
Guide til rustfritt investeringsstøping som dekkjer prosessfordelar, grade, toleransar, kostnadsdriverar og Vastmaterial rustfrie stålløysingar.
Kva er rustfritt investeringsstøping?
Om du treng kompliserte rustfrie ståldeler med strenge toleransar og ein rein overflate, rustfritt investeringsstøping (også kalla rustfritt stål tapt voksstøping) er vanlegvis eitt av dei mest kostnadseffektive alternativa.
På enkelt norsk, vi:
- Lag ein nøyaktig voksmodell av delen din
- Bygg eit keramisk skall rundt den
- Smelt ut voksen
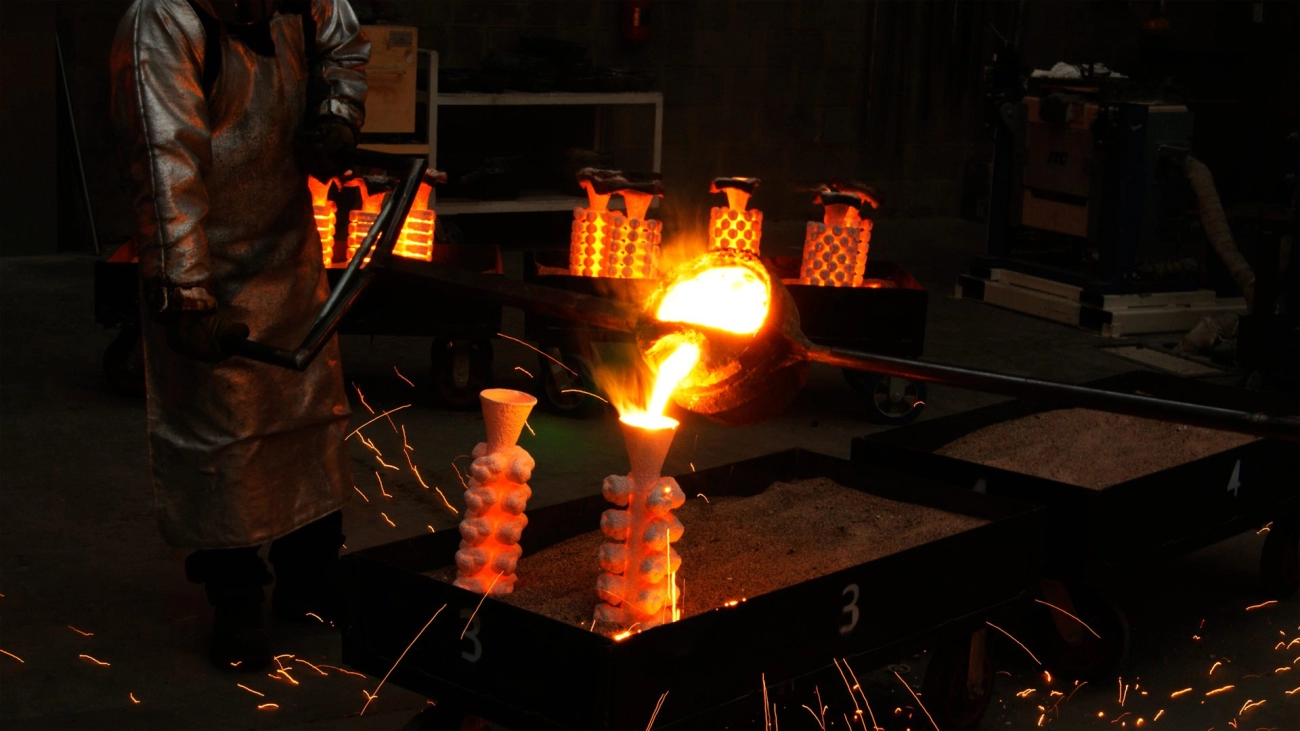
- Hell i smelta rustfritt stål i hulrommet
- Bryt skallet og fullfør støpinga
Resultatet er ein nær-nett-form rustfri del som ofte krev minimal maskinering og gir utmerka dimensjonsnøyaktighet og overflatefinish.
Steg-for-steg prosess for rustfritt stål tapt voksstøping
Voksmodellering og verktøyproduksjon
Vi startar med å lage ein voksmodell som samsvarar med den endelige delen din geometri.
- Verktøy (døner):
- CNC-maskinert aluminium- eller stålmolde
- Designe for reproduserbarheit og stabile toleransar
- Voksinjeksjon:
- Voks vert injisert i forma under kontrollert trykk og temperatur
- Typisk dimensjonal avvik: ±0,1–0,3 mm på voksen
- Mønstermontering (tre):
- Individuelle voksmodellar vert sveist på ein sentral løpar (sprøyte)
- Riktig utformingsdesign reduserer turbulens, porøsitet og krympingsfeil
Verktøy er den største oppstartskostnaden, så vi utformar det nøye for å støtte målet ditt volum, legering og toleransar.
Skallbygging og keramisk formforberedelse
Voksmonteringa vert belagt for å danne ein keramisk skall som kan tåle smelta rustfritt stål.
- Slurry-dypping:
- Modellar vert dyppa i ein fin keramisk slurry (ofte silisiumbasert)
- Styrer den endelige overflata og detaljrekonfigurasjon
- Stuccoing (sandbelegg):
- Grovt keramisk sand vert påført på den våte overflata
- Bygger skalletstyrke og tjukkleik
- Fleire lag:
- Vanlegvis 6–10 lag, avhengig av delstørrelse og vekt
- Sluttleggs tykkleik: 5–12 mm
Skalbygging er fullt kontrollert for fukt, temperatur og tørketid for å unngå sprekkar og dimensjonsavvik.
Dewaxing og skalbrenning
Når den keramiske skallet er bygd, må parafinen fjernast på ein rein måte.
- De-vaske:
- Vanlegvis gjort med damautoklav eller raskbrenning
- Parafinen smeltar og renn ut, og etterlet eit hulrom
- Skalbrenning:
- Skallet vert brent ved 800–1100°C (1470–2010°F)
- Aukar styrke, brenn ut eventuelle parafinrestar, og forvarmar forma
Ei skikkeleg avfyrt skjell er kritisk for overflatekvalitet og dimensjonsstabilitet i rustfritt investeringsstøping.
Metallsmelting, helning og herding av kontroll
Deretter smelter vi rustfritt stål og hel det inn i den varme keramiske skallet.
