Avanserte høgpresisjons-fresekapasitetar: Vi konstruerer dine komplekse delar til perfeksjon
3-, 4- og 5-akse CNC-fresing
- Utfør presisjonsmaskinering med fleire akser for komplekse geometriske former
- Fullfør fleirsidige profilar i éi effektiv oppspenning
- Eliminer unødvendige oppspenningsbytte for å auke gjennomstrøymingstida
Mikrofunksjonar & tynne veggar
- Maskér tette innvendige radier og intrikate konturar nøyaktig
- Skjær djupe, smale spor med eksepsjonell verktøystabilitet
- Behald strukturell integritet på skjøre, tynnvegga design
Tilpassa verktøy og festeutstyr
- Utvikle nøyaktige referansepunkt tilpassa kompleks delgeometri
- Sikre påliteleg gjentaking av oppspenning ved store seriar
- Integrer eigne jigdesign tidleg i prototypfasen
Høgvolumsjamntheit
- Verifiser dimensjonsnøyaktigheit gjennom grundig førstegongsinspeksjon
- Overvak prosesskontroll i sanntid for å hindre avvik i verktøyslitasje
- Sørg for full sporbarheit på batchar med verifiserte inspeksjonsdata
Optimaliser produksjonen din. Last opp CAD-teikningane dine for ekspertvurdering av Design for Produksjon (DFM).
Vastmaterial synkroniserer ingeniør- og verktøystrategiar under prototyping, og sikrar suksess på første forsøk for høgpresisjonskomponentar.
CNC-fresedelar og komplekse geometriske former: Tilpassar designet ditt til presisjonskapasitetar
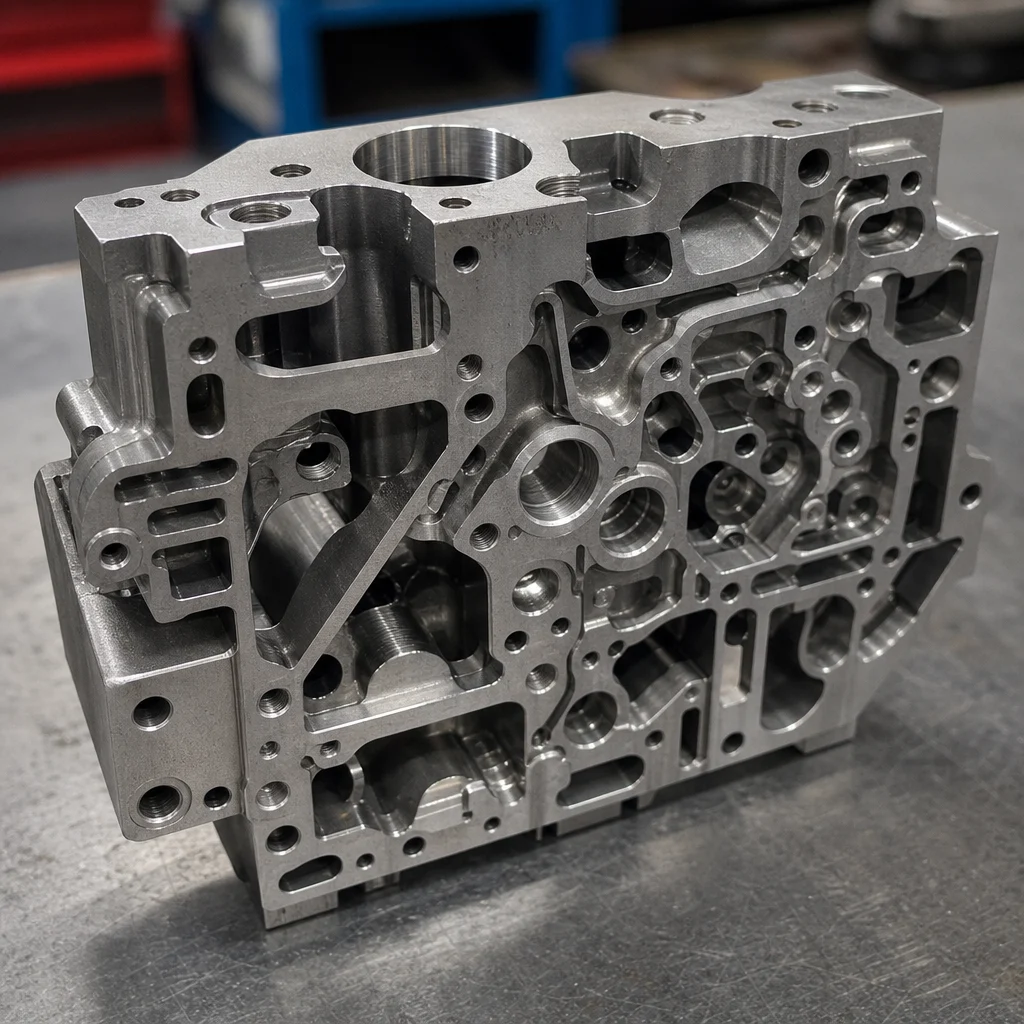
Polyhedra & boks-komponentar
- Multi- Datum-justering:Presisjonsfresing av fleirsidige boksstrukturar, djupe indre holrom og komplekse oljeløp utan å miste posisjonsnøyaktigheit mellom oppspenningar.
- Deformasjonstiltak:Spesielle spenningsavlastande verktøybanar eliminerer strukturell deformasjon under kraftig materialfjerning på støypte hus og fleirsidige manifoldar.
- Kritisk blåkopi-kontroll:Vi tilrår å definere sanne posisjonstoleransar for kryssande borehol og hovudreferanseplan for å sikre saumlaus endeleg samanstilling.
Hjøreringar & Koplingar
- Tynnveggleiing:Avanserte høghastigheits trokoidale fresestrategiar hindrar vibrasjonar og veggavbøying ned til minimal tjukkleik.
- Reinforcementsintegrering:Feilfri overgang frå tjukke strukturelle forsterkingar til tynne avstivingsribber, som optimaliserer styrke-til-vekt-forholdet.
