Investment mould guide for engineers covering wax injection tooling design cost materials lifespan and why vastmaterial is a trusted partner. […]
Sai già che la fusione a investimento produce parti complesse e ad alta precisione…
Ma il successo del tuo progetto dipende in realtà da un solo fattore critico: la cassa investita.
Stai avendo difficoltà a bilanciare upfront costi degli attrezzi con a lungo termine la durata dell'utensile? Non sei sicuro se dovresti specificare alluminio or strumentazione in acciaio per il tuo volume di produzione?
At Vastmaterial, sappiamo che una stampaggio a iniezione di cera può distruggere sia il tuo budget che la tua timeline.
In questa guida, stiamo tagliando il rumore per offrirti un'analisi ingegneristica definitiva di progettazione dello stampo, selezione dei materiali e calcoli di restringimento.
Se stai cercando di ottimizzare la tua strategia di produzione e di garantire il miglior ROI sui tuoi utensili, questa guida è per te.
Cos'è Esattamente uno Stampo d'Investimento?
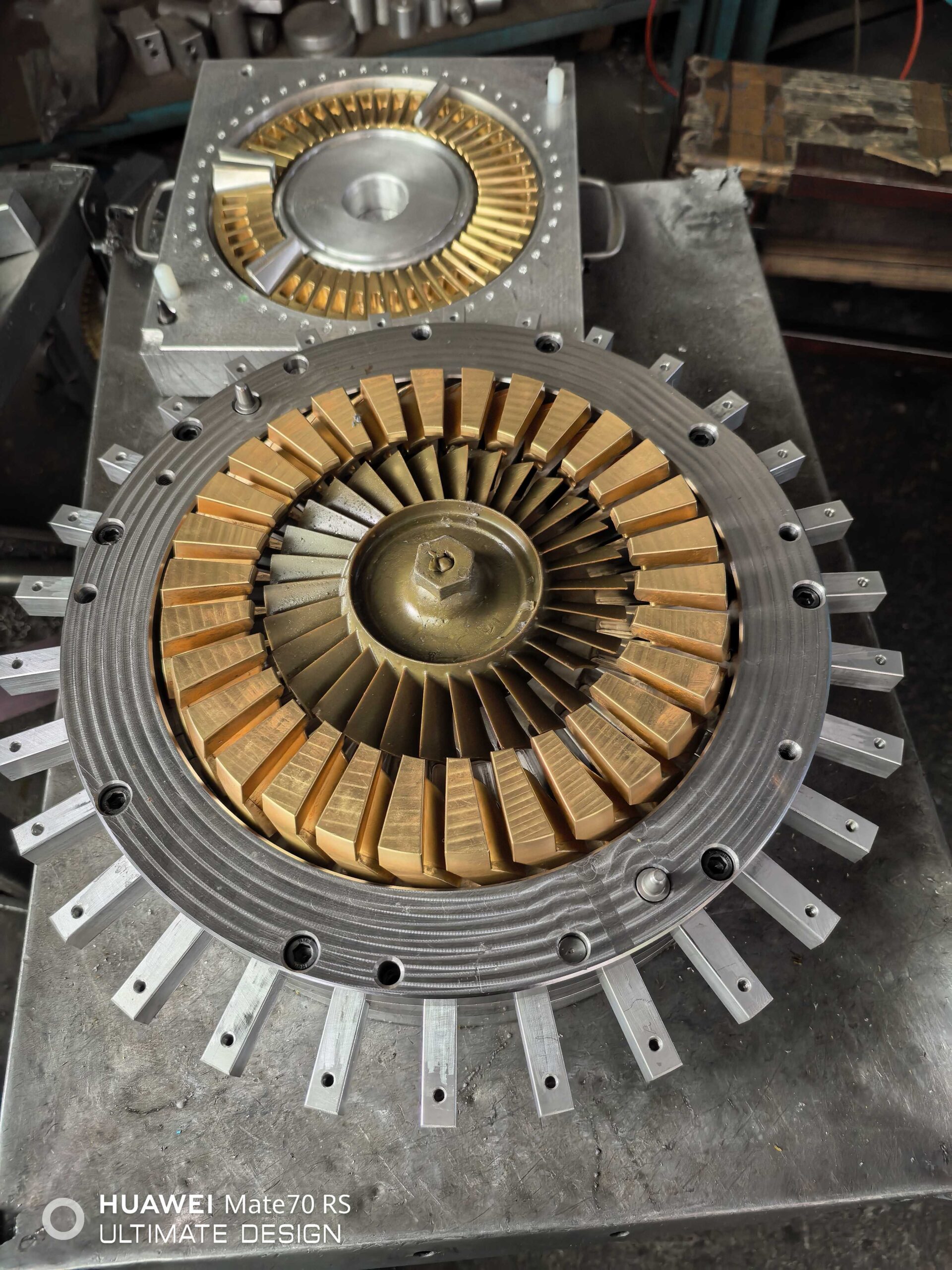
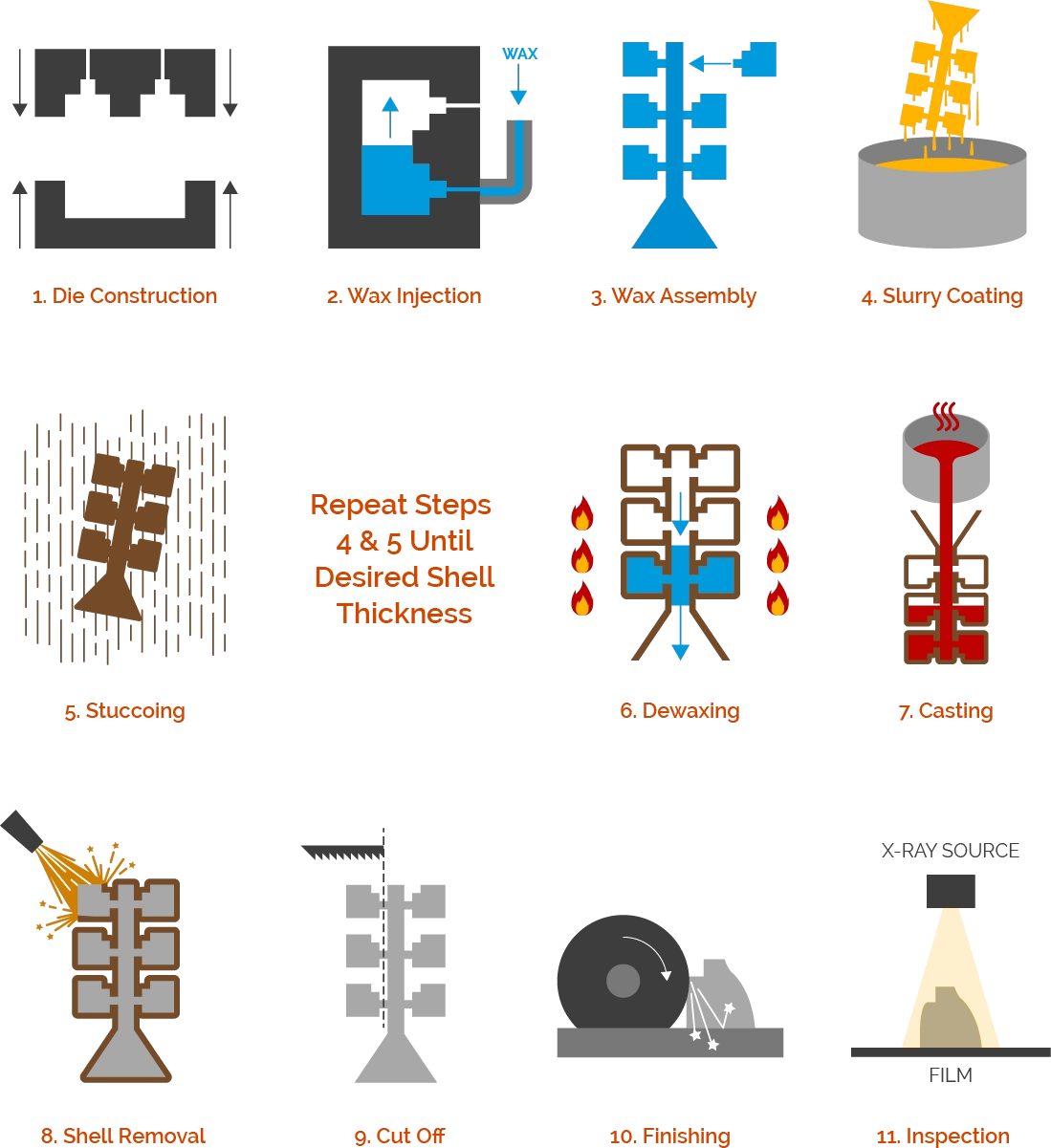