- Smelting:
- Induksjons- eller elektrisk ovn
- Alloy: 304, 316, 316L, 17-4PH, duplex, og meir
- Strengt kontroll av kjemisk samansetjing og innkapslingar
- Helning:
- Kontrollert helningstemperatur, vanlegvis 1550–1650°C avhengig av kvalitet
- Vakuum eller inert atmosfære for kritiske legeringar og romfartsdeler
- Herdingskontroll:
- Gating, oppstøt og avkjølingshastigheiter er utforma for å redusere trekk, porøsitet og varme sprekkar
Denne fasen bestemmer innvendig lydheit, mekaniske eigenskapar og reproduserbarheit av dine rustfrie stålkastingar.
Knockout, Kutting og Portsliping
Etter herding og avkjøling blir den keramiske skallet fjerna og delane blir separerte.
- Slå ut:
- Skallet blir mekanisk eller vibrasjonelt brote av
- Gjenverande keramikk blir fjerna via blasting
- Kutting:
- Individuelle støypingar blir skorne frå sprøyten med sag eller skjæreskiver
- Port- og røyregrepssliping:
- Gating-kontaktpunkt blir slipt flush
- Blanding for å matche den omgivande overflata
Målet er ein rein rustfritt stålkasting klar for varmebehandling eller maskinering.
Varmebehandling og dimensjonsstabilisering
Dei fleste rustfrie investeringsstøypingar blir varmebehandla for å oppnå målhardheit, styrke og korrosjonsmotstand.
Typiske varmebehandlingar inkluderer:
- Løysings-annealing for 304/316/316L:
- Forbetrar korrosjonsmotstand og lindrar stress
- Aldring for 17-4PH:
- Tilstandar som H900, H1025, H1150 for spesifikk styrke og seighet
- Tørring for martensittiske grader (410, 420):
- Balansar hardheit og seighet
Varmebehandling stabiliserer også dimensjonar, slik at delane dine held tette toleransar under maskinering og teneste.
Sluttmaskinering, inspeksjon og pakking
For å oppfylle dine sluttspesifikasjonar, fullfører vi delen med presisjonsfinish.
- Maskinering:
- CNC dreiing, fresing, boring, tapping
- Tette toleransar er mogleg: ±0,05–0,1 mm på kritiske funksjonar
- Inspeksjon:
- Dimensjonskontroll med CMM og måleinstrument
- Overflategrovarheitkontroller (som støpe Ra vanlegvis 3,2–6,3 μm, betre med blasting/polering)
- Rengjering og pakking:
- Avfetting, avkalking og beskyttelse mot korrosjon eller riper
- Skreddarsydde pakkar for eksport for å forhindre transportskade
Frå voksmodell til ferdig pakka del, leverer rustfritt investeringsstøping presisjonsstøpte rustfrie komponentar som er produksjonsklare med minimale sekundære operasjonar.
Kvifor velje rustfritt stål for investeringsstøping?
Rustfritt investeringsstøping er mitt førsteval når kundar treng små til medium delar som må tåle tøffe miljø, strenge hygienereglar eller lang levetid med minimal vedlikehald.
Viktige fordelar med rustfritt stål i investeringsstøping
- Nær-nettform + ytelsesmateriell i éin prosess
- Utmerka overflatefinish og reine kantar
- Konsekvente mekaniske eigenskapar på tvers av parti
- Ideelt for presisjons-, sikkerheitskritiske komponentar
Korrosjonsbestandigheit og langvarig holdbarheit
Rustfritt stål har eit naturleg passivt kromoksidlag, som gjer det ideelt for aggressive og utandørs miljø:
- Motstår vatn, damp, milde syre, rengjeringsmiddel
- Flott for marine, kjemisk, mat og medisinsk applikasjonar
- Held utseende og mekanisk styrke i årevis
- Lavare livssykluskostnad mot å male på nytt eller hyppige utskiftingar
For prosjekt som krev høgare korrosjonsmotstand eller duplex-gradar, peiker eg ofte kundar mot vårt breiare utval av rustfrie stållegeringar for støping.
Styrke ved høge og låge temperaturar
Rustfritt stål held stand der andre metall sviktar:
- God strekkstyrke ved høgtemperaturar
- Stabile slagstyrkeeigenskaper ved låge temperaturar
- Passar for eksosanlegg, turbo-deler, kryogeniske fittings, offshore utstyr
Hygienisk & Lett å rengjere (Mat & Medisin)
For mat, drikke, meieri og medisinsk deler, rustfritt investeringsstøyping er ofte det tryggaste valet:
- Porøs fri overflate når den er riktig støpt og ferdigstilt
- Lett å rengjere, desinfisere, og sterilisere
- Kompatibel med CIP/SIP rengjering og vanlege desinfeksjonsmiddel
- Ingen flassande belegg eller rustpartiklar som kjem inn i produktstraumen
Dette er grunnen til at vi leverer mykje av matvaregodkjende rustfrie stålgjengar og medisinsk grade rustfrie komponentar til OEM-ar verda over.
Rustfritt vs Karbonstål, Aluminium, og Messinggjeving
| Materiale | Korrosjonsmotstand | Styrke / Temp | Hygiene | Typisk bruksområde |
|---|---|---|---|---|
| Rustfritt | ★★★★☆ | ★★★★☆ | ★★★★☆ | Mat, medisinsk, maritim, ventilar, luftfart, energi |
| Karbonstål | ★★☆☆☆ | ★★★★☆ | ★★☆☆☆ | Strukturelle, lågkostnads delar, ikkje-korrosive område |
| Aluminium | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | Lette dekslar, huser, ikkje-høg belastning |
| Messing/Bronse | ★★★☆☆ | ★★☆☆☆ | ★★★☆☆ | Dekorative, rørleggerarbeid, nokre marine fittings |
Når eg anbefaler rustfritt investeringsstøping:
- Du treng korrosjonsmotstand + styrke saman
- Delen vil sjå kjemikaliar, saltvatn, eller vask
- Du vil ha låg vedlikehald, lang tenestetid, og eit reint utseende
Om kostnad er den einaste faktoren og miljøet er mildt, kan karbonstål vere nok. Men når korrosjon, hygiene eller sikkerheit kjem inn i bildet, er rustfritt vanlegvis det smartere langsiktige valet.
Nøkkelfordelar med rustfritt investeringsstøping samanlikna med andre metodar

Nær-nett-form rustfrie støypingar, mindre maskinering
Med rustfritt investeringsstøping får vi nær-nett-form delar som er ekstremt nære ferdige dimensjonar. Det betyr:
- Mindre CNC-tid, færre oppsetjingar
- Lavare materialavfall (spon, skrap)
- Raskare levering på repeteringsordrar
For mange prosjekt, maskinerer vi berre kritiske passformer og gjengar, ikkje heile delen.
