
Panoramica
Servizi di fusione in cera di precisione in alluminio di Vastmaterial per parti complesse A356 tolleranze strette trattamento termico T6 e lavorazione CNC.
Servizi di fusione in alluminio con cera d'api di precisione
Da Haoyu, ci specializziamo in fusione in cera d'api in alluminio per consegnare componenti leggeri e ad alta resistenza che soddisfano le rigorose esigenze dell'industria moderna. Conosciuto anche come fusione in alluminio con investimento, questo processo è lo standard d'oro per la produzione di geometrie complesse che la lavorazione tradizionale o la fusione a sabbia semplicemente non possono raggiungere. Utilizzando l'avanzato processo di Sol Silica, trasformiamo intricati disegni 3D in parti metalliche di precisione con finiture superficiali eccezionali.
Panoramica del prodotto: il vantaggio della cera persa
Il nostro processo di fusione a cera persa è progettato per ingegneri che hanno bisogno di più di una semplice forma metallica—hanno bisogno di prestazioni. Injectiamo cera fusa negli stampi di precisione per creare una replica della parte finale, rivestirla con una corazza in ceramica e poi sciogliere la cera per formare uno stampo perfetto.
Quando versiamo alluminio fuso in queste corazze di ceramica, il risultato è un componente che mantiene le proprietà meccaniche della lega mentre raggiunge produzione a forma quasi finale. Questo metodo è particolarmente efficace per ridurre il peso delle parti senza sacrificare l'integrità strutturale, rendendolo ideale per applicazioni aerospaziali, automobilistiche e di macchinari industriali.
Proposta di Valore Fondamentale
Perché i produttori di apparecchiature originali scelgono i nostri fusione in cera d'api in alluminio servizi rispetto alla pressofusione o alla lavorazione? Si tratta di trovare un equilibrio tra flessibilità di progettazione e costi di produzione.
- Libertà di Design Incomparabile: Possiamo realizzare stampi con incavi, pareti sottili e passaggi interni come un'unica unità, eliminando la necessità di saldature o assemblaggi.
- Costi di attrezzatura bassi: Rispetto alla pressofusione ad alta pressione, i nostri costi di stampi in alluminio sono significativamente inferiori, rendendoci il partner ideale per produzioni di volume basso-medio (100–10.000 unità).
- Precisione ad alta dimensione: Seguiamo tolleranze rigorose (tipicamente ISO 8062 CT4-CT6), garantendo che i tuoi pezzi si adattino perfettamente appena usciti dallo stampo, riducendo significativamente le esigenze di lavorazioni secondarie.
Vantaggi della fusione a cera persa in alluminio
Quando parliamo di produzione di pezzi metallici ad alte prestazioni, fusione in cera d'api in alluminio si distingue per la sua capacità di bilanciare un design complesso con una produzione economicamente vantaggiosa. Utilizziamo il processo di fusione a cera persa per consegnare componenti che la lavorazione o la sabbiatura non possono semplicemente replicare, offrendo una vera produzione a forma quasi finale soluzione.
Libertà di design senza paragoni
Il motivo principale per cui i nostri clienti scelgono questo metodo è la capacità di creare geometrie complesse. Possiamo colare parti con incavi profondi, passaggi interni e parti in alluminio a pareti sottili fino a 1,5 mm. Questo elimina la necessità di assemblaggi multi-part, consentendo agli ingegneri di progettare componenti singoli, leggeri e robusti.
Qualità Superiore della Superficie
A differenza della texture ruvida tipica della fusione in sabbia, il nostro processo—utilizzando specificamente il rivestimento in silice sol—offre una finitura notevolmente più liscia.
- Rugosità superficiale: Raggiunge Ra 3.2 – 6.3 direttamente dallo stampo.
- Estetica: Riduce la necessità di una levigatura pesante post-produzione.
- Dettaglio: Cattura con precisione lettere e loghi.