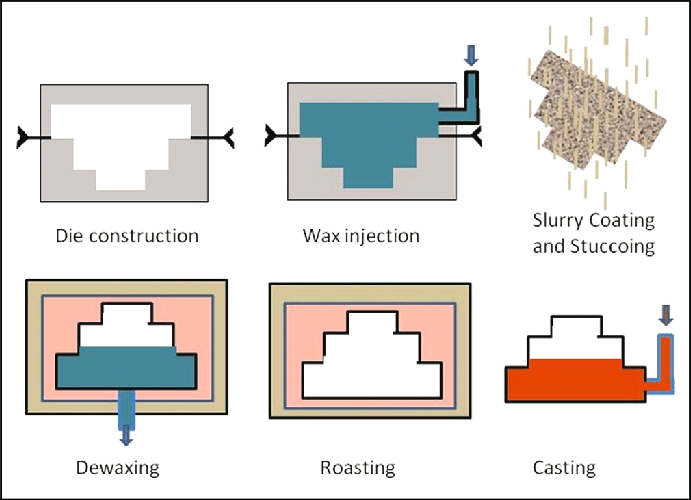
Nel mondo della produzione di precisione, la terminologia può diventare spesso confusa. Quando discutiamo un cassa investita, ci riferiamo specificamente all'utensile permanente usato per creare modelli di cera, tecnicamente noto come un stampaggio a iniezione di cera. Questo è la base dell'intera processo di fusione a cera persa.
Molti acquirenti confondono lo strumento permanente in metallo con la guscia ceramica temporanea. Per ottenere la precisione di cui hai bisogno, è cruciale capire che lo “stampo” per cui paghi in anticipo è l'asset che garantisce la coerenza lungo l'intero lotto di produzione.
Stampo di Iniezione della Cera vs. Guscia Ceramica Finale
La distinzione qui è vitale per comprendere i costi degli strumenti. Il cassa investita è un blocco di metallo lavorato con precisione—di solito alluminio o acciaio—progettato per formare il modello di cera sacrificabile.
- Lo Stampo per Iniezione della Cera: Questo è il tuo bene patrimoniale permanente. Iniettiamo cera fusa in questo stampo per creare una replica del tuo pezzo finale.
- La Scocca in Ceramica: Questo è lo stampo temporaneo. Immergiamo il modello di cera in una pappetta ceramica per costruire una corazza dura. Una volta versato il metallo, questa scocca deve essere distrutta per rivelare il pezzo.
Investi nello stampo per produrre i modelli; la scocca è semplicemente un contenitore per il metallo fuso durante la fusione con guscio di ceramica fase.
Il ruolo del Master Pattern
Storicamente, un modello principale era una replica fisica del pezzo finale utilizzata per realizzare lo stampo. Oggi, con lavorazioni CNC avanzate, in genere saltiamo il master pattern fisico e tagliamo il stampaggio a iniezione di cera direttamente dai tuoi dati CAD 3D.
Tuttavia, il concetto rimane lo stesso: lo stampo funge da immagine “negativa”. Deve tenere conto di tassi di restringimento specifici—sia per la cera mentre si raffredda sia per il metallo mentre si solidifica. Questo calcolo del doppio restringimento è integrato direttamente nella cavità dello stampo.
Strumenti permanenti vs. stampi consumabili
Quando si(stima) un budget per un progetto, è necessario separare l'attrezzatura di capitale dai costi unitari.