- Kritisk blåkopi-kontroll:Noter eksplisitt parallellitet og profiltoleransar for tynne detaljar for å ta høgd for materialets tilbakeslag ved oppløysing av klemming.
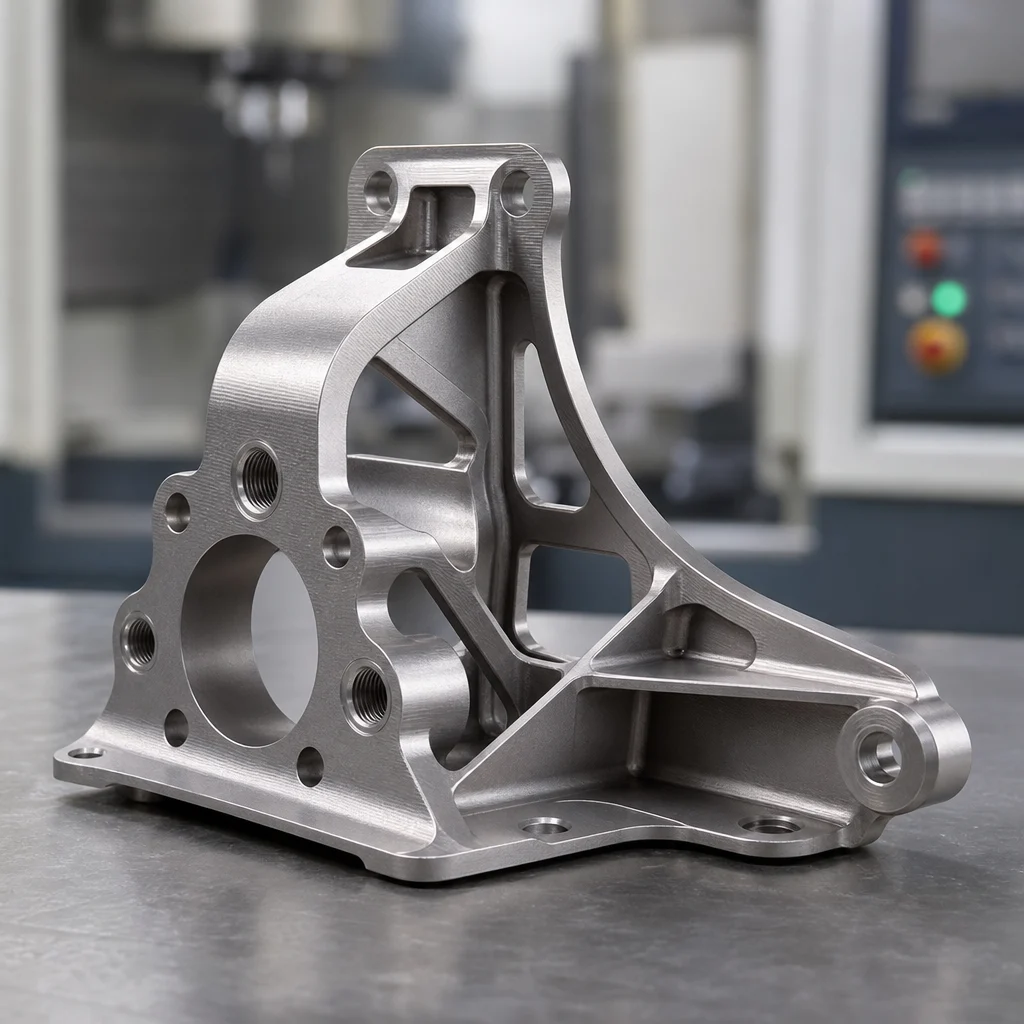
toleransar for tynne funksjonar for å rekne ut materialet vårspring tilbake under klampefrålausing.
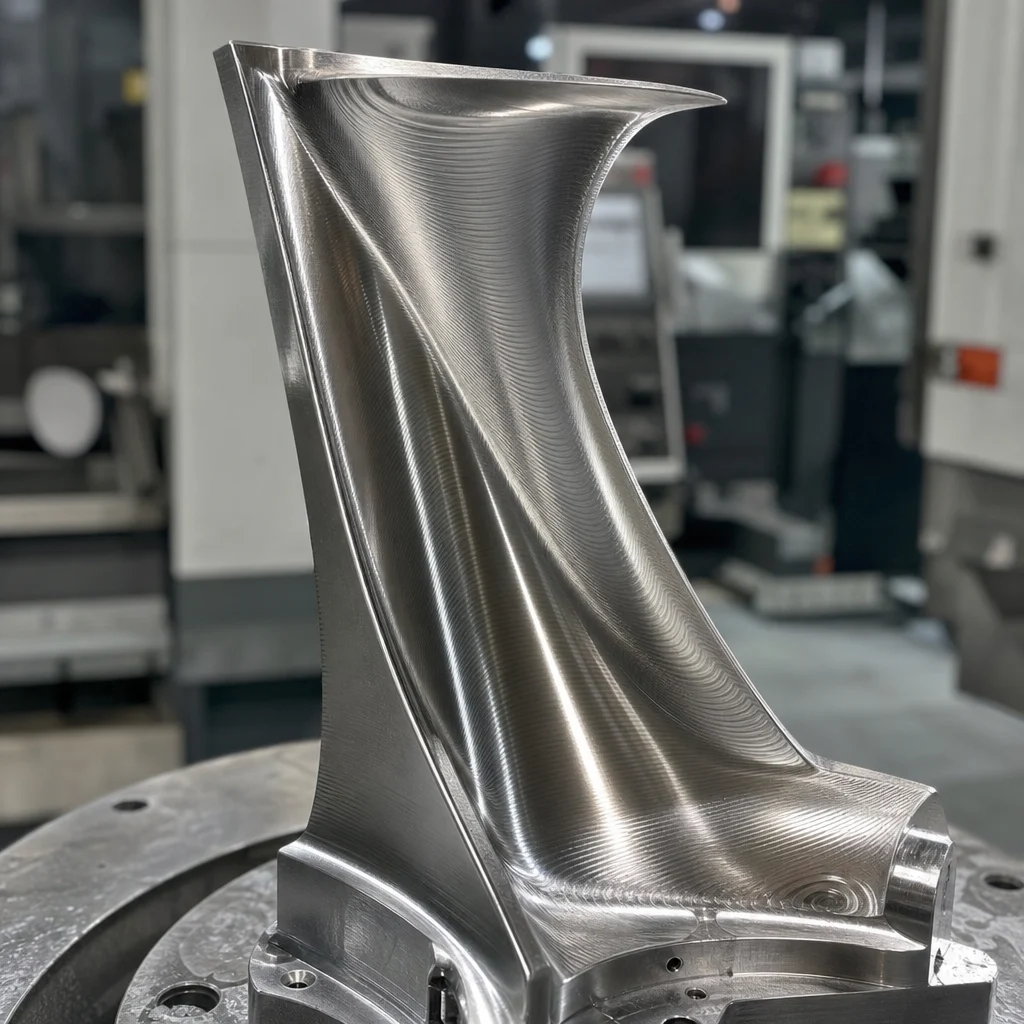
- Blader & konturerte overflaterFleraksa kontinuerleg fresing av impellerblad, komplekse gassturbinmanifoldar og hydrodynamiske profilar.
