دليل قوالب الاستثمار للمهندسين يغطي تصميم أدوات حقن الشمع وتكاليف المواد وعمرها ولماذا تعتبر فاستماتيريال شريكًا موثوقًا.
أنت تعرف بالفعل أن الصب الاستثماري يوفر أجزاء معقدة وعالية الدقة…
لكن نجاح مشروعك يعتمد في الواقع على عامل حاسم واحد: القالب الاستثماري.
هل تواجه صعوبة في تحقيق التوازن بين لتكاليف الأدوات التكاليف الأولية وعمر الأداة؟ غير متأكد إذا كان يجب عليك تحديد الألمنيوم or أدوات فولاذية لحجم إنتاجك؟
At مادة واسعة, نحن نعلم أن تصميم قالب حقن الشمع بشكل سيء يمكن أن يدمر كل من ميزانيتك وجدولك الزمني.
في هذا الدليل، نحن نقطع الضوضاء لنقدم لك تحليلًا هندسيًا نهائيًا لـ تصميم القالب, واختيار المواد، و حسابات الانكماش.
إذا كنت تبحث عن تحسين استراتيجيتك التصنيعية وتأمين أفضل عائد على الاستثمار لأدواتك، فهذا الدليل لك.
ما هو بالضبط القالب الاستثماري؟
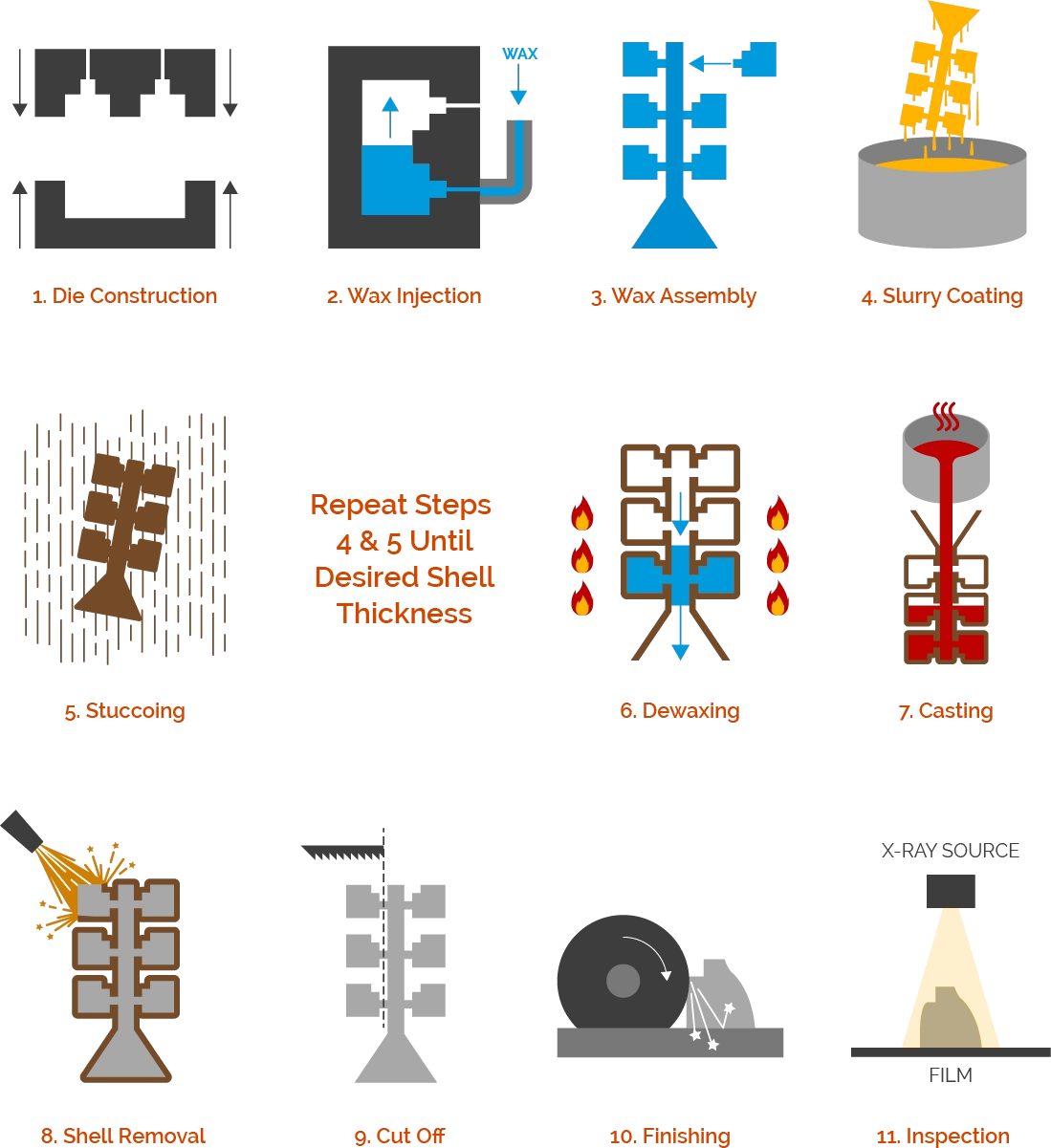
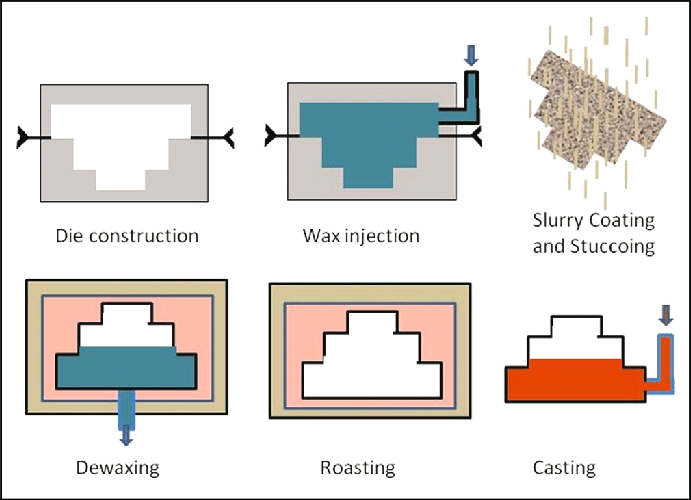
في عالم التصنيع الدقيق، يمكن أن تصبح المصطلحات غير واضحة في كثير من الأحيان. عندما نتحدث عن القالب الاستثماري, نحن نشير تحديدًا إلى الأدوات الدائمة المستخدمة لإنشاء نماذج الشمع، والمعروفة تقنيًا باسم قالب حقن الشمع. هذه هي أساس كل عملية صب الشمع المفقود.
يخلط العديد من المشترين بين الأداة المعدنية الدائمة والقشرة الخزفية المؤقتة. للحصول على الدقة التي تحتاجها، من الضروري أن نفهم أن “القالب” الذي تدفع ثمنه مقدمًا هو الأصل الذي يضمن الاتساق عبر دورة إنتاجك.
قالب حقن الشمع مقابل القشرة الخزفية النهائية
التمييز هنا حيوي لفهم تكاليف أدواتك. ال القالب الاستثماري هو كتلة معدنية مصقولة بدقة—عادة الألمنيوم أو الصلب—مصممة لتشكيل نموذج الشمع القابل للتضحية.