- Stampaggio Permanente ( stampo da investimento ): Questo è un costo una tantum. Che lo modelleremo in alluminio di alta qualità o in acciaio per utensili, questo stampo è progettato per durare migliaia di cicli. È il motore principale delle vostre spese iniziali NRE (Engineering Non Ricorrente).
- Stampi consumabili: La maschera ceramica è monouso. Ogni pezzo in metallo prodotto richiede il proprio modello in cera e la propria maschera ceramica. Questo costo è ammortizzato nel prezzo del pezzo di ogni pressofusione.
Garantendo una cassa investita, si garantisce che ogni modello di cera sacrificabile prodotto sia identico, assicurando tolleranze strette nei componenti metallici finali.
Tipi di Opzioni di Stampaggio a Investimento
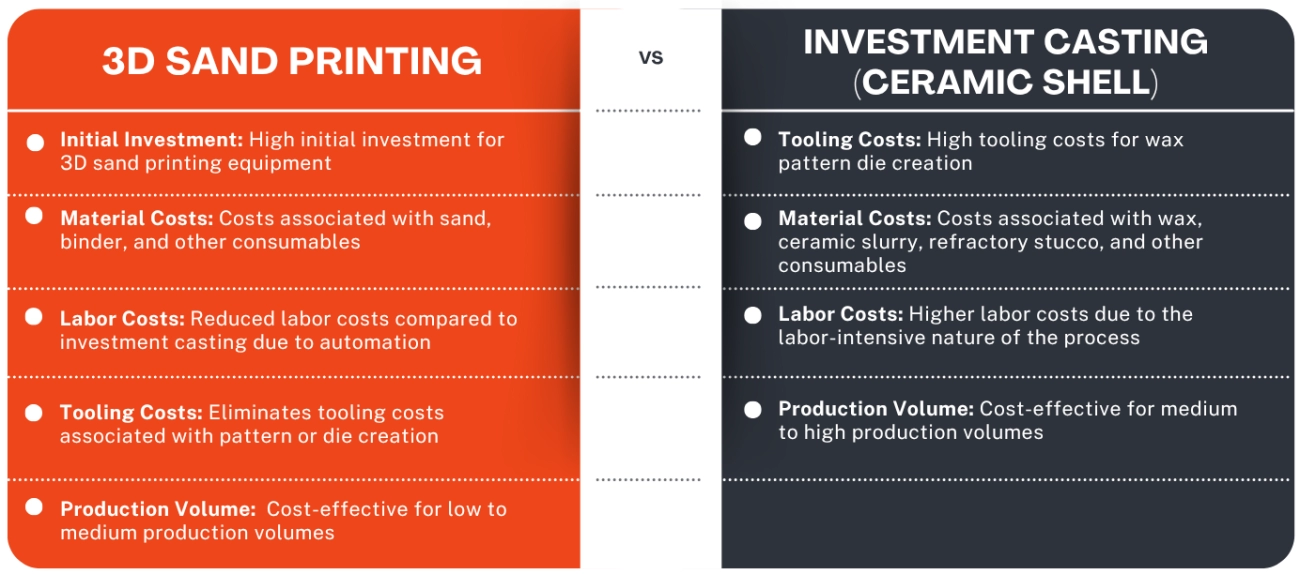
Selezionare la strategia di stampaggio giusta è fondamentale perché determina direttamente i costi iniziali e il prezzo per unità. Non utilizziamo un approccio “taglia unica”; la scelta dipende fortemente dal volume di produzione, dal budget e da quanto rapidamente hai bisogno delle parti pronte.
Prototipazione rapida e soft tooling
Per volumi bassi o per la verifica del progetto, ci affidiamo a soluzioni di stampaggio rapido. Se avete bisogno solo di una manciata di pezzi per testare l’assetto e la funzionalità, investire in acciaio temprato è una perdita di denaro.
- Modelli stampati in 3D: Possiamo bypassare il stampaggio a iniezione di cera interamente stampando direttamente in cera colabile o PMMA i modelli. Questo è ideale per quantità inferiori a 10 unità.