Overflatefinish og Ra for rustfritt investeringsstøping
Den keramiske skallet gir ein naturleg glatt overflate. Vanleg som støpt rustfritt stål Ra er rundt 3,2–6,3 μm, og vi kan gjere det finare med:
- Lett maskinering på funksjonelle flater
- Perlestråling eller kulestråling
- Elektropolering for medisinske/matvare-grade delar
Du treng ofte ikkje tung sliping eller polering for å oppnå ein rein, profesjonell overflate.
Tynne veggar og kompleks geometri evne
Rustfritt stål tappe- og voksstøping er ideelt for tynne veggar rustfritt stål støping og vanskelege former:
- Tynne seksjonar ned til ~1,5–2,5 mm (avhengig av design)
- Innebygde underkutt, bossar og logoar
- Organiske, kurvede eller gitterlignande former
Dette er der investeringsstøping slår dei fleste tradisjonelle prosessar når det gjeld kompleksitet og kostnad.
Dimensjonsnøyaktigheit for rustfrie investeringsstøpte delar
Med riktig verktøy og prosesskontroll, jobbar vi rutinemessig med ISO 8062 CT5–CT6 toleransar på rustfrie støpevarer. Det betyr:
- Påliteleg reproduserbarheit over lange produksjonsløp
- Mindre etterbearbeiding for å nå kritiske dimensjonar
- Stabil kvalitet på tvers av partiar og fabrikkar
For tett-toleranse funksjonar, kombinerer vi presisjonsstøping + sluttbearbeiding.
Rustfri investeringsstøping vs sandstøping
Sammenlikna med sandstøping, tilbyr rustfri investeringsstøping:
- Betre overflatefinish
- Høgare dimensjonell nøyaktigheit
- Tynnare veggar og meir komplekse detaljar
Sandstøping er framleis fornuftig for svært store, låg-precisjons delar. For presise rustfrie komponentar er investeringsstøping vanlegvis det smartaste valet.
Rustfri investeringsstøping vs trykkgods
Trykkgods er flott for aluminium og sink, men for rustfritt stål er det sjeldan praktisk. Sammenlikna med trykkgods, tilbyr rustfri investeringsstøping:
- Betre verktøykostnad
- Vidare alloy-område (304, 316, 17-4PH, duplex, osv.)
- Bedre eigna for medium volum og hyppige designendringar
Hvis du treng høgstyrke rustfrie delar utan seks-sifra verktøy, er investeringsstøping svaret.
Rustfri investeringsstøping vs CNC-maskinering
Hvis du maskinerer rustfrie delar frå solid stang eller plate, betaler du for:
- Høg materialavfall
- Lange syklustider
- Dyrkuttverktøy
Med investering casting vs CNC-maskinering, tilnærming vår er:
- Støpe nær-nett-form
- Maskinér berre det som er viktig
Dette vinn ofte for låg til medium volum og komplekse geometriar. Ren CNC-maskinering slår berre støping når volum er låge og formene er svært enkle.
Rustfri investering casting vs MIM (metallinjeksjonsstøping)
Samanlikna med metallinjeksjonsstøping (MIM), rustfri investering casting:
- Handterer større delar (MIM er best for svært små komponentar)
- Har lågare risiko for deformasjon på større geometriar
- Har ofte lågare verktøyingskostnad for mellomstore delar
MIM er ideelt for små, høgvolums presisjonskomponentar. For delar som er større, tyngre eller meir strukturelt belastet, er rustfri investering casting vanlegvis meir robust og meir fleksibel.
Hvis du også arbeider med ikkje-rustfrie legeringar, kjører vi liknande presisjonsstøpetenester for fleire metall, med same nær-nett-form-logikk for å kutte maskineringstid og totale kostnader. Du kan sjå korleis vi strukturerer den prosessen i oversikta vår over [presisjonsstøpetenester for komplekse tilpassa delar]https://haoyumaterial.com/services/precision-casting
Vanlege rustfrie stålkvalitetar for investeringsstøping (2026 oppdatering)
Når du vel rustfri investeringsstøping, er legeringa den verkelege spelendraren. Her er korleis eg vanlegvis deler det opp når eg hjelper kundar med å velje riktig rustfri kvalitet.
Austenittiske rustfrie kvalitetar for investeringsstøping
Austenittiske rustfrie stål er dei mest vanlege for presisjonsrustfri investeringsstøping fordi dei er:
- Enkle å støype og sveise
- Veldig gode i korrosjonsmotstand
- Ikke-magnetiske (i dei fleste tilstandar)
Dei er mitt standardval for generelle industrielle, mat- og medisinske rustfrie stål tappar for vektstøping i voks.
304 rustfri investeringsstøping
304 rustfritt stål er legeringa som jobbar hardt:
- Typiske bruksområde: brakettar, innkapslingar, handtak, rørfittings, matutstyrsdeler
- Viktige eigenskapar: god korrosjonsmotstand i standardmiljø, god formbarheit, stabil i dei fleste atmosfæriske og milde kjemiske tilstandar
- Når å velje: dersom delen din ikkje vert utsett for harde klorider, syre eller sjøvatn, gir 304 vanlegvis den beste balansen mellom pris og ytelse
316 / 316L rustfri investeringsstøping
316 rustfri investeringsstøping er oppgraderinga når korrosjon virkelig betyr noko:
- Typiske bruksområde: maritimt utstyr, kjemisk utstyr, pumper, ventilar, mat- og farmasøytisk utstyr
- Fordelar: molybdeninnhald gir sterkare motstand mot klorider og mange kjemikaliar enn 304
- 316L: lågkarbonversjon for betre sveiseevne og redusert risiko for korrosjon ved sveisar
Eg anbefaler 316/316L for marin standard rustfritt støyping og aggressive rengjings- eller CIP/SIP-miljø.
Lågkarbongrader (304L, 316L)
304L og 316L lågkarbon rustfritt:
- Reduserer karbidutfelling ved sveisar
- Forbetrar motstand mot intergranulær korrosjon
- Er ideelle for tung sveising, tjukke seksjonar og trykkdeler
Om delen din skal vere tungt sveisa i tenesta, brukar eg vanlegvis L-gradene som standard.
Martensittisk rustfritt (410, 420)
For slitasje og hardheit vinn martensittiske grader:
- 410, 420: høgare hardheit etter varmebehandling, god slitasjemotstand, moderat korrosjonsmotstand
- Typiske bruksområde: blad, seter, verktøy, slitedeler, mekaniske komponentar som treng kant- eller overflatethardheit
Disse er rette når du treng ei hard, tøff støyping, men framleis vil ha grunnleggjande rustfritt ytelse.