- Multiasisjon kontinuerleg fresing av impellerbladar,\n komplekse gassturbinmanifolder og hydrodynamiske profilar.Ekstra fine steg gir jamne bølgjehøgder, reduserer behovet for manuell polering i etterkant og bevarer geometrisk profilnøyaktigheit.
- Kritisk blåkopi-kontroll:Bruk profiltoleransar for overflater som refererer til primære datumsstrukturar i staden for grunnleggjande koordinatmåling.
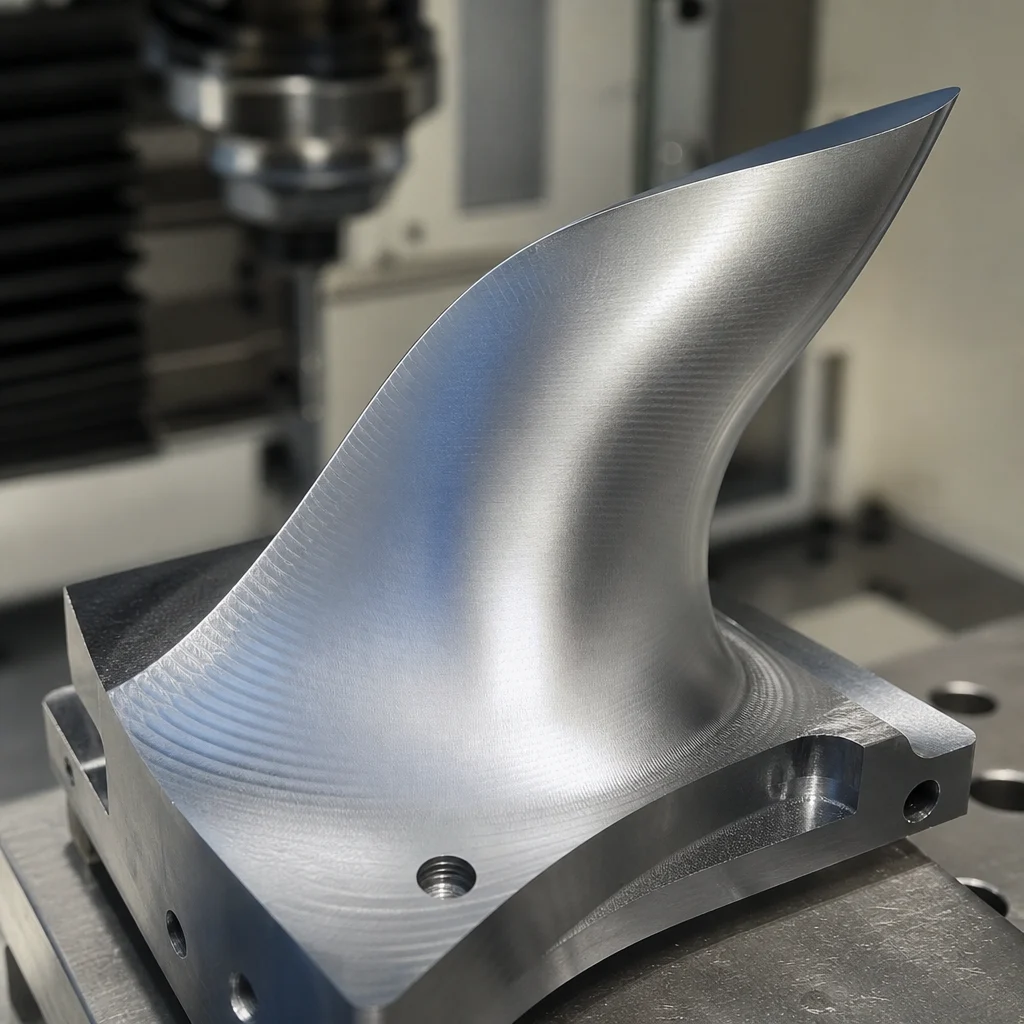
Bruk profil av ein overflate toleransar\n referert tilbake til primære datumstrukturar heller enn basisk koordinatdimensjonering.