Efficienza dei costi per produzioni di volume medio
Per progetti che richiedono 100 a 10.000 unità, la pressofusione è il punto di forza. Evita gli ingenti investimenti in attrezzature necessari per la pressofusione a stampo, offrendo una migliore coerenza rispetto alla fusione in sabbia. Come un fonderia di fusione di leghe esperte, ti aiutiamo a navigare tra questi compromessi per massimizzare il valore.
| Caratteristica | Colata a cera persa (Investimento) | Fusione a sabbia | Colata in pressofusione |
|---|---|---|---|
| Complessità | Alta (soglie consentite) | Basso a Medio | Media (richiesto scarico) |
| Finitura superficiale | Eccellente (Ra 3,2-6,3) | Grossolana (Ra 12,5+) | Buona (Ra 1,6-3,2) |
| Costo degli stampi | Moderato | Basso | Molto alto |
| Spessore minimo delle pareti | ~1,5mm | ~3,0mm | ~1,0mm |
Gestendo leghe di alluminio specifiche difficili da lavorare, offriamo un percorso di produzione versatile che risparmia tempo e costi dei materiali.
Specifiche Tecniche & Capacità
Progettiamo parti che spingono i limiti di fusione in cera d'api in alluminio, fornendo componenti quasi a forma netta pronti per l'assemblaggio immediato. La nostra struttura è attrezzata per gestire tutto, dall'elettronica di precisione in miniatura alle robuste carcasse automobilistiche, garantendo che ogni colata soddisfi rigorosi standard industriali.
Leghe e materiali supportati
La selezione del materiale è fondamentale per le prestazioni. Siamo specializzati in Colata in lega di alluminio A356 per applicazioni a tenuta stagna, insieme ad A380 e ADC12 per uso generale. Per progetti che richiedono rapporti resistenza/peso eccezionali, lavoriamo anche con la serie ad alta resistenza 7075. Puoi scoprire di più sulle proprietà specifiche dei nostri materiali nel nostro guida alla fonderia di alluminio pressofuso.
Precisione dimensionale & Limiti
Il nostro processo raggiunge tolleranze strette conformi a ISO 8062 CT4-CT6 standard. Questa precisione ci permette di produrre parti in alluminio a pareti sottili che riducono il peso complessivo dell'assemblaggio senza sacrificare l'integrità strutturale.
| Caratteristica | Specifiche |
|---|---|
| Gamma di Peso | 0,01 kg – 50 kg per pezzo |
| Dimensioni massime | Fino a 800mm x 800mm |
| Spessore minimo del muro | 1,5mm – 2,0mm (dipendente dalla geometria) |
| Tolleranza standard | ISO 8062 CT4–CT6 |
Il processo di produzione di Vastmaterial

Da Haoyu Material, il nostro flusso di lavoro per fusione in cera d'api in alluminio è progettato per coerenza e tolleranze strette. Controlliamo rigorosamente ogni fase del processo di fusione a cera persa per garantire che il componente finale corrisponda perfettamente alla tua intenzione di design, dalla prima forma allo stampo finale.
Fase 1: Iniezione del modello in cera
Iniziamo iniettando cera fusa negli stampi in alluminio di precisione. Questo crea una replica ad alta fedeltà e quasi a forma netta del tuo pezzo finale. La precisione dimensionale di questo modello in cera è fondamentale, poiché determina direttamente la precisione del componente finale in alluminio.
Fase 2: Assemblaggio dell'albero e costruzione dello stampo
Gli tecnici montano i modelli in cera su un canale centrale per formare un “albero”. Successivamente, immergono questa assemblaggio in una malta ceramica di alta qualità. Utilizziamo il processo di Sol Silica per la costruzione dello stampo, che offre una finitura superficiale significativamente più liscia e una migliore riproduzione dei dettagli rispetto ai metodi standard con vetro d'acqua. Questa attenzione ai dettagli è una parte fondamentale del nostro approccio completo panoramica del processo di produzione per parti di alta precisione.
Fase 3: Dewaxing e sinterizzazione
Una volta che il guscio di ceramica si asciuga, riscaldiamo l'assemblaggio per sciogliere la cera, lasciando una cavità vuota. Il guscio viene quindi sinterizzato a alte temperature per indurire lo stampo in ceramica, garantendo che possa resistere allo shock termico e alla pressione del metallo fuso.
Fase 4: Colata con gravità/vuoto
Versiamo lega di alluminio fuso nel guscio di ceramica preriscaldato. Per geometrie complesse o parti in alluminio a pareti sottili, utilizziamo spesso tecniche di assistenza a vuoto o di colata con gravità. Questo garantisce il riempimento completo delle sezioni intricate e riduce la porosità interna.