- قالب حقن الشمع: هذا هو الأصل الدائم الخاص بك. نحن نحقن الشمع المنصهر في هذا القالب لإنشاء نسخة من الجزء النهائي الخاص بك.
- القشرة الخزفية: هذا هو القالب المؤقت. نحن نغمس نموذج الشمع في خليط خزفي لبناء قشرة صلبة. بمجرد صب المعدن، يجب تدمير هذه القشرة لكشف الجزء.
أنت تستثمر في القالب لإنتاج النماذج؛ القشرة هي ببساطة وعاء للمعدن المنصهر خلال صب القشرة الخزفية المرحلة.
دور النموذج الرئيسي
تاريخيًا، كان النموذج الرئيسي نسخة مادية من الجزء النهائي المستخدمة لصنع القالب. اليوم، مع التصنيع المتقدم باستخدام CNC، نتخطى عادةً النموذج الرئيسي المادي ونقطع قالب حقن الشمع مباشرة من بيانات CAD ثلاثية الأبعاد الخاصة بك.
ومع ذلك، يظل المفهوم كما هو: تعمل الأدوات كصورة سلبية. يجب أن تأخذ في الاعتبار معدلات الانكماش المحددة—لكل من الشمع عند تبريده والمعادن عند تصلبها. يتم تصميم حساب الانكماش المزدوج هذا مباشرة في تجويف القالب.
الأدوات الدائمة مقابل القوالب القابلة للاستهلاك
عند وضع ميزانية لمشروع، تحتاج إلى فصل معداتك الرأسمالية عن تكاليف الوحدة.
- الأدوات الدائمة (قالب الاستثمار): هذه تكلفة لمرة واحدة. سواء قمنا بتصنيعه من الألمنيوم عالي الجودة أو الفولاذ القابل للتشكيل، تم تصميم هذا القالب ليدوم لآلاف الدورات. إنه المحرك الرئيسي لنفقات NRE (الهندسة غير المتكررة) الخاصة بك.
- القوالب القابلة للاستهلاك: القشرة الخزفية تستخدم لمرة واحدة. كل جزء معدني يتم إنتاجه يتطلب نمط شمع خاص به وقشرة خزفية خاصة به. يتم توزيع هذه التكلفة على سعر كل صب.
من خلال تأمين جودة عالية القالب الاستثماري, تضمن أن كل نموذج الشمع القابل للتضحية يتم إنتاجه هو نفسه، مما يضمن ت tolerances ضيقة في المكونات المعدنية النهائية.