17-4PH rustfritt investeringsstøyping
17-4PH rustfritt er eit go-to for høg styrke rustfrie støypekomponentar:
- Nøkkelfordelar: svært høg styrke, god tøffing, og anstendig korrosjonsmotstand
- Bruksområde: romfarts rustfritt stål investeringsstøping, høgtrykk ventildeler, pumpeakser, verktøy, forsvars- og motorsportdeler
- Kan varmebehandlast til ulike styrkenivå (H900–H1150) for å samsvare med dine designmål
Duplex rustfritt stål støping (2205, 2507)
Duplex rustfritt stål investeringsstøping (2205, 2507) er bygd for tøffe kloridmiljø:
- Styrke: om lag 2x strekkstyrke til 304/316
- Korrosjon: utmerka motstand mot pitting, sprekkdanning og strekkkorrosjonsbrot
- Typiske bruksområde: offshore, marint, avsalting, kjemisk prosessering og utstyr for høgklorid væsker
Hvis du balanserer styrke, korrosjon og vekt i salte eller aggressive miljø, er duplex vanlegvis verdt eit seriøst blikk. For ei djupare gjennomgang av kor duplex samanliknar med andre rustfrie og legeringsstål, har eg dekka det i detalj i denne veiledninga for utval av legeringsstål vs rustfritt stål.
Precipitasjonsherding og tilpassa rustfrie legeringar
Utanom 17-4PH, finst det andre PH og tilpassa rustfrie legeringar:
- Skreddarsydde for spesifikke kombinasjonar av styrke, seighet og korrosjon
- Brukt i romfart, energi og høgklasse industrielle komponentar
- Ofte kombinert med nikkel- og høglegeringssystem der investeringsstøpingstoleranse og ytelse er kritisk
Hvis du også vurderer nikkelbaserte eller duplex bolt-løysingar for tøffe miljø, er det liknende logikk som høgtytande festemiddel som 2205 duplex rustfritt stålblot.
Eigenskapsjämføring (på høgt nivå)
Typisk trend (frå lågare til høgare ytelse):
- Korrosjonsmotstand: 410/420 < 304 < 17-4PH ≈ 316 < duplex 2205 < super duplex 2507
- Styrke (som støpt eller behandla): 304/316 < duplex 2205 < 17-4PH < 420 (maks hardheit, men mindre korrosjon)
- Kostnad: 410/420 ≈ 304 < 304L < 316 < 316L < duplex 2205 < 17-4PH < super duplex / spesial PH-gradar
Kostnadstrinn for rustfrie støpelegeringar
Frå eit kostnadsplanleggingssynspunkt for rustfritt stålinvesteringstøyping:
- Inngangsnivå: 410, 420, 304 (best for kostnadssensitive prosjekt med moderate krav)
- Mellomnivå: 304L, 316, 316L (mest vanleg i industrielle, mat- og marine lettbruksdeler)
- Premium: 17-4PH, duplex 2205 (høg styrke eller høg korrosjons- og styrkekraft)
- Toppnivå: 2507 super duplex og tilpassa PH-legeingar (særlege miljø, kritiske sikkerheits- eller høgvurderte delar)
Når vi gir eit pristilbod på kostnad for rustfritt stålinvesteringstøyping per del, er val av legering vanlegvis ein av dei største faktorane, rett etter kompleksitet og volum.
Designretningslinjer og toleransar for rustfritt stålinvesteringstøyping
Rustfritt stålinvesteringstøyping belønner smart design. Om du designar med prosessen i tankane frå dag ein, får du strammare toleransar, mindre avfall og mykje lågare kostnad per del.
Design for produksjonsvennlegheit (DFM) i rustfritt stålinvesteringstøyping
Eg anbefaler alltid å involvere støperiet tidleg. Ein rask DFM-gjennomgang kan:
- Forenkle inngjering og delingslinjer
- Redusere talet på kjerner eller voksmontering
- Unngå tunge seksjonar som krymper og sprekk
- Juster kritiske dimensjonar vekk frå sveisesaum og portområde
Hvis du allereie brukar utvendige maskineringsservice (for eksempel for bronse- eller kobberlegeringar), er DFM-tenkinga svært lik det du ville sett i eit høg-precision verkstad som ein dedikert presisjons CNC-maskineringsservice.
Anbefalt minstekvalitet på veggtykkleik
For rustfritt stål tapt-vokssmelting er realistisk minstekvalitet på veggtykkleik:
- Standard rustfrie støpesaum: 2,5–3,0 mm
- Tynnvegg rustfritt stål støping (optimalisert design): 1,5–2,0 mm
- Tungare strukturelle område: 4–6 mm for betre tilførsel og styrke
Hold tykkleiken konsekvent. Store hopp i seksjonskvalitet fører til porøsitet og deformasjon.
Dimensjonale toleransar (ISO 8062 CT5–CT6)
For presisjons rustfritt investeringsstøp er typiske toleransar:
- Generell toleranse: ISO 8062-3 CT5–CT6
- Som ei tommelfingerregel:
- ±0.1 mm for dei første 10 mm
- ±0.2–0.3 mm opp til 100 mm
- Tettare toleransar er mogleg på kritiske funksjonar med etterbehandling
Merk alltid kritiske til funksjonen dimensjonar på teikninga di slik at støperiet kan kontrollere dei.
Skråvinklar & delingslinje
sjølv med fin detalj i investeringsstøyping, hjelper små skråvinklar:
- Skråvinkel: 1–2° på ytre veggar, 2–3° på indre veggar
- Justér delingslinja langs naturlige kantar eller ikkje-kritiske overflater
- Unngå å plassere kritiske dimensjonar over delingslinja for å oppretthalde betre reproduserbarheit
Rundingar, radiusar & strekkavlastning
Skarpe hjørne er dårlege nyheter i rustfrie støypingar:
- Bruk rundingar i staden for skarpe overgangar
- Indre rundingar: ≥ 0.75–1.0 mm
- Ytre radiusar: ≥ 1.0–1.5 mm
- Bland tunge til tynne seksjonar jevnt
- Filètar reduserer stress, betre flyt, og reduserer varme punkt og sprekkdanning
Håndtering av underkuttingar, hol og interne passasjar
Kompleks geometri er der rustfritt stålinvesteringsstøping skin, men du må fortsatt designe smart:
- Unngå underkuttingar som krev sidekjerner eller kompliserte voksmontering
- Gjennomgåande hol ≥ 2,5–3,0 mm diameter er meir stabile
- Lange, små-diameter hol er betre å bore etter støping
- Interne passasjar er gjennomførbare med keramiske kjerne, men vil auke kostnad og risiko; bruk berre når dei sparar reell maskinering eller montering
Vektreduksjon og topologi-tips
For å redusere vekt utan å miste styrke:
- Bruk ribber og webbar i staden for solide blokker
- Hòl ut ikkje-kritiske volum og held jamn veggtykkleik
- Vurder grunnleggjande topologioptimalisering for å plassere materiale berre der belastningar krev det
- Fjern “maskineringsmentalitet”-funksjonar som kan støypast direkte: lommer, logoar og enkle brakettar
Design for å redusere kostnad og verktøyendringar
Hvis du vil ha den lågaste livssykluskostnaden frå rustfritt stålinvestering:
- Standardiser funksjonar (holestørrelser, radiusar, veggtykkleik) på tvers av familier av delar
- Gruppér variantar i eitt verktøy med utskiftbare innsettar berre der det er nødvendig
- Unngå over-toleransar—ikkje krev CNC-nivå toleransar på ikkje-kritiske funksjonar
- Design støypningar for å minimere sekundær maskinering og spesialfester
Eit reint, støypningsvennleg design betyr billigare verktøy, færre designiterasjonar og meir stabile prisar over delens levetid.