- Soft Tooling: Utilizziamo alluminio di livello inferiore o leghe più morbide per creare stampi semplici rapidamente. Questi sono perfetti per lotti da 50 a 100 pezzi in cui hai bisogno di uno stampo fisico ma non richiedi durabilità a lungo termine.
Produzione di utensili: Alluminio (T6/7075) vs. Acciaio (P20/H13)
Quando sei pronto a scala, il dibattito si sposta su utensili in alluminio vs acciaio. Questa decisione influisce sulla durata della matrice e sul tempo di ciclo della colata di cera.
- Alluminio (Grado Aeronautico T6/7075): Questo è il cavallo di lavoro per la produzione a basso-medio volume. L'alluminio è più facile da lavorare rispetto all'acciaio, il che abbassa il costo iniziale degli utensili. Offre anche un eccellente trasferimento di calore, consentendo alla cera di raffreddarsi più rapidamente. Tuttavia, è più morbido e più soggetto a usura attraverso migliaia di cicli.
- Acciaio (P20/H13): Per la produzione ad alto volume, l'acciaio temprato è lo standard. P20 è un acciaio pre-temperato buono per uso generale, mentre l'H13 è completamente temprato e utilizzato per aree ad usura elevata o scorrevoli complessi. Le stampi in acciaio mantengono tolleranze strette per milioni di colpi. In quanto fornitore principale di fusione a cera persa per componenti metallici di precisione, tipicamente consigliamo l'acciaio quando la coerenza è fondamentale per un lungo ciclo di vita del prodotto.
Tooling Manuale vs. Automatico
La complessità della cassa investita determina come estraiamo lo stampo di cera.
- Tooling Manuale: L'operatore smonta manualmente lo stampo per rimuovere lo stampo di cera. Questo mantiene bassi i costi di utensili perché non ci sono meccanismi di espulsione complessi, ma rallenta notevolmente il tempo di ciclo.
- Tooling Automatico: Queste matrici funzionano come stampi per plastica, utilizzando sistemi di eiezione idraulici o meccanici per espellere automaticamente lo stampo a cera. Sebbene il costo iniziale sia più alto, il tempo di ciclo ridotto diminuisce il prezzo unitario per ordini di grandi dimensioni.
Confronto dei Materiali per Utensili
| Caratteristica | Alluminio (7075/T6) | Acciaio (P20/H13) |
|---|---|---|
| Costo di lavorazione | Più basso | Più alto |
| Dissipazione del calore | Eccellente (Cicli più rapidi) | Moderato |
| Durata | Buono (bassa/media quantità) | Eccellente (alta quantità) |
| Riparabilità | Difficile da saldare/riparare | Più facile da saldare/riparare |
| Finitura superficiale | Buono | Superiore |
L'Anatomia di una Crapita investimento di alta qualità
Componenti principali: Cavità, Caratteri e Piastre di eiezione
Quando progettiamo un cassa investita, essenzialmente stiamo costruendo un negativo preciso per creare una replica in cera positiva. L'assemblaggio si basa su tre protagonisti principali:
- La Cavità: Questo modella il profilo esterno della parte.
- I Nuclei: Questi inserti formano la geometria interna e i fori.
- Perni di Eiezione: Questi meccanismi spingono la forma di cera solidificata fuori dalla matrice.
La posizione dei perni di eiezione è critica; devono applicare la forza in modo uniforme per evitare deformazioni della cera morbida. Per le industrie che richiedono tolleranze molto strette, come quelle servite da un produttore di fusione aerospaziale per componenti in lega ad alte prestazioni, anche un micron di disallineamento in questi componenti può rendere lo strumento inutilizzabile.
Nuclei di cera Solubile per interni complessi
I nuclei in acciaio standard hanno limiti—specificamente, non possono gestire incavi trattenuti. Se non riesci a tirare il nucleo metallico in linea retta, il progetto fallisce. Risolviamo questa sfida con nuclei di cera solubile.
Modelliamo la forma interna usando una cera solubile speciale, posizioniamo quel pezzo solido al interno stampaggio a iniezione di cera, e infondiamo la cera standard del modello attorno ad esso. Successivamente, sciogliamo il nucleo interno in una leggera soluzione acida o in immersione in acqua, lasciando dietro una geometria cava e complessa. Questa tecnica è essenziale per strumenti di pressofusione di precisione strumentazione di pressofusione di precisione dove i canali interni sono curve o irregolari.