أنواع خيارات أدوات قالب الاستثمار
اختيار استراتيجية الأدوات المناسبة أمر حاسم لأنه يحدد مباشرة تكاليفك المسبقة وسعر الوحدة. نحن لا نستخدم نهج “مقاس واحد يناسب الجميع” هنا؛ الاختيار يعتمد بشكل كبير على حجم إنتاجك، ميزانيتك، ومدى سرعة الحاجة إلى الأجزاء في يدك.
النماذج الأولية السريعة والأدوات اللينة
للكميات المنخفضة أو التحقق من التصميم، نلجأ إلى حلول الأدوات السريعة. إذا كنت بحاجة فقط إلى عدد قليل من الأجزاء لاختبار الملاءمة والوظيفة، فإن الاستثمار في الفولاذ المقسى هو إهدار للمال.
- أنماط مطبوعة ثلاثية الأبعاد: يمكننا تجاوز ال قالب حقن الشمع تمامًا عن طريق طباعة الأنماط مباشرة في الشمع القابل للصب أو PMMA. هذا مثالي للكميات التي تقل عن 10 وحدات.
- أدوات ناعمة: نستخدم الألمنيوم من الدرجة المنخفضة أو سبائك أكثر ليونة لقطع القوالب البسيطة بسرعة. هذه مثالية لعمليات إنتاج تتراوح بين 50 إلى 100 قطعة حيث تحتاج إلى قالب مادي ولكن لا تتطلب متانة طويلة الأمد.
أدوات الإنتاج: الألمنيوم (T6/7075) مقابل الصلب (P20/H13)
عندما تكون جاهزًا للتوسع، يتحول النقاش إلى أدوات الألمنيوم مقابل أدوات الصلب. يؤثر هذا القرار على عمر القالب ووقت دورة حقن الشمع.
- الألمنيوم (درجة الطائرات T6/7075): هذا هو العملة الأساسية للإنتاج منخفض إلى متوسط الحجم. الألمنيوم أسهل في التشغيل من الصلب، مما يقلل من تكلفة الأدوات الأولية. كما أنه يوفر نقل حرارة ممتاز، مما يسمح للشمع بالتبريد بشكل أسرع. ومع ذلك، فهو أكثر ليونة وأكثر عرضة للتآكل على مدى آلاف الدورات.
- الصلب (P20/H13): لإنتاج عالي الحجم، يعتبر الصلب المقسى هو المعيار. P20 هو صلب مسبق التصلب جيد للاستخدام العام، بينما H13 هو صلب مقسى بالكامل ويستخدم في المناطق عالية التآكل أو الشرائح المعقدة. تحتفظ قوالب الصلب بتفاوتات دقيقة على مدى ملايين الطلقات. كـ رائد في صب الشمع المفقود لمكونات المعادن الدقيقة, ، نوصي عادةً باستخدام الصلب عندما تكون الاتساق أمرًا بالغ الأهمية على مدى دورة حياة المنتج الطويلة.
الأدوات اليدوية مقابل الأدوات الأوتوماتيكية
تعقد القالب الاستثماري تحدد كيفية استخراج نمط الشمع.
- الأدوات اليدوية: يقوم المشغل بتفكيك القالب يدويًا لإزالة نمط الشمع. هذا يبقي تكاليف الأدوات منخفضة لأنه لا توجد آليات طرد معقدة، ولكنها تبطئ وقت الدورة بشكل كبير.
- الأدوات الأوتوماتيكية: تعمل هذه القوالب مثل قوالب حقن البلاستيك، باستخدام أنظمة طرد هيدروليكية أو ميكانيكية لطرد نمط الشمع تلقائيًا. بينما تكون التكلفة الأولية أعلى، فإن تقليل وقت الدورة يخفض سعر الوحدة للطلبات الكبيرة.