Typiske bruksområde for rustfrie investeringsstøypningar etter industri

Rustfrie investeringsstøypningar er mitt førsteval når kundar treng kompliserte former, reine overflater og påliteleg korrosjonsbestandheit i éin pakke. Her er det der det gir mest verdi:
Luftfart & Forsvar Rustfrie Støypningar
I luftfart og forsvar er vekt, sikkerheit og sporbarheit alt. Vi leverer typisk:
- Turbine- og kompressor-komponentar
- Brakkettar, strukturelle feste og hengsel-deler
- Gyrohus, aktuatorar og kontrollutstyr
Bruk av luftfartsgrad rustfritt og nikkellegeringar, vi støttar krav på nivå med AS9100 med strenge toleransar og reproduserbar kvalitet.
Medisinske & Kirurgiske Rustfrie Komponentar
For produsentar av medisinsk utstyr, reinleik og biokompatibilitet er ikkje til å forhandle om. Typiske delar inkluderer:
- Kirurgiske verktøy-kroppar og handtak
- Ortopedisk utstyr og implantatnære komponentar
- Tannlege-, endoskopi- og instrumenthus
Vi støpar i 316L og anna medisinsk grade rustfritt stål som kan håndtere elektropolering og passivering, klar for sterile miljø.
Mat- og meieriprosessering rustfritt stål støpeformer
Mat- og drikkevare OEM-ar bruker investeringstøyp rustfritt stål for å redusere sprekkar og sveiser:
- Pumpehus og impellarar
- Ventilar, koblingar og spraydyser
- Hygieniske klemmer, koplingar og koblingar
Glatt, Ra-venlege overflater og vask‑ned motstand hjelper med å oppfylle globale mattryggleikstandardar for matgrad rustfritt stål støyping.
Marine- og offshore rustfritt stål støyping
I marine- og offshoremiljø, overlever rustfritt investeringstøyp salt, trykk og misbruk:
- Propell- og thruster-deler
- Dekk- og rigg-utstyr
- Undersjøiske sensorhus og brakettar
Vi brukar ofte marine grade rustfritt og duplex rustfritt stål investeringsstøping for betre klorid- og strekk-korrosjonsmotstand.
Pumpe-, ventil- og strømningskontroll rustfrie delar
Dette er eitt av dei største bruksområda:
- Høgtrykk ventilkropper og lokk
- Pumpehus, impellarar og diffusers
- Strømmålarar, manifoldar og presisjonskoplingar
Investeringsstøping leverer nær-nett-forma indre passasjar, som reduserer CNC-tid samanlikna med fullt maskinerte blokker eller skreddarsydde stålflensar.
Olje- og gass rustfrie investeringskomponentar
For olje og gass er pålitelegheit under trykk nøkkelen:
- Dypbrønneverktøykomponentar
- Høgtrykk ventil- og choke-kropper
- Instrumenterings- og sensorskålar
Vi leverer korrosjonsbestandig rustfri støping og nikkellegeringsalternativ der H₂S, CO₂ og høge temperaturar er involverte.
Bil- og motorsport rustfrie støpte delar
I bil- og racingindustrien støttar rustfrie investeringsstøpeprosesser:
- Turbo- og eksosanlegg
- Brakketter, huser og strukturelle monteringar
- Motorsportutstyr der vekt, nøyaktigheit og styrke er viktig
Det er ofte meir kostnadseffektivt enn å maskinere heil rustfri for middels stor volum, kompleks geometri rustfritt støpearbeid.
Generelle industrielle og OEM rustfrie støpeapplikasjonar
På tvers av globale OEM, inkluderer typiske rustfrie støpte delar:
- Industrielt utstyr og maskindelar
- Prosesstegningsdeler og koblingshus
- Skreddarsydde rustfrie ståldeler for automasjon og robotikk
For mange av desse gir rustfri investeringsstøpeprosess ein nær nettform løysing med jamn kvalitet og stabil kostnad per del, spesielt når verktøy er avskrive over regelmessige bestillingar.
Overflatebehandlingsalternativ for rustfrie investeringsstøpearbeid

Å få riktig overflate er like viktig som å få riktig legering. Her er korleis vi vanlegvis fullfører rustfrie investeringsstøpearbeid for globale OEM i mat, medisinsk, maritim og industriell marknad.
Som-støpt overflatefinish (Ra)
Investeringstøpearbeid gir allereie ein god overflate:
| Ferdigstillings Type | Typisk Ra (µm) | Typisk bruk |
|---|---|---|
| Standard som-sølv | 3,2–6,3 | Generell industri, skjulte delar |
| Fin som-sølv | 1,6–3,2 | Ventilar, huser, dekorativt utstyr |
Bruk som-sølv når:
- Du treng ikkje ein kosmetisk overflate
- Maskinering eller belegg vil følgje
- Du vil ha lågaste kostnad per del
Perlestråling & Prosessstråling
Stråling er den raskaste måten å rense og jevne ut rustfritt stål med tapptrykking.
- Glasperlestråling
- Glatt, satinfini
- Bra for mat, medisinsk, og synlege delar
- Typisk Ra: 1,6–3,2 µm
- Prosessstråling (stål/keramikk)
- Mer aggressiv rengjering
- Fjerar skala og mindre feil
- Godt for tunge industrielle delar
Vi kombinerer ofte blasting med andre overflatebehandlingstjenester når kundar treng både estetikk og yting.
Electropolering av rustfritt stål investeringsstøpte delar
Electropolering er ideelt når du treng toppnivå korrosjonsmotstand og reinseigenskap.
Nøkkelfordeler:
- Ra kan falle til ≤0,4–0,8 µm
- Fjerar mikro-burr og innleira forureiningar
- Perfekt for matgrad rustfritt stål støyping og Medisinsk grade rustfritt stål støyping
Beste for:
- 304 / 316 / 316L og duplex rustfritt stål
- Sanitære fittings, pumpekomponentar, kirurgiske verktøy
Kjemisk passivering for korrosjonsmotstand
Passivering er eit must for kritiske rustfrie støypingar.