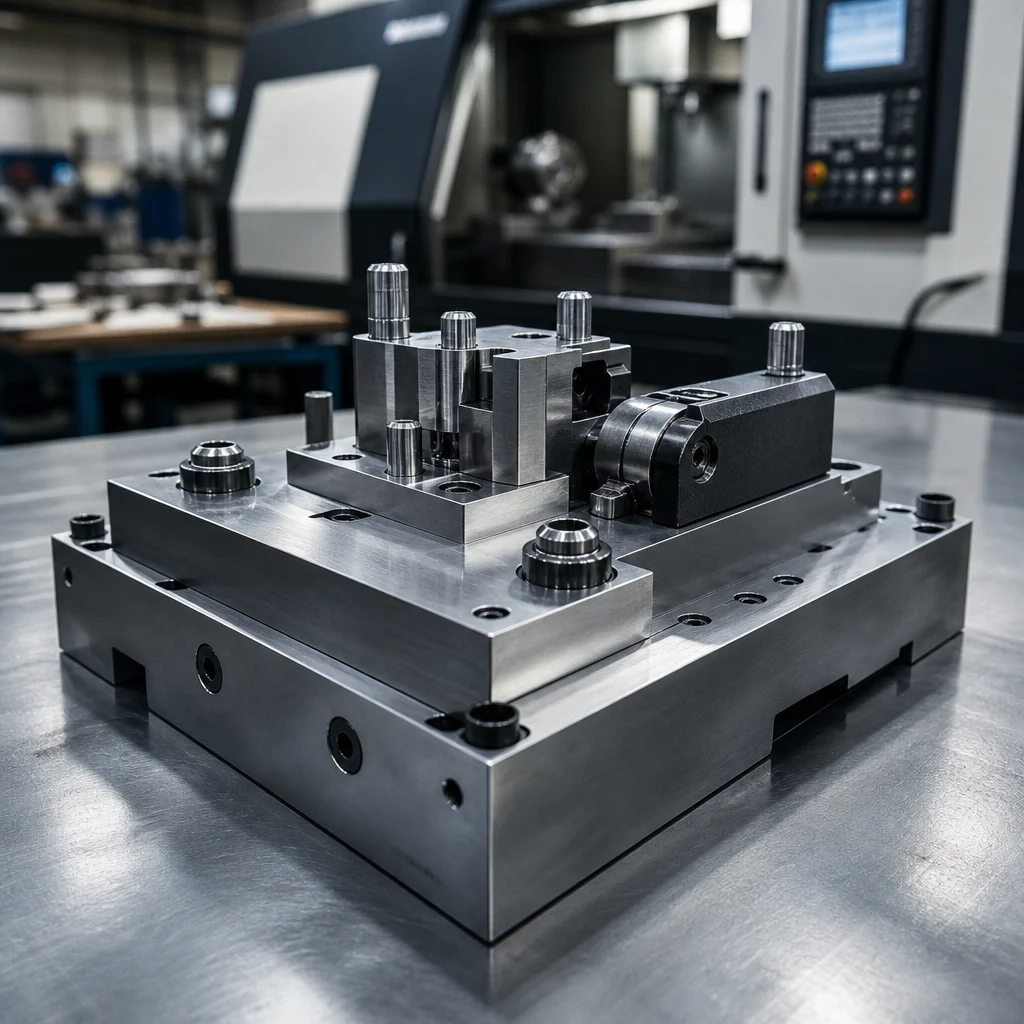
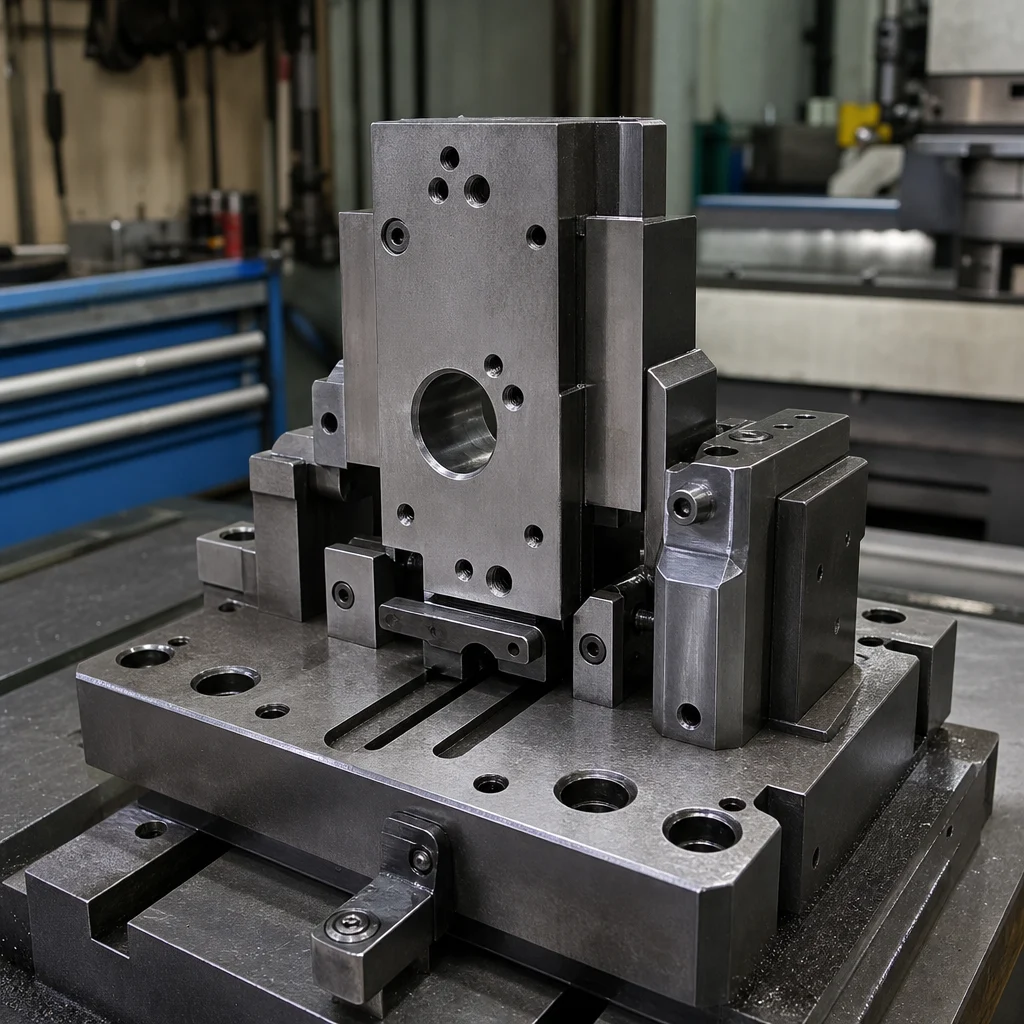
- Tilpassa festmiddel & jiggarStive oppsett som kan handtere forharda verktøystål og slitesterke materialar for produksjonsmiljø.