مقارنة بين مواد الأدوات
| الميزة | الألمنيوم (7075/T6) | الفولاذ (P20/H13) |
|---|---|---|
| تكلفة التشغيل | أقل | أعلى |
| تشتت الحرارة | ممتاز (دورات أسرع) | معتدل |
| التحمل | جيد (حجم منخفض/متوسط) | ممتاز (حجم كبير) |
| قابلية الإصلاح | صعب اللحام/الإصلاح | أسهل في اللحام/الإصلاح |
| تشطيب السطح | جيد | متفوقة |
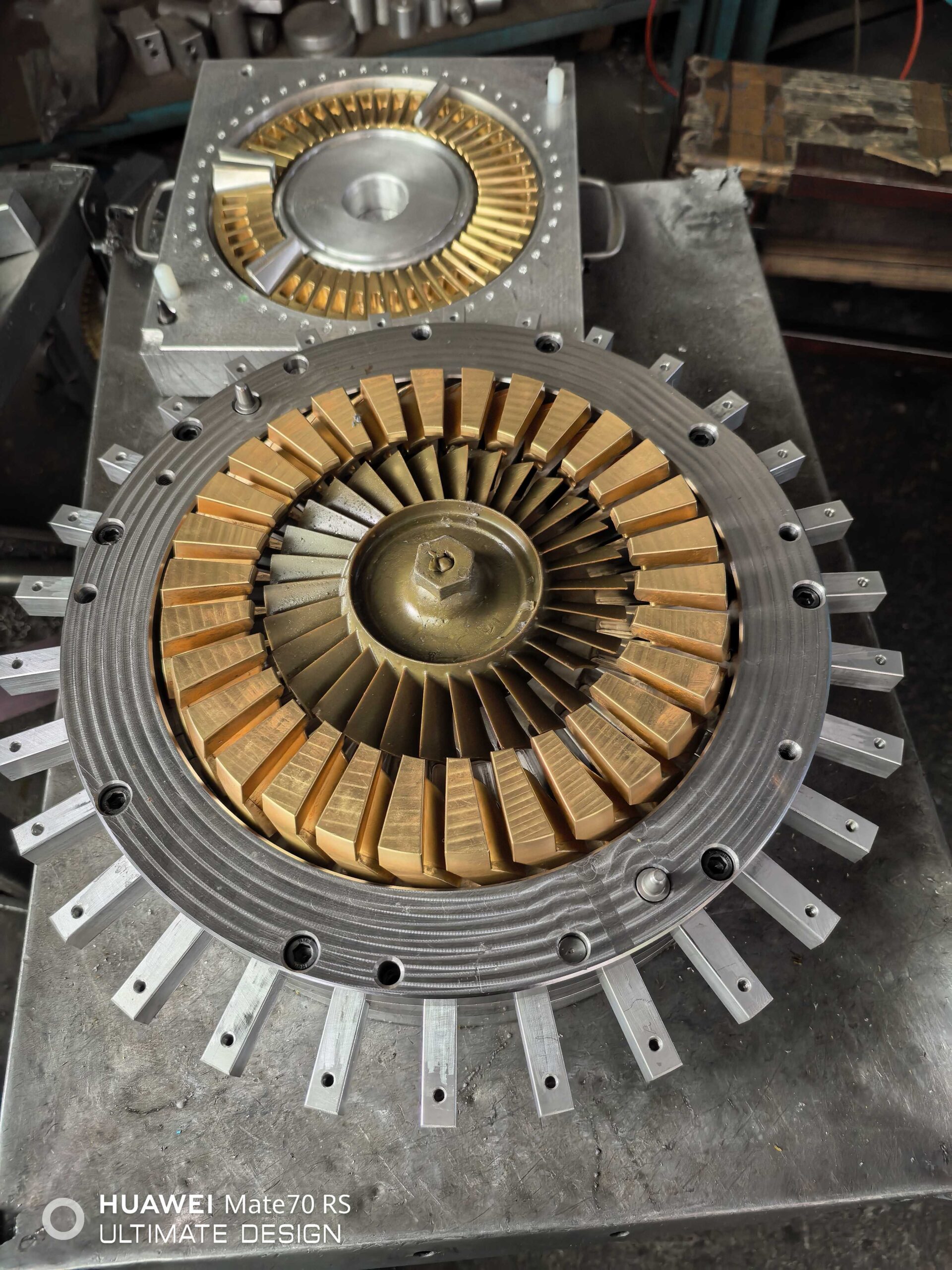
تشريح قالب استثمار عالي الجودة
المكونات الأساسية: التجويف، النوى، ودبابيس الطرد
عندما نصمم القالب الاستثماري, نحن في الأساس نبني سالبًا دقيقًا لإنشاء نسخة شمعية إيجابية. يعتمد التجميع على ثلاثة لاعبين رئيسيين:
- التجويف: هذا يشكل الملف الخارجي للجزء.
- النوى: تشكل هذه الإدخالات الهندسة الداخلية والثقوب.
- دبابيس الطرد: هذه الآليات تدفع نموذج الشمع المتصلب خارج القالب.
موضع دبابيس الطرد حاسم؛ يجب أن تطبق القوة بالتساوي لتجنب تشويه الشمع الناعم. بالنسبة للصناعات التي تتطلب تسامحات دقيقة، مثل تلك التي تخدمها شركة صب الطيران لمكونات السبائك عالية الأداء, حتى ميكرون واحد من عدم المحاذاة في هذه المكونات يمكن أن يجعل الأداة عديمة الفائدة.
نوى شمع قابلة للذوبان للداخلية المعقدة
للنوى الفولاذية القياسية حدود - على وجه التحديد، لا يمكنها التعامل مع الأجزاء المحبوسة. إذا لم تتمكن من سحب النواة المعدنية في خط مستقيم، فإن التصميم يفشل. نحن نحل هذه التحدي مع نوى الشمع القابلة للذوبان.