- Fjerar fritt jern frå overflata
- Bygger eit sterkare kromoksidlag
- Forbetrar motstand i marine, kjemiske og utandørs miljø
Typiske metodar:
- Nitratbasert passivering
- Sitrusbasert passivering (sikrere, meir miljøvennleg)
Vi passiverer vanlegvis etter maskinering og før endelig rengjering/pakking.
Maskinering & Tett-toleranse finishing
Stainless stålinvesteringsstøping er nær-nettform, men tette passformer krev fortsatt maskinering.
Vi maskinerer vanlegvis:
- Bærings- og tetningsseter
- Gjenger og tetningsflater
- Presisjonsboringar og kritiske datumar
Vanlege resultat:
- Toleransar ned til ±0.01–0.02 mm (avhengig av funksjon)
- Overflatefinish ned til Ra 0.4–1.6 µm etter dreiing, sliping eller fresing
Belegg & PVD-alternativ
Når grunnstål ikkje er nok, legg vi til belegg.
Alternativ inkluderer:
- PVD (TiN, TiCN, DLC, osv.) for slite- og skjærkantar
- Hardbelegg for 17-4PH eller martensittiske rustfrie delar
- Mot-galling eller låg-friksjonsbelegg for ventilar og bevegelege delar
Dette er populære på:
- Høgsyklus pumpe-/ventilinterne delar
- Skjære- og forma-verktøy
- Marine- og offshoreutstyr
Velje riktig overflatebehandling
Vel din overflatebehandling basert på korleis delen skal brukast, ikkje berre korleis den ser ut:
| Bruksområde | Anbefalt overflatebehandlingskombinasjon |
|---|---|
| Mat- og meieriproduktutstyr | Perleblåsing + elektropolering + passivering |
| Medisinske instrument og implantat | Fin som støpt/maskinert + elektropolering + passivering |
| Marine- og offshore | Blåsing + passivering; legg til belegg for høgslitestader |
| Industrielle ventilar & pumper | Blåsing + maskinering av tettingsflater + passivering |
| Dekorativ / arkitektonisk | Fint som støpt + perlestråle eller polert + valfri PVD |
Hvis du deler 3D-modellen din og årleg volum, kan eg anbefale ein overflatefinish (blåsing + maskinering + kjemisk behandling) som balanserer:
- Korrosjonsmotstand
- Estetikk
- Totalkostnad for landa per del
Og vi kan integrere fleire etterbehandlingssteg i éin arbeidsflyt gjennom våre eigne og samarbeidande overflatebehandlingskapasitetar for å halde leveringstidene stramme.
Kostnadsfaktorar for rustfritt stålinvesteringstøyping i 2026
Kostnadene for rustfritt stålinvesteringstøyping i 2026 vert driven av ei blanding av materiale, prosess og logistikkfaktorar. Om du forstår desse faktorane på førehand, kan du designe smartere delar og få meir nøyaktige tilbod.
Hovudkostnadsfaktorar i rustfritt stålinvesteringstøyping
Dei viktigaste kostnadsblokkene er:
- Verktøy og voksmodellar
- Rustfritt legering og tilleggskostnad
- Skallbygging og smelte tid
- Maskinering og etterbehandling
- Inspeksjon og testing
- Pakking, frakt og toll
Kvar designbeslutning du tek, berører minst éin av desse.
Verktøy- og mønsterkostnad vs produksjonsvolum
Verktøy er ein fast kostnad, så volumet spelar ei rolle:
- Låg volum / prototyper
- 3D-trykte mønster eller softverktøy
- Høgare stykkpris, lågare oppstartskostnad
- Medium–høgt volum
- Harde stålformer og automatisert voksinjeksjon
- Høgare verktøy-kostnad, mykje lavare kostnad per stykk
Hvis du har ein stabil årleg etterspurnad, løner det seg ofte å investere i robust verktøy tidleg.
Alloy-val og prispåverknad
Ikke alle rustfrie stål kostar det same å støype:
- 304 / 304L: vanlegvis lavkost rustfritt for investeringsstøyping
- 316 / 316L: dyrere på grunn av høgare nikkel- og molybdeninnhald
- 17-4PH, duplex, og spesiallegeringar: høgare smelt-kostnad, fleire prosesskontrollar, og ofte ekstra varmebehandling
Velg lavkost grad som framleis treff dine korrosjons-, styrke- og sveiseevnemål.
Nikkel- og legeringstilleggseffektar
I 2026, prisvingingar for nikkel og molybden er ein stor del av kostnaden for rustfritt stålkasting:
- Fyringsverk brukar ofte månadlege legeringstillegg på toppen av grunnprisane
- Høg-nikkel- og duplexkvalitetar opplever dei største svingingane
- Langtidskontraktar kan inkludere ein tilleggskjema lenka til LME-prisar
Om designet ditt tillèt det, kan det å unngå høgnikkelkvalitetar stabilisere kostnaden din.
Delkompleksitet og maskineringskostnad
Kompleksitet er ein skjult kostnadsdriver:
- Tynne veggar, djupe lommer og interne kanalar aukar skallbyggingstid og avfallsrisiko
- Strenge toleransar på mange funksjonar betyr ekstra maskinering og inspeksjon
- Trådar, presisjonsboringar og tettingsflater krev vanlegvis sekundær maskinering
Ein enklare støyping som unngår unødvendige stramme toleransar er nesten alltid billigare per stykke.
MOQ, batchstorleik og årleg volum
Smelteverk treng økonomiske batchstorleikar:
- MOQ (minimumsbestillingsmengde) dekkjer oppsett, smelting og inspeksjonsoverhead
- Større batchstorleikar reduserer kostnad per del for oppsett
- Forutsigbar årleg volum hjelper med å forhandle betre prisar og kapasitetsprioritet
Hvis du berre treng små batchar, grupper fleire delnummer i same bestilling når det er mogleg.
Logistikk, frakt og total landingskostnad
Din reelle kostnad er total landingskostnad, ikkje berre einingsprisen:
- Havfrakt vs luftfrakt kan endre kostnaden per del dramatisk
- Pakking, pallar og korrosjonsbeskyttelse legg til
- For nokre prosjekt kan lokal maskinering av støpte blankar utlikne utanlandske fraktkostnader
Dette er grunnen til at nokre kjøparar kombinerer rustfritt investeringsstøp med lokal maskinering, eller bruker nærliggande leverandørar for tidskritiske delar og offshore-partnarar for høgare volum.
Om du også hentar ikkje-jernholdige delar, kan det hjelpe å konsolidere sendingar med element som presisjonsmessige messingkomponentar eller bronse delar frå same region for å redusere fraktkostnad per kg.