- Unik repeterbarheit:Mikronivå presisjon på plasseringspinnar, referansetrinn og klemmflater for å sikre høgvolumsproduksjon.
- Kritisk blåkopi-kontroll:Framhev spesifikke funksjonelle flater som kjem i kontakt med råemne for å styre vår sliping og sluttbehandling.
Ved å byggja bro mellom grunnleggande støpeverk og høg presisjon CNC-maskinering, Vastmaterialegir ein integrert produksjonsprosess i lukka sløyfe. Vårt tverrfaglege ingeniørteam kryssrefererer råstøype-toleransar med nødvendige maskineringsdatumar og tilpassa oppspenningsstrategiar frå dag éin. Denne proaktive tilnærminga eliminerer strukturell forvrenging, vernar kritisk designintensjon og sikrar at komplekse geometrar oppnår stabil repeterbarheit for krevjande bruksområde innan luftfart, energi og industrielle system.
For å sikre den mest effektive produksjonssyklusen og minimere totale eigarskapskostnader, oppmodar vi ingeniørar til å etablere tydelege teikningsnotat om funksjonelle datumar, minimum veggtykkje og mål for overflateruheit ($R_a$). Ta kontakt med vår ingeniøravdeling tidleg i designprosessen for å gjennomgå dine CAD-filer for optimal maskinerbarheit og Design for Manufacturing (DFM)-støtte.
- Tynnveggleiing:Avanserte høghastigheits trochoidale fresemåtar hindrar hakking, verktøy-avbøying og veggdeforma¬sjon ned til kritiske strukturelle minimumsverdar.
- Reinforcementsintegrering:Feitt overgang frå tykke strukturelle monteringsbossar til tynne forsterkingsribbar, noko som optimaliserer vektreduksjon utan å gå på akkord med delerettleiken.
- Kritisk blåkopi-kontroll:Notér eksplisitt parallellisme og profil-toleransar for tynnvesta soner for å ta høgde for medfød materialarstrømnings tilbakering ved klamrelease.

- Blader & konturerte overflaterFleksible Multi-akse kontinuerleg fresing av hammerblad, komplekse gass turbinskomponentar og hydrodynamiske profilar som krev presis verktøyorientering.
- Multiasisjon kontinuerleg fresing av impellerbladar,\n komplekse gassturbinmanifolder og hydrodynamiske profilar.Ultrafint avstand mellom spor gjer ekstra jamn falning av skålheiter, reduserer nedstrøms manuell polering og oppretheld streng aerodynamisk profil-etterleving.
- Kritisk blåkopi-kontroll:Bruk profilen til ei overflate som referer tilbake til primære datumstrukturar i staden for standard lineære dimensjonar for kurvforma geometrier.
- Tilpassa festmiddel & jiggarStivt maskinoppsett som kan behandle forhøygda verktøystålar og slitestål for høg-stressa produksjonsmiljø.
- Unik repeterbarheit:Mikronivå presisjon i lokalisering av hol, tilpassingsspor og klemmeskantar for å sikre konsistens over tusenvis av driftsyklusar.
- Kritisk blåkopi-kontroll:Marker spesifikke funksjonelle overflater som grenses mot råe emne eller samlingsverktøy for å guida våre målretta sliping og endelig kvalifisering.
Avanserte materialar for presisjons-CNC-fresing og etterbearbeiding etter støyping
- ■ Rustfrijernfråing: Ekspertbehandling av austenitiske, martensitiske og duplekstoppar (inkludert rustfrie stålgradar som SS304, SS316, SS410, og 17-4 PH) for å handtere alvorleg arbeidsharding samtidig som det held fram dem supre overflater.
- ■ Varmebestandige legeringar-fråing & superlegeringar: Spesialiserte verktøyoppsett for krevjande luftfarts- og energikomponentar laga av Inconel, Hastelloy, kobolt-krom og nikkelbaserte superlegeringar.
- ■ Karbonsstål og låg-alloy-stål: Tung-maskinering for strukturelle, høg-stress og belastningsbærande industrielle komponentar som nyttar AISI 1045, 4140 og 8620-legeringar balanserte for optimal styrke.
- ■ Ikke-ferrolege legeringar og skreddarsydde metallar: Prosjekt-spesifikk vurdering og fresing av høg kvalitet aluminium (6061-T6, 7075), messings-, bronse- og kopparvariantar for optimal termisk og elektrisk leitingsevne.
* Dersom prosjektet ditt krev spesifikke internasjonale standardar eller eigne materialkvalitetar, spesifiser desse i førespurnaden for ingeniørvurdering.
Vastmaterial reduserer risiko under etterbearbeiding etter støyping. Vårt ingeniørteam kontrollerer lokal spenningsoppbygging og strukturell deformasjon på tvers av ulike stål og høgtemperaturlegeringar for å levere stabile, teikningsgodkjende komponentar.
Presisjonsfresing med tronge toleransar og streng kvalitetskontroll
Typisk toleranse
±0.01 mm
Overflatefinish
Ra 0.8 μm
Delstorleik-område
Opp til 1200 mm
Inngåande materiale og støpebasert verifisering
- •Vurdering av bearbeidingsfrådrag, indre spenningar og datumjustering for å hindre del distortasjon.
- •Omfattande ikkje-destruktiv feiltesting for å sikre strukturell integritet før noko spenningsomslag.
- Merk:Kritiske dimensjonar, funksjonelle anleggsflater og datumplan må vere tydeleg markert på teikningane.
In-prosess Kvalitetskontroll av maskinering
- •Påkravd første artikell inspeksjon (FAI) for å stadfeste verktøyavstanser, feste stabilitet, og CAM-programmering.