نقوم بتشكيل الشكل الداخلي باستخدام شمع قابل للذوبان خاص، ونضع تلك القطعة الصلبة في الجزء الرئيسي قالب حقن الشمع, ، وحقن شمع النموذج القياسي حولها. لاحقًا، نقوم بإذابة النواة الداخلية في حمام حمضي خفيف أو ماء، مما يترك وراءه هندسة معقدة مجوفة. هذه التقنية ضرورية للتفاصيل المعقدة أدوات الصب الدقيقة حيث تكون القنوات الداخلية منحنية أو غير منتظمة.
حساب “الانكماش المزدوج”
لا يمكنك ببساطة قطع القالب إلى أبعاد الجزء النهائي. علينا حساب مخصص الانكماش للنموذج استنادًا إلى مرحلتين مميزتين، يُشار إليهما غالبًا بـ “الانكماش المزدوج”:
- انكماش الشمع: ينكمش الشمع أثناء تبريده داخل الأداة المصنوعة من الألمنيوم أو الفولاذ.
- انكماش المعدن: ينكمش السبيكة النهائية أثناء تصلبها في القشرة الخزفية.
تختلف نسبة الانكماش بشكل كبير اعتمادًا على المادة. على سبيل المثال، ستختلف عوامل التمدد في دليل مصنع الألمنيوم المصبوب للعمليات والسبيكة عن تلك المستخدمة للفولاذ المقاوم للصدأ. إذا أخطأنا في هذه الحسابات، فإن الجزء النهائي سيكون خارج التحمل، لذا نقوم دائمًا بحساب إجمالي عامل التمدد قبل تشغيل القالب باستخدام ماكينة CNC.
إرشادات التصميم لنجاح الهندسة

عندما نصمم القالب الاستثماري, ، الهدف بسيط: إنشاء أداة تنتج نماذج شمعية متسقة مع الحد الأدنى من الفاقد. التصميم الجيد من البداية يوفر آلاف الجنيهات في إعادة العمل لاحقًا ويضمن طول عمر الأدوات.
زوايا الميل: متطلبات أساسية
لا يمكنك تجاهل الفيزياء. إذا كانت الجدران العمودية مستقيمة تمامًا، فإن الفراغ الذي يتم إنشاؤه أثناء الطرد سيتسبب في تلف نموذج الشمع القابل للتضحية. نحن دائمًا نطبق متطلبات زاوية السحب— عادة حوالي 0.5 إلى 1 درجة—للواجهات الرأسية. يسمح هذا التدرج الطفيف للشمع بالانفصال بشكل نظيف من قالب حقن الشمع دون سحب أو تشويه. بالنسبة للأجزاء العميقة أو الميزات الداخلية المعقدة، غالبًا ما نزيد هذه الزاوية لضمان طرد سلس في كل دورة.
استراتيجيات وضع البوابة
البوابة هي المكان الذي يدخل فيه الشمع السائل إلى القالب، وموقعها يحدد جودة التدفق. نحن نضع البوابات لتغذية الأجزاء الأكثر سمكًا أولاً. هذه الاستراتيجية تقلل من الاضطراب واحتجاز الهواء، وهما من الأسباب الشائعة لعيوب السطح. إن وضع البوابات بشكل صحيح هو جزء أساسي من عملية صب الاستثمار غير القابل للصدأ, ، مما يضمن أن الانتقال من الشمع إلى المعدن ينتج عنه مكون كثيف وخالي من العيوب.
إدارة خطوط الفصل
كل القالب المجهز بواسطة CNC يتكون من نصفين على الأقل، وحيث يلتقيان، فإن خط الفصل أمر لا مفر منه. نحن نضع هذه الخطوط بشكل استراتيجي على الأسطح أو الحواف غير الحرجة حيث لن تؤثر علامة الشهادة الطفيفة على الوظائف أو الجمالية.
- الأسطح المسطحة: نتجنب وضع الخطوط عبر المناطق التجميلية الكبيرة والمسطحة حيث سيكون التلميع صعبًا.
- الحواف: محاذاة خط الفصل مع الزاوية تجعل الفلاش أسهل في الإزالة أثناء التشطيب.
- الت tolerance: نحافظ على الأسطح المغلقة محكمة لتقليل الفلاش، مما يقلل من العمل اليدوي المطلوب للنهائي أدوات الصب الدقيقة.
تحليل التكلفة: ما الذي يدفع أسعار الأدوات؟
عندما نحسب تقدير تكلفة الأدوات بالنسبة لمشروع جديد، فإن سعر المنتج ليس عشوائيًا. إنه مدفوع بشكل صارم بالوقت الذي يستغرقه تصميم وتصنيع القالب، والمواد التي نستخدمها لبنائه. فهم هذه العوامل يساعدك على اتخاذ قرارات أكثر ذكاءً بشأن ميزانيتك وجدول الإنتاج.
كيف تؤثر التعقيدات والتجاويف على وقت التصنيع
الهندسة الخاصة بالجزء الخاص بك هي أكبر عامل في تكلفة القوالب المصنعة بواسطة CNC. إذا سمح تصميمك لقالب بسيط “افتح وأغلق” (نصفين يفصلان بسهولة)، فإن وقت التشغيل يكون ضئيلًا.