Fase 5: Rottura e taglio
Dopo che il metallo si solidifica e si raffredda, vibramo meccanicamente o rompiamo il guscio di ceramica. I singoli pezzi vengono quindi tagliati dall'albero di spruzzo centrale, lasciandoci con le fusioni grezze pronte per trattamento termico T6 o lavorazioni secondarie.
Servizi di post-elaborazione e finitura

Le fusioni di alluminio grezzo raramente lasciano la nostra struttura senza operazioni secondarie.
Capacità di trattamento termico
Per garantire che i tuoi pezzi soddisfino specifiche proprietà meccaniche e standard estetici, offriamo una gamma completa di servizi di post-elaborazione. trattamento termico T6 Questo approccio integrato semplifica la tua catena di approvvigionamento, consegnando componenti finiti pronti per il montaggio immediato. guida ai processi e agli usi delle leghe.
Per applicazioni che richiedono prestazioni meccaniche superiori, eseguiamo trattamenti termici standardizzati.
Superare le sfide nella produzione di alluminio fuso fusione in cera d'api in alluminio raggiunge dettagli eccellenti, le superfici di accoppiamento critiche spesso richiedono lavorazioni meccaniche. Colmiamo il divario tra “come-come” e “finitura di precisione” con le seguenti capacità:
- Lavorazioni di precisione: Gestiamo lavorazione CNC di pressofusioni Questo migliora significativamente la resistenza allo snervamento e la durezza, garantendo che la fusione possa sopportare carichi operativi rigorosi. ±0,01mm.
- Puoi scoprire di più su come ottimizziamo questi materiali nel nostro Protezione delle superfici: finitura in alluminio anodizzato (Trasparente, Nero o Hardcoat) e opzioni di verniciatura a polvere durevoli.
Applicazioni industriali per la pressofusione di alluminio

Forniamo fusione in cera d'api in alluminio soluzioni per industrie che richiedono un equilibrio perfetto tra prestazioni leggere e complessità geometrica. La nostra struttura supporta settori in cui la colata in sabbia standard semplicemente non può soddisfare le tolleranze o le specifiche di finitura superficiale richieste. Utilizzando il processo di fusione a cera persa, forniamo componenti a forma quasi netta che riducono i tempi di lavorazione e gli sprechi di materiale.
Aerospaziale & Difesa
Nell'aerospaziale, ridurre il peso del carico utile è fondamentale. Produciamo colate di qualità aerospaziale componenti come involucri elettronici, staffe e accessori interni. Questi pezzi offrono prestazioni eccezionali rapporti alta resistenza a peso, garantendo durata sotto stress estremo mantenendo l'aereo leggero. La precisione del nostro processo consente design a pareti sottili che i metodi standard non possono raggiungere.
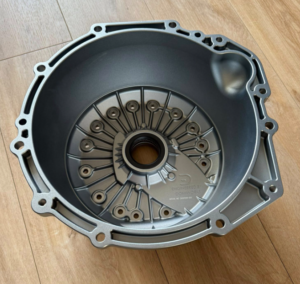
Prestazioni Automotive
I nostri clienti automobilistici utilizzano fusione in alluminio con investimento per parti complesse di motore e sospensione. Produciamo:
- Collettori di aspirazione: Ottimizzazione del flusso d'aria con passaggi interni lisci.
- Coperchi delle valvole: Design leggeri che sigillano perfettamente.
- Componenti di sospensione: Riduzione del peso non sospeso per una migliore maneggevolezza.
Dispositivi medici e robotica
La precisione è non negoziabile nel settore medico. Realizziamo strutture complesse di apparecchiature di precisione e componenti di bracci robotici utilizzati in sistemi chirurgici. Queste parti spesso richiedono specializzazioni servizi di trattamento superficiale per garantire che soddisfino gli standard di igiene e durabilità negli ambienti clinici.
Elettronica e Gestione Termica
Per l'elettronica ad alta potenza, la dissipazione efficace del calore è essenziale. Progettiamo e realizziamo complessi dissipatori di calore e involucri protettivi. La flessibilità del nostro metodo di pressofusione ci permette di creare alette di raffreddamento sottili e ravvicinate che massimizzano la superficie, sfruttando l'eccellente conducibilità termica dell'alluminio per proteggere i componenti sensibili.