- •Planlagt maskinsjekk i maskin og partiutval for å følgje verktøyslitasje ved maskinering av tøft rustfritt stål og superlegeringar.
- •Sanntids fôring og hastighetsjusteringar for å oppretthalde streng samsvar med geometrisk dimensjonering og toleransar (GD&T).
CMM-inspeksjon og sporbarheit
- •Avansert koordinatmålemaskin (CMM) testing og digital luftmåling for presis volumetrisk og profildvalidasjon.
- •Omfattande, åsynelige dokumentasjonspakker som kartlegg tilbake til spesifikke produksjonsbatchar og materialehetsar.
- •Heile leveranse av standardoverhalde inspeksjonsrapporter, inkludert dimensjonale layoutark og materiale-sertifikat.
Vastmateriale byggjer bro mellom rå metall blankar og presise sluttkomponentar. Gjennom standardiserte inspeksjonsprotokollar, ISO-tilpassa kvalitetsystem og strukturerte ingeniørvurderingar, sørgjer vi for at kvar kritisk dimensjon og samanføyingsflate når din eksakte designspesifikasjon.

CNC fresingsmaskinverkstadkraft
Fleiraksede oppsett konstruerte for komplekse geometriar og fleirsidig prosessering som speglar vårt fokus på produksjon.
Høgrigid spindlar sikrar strukturell integritet og bemerkelsesverdig repeterbarheit.
Leverer presisjonsfresingskapabilitetar på dei stramtaste industrielle teikneramar.

Avansert CAM-programmering
Optimaliserte verktøybanar maksimerer materialfjerning og overflatekvalitet, støtta av kontinuerleg forsking og utvikling.
Strenge virtuelle kollisjonskontrollar eliminerer maskin-kollisjonsrisiko heilt.
Sanntids termisk deformasjonskompensasjon oppretheld stabilitet under lange produksjonsløp.

Verkty, verktøy og effektivitet
Spesialiserte geometriar og belegningar designa spesielt for tøffe varmebestandige legeringar.
Proaktiv overvaking av verktøyslitasje reduserer dimensjonsavvik i store seriar og blir stadfesta gjennom strenge testar og kvalitetsstandardar.
Balanserte skjæreparamar maksimerer verktøyliv og oppretheld jamn kvalitet frå parti til parti.
Frå teikning til ferdig del: Vår CNC-freseprosess
Å navigere overgangen frå råmateriale til ein høgpresisjonskomponent krev saumlaus ingeniørutføring. Hos Vastmaterial integrerer vi presisjonsstøyping med avansert etterbearbeiding i maskin under eitt samla kvalitetsstyringssystem. Ved å handtere både støyping og presis CNC-maskinering internt, eliminerer vi kommunikasjonsgap mellom fleire leverandørar, optimaliserer strukturelle referansepunkt og reduserer produksjonstida betydeleg for komplekse metallkomponentar.
- Steg 1
Tekniske teikningar og RFQ-analyse
- ✓Innsending av 2D tekniske teikningar (PDF/TIFF) og 3D CAD-modellar (STEP/IGS/X_T)
- ✓Detaljert samsvar med materialkvalitetar, måla avtalte mengder og kritiske lineære/geometriske toleransar
- ✓Definisjon av bransjespesifikke samsvarsstandardar (til dømes ASTM, DIN eller ISO kvalitetsprotokollar)
Innskot:avslutta utviklingsdata som definerer kritiske designtparamar og funksjonskrav. - Steg 2
DFM for maskinering og kommersiell tilbod
- ✓Omfattande design for produsérbarheit (DFM) gjennomgang for å optimalisere tilgang til frè-verkty og redusere oppsett
- ✓Utarbeiding av den optimale produksjonsløypa, verktøystilstendingstrategiar og syklus-tid vurderingar
- ✓Gjennomlyse prisoversyn og faste leveringstider, støtta av formelle avtalar om konfidensialitet (NDA)
Tiltak:Samarbeidsinnhenta ingeniørtilbakemelding for å fjerne produksjonsflaskehalsar og kontrollere kostnadene per eining. - Trinn 3
Emnepreparering og verifisering før maskinering
- ✓Kjønsproduksjon av innvending og innkjøp av sertifisert råstang, smidd og plater
- ✓Fysisk og kjemisk materialverifisering via spektralanalyse for å sikre absolut sporbarkeit av grade
- ✓Initialt datamønster og kvalifisering av maskineringsfradrag på komplekse etter-smidde blankar
Utdata:Kvalifiserte, feilfrie metallblankar klare for høg presisjon multivasjon-innstilling. - Trinn 4
Presis CNC-frøming utførelse
- ✓Tilpassa feste-design og produksjon for å sikre stiv arbeidsfesting og repeterbar pakking av delar
- ✓Flersinad programmering (3-sinad, 4-sinad og 5-sinad CNC-fråing) som utnyttjar optimaliserte CAM-verktøysbanar
- ✓Sekvensierte grovarbeidsoperasjonar etterfølgt av presise avslutningskutt, overvaka gjennom planlagde in-prosess dimensjonskontrollar
Tiltak:Direkte utføring av tett-toleransar geometriar, djupe hol, og komplekse overflateprofilar. - Steg 5
Overflatebehandling og sekundær behandling
- ✓Nøye manuell og mekanisk avfading for å oppnå skarpe, burr-frie kantar og jevne overgangar
- ✓Utføring av spesifiserte etter-frøing-operasjonar, inkludert bead-blasting, ultralydsreingjering og kjemisk passivering
- ✓Koordinering av termiske behandlingar eller beskyttande belegningar tilpassa spesifikke miljø- og slitasjekrav
Utdata:Delen av overflater heilt forberedt for å oppfylla estetiske, funksjonelle eller korrosjonsbestandighetskriteria. - Steg 6
Metrologi, inspeksjon og logistikk
- ✓Full dimensjonsvalidering ved bruk av koordinatmålemaskinar (CMM), gjenget ⟨gauge⟩, og digitale mikrometer
- ✓Attestasjon av kvalitetsdokumentasjon, inkludert materialeprøveberetningar (MTR), dimensjonale layoutar og CMM-data
- ✓Tilpassa tungt pakkepromering med anti-rust oljeapplikasjon og trygg emballasje for feilfri transit
Levering:Fullt verifiserte, monteringsklare komponentar sendt direkte til produksjonslinja di eller anlegget.