ومع ذلك، فإن الميزات مثل التجاويف، والخيوط، أو الممرات الداخلية المعقدة تعقد العملية. هذه تتطلب:
- الشرائح أو الكامات: أجزاء ميكانيكية تتحرك عموديًا على فتح القالب لإطلاق التجاويف.
- النوى السائبة: إدخالات يجب إزالتها يدويًا من نموذج الشمع بعد كل دورة.
- النوى القابلة للذوبان: أدوات منفصلة مطلوبة لإنشاء إدخالات شمعية قابلة للذوبان للهندسة الداخلية.
كل آلية إضافية تزيد من وقت الهندسة والساعات التي يقضيها الكتلة على آلة CNC.
قالب ذو تجويف واحد مقابل قالب متعدد التجاويف: موازنة التكلفة الأولية مقابل سعر الوحدة
القرار بين قالب ذو تجويف واحد و قالب متعدد التجاويف هو عمل موازنة بين استثمارك الأولي وسعر القطعة على المدى الطويل.
- قالب ذو تجويف واحد: تكلفة أدوات أولية أقل. الأفضل للطلبات ذات الحجم المنخفض (أقل من 1000 قطعة/سنة). المقايضة هي سعر وحدة أعلى لكل نموذج شمعي لأن دورة الحقن تنتج جزءًا واحدًا فقط في كل مرة.
- متعدد التجاويف: تكلفة أولية أعلى. يجب علينا تشكيل التجويف عدة مرات. ومع ذلك، فإن هذا يقلل بشكل كبير من سعر الوحدة لأننا ننتج 2 أو 4 أو 8 أنماط في دورة حقن واحدة.
أثر اختيار المواد: لماذا تكلف الصلب أكثر من الألمنيوم
أدوات الألمنيوم مقابل الصلب غالبًا ما يكون المكان الذي يمكننا فيه توفير التكاليف لمشاريع ذات حجم منخفض إلى متوسط.
- الألمنيوم (7075/T6): إنه أكثر ليونة ويقطع أسرع بكثير من الفولاذ. هذا يقلل من وقت التشغيل وتآكل الأدوات، مما يخفض تكلفة القالب. إنه ممتاز للتطوير السريع وعمليات الإنتاج حتى 50,000 طلقة.
- الصلب (P20/H13): الفولاذ المقسى من الصعب تشغيله ويتطلب استخدام EDM (القطع الكهربائي) للتفاصيل الدقيقة. إنه أغلى ولكن يكاد يكون غير قابل للتدمير في القالب الاستثماري البيئة.
على عكس الضغط العالي عملية الصب الصناعي بالقالب حيث تكون قوالب الفولاذ الثقيلة إلزامية لتحمل القوة الهائلة، يتضمن الصب الاستثماري حقن الشمع تحت ضغط منخفض. هذا يمنحنا المرونة لاستخدام أدوات الألمنيوم للحفاظ على تكاليفك الأولية منخفضة دون التضحية بالدقة.
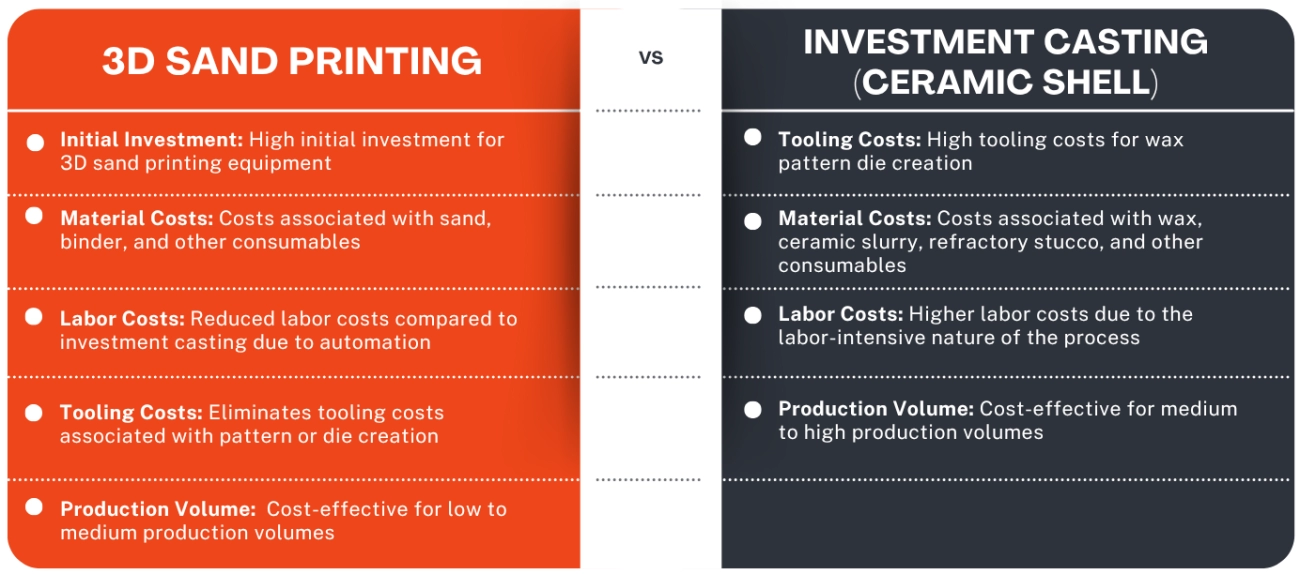
قالب الاستثمار مقابل قالب الصب
عندما يسأل العملاء عن الفرق بين القالب الاستثماري وقالب الصب، أبدأ دائمًا بوسيلة الحقن. في الصب، نقوم بإجبار المعدن المنصهر في تجويف فولاذي تحت ضغط شديد. في عملية صب الشمع المفقود, نقوم فقط بحقن الشمع. هذا الاختلاف الأساسي يحدد كل شيء من تقدير تكلفة الأدوات مع دورة حياة القالب.