Praktiske tips for å redusere kostnaden ved rustfritt investeringsstøp
Du kan kutte kostnader utan å gå på kompromiss med ytelsen:
- Vel riktig kvalitet: ikkje over-spesifiser – bruk 304 i staden for 316 der korrosjon tillèt det, og 316 i staden for duplex om kloridnivået er moderat.
- Design for støp: unngå unødvendige underkutt, super-tynne veggar, og ekstreme toleransar.
- Reduser maskinering: støp former nærmare sluttforma; hold berre strenge toleransar der det er viktig.
- Planlegg volumet ditt: legg færre, større bestillingar i staden for mange små.
- Standardiser: bruk felles legeringar, overflatefinishar og testplanar på tvers av delar for å forenkle produksjonen.
Om du deler 3D-modellar, målvolum og ytelseskrav tidleg, kan eg vanlegvis gi eit realistisk kostnad for rustfritt investeringsstøp per del estimatum og vise nøyaktig kva endringar som vil spare mest pengar.
Kvalitetskontroll og sertifiseringar for rustfritt investeringsstøping
For rustfritt investeringsstøping ser eg på kvalitetskontroll som ein del av prosessen, ikkje som ein ettertanke. Om du vil ha repeterbare, høg‑prestasjon delar, er kontrollane under ikkje til å forhandle om.
Dimensjonskontroll og måleutstyr
Eg låser inn dimensjonar tidleg og verifiserer dei på kvart parti:
- 3D CMM og optisk skanning for fullstendige dimensjonslayout på første artiklar
- Skreddarsydde måleutstyr og festeanordningar for raske GO/NO‑GO kontrollar på kritiske funksjonar
- Toleransekontroll basert på ISO 8062 for å halde toleransane for rustfritt investeringsstøping konsistente på tvers av parti
PMI Materialtesting for rustfrie legeringar
Feil legering betyr mislukka bruk. Eg bruker PMI (Positiv Materialidentifikasjon) for å verifisere:
- Korrekt rustfarg (304, 316, 17‑4PH, duplex, osv.)
- Legeringsstoff og brennnummer matchet med sertifikat
- Tilfeldige parti-kontrollar pluss 100% PMI på kritiske program
For meir detalj om korleis vi handterer legeringsverifisering og testjournalar, kan du sjå korleis vi strukturerer testing og kvalitetskontroll for metalldelar.
Røntgen, CT og NDT for kritiske rustfrie støypingar
For luftfart, olje og gass, ventilar og sikkerheitskritiske delar, stol eg på avansert NDT:
- X‑ray og CT-skanning for å oppdage indre krymping, porøsitet og innslag
- Ultralydtesting for tykkare seksjonar og kritiske belastingsvegar
- Inspeksjonsnivå avtalt på førehand for å samsvare med dine risikooch kostnadsmål
Fargeløysing og magnetpartikkeltesting
Overflatebrot på rustfrie delar blir oppdaga med:
- Smøypenningartesting (PT) for ikkje-magnetiske rustfrie grader
- Magnetpartikkeltesting (MT) der det er aktuelt på martensittiske eller PH-gradar
- Klare akseptkriterier med visuelle referansar for å unngå subjektive vurderingar
Trykktesting for ventilar, pumper og væskekomponentar
For væskehandterande rustfrie støpevarer, eg validerer tetting og integritet med:
- Hydrostatisk og pneumatiske trykktestingar opp til den spesifiserte trykkklassen din
- Holdetid, lekkasjerate og medium definert i samsvar med teikning eller standard
- Serialisert rapportering knytt til kvar ventil eller pumpehus
Sertifiseringar for leverandørar av rustfrie støpevarer
For å støtte globale OEM-ar, tilpassar eg vårt system til dei sertifiseringane du forventar:
- ISO 9001 for kvalitetsstyring som grunnlag
- AS9100 for romfarts rustfritt stålgjennomstøyping
- IATF 16949 for bil- og motorsportprogram
- PED, ISO 3834, eller liknande for trykkutstyr der det er nødvendig
Prosesstyring, sporbarheit & revisjonsklare dokument
Eg byggjer sporbarheit inn i kvar bestilling slik at revisjonar er enkle:
- Full sporbarheit av parti: smelting, varmebehandling, NDT, og inspeksjonsrekord
- Kontrollerte prosessark for voks, skall, smelting, og varmebehandling
- Digital dokumentasjon klar for kunderevisjonar og PPAP/FAI-pakkar
Hvis du treng ein partner for rustfritt stålgjennomstøyping som kan støtte strenge testingar, dokumentasjon og global samsvar, er fokuset mitt å gjere desse krava til standard, ikkje unntak.
Val av leverandør for rustfritt stålgjennomstøyping
Å velje riktig leverandør for rustfritt stålgjennomstøyping er ei forretningsavgjersle som påverkar kvalitet, kostnad og levering samtidig. Her er korleis eg ville vurdert eit støpeverkstad for rustfritt stål før eg sende dei eit reelt prosjekt.
Kva du bør sjå etter i eit støpeverkstad for rustfritt stål
Når eg set opp ei kortliste over støpeverkstader for rustfritt stål, fokuserer eg på:
- Kjerneprosessstyrke: Dokumentert rustfritt stål lost-wax-gjennomstøyping, ikkje berre karbonstål.
- Alloysortiment: 304/304L, 316/316L, 17-4PH, duplex, og tilpassa grader.
- Sertifiseringar: ISO 9001 som utgangspunkt; AS9100, IATF 16949, eller PED dersom du er innan luftfart, bilindustri eller trykkutstyr.
- Marknadserfaring: Luftfart, maritim, medisinsk eller matvarekvalitet rustfritt stål er ein stor fordel dersom det samsvarar med delane dine. For harde saltvassmiljø, vil eg ha ein leverandør som allereie betener maritim ingeniørbransje liknande dei som er vist i dedikerte marinrustfritt stål og legeringsprosjekt.
Vurdering av kapasitet og evne
Eg sjekkar alltid om støperiet faktisk kan støtte mine noverande behov og framtidig vekst:
- Støpeområde for storleik: Minste og største delvekt og dimensjonar for rustfritt støpejern.
- Årsproduksjon: Tonn per år og reell månadleg kapasitet.
- Verktøy, voks, skall og varmebehandling internt: Færre eksterne prosessar gir betre kontroll og leveringstid.
- Sekundære operasjonar: Maskinering, varmebehandling, overflatefinish og montering under eitt tak eller tett samarbeid med partnarar.
Prototyping og rask prøvetaking
Hastigheit er viktig, spesielt for nye design:
- Rask verktøyproduksjon / soft tooling: For raske rustfrie prototyper og små parti.