Calcolo del “Doppio Restringimento”
Non puoi semplicemente tagliare lo stampo alle dimensioni finali della parte. Dobbiamo calcolare l' ammortizzazione del restringimento del motivo basato su due fasi distinte, spesso chiamate “Doppio Restringimento”:
- Ritiro della cera: La cera si contrae mentre si raffredda all'interno dello stampo in alluminio o acciaio.
- Ritiro del metallo: La lega finale si contrae durante la solidificazione nel guscio ceramico.
Il tasso di restringimento varia significativamente a seconda del materiale. Ad esempio, i fattori di espansione in una guida alle fonderie di alluminio pressofuso per processi e leghe differirà da quelle usate per l'acciaio inossidabile. Compiere un errore in questa matematica significa che il pezzo finale uscirà fuori tolleranza, quindi calcoliamo sempre il fattore di espansione totale prima di lavorare a CNC lo stampo.
Linee guida di progettazione per il successo ingegneristico

Quando progettiamo un cassa investita, l'obiettivo è semplice: creare uno strumento che produca modelli in cera coerenti con scarti minimi. Un buon progetto fin dall'inizio risparmia migliaia in rilavorazioni future e assicura la longevità degli stampi.
Angoli di beccheggio: requisiti essenziali
Non si può ignorare la fisica. Se le pareti verticali sono perfettamente dritte, il vuoto creato durante l'estrazione danneggia il modello di cera sacrificabile. Noi applichiamo sempre i requisiti di angolo di beccheggio—tipicamente circa 0,5 a 1 grado—verso le facce verticali. Questa leggera inclinazione permette alla cera di rilasciare pulitamente da stampaggio a iniezione di cera senza trascinarsi o deformarsi. Per tasche profonde o caratteristiche interne complesse, spesso aumentiamo questo angolo per garantire un'espulsione fluida ogni ciclo.
Strategie di posizionamento dello spruzzo
Lo spruzzo è dove la cera liquida entra nello stampo, e la sua posizione determina la qualità del flusso. Posizioniamo gli spruzzi per alimentare prima le sezioni più spesse del pezzo. Questa strategia riduce turbolenza e intrappolamento d'aria, che sono i colpevoli comuni di difetti superficiali. L'adeguata gates è una parte fondamentale del processo di fusione in acciaio inossidabile con investimento, assicurando che la transizione dalla cera al metallo produca un componente denso e privo di difetti.
Gestione delle Linee di Taglio
Ogni Stampo fresato al CNC consiste di almeno due metà, e dove si incontrano, una linea di taglio è inevitabile. Posizioniamo strategicamente queste linee su superfici o bordi non critici dove una lieve traccia di testimone non influenzerà la funzionalità o l'estetica.
- Superfici piatte: Evitiamo di posizionare linee su ampie aree cosmetic a cui sarebbe difficile lucidare.
- Spigoli: Allineare la linea di taglio con un angolo rende la rimozione della schiuma più facile durante la rifinitura.
- Tolleranza: Manteniamo le superfici di chiusura strette per minimizzare la schiuma, riducendo il lavoro manuale necessario per il finale strumentazione di pressofusione di precisione.
Analisi dei costi: cosa determina i prezzi degli stampi?
Quando calcoliamo una stima dei costi degli stampi per un nuovo progetto, l’etichetta del prezzo non è arbitraria. È strettamente guidata dal tempo necessario per progettare e costruire lo stampo, e dai materiali che utilizziamo per realizzarlo. Comprendere questi driver ti aiuta a prendere decisioni più intelligenti sul budget e sui tempi di produzione.
Come Complessità e Sgrossature Impattano sul Tempo di Lavorazione
La geometria del tuo pezzo è il fattore più grande nel costo di stampaggi CNC. Se il tuo progetto consente uno stampo semplice “apri e chiudi” (due metà che si separano facilmente), il tempo di lavorazione è minimo.