مقارنة ضغوط الحقن وتآكل الأدوات
تتعرض قوالب الصب للضغوط. تواجه المعدن المنصهر عالي السرعة والصدمات الحرارية، مما يتطلب فولاذ أدوات مقسى للبقاء. على العكس، قالب حقن الشمع يعمل عند درجات حرارة وضغوط منخفضة. نظرًا لأن الشمع غير كاشط، فإن التآكل في التجويف ضئيل. هذا يسمح لنا باستخدام الألمنيوم كقاعدة للقالب، مما يجعله أسرع في التشغيل وأسهل في التعامل.
تحليل العمر الافتراضي وتكاليف الإعداد
نظرًا لأن بيئة التشغيل لطيفة جدًا،, تستمر قوالب الاستثمار غالبًا ما تدوم أطول من أدوات الصب. ليس من غير المألوف أن ينتج قالب شمع الألمنيوم أكثر من 100,000 نموذج دون تدهور كبير.
بالنسبة للإعداد الأولي، فإن أدوات الاستثمار هي الفائزة الواضحة. أنت لا تدفع مقابل كتل ضخمة من الفولاذ H13 أو القنوات المعقدة للتبريد المطلوبة لصب القوالب. إذا كنت تبحث عن إنتاج قطع في الألمنيوم A356 أو 6061, ، فإن صب الاستثمار يقدم حاجز دخول أقل، خاصة للعمليات ذات الحجم المنخفض إلى المتوسط حيث لا يكون من المنطقي استهلاك قالب صب مكلف.
الاختلافات الرئيسية في لمحة:
- الضغط: يستخدم صب القوالب ضغطًا عاليًا (قوة قفل)؛ بينما يستخدم صب الاستثمار ضغطًا منخفضًا (حقن الشمع).
- المادة: تتطلب قوالب الصب الصلب فولاذًا مقسى؛ بينما غالبًا ما تستخدم قوالب الاستثمار الألمنيوم.
- التآكل: تعاني قوالب الصب من إجهاد حراري؛ بينما تتعرض قوالب الاستثمار لحد أدنى من التآكل.
- التكلفة: تكون أدوات الاستثمار عادةً أرخص بنسبة 30-50% من أدوات صب القوالب.
الصيانة والتخزين لطول العمر
حماية القالب الاستثماري لا تتعلق فقط بالتعامل الحذر أثناء الإنتاج؛ بل تتطلب بروتوكولات صيانة صارمة لتمديد دورة حياة القالب. نظرًا لأن قالب حقن الشمع هو أساس عملية صب الشمع المفقود, كله، فإن إهماله يؤدي على الفور إلى عدم دقة الأبعاد وعيوب السطح في الأجزاء المصبوبة النهائية.
بروتوكولات التنظيف لبقايا الشمع
تراكم الشمع هو العدو الرئيسي للدقة في هذه الصناعة. بعد عملية الإنتاج، لا نستخدم أبدًا أدوات كاشطة مثل الصوف الصلب أو فرش الأسلاك، حيث يمكن أن تخدش هذه الأسطح المصقولة للغاية وتفسد النهاية.
- تنظيف بالمذيبات: استخدم منظفات قوالب متخصصة تذوب بقايا الشمع دون التأثير على سطح المعدن.
- أدوات ناعمة: استخدم فقط أدوات كشط مصنوعة من النحاس أو النحاس الأصفر أو البلاستيك لإزالة الشمع العنيد من خطوط الفصل.
- نفخ الهواء: قم بتنظيف الفتحات وثقوب دبابيس الطرد باستخدام الهواء المضغوط لمنع انسداد قد يؤثر على نموذج الشمع القابل للتضحية.
منع الأكسدة في قوالب الصلب
بينما أدوات الألمنيوم مقابل أدوات الصلب غالبًا ما يركز النقاش على سرعة الدورة، لكن متطلبات الصيانة تختلف بشكل كبير. الألمنيوم يتشكل بشكل طبيعي طبقة أكسيد واقية، لكن الصلب يتطلب حماية نشطة. حتى المواد الفولاذية عالية الجودة المستخدمة في أدوات الإنتاج يمكن أن تصدأ إذا تعرضت للرطوبة دون حواجز.