- 3D-utskreidde mønster: For komplekse geometriske rustfrie støypningar utan full verktøykostnad.
- Prøveleveringstid: Kor raskt dei kan levere første artiklar i rustfritt (ikkje berre i eit erstatningslegering).
Kommunikasjon, ingeniørstøtte og DFM
Ein god rustfri investeringsstøypingspartner fungerer som ein del av ingeniørteamet mitt:
- DFM tilbakemelding: Dei føreslår proaktivt endringar for å redusere kostnad, unngå feil og auke utbyttet.
- Klart kommunikasjon: Direkte tilgang til ingeniørar, ikkje berre sal.
- Digitalt samarbeid: 3D-modellgjennomgangar, merka teikningar og rask iterasjon på endringar.
Saksstudier og dokumenterte prosjekt
Eg spør alltid om saksstudier av rustfri investeringsstøyping:
- Deler med tynne veggar, komplekse kjerner eller stramme toleransar.
- Prosjekt i min bransje: ventilar, maritimt utstyr, matvarebehandlingsdeler eller medisinske komponentar.
- Før/etter-sammenlikningar der dei erstatta CNC-maskinering eller sandstøping med rustfritt investeringsstøping for å kutte kostnad eller vekt.
Du kan ofte sjå deira verkelege produksjonsnivå ved å sjå på deira breiare nøyaktige støpte produktportefølje og korleis dei handterer komplekse material som medisinsk-grade koboltbaserte implantat.
Viktige spørsmål å stilla før godkjenning
Før eg godkjenner ein leverandør av rustfritt investeringsstøping, spør eg:
- Kva rustfrie kvalitetar støpar de oftast, og kva er dine vanlege investeringstoleransar?
- Kva overflatefinish (Ra) kan du levere som støpt og etter blasting eller elektro-polering?
- Korleis kontrollerer du PMI, NDT, og dimensjonskontroll på rustfrie støpte delar?
- Kva er din PPAP/FAI prosess for nye rustfrie investeringsstøpe-deler?
- Kva er den realistiske leietida for verktøy, prøver og stabil masseproduksjon?
- Korleis handterer du kvalitetsproblem, omarbeiding og garanti på rustfrie ståldeler?
Om eit støperi kan svare tydeleg på desse, støtt det opp med verkelege rustfrie delar, og vise konsekvent prosesskontroll, er dei ein seriøs kandidat for langvarig rustfritt investeringsstøpingarbeid.
FAQs om rustfritt investeringsstøping
1. Forskjellar mellom 304, 316 og 316L i investeringsstøping
| Grad | Hovudfordel | Typisk bruk |
|---|---|---|
| 304 | God motstand mot korrosjon, best verdi | Generell industri, brakettar, innkapslingar |
| 316 | Betre motstand mot pitting/sprekkdanning | Marin, kjemisk, matprosess, pumpar |
| 316L | Lavt karboninnhald, betre sveising og korrosjonsmotstand ved sveis | Sveisa samansetjingar, tanker, medisinske delar |
- Vel 304 når kostnad er viktig og eksponering er mild.
- Vel 316 for klorider, kjemikaliar, eller sjøvatnssøl.
- Vel 316L når delen er sveist eller treng høgare korrosjons-pålitelegheit i varmepåverka soner.
2. Når ein skal velje 17-4PH vs 316 rustfritt for støypte delar
| Situasjon | Vel 17-4PH | Vel 316 / 316L |
|---|---|---|
| Treng svært høg styrke | ✔ Flytegrense > 1000 MPa (etter aldring) | ✖ Lågare styrke |
| Korrosjon i aggressive kjemikaliar | △ God, men ikkje som 316 i nokre syrer | ✔ Betre i mange kjemiske medium |
| Stram dimensjonskontroll etter varmebehandling | ✔ God stabilitet | △ Større risiko for forvrenging |
| Strukturell / lastberande | ✔ Akslar, armar, brakettar | △ Der korrosjon er avgjerande |
- Go 17-4PH for høg styrke + god korrosjonsbestandigheit (aerospace, forsvar, høg-belastning OEM).
- Go 316/316L for maksimal korrosjonsmotstand, spesielt i kjemisk eller marin miljø.
3. Oppnåeleg overflatefinish i rustfritt investeringsstøp utan polering
- Typisk som-støpt Ra for rustfrie investeringsstøp:
- Standard skall: Ra 3,2–6,3 μm
- Fint skall / optimalisert prosess: Ra 1,6–3,2 μm
- Med kule-/skotblåsing berre (ingen polering), vi brukar vanligvis:
- Ra ~1,6–3,2 μm på dei fleste ytre overflater.
4. Typisk leveringstid for nytt verktøy for rustfritt investeringsstøp
Typisk tidslinje (kan endre seg med kompleksitet og sesong):
- Verktøydesign + produksjon: 2–4 veker
- Første prøvar (FAs / PPAP): 1–2 veker etter at verktøyet er klart
- Totalt for nytt prosjekt: 4–8 veker til første godkjende prøvar i dei fleste tilfelle.
Når verktøyet er stabilt, går vanlegvis gjentakande bestillingar på 3–5 veker levertid avhengig av volum og maskinbehov. Komplekse maskinerte delar kan òg gå gjennom vårt interne CNC-maskineringstjenester for å redusere total levertid.
5. Rustfri investeringsstøyping vs CNC-maskinering for mellomstore volum
| Aspekt | Rustfri investeringsstøyping | CNC-maskinering (frå stang/plate) |
|---|---|---|
| Beste for | Medium–høgt volum, komplekse former | Låg volum, enkle former |
| Einheitskostnad | Låg per stykk etter verktøy | Høgare per stykk |
| Førhandkostnad | Verktøy påkravd | Liten til ingen verktøybruk |
| Materialbruk | Veldig effektiv, nær-nett form | Høg avfallsmengde (chips) |
| Detaljar & funksjonar | Utmerka for kompleks 3D-geometri | Flott, men kostnaden aukar med kompleksiteten |
Hvis du produserer hundre til titusenvis per år og forma er kompleks, rustfritt investeringsstøping vanlegvis slår rein CNC på total kostnad.
6. Maksimal og minimal storleik og vekt for rustfrie støpte delar
Typisk arbeidsvindu (varierer etter støperiet sitt oppsett):
- Vekt:
- Minste: 5–20 g (litt presisjonsdeler)
- Maks: 30–50 kg per støp (større industri deler)
- Storleik:
- Opp til om lag 600–800 mm i den lengste dimensjonen for dei fleste verktøyssystema.
For svært små eller svært store storleikar, vurderer vi vanlegvis teikningar og gir råd om den mest pålitelege løysinga.
Pingback: Guide for investeringsstøpejern stållegeringsprosessfordeler bruk - Vastmaterial