Tuttavia, caratteristiche come sgrossature, filetto o passaggi interni complessi complicano il processo. Questi richiedono:
- Presse o Camme: Componenti meccanici che si muovono perpendicolarmente all’apertura dello stampo per rilasciare le sgrossature.
- Nuclei allentati: Inserzioni che devono essere rimosse manualmente dal modello di cera dopo ogni ciclo.
- Nuclei Solubili: Attrezzature separate necessarie per creare inserti in cera solubili per la geometria interna.
Ogni meccanismo aggiuntivo aumenta i tempi di ingegneria e le ore in cui il blocco resta sulla macchina CNC.
Stampo a una cavità vs. a più cavità: bilanciare costo iniziale vs. prezzo unitario
Decidere tra una cavità singola e una stampo a multi-cavità è un equilibrio tra il tuo investimento iniziale e il prezzo di pezzo a lungo termine.
- Singola Cavità: Costo iniziale dello stampo più basso. Migliore per ordini a basso volume (meno di 1.000 pezzi/anno). Il compromesso è un prezzo unitario per modello di cera più alto poiché il ciclo di iniezione ne produce solo uno alla volta.
- Multi-Cavità: Costo iniziale più alto. Dobbiamo lavorare la cavità più volte. Tuttavia, questo riduce drasticamente il prezzo unitario perché produciamo 2, 4 o 8 modelli in un unico ciclo di iniezione.
Impatto nella Selezione dei Materiali: Perché l'acciaio costa più dell'alluminio
Stampi in alluminio vs acciaio è spesso dove possiamo risparmiare sui costi per progetti a basso-to-medio volume.
- Alluminio (7075/T6): È più morbido e taglia molto più velocemente dell'acciaio. Ciò riduce i tempi di lavorazione e l'usura degli utensili, abbassando il costo dello stampo. È eccellente per lo sviluppo rapido e per le produzioni fino a 50.000 pezzi.
- Acciaio (P20/H13): L'acciaio temprato è difficile da lavorare e richiede EDM (Electrical Discharge Machining) per dettagli fini. Costa di più ma è praticamente indistruttibile in un cassa investita ambiente.
A differenza della alta pressione processo di pressofusione industriale dove gli stampi in acciaio ad alta resistenza sono obbligatori per sopportare forze immense, la colata a investitura prevede l'iniezione di cera a bassa pressione. Questo ci offre la flessibilità di utilizzare utensili in alluminio per contenere i costi iniziali senza compromettere l'accuratezza.
Stampo da Investimento vs. Stampo per Colata in pressofusione
Quando i clienti chiedono la differenza tra un cassa investita e uno stampaggio a fusione con stampo, inizio sempre con il mezzo di iniezione. Nella pressofusione, imponiamo al metallo fuso di entrare in una cavità in acciaio sotto una pressione estrema. Nella processo di fusione a cera persa, stiamo solo iniettando cera. Questa differenza fondamentale detta tutto, dal stima dei costi degli stampi ai ciclo di vita dello stampo.
Confronto tra Pressioni di Iniezione e Usura degli Utensili
Gli stampi per pressofusione subiscono un duro colpo. Affrontano metallo fuso ad alta velocità e shock termico, richiedendo acciaio di utensile temprato per sopravvivere. Al contrario, un stampaggio a iniezione di cera opera a basse temperature e basse pressioni. Poiché la cera non è abrasiva, l'usura della cavità è minima. Questo ci permette di utilizzare alluminio per la base dello stampo, più veloce da lavorare e più facile da maneggiare.
Analisi della Durata e Costi di Installazione
Poiché l'ambiente operativo è così delicato, stampi per investimento spesso durano più a lungo degli strumenti di pressofusione. Non è raro che una matrice in cera di alluminio produca oltre 100.000 modelli senza degrado significativo.
Per la configurazione iniziale, lo strumento per investimento è il chiaro vincitore. Non si stanno pagando enormi blocchi di acciaio H13 né i complessi canali di raffreddamento necessari per la pressofusione. Se si prevede di produrre parti in alluminio A356 o 6061, la colata in sabbia offre una barriera all'ingresso più bassa, soprattutto per colate a basso-to-medio volume dove l'ammortamento di uno stampo da pressofusione costoso semplicemente non ha senso.