CNC-fresing for luftfart og industri
Vastmaterial-partnarar med leiande luftfartprodusentar som Xi'an Aero Engine og leiande forskingsinstitusjonar for å levere pålitelege CNC-freseløysingar. Vi spesialiserer oss på maskinering av komplekse komponentar under strenge ingeniørstandardar, og omset dine krav til krevjande bruk til høgytande metallprodukt.
Aerospace CNC-fråming
- Oppdrag-skiftleg reliabilitet for fly- og forsvarsanlegg
- Streng batch-konsistens med repeterbare stramme toleransar
- Framstilling og sporing frå råmateriale til varmebehandling i samsvar
Maskinering for energikomponentar
- Presisjonsfråming for varme- og korrosjonsbestandige legeringar
- Kompserte indre flytkanalar og presise monteringsflater
- Robust strukturgrafikk designa for harde operative miljø
Industriell CNC-fråming
- Kjempedøydige strukturelle komponentar med optimerte styrkeprofilar
- Presisjonsstøttefester og komplekse huseringar for sømløyst montering
- Etterstøype-maskinering som fjerner dimensjonsavvik
Bil- og tungt utstyr
- Høgvolums produksjonssyklusar med streng part-til-part likeheit
- Tilpassa verkstøyggrensesnitt og nøyaktige lokaliseringsegenskapar for samrivingslinjer
- Kjeda drivreim- og oppbygde drivverk- og opphengingskomponentar bygd for utmatingsmotstand
Kjemikalie- og væskehandtering
- Maskinering av anti-korrosive rustfrie stål og superlegeringar
- Forseglingsflater helde til streng planhet, parallellitet og Ra-finishar
- Ventilar, vasspumpar og manifoldkomponentar utforma for null lekkasje
Forsknings- og utvikling og tilpassa infrastruktur
- Låg-volum tilpassa produksjon med smidig produksjonsstøtte
- Rask prototyping i samsvar med grundig DFM-tilbakemelding
- Skreddarsydde oppsetningar for svært spesialiserte eksperimentelle geometrier
Overflatefinish og etterbehandling for presisjons-CNC-fresing
Å oppnå rett overflatekvalitet er avgjerande for yting, toleransehald og levetid på komplekse komponentar. Hos Vastmaterial bind vi saumlaust saman støyping og sluttmaskinering ved å handtere alle etterbehandlingskrav internt. Ved å integrere presis mekanisk fresing med avanserteoverflatebehandlingalternativ, eliminerer vi risiko i forsyningskjeda, dimensjonsendringar og kvalitetsvariasjonar som ofte oppstår ved overlevering mellom fleire tredjepartsleverandørar.
- Vi eliminerer leverandørkjedarisk, dimensjonale endringar og kvalitetsavvik som ofte kjem av_HANDovers mellom fleire tredjepartsleverandørar.Fullstendig fjerning av maskineringsgrader for å sikre saumlaus montering av komponentar.
- Fullstendig fjerning av maskindebor for å sikre sømløs samansetjing av komponentar.Avrunding av kantar og hjørner for påliteleg handtering og spenningsavlasting.
- Kantbryting og hjørneradiusar for påliteleg handtering og av støt.Spesialisert ultralyd- og løysemiddelvask for å fjerne alle restar av skjerevæske.
- Spesialisert ultralyd- og løsemiddavgjerd til å fjerne alle restar av kuttingflyt.Skreddarsydd VCI-emballasje og oljing tilpassa internasjonal frakt.
- Tilpassa VCI-pakking og oljering skreddarsydd for internasjonal frakt.Matt teksturering for å redusere gjenskinn, fjerne verktøymerke og forbetre utmattingsevna.
- Matte teksturering for å redusere glans, eliminere verktøymerker og forbetre trettheitens liv.Viktige behandlingar med salpetersyre eller sitronsyre for rustfritt stål for å maksimere korrosjonsmotstand.
- Avansert teknisk belegg:Koordinert anodisering, svartoksid, sinkbelegg eller termisk sprøyting.
- Kontrollert varmebehandling:Integrert spenningsavlastning, gløding eller herding for å stabilisere korstrukturane.
Mot korrosjon
Beskytt delar for tøffe miljø mot for tidleg nedbryting. Våre målretta passiverings- og overflateforseglingsalternativ forsinkar oksidasjon på karbonstål, rustfrie legeringar og komplekse støypekonfigurasjonar betydeleg.
Alle operasjonar følgjer strengt globale ingeniørstandardar, inkludert ASTM, ISO og MIL-spesifikasjonar.
Estetikk & teksturspecar
Verktøymerke, overflateruheit ($R_a$) og kosmetisk einskap påverkar direkte korleis komponentane dine passar saman og ser ut. Vi styrer fresparametrar for å gi jamne, einsarta teksturar som reduserer friksjon og etterarbeid etter maskinering.
Ekstremt låge $R_a$-verdiar og speilblanke overflater med høge spesifikasjonar er tilgjengeleg etter fagleg ingeniørvurdering.
Kritisk monteringstilpassing
Etterbehandlingsbelegg kan endre dei endelege dimensjonane. Vårt ingeniørteam reknar ut beleggtykkje på førehand, og styrer presise fresmål slik at delane framleis møter teikningskrava etter ferdigstilling.
Ver venleg å tydeleg merke referanseflater og dimensjonsgrenser etter belegg på 2D-teikningane dine.
Funksjonell slitasje motstand
Maksimer levetida til komponentar under sykliske mekaniske belastningar. Riktig overflatebehandling aukar overflatehardheita, reduserer friksjonskoeffisientar og minimerer fastbrenning i tunge industrielle eller luftfartsmonteringar.