Assicurazione della qualità per pressofusione di alluminio con cera
La qualità non è solo una casella da spuntare; è la base del nostro processo di produzione. Quando produciamo componenti complessi tramite fusione in cera d'api in alluminio, il controllo rigoroso del processo è non negoziabile per garantire integrità strutturale e prestazioni. La nostra struttura di pressofusione di alluminio di precisione funziona secondo rigorosi sistemi di gestione della qualità, allineandosi con certificazione ISO 9001:2015 e IATF 16949 standard conformi per garantire coerenza in ogni ciclo di produzione.
Per consegnare pezzi privi di difetti, impieghiamo una suite completa di protocolli di test:
- Analisi chimica: Utilizziamo spettrometri di emissione ottica per verificare l'esatta composizione chimica dell'alluminio fuso prima della colata, assicurando che la lega corrisponda perfettamente alle specifiche come A356 o 7075.
- Controllo Non Distruttivo (NDT): Rileviamo porosità interne e difetti superficiali senza danneggiare il componente utilizzando test radiografici e ispezione con penetrante.
- Verifica dimensionale: La precisione è fondamentale. Utilizziamo tecnologia avanzata CMM (Macchina di Misurazione a Coordinate) per verificare che ogni pezzo soddisfi requisiti stringenti tolleranze dimensionali (ISO 8062) e requisiti geometrici specifici.
- Test Meccanici: Valutiamo la resistenza alla trazione, la resistenza allo snervamento e l'allungamento per garantire che le proprietà del materiale soddisfino gli standard ingegneristici richiesti.
Domande frequenti (FAQ)
Colata a cera persa vs. pressofusione: utensili e complessità
La scelta tra questi due metodi dipende generalmente dal volume di produzione e dalla geometria del pezzo. Colata a cera persa alluminio eccelle quando sono necessarie vie di passaggio interne complesse, pareti sottili o sottosquadri impossibili da ottenere con stampi in acciaio rigido.
Da un punto di vista dei costi, la fusione a investimento vince in termini di investimento iniziale. I nostri utensili per l'iniezione di cera sono tipicamente lavorati in alluminio piuttosto che in acciaio temprato, rendendoli notevolmente più economico—spesso costando 80% meno di uno stampo in pressofusione. Mentre il nostro servizi di pressofusione in lega di alluminio sono superiori per la produzione ad alta velocità di oltre 50.000 unità, la colata di cera è la soluzione preferita per prototipi e produzioni a basso e medio volume (da 100 a 5.000 pezzi).
Puoi colare alluminio 6061?
Questa è la domanda più comune che riceviamo dagli ingegneri statunitensi. Tecnicamente, il 6061 è una lega lavorata a deformazione progettata per estrusione e lavorazione; ha una scarsa fluidità ed è soggetta a crepe a caldo se usata in un contesto di fonderia.
Invece, utilizziamo Colata in lega di alluminio A356 classi di leghe. Quando trattata termicamente (T6), A356 offre proprietà meccaniche—resistenza allo snervamento e allungamento—che sono comparabili a quelle del 6061, ma con la castabilità necessaria per garantire un pezzo privo di difetti. Per una dettagliata analisi delle differenze chimiche e fisiche, consulta il nostro confronto di Proprietà A356 contro 6061.
Tempi di consegna tipici per nuovi stampi
Comprendiamo che la velocità di immissione sul mercato è fondamentale. Poiché gli stampi per iniezione di cera non richiedono la durezza estrema degli stampi per pressofusione ad alta pressione, possiamo produrli molto più rapidamente.
| Processo | Materiale degli stampi | Tempo di consegna tipico |
|---|---|---|
| Colata a cera persa (Investimento) | Leghe di alluminio | 2 – 3 settimane |
| Colata in pressofusione | Acciaio temprato (H13) | 6 – 8 settimane |
Utilizzando stampi rapidi per pressofusione ci consente di ottenere rapidamente i primi articoli (campioni T1) nelle tue mani per la convalida, riducendo significativamente il ciclo di sviluppo del prodotto.



