages d'aluminium moulé sous pression dépend de plusieurs variables critiques :
Outillage et moules : Les investissements initiaux dans le moule en acier de qualité supérieure représentent le coût initial le plus élevé, mais un outillage de haute qualité réduit le coût par pièce lors de productions prolongées.
Choix du matériau : Les alliages standard comme l'A380 sont très rentables, tandis que les alliages spécialisés comme l'A413 ou le B390 varient en fonction des prix du marché et des exigences de performance spécifiques.
Complexité de la pièce : Les géométries complexes avec des tolérances strictes nécessitent des conceptions de moules sophistiquées et des cycles plus longs, ce qui impacte le prix de la pièce finale.
Opérations Secondaires : Les exigences post-fonte telles que l'usinage CNC, les finitions de surface spécialisées ou l'anodisation augmentent directement le budget de production.

Gérer le cycle de vie du prototype à la production en série
Passer d'un concept initial à la production de masse nécessite une approche structurée et évolutive. Nous rationalisons ce cycle de vie en utilisant des méthodes de prototypage rapide pour valider la géométrie et l'ajustement des pièces avant la fabrication de moules définitifs. Une fois le design verrouillé, nous transférons le projet à des lignes de moulage sous pression automatisées, garantissant une montée en échelle fluide vers une production en volume élevé avec une cohérence absolue d'une pièce à l'autre.
Informations de commande et délais de livraison
Les acheteurs OEM utilisent cette référence pour aligner les programmes d'alliages d'aluminium moulés sous pression avec les calendriers de fabrication et de production.
| Type de programme | MOQ | Délai de livraison typique | Livrables |
|---|---|---|---|
| Moulage d'échantillon / prototype | 10–50 pièces | 2–3 semaines | Essai d'alliage, rapport dimensionnel |
| Production standard HPDC (A380/ADC12) | 500 pièces | 4–6 semaines, y compris la fabrication de moules | Acier de moule, inspection du premier article |
| Production OEM en volume élevé | 5 000+ pièces | Fabrication de moules 4–8 semaines · production par bon de commande | Données SPC, spécifications de finition |
| Alliage spécial (B390/518/A413) | 500 pièces | 5–7 semaines | Certificat matière, protocole de test d'étanchéité si requis |
Partagez les dessins de pièces, l'alliage cible, le volume annuel et les exigences de finition (revêtement en poudre, anodisation, brut de fonderie). Demander un devis pour le coût confirmé de l'outillage et les délais de production.
Alliages d'aluminium moulé sous pression — FAQ
Quel est l'alliage d'aluminium moulé sous pression le plus courant ?
Sans aucun doute, l'A380 est la référence absolue pour la fabrication mondiale. Il offre le meilleur équilibre entre propriétés matérielles, coulabilité et rentabilité. Si votre projet nécessite une conductivité thermique élevée, une excellente fluidité sous pression et une solide intégrité structurelle, nos l'alliage d'aluminium moulé sous pression A380 services sont généralement la principale recommandation pour tout, des composants automobiles aux boîtiers électroniques.
L'aluminium moulé sous pression nécessite-t-il un traitement thermique T6 ?
Généralement, non. Les composants standard de moulage sous pression à haute pression (HPDC) subissent rarement un traitement thermique T6 car les températures élevées peuvent provoquer l'expansion des gaz piégés, entraînant des cloques en surface et des défauts structurels. Au lieu de cela, nous optimisons les propriétés mécaniques directement grâce à une sélection précise d'alliages – comme l'utilisation d'alliages structurels alliages d'aluminium moulé sous pression à haute ductilité – ou en appliquant des technologies spécialisées de moulage sous pression sous vide si un traitement thermique est une exigence absolue pour votre conception.
Comment garantissez-vous l'étanchéité des pièces moulées sous pression ?
L'obtention d'une absence de fuite dans les applications étanches à la pression nécessite un contrôle strict du processus du début à la fin. Nous garantissons l'étanchéité grâce à une combinaison de solutions d'ingénierie :
- Conception de moule optimisée : Les systèmes d'alimentation avancés réduisent les gaz internes et la porosité de retrait lors de l'injection d'aluminium en fusion.
- Surveillance des paramètres en temps réel : Maintien de vitesses d'injection et de pressions d'intensification précises à l'intérieur du moule en acier.
- Impregnation secondaire : Pour les composants critiques tels que les corps de soupape ou les plaques de refroidissement liquide, nous appliquons une impregnation sous vide à la résine pour sceller définitivement toute micro-porosité.

Avis
Il n'y a pas encore d'avis.