Vastmaterial gir tidleg DFM-tilbakemelding for å optimalisere dine etterbehandlingsval for kostnad og levetid.
Slik får du eit nøyaktig CNC-fresetilbod raskare
Påkravd informasjon for din maskineringsforespurnad (RFQ)
- 3D CAD & 2D-teikningar: STEP, IGES, eller DXF-filer med klare lineære og vinkle dimensjonar.
- Bestillingsvolum og parti: Nøyaktig tal som krevst for prototyping eller planlagde produksjonsløp.
- Materialkvalitetar: Spesifikke leger like typar (til dømes rustfritt stål 316, varmebestandig stål, karbonstål).
- Tette toleransar og nøkkelfittingar: Klare merknader for kritiske samhandlingsfunnyter og tette justeringsholer.
- Overflatefunksjonsspesifikasjonar: Krava om Ra-slepping, bead blasting eller passivasjonsstandardar.
- Måldato for levering: Forventa leveransen og prosjektmilepeler.
valfrie, men tilrådde for DFM-optimering
- Samansett og montering data: Kontekst om korleis den presisjonsbearbeidde komponenten vert samansett med tilstøytande delar.
- Funksjonelle områdeforklaringane: Klubbar om tettingsflater, slitasje-spor eller struktur- datum.
- Kvalitetskontroll og CMM-testing: Eventuelle unike inspeksjonsprotokollar, ikkje-destruktive tester eller spesifikke rapportformat.
- Kjente verktøy- eller stressutfordringar: Innsikter frå tidlegare produksjonskøyringar om deformasjon eller verktøystøyt.
- Post-merking råblankar: Detaljar om nær-nett-forme støymningar dersom vi utfører finish-frapping på føreeksisterande lager.
Vastmaterial gir rask, fagleg Design for Manufacturability (DFM)-tilbakemelding saman med ditt presise CNC-fresetilbod for å hjelpe deg å balansere stramme ingeniørtoleransar med totale produksjonskostnader.
Presisjons-CNC-fresing FAQ
Vastmaterial sitt ingeniørteam følgjer ein sjekklistebasert tilnærming til teknisk evaluering, og sikrar at dine dimensjonstoleransar og materialspesifikasjonar blir nøyaktig oppfylt før produksjonen startar. Finn faglege svar på vanlege spørsmål om CNC-fresing knytt til innkjøp, kapasitetar og etterarbeiding etter støyping.
Ja, vi tilbyr full 3-akse, 4-akse og 5-akse CNC-fresetenester. Standard 3-akse fresing er svært kostnadseffektivt for prismatiske delar og flate geometriske former. 4-akse og 5-akse høgpresisjonsmaskinering blir brukt for komplekse, djupe geometriar, luftfartskomponentar og fleirsidige delar, og reduserer oppsett for å eliminere kumulative justeringsfeil.
Vårt presisjons-CNC-freseverkstad held rutinemessig standard maskineringstoleransar på ±0,05 mm, med presisjonsfresing ned til ±0,01 mm avhengig av delgeometri og materiale. Standard maskinerte overflater oppnår Ra 3,2 μm, og vi kan levere opp til Ra 0,8 μm eller glattare gjennom presisjonsfinish og etterbehandling.
Vi støttar både lågvolum rask prototyping for designverifisering og fullskala høgvolumsproduksjon. Vastmaterial har ikkje eit fast minimumsbestillingskvantum (MOQ); vi vurderer bestillingar basert på prosjektets skalerbarheit, verktøykostnader og dine langsiktige industrielle produksjonsbehov.
Maskinering av superlegeringar og rustfritt stål krev streng termisk og mekanisk kontroll. Vi brukar spesialiserte karbid- og keramiske verktøy med optimaliserte CAM-banar for å motverke arbeidsharding. Under prosessen overvakar vi verktøylevetid og brukar automatiske verktøyvekslarar for å sikre at utslitte skjær blir bytta før dei påverkar dimensjonsnøyaktigheita.
Som eit integrert støperi og maskinverkstad handterer vi indre spenningar frå starten av. Vi utfører spesifikke spenningsavlastande varmebehandlingar før fresing, designar spesialtilpassa hydrauliske eller pneumatiske oppspenningsjigger for å hindre deformasjon ved fastspenning, og etablerer nøye maskineringsreferansar som stemmer nøyaktig overeins med dei opphavlege støypevinklane.
Ja. Kvar produksjonsbatch er følgd av omfattande kvalitetsdokumentasjon, inkludert sertifikat for råmateriale, fabrikkens testrapportar (MTR) og måleark frå våre koordinatmålemaskiner (CMM). Full sporbarheit på smelteparti blir oppretthalde gjennom heile vår ISO-godkjende produksjonslinje.
Vår vanlege leveringstid for CNC-fresing er 2 til 4 veker for raske prototypar og 4 til 6 veker for standard produksjonsseriar. Tidslinjene blir hovudsakleg styrte av geometrisk kompleksitet på delane, spesialverktøy for krevjande legeringar, tilpassing av spesialjigger og krav til sekundær overflatebehandling eller passivering.
Tryggleik for immaterielle rettar er grunnleggjande i våre industrielle samarbeid. Vi signerer standard eller tilpassa teiepliktavtalar (NDA) før vi tek imot eigedomskontrollerte CAD-modellar eller tekniske filer. All ingeniørdata blir handtert via sikre interne nettverk for å sikre fullstendig prosjektkonfidensialitet frå førespurnad til endeleg levering.
Klar til å samarbeide med ein leiande CNC-frøingsleverandør i Kina?
Få eit tilbod
Umiddelbar ingeniørstøtte
Presisjonsfrøingsfasilitet
Dongying-distriktet, Dongying by,
Shandong, Kina
Stolt brukt av over 100 globale kundar | Månadleg kapasitet på 1,3 million presisjonskomponentar
Vastmaterial leverer komplette presisjonsløysingar innan CNC-maskinering, og bind saman prosessen frå råstøyping til ferdige komponentar med strenge toleransar og sertifisert kvalitetskontroll.