- إزالة الرطوبة: تأكد من أن القالب جاف تمامًا وخالي من تكاثف الماء من خطوط التبريد قبل التخزين.
- طلاء واقي: قم بتطبيق مثبط صدأ ثقيل أو رذاذ درع القالب مباشرة بعد التنظيف لختم السطح.
- التشحيم: قم بتشحيم دبابيس القيادة والمحامل والانزلاقات لمنع التوقف أثناء الإعداد التالي.
أفضل الممارسات للتخزين على المدى الطويل
كيف تخزن الأدوات يحدد جاهزيتها للطلب التالي. نحن دائمًا نخزن القوالب في وضع “مغلق” تحت ضغط منخفض. هذا يمنع الغبار والحطام من الاستقرار على أسطح التجاويف الحرجة ويحمي خط الفصل من الأضرار الناتجة عن الصدمات العرضية. قم بتخزين الأدوات في بيئة محكومة المناخ لتقليل دورات التمدد والانكماش الحراري التي قد تؤدي إلى loosen components over time.
الأسئلة الشائعة: أسئلة شائعة حول قوالب الاستثمار
عندما نتحدث مع العملاء حول إعداد خط الإنتاج، تظهر نفس الأسئلة المتعلقة بـ قالب حقن الشمع وطول عمر الأدوات. إليك الإجابات المباشرة على أكثر الاستفسارات شيوعًا التي نتلقاها حول عملية الأدوات.
كم من الوقت تدوم قالب الاستثمار المصنوع من الألمنيوم؟
هنا تتألق أدوات صب الاستثمار مقارنة بالطرق الأخرى. لأننا نقوم بحقن شمع غير كاشط بدلاً من المعدن المنصهر في القالب، فإن التآكل والتمزق يكونان ضئيلين.
- أدوات الألمنيوم: لأغلب المشاريع، يمكن أن تدوم قالب الألمنيوم عالي الجودة (مثل T6 أو 7075) بسهولة لمدة 50,000 إلى 100,000 طلقة.
- أدوات الصلب: إذا اخترت الصلب، فإن دورة حياة القالب تكون فعليًا دائمة لمعظم متطلبات الحجم، متجاوزة بسهولة 500,000 دورة.
نظرًا لأن الضغط ودرجة الحرارة منخفضان، فإن التعب الحراري ليس مشكلة حقيقية. ما لم تتسبب في تلفه من خلال سوء التعامل، فإن قالب الألمنيوم هو أصل متين وفعال من حيث التكلفة.
هل يمكننا تعديل قالب موجود لتغييرات التصميم؟
نعم، ولكن هناك قيود. نحن نستخدم القوالب المصنعة بواسطة CNC لقطع التجويف، لذلك فإن إزالة المعدن من القالب (والذي يضيف مادة إلى الجزء النهائي الخاص بك) بسيط. يُطلق عليه غالبًا أن يكون “آمن للمعدن”.”
ومع ذلك، إذا كانت تغييرات التصميم الخاصة بك تتطلب إضافة المعدن مرة أخرى إلى القالب (لجعل الجدار أرق أو الثقب أصغر)، فإن الأمر يصبح معقدًا. علينا أن نلحم ونعيد تشكيله، أو نستخدم إدخالات. من الأفضل دائمًا أن تحصل على التصميم الصحيح قبل قطع الأداة، ولكن التعديلات الطفيفة عادة ما تكون قابلة للإدارة.
ما هو الوقت المعتاد لتصنيع قالب حقن الشمع؟
السرعة هي ميزة كبيرة هنا. نظرًا لأننا لا نحتاج إلى تصلب الصلب لأسابيع كما في صب القوالب عالية الضغط، يمكننا التحرك بسرعة.
- هندسة بسيطة: 2–3 أسابيع.
- هندسة معقدة/متعددة التجاويف: 4–5 أسابيع.
إذا كنت بحاجة إلى حلول الأدوات السريعة, ، يمكننا أحيانًا قطع أدوات الألمنيوم البسيطة في أقل من أسبوعين. هدفنا هو جعل قالب الاستثمار جاهزًا لأخذ العينات في أسرع وقت ممكن حتى نتمكن من الانتقال إلى مرحلة الصب.
هل أملك الأدوات بعد الإنتاج؟
بالطبع. في السوق المصري وعلى مستوى العالم، الممارسة القياسية هي أنه بمجرد دفعك لرسوم الهندسة غير المتكررة (NRE) أو رسوم الأدوات، فإن القالب يصبح ملكًا لك. نحن نعمل كأوصياء على ممتلكاتك. نقوم بتخزين وتنظيف وصيانة الأدوات بين دورات الإنتاج لضمان جاهزيتها للطلب التالي، ولكن الأصل يبقى ملكًا لك.