Principali differenze in breve:
- Pressione: La pressofusione usa alta pressione (forza di bloccaggio); la colata in sabbia usa bassa pressione (iniezione di cera).
- Materiale: Gli stampi per pressofusione richiedono acciaio temprato; gli stampi da investimento spesso utilizzano alluminio.
- Usura: Gli stampi in pressofusione subiscono affaticamento termico; gli stampi per investment casting subiscono usura minima.
- Costo: Gli utensili per investment casting sono tipicamente 30-50% più economici rispetto agli utensili per pressofusione.
Manutenzione e Conservazione per la Longevità
Proteggere il tuo cassa investita non riguarda solo la manipolazione attenta durante la produzione; richiede protocolli di manutenzione rigorosi per estendere il ciclo di vita dello stampo. Poiché il stampaggio a iniezione di cera è la base dell'intera processo di fusione a cera persa, trascurarlo porta immediatamente a imprecisioni dimensionali e difetti superficiali nelle tue parti finali stampate.
Protocolli di pulizia per residui di cera
L'accumulo di cera è il nemico principale della precisione in questa industria. Dopo una produzione, non usiamo mai strumenti abrasivi come lana d'acciaio o spazzole metalliche, poiché possono graffiare le superfici delle cavità altamente lucide e rovinare la finitura.
- Pulizia con solventi: Usare detergenti per stampi specializzati che sciolgono i residui di cera senza attaccare la superficie metallica.
- Strumenti morbidi: Usare solo raschietti in rame, ottone o plastica per rimuovere la cera ostinata dai bordi di separazione.
- Sbavatura ad aria: Pulire gli sfiati e i fori dei perni di espulsione con aria compressa per evitare ostruzioni che potrebbero influire sul modello di cera sacrificabile.
Prevenzione dell'Ossidazione negli Stampi in Acciaio
Mentre il utensili in alluminio vs acciaio il dibattito spesso si concentra sulla velocità di ciclo, ma i requisiti di manutenzione differiscono notevolmente. L'alluminio forma naturalmente uno strato protettivo d'ossido, ma l'acciaio richiede una protezione attiva. Anche materiali in acciaio legato di alta qualità materiali in acciaio legato utilizzati negli stampi di produzione possono arrugginire se esposti all'umidità senza barriere.
- Rimozione dell'Umidità: Assicurarsi che lo stampo sia completamente asciutto e privo di condensa d'acqua proveniente dalle linee di raffreddamento prima dell'immagazzinamento.
- Rivestimento Protettivo: Applica un inibitore di ruggine o uno spray protettivo per stampi ad alte prestazioni immediatamente dopo la pulizia per sigillare la superficie.
- Lubrificazione: Ungere i perni guida, le boccole e gli scorrimenti per prevenire inceppamenti nel prossimo assemblaggio.
Pratiche migliori per la conservazione a lungo termine
Come conservi gli utensili determina la loro prontezza per l’ordine successivo. Conserviamo sempre gli stampi in una posizione “chiusa” sotto bassa pressione. Questo impedisce che polvere e detriti atmosferici si depositino sulle superfici cave critiche e protegge la linea di separazione da danni causati da urti accidentali. Conservare gli utensili in un ambiente controllato climaticamente per minimizzare i cicli di espansione e contrazione termiche che potrebbero allentare i componenti nel tempo.
FAQ: Domande comuni sugli stampi da investimento
Quando parliamo ai clienti di allestire una linea di produzione, si verificano le stesse domande riguardo stampaggio a iniezione di cera e la longevità degli utensili tendono a presentarsi. Ecco le risposte dirette alle domande più frequenti che riceviamo sul processo degli utensili.
Quanto dura uno stampo da investimento in alluminio?
Questo è il punto in cui gli utensili per prelievo da investimento brillano rispetto ad altri metodi. Poiché invochiamo cera non abrasiva anziché metallo fuso nello stampo, l’usura è minima.
- Stampaggio in alluminio: Per la maggior parte dei progetti, uno stampo in alluminio di alta qualità (come T6 o 7075) può facilmente durare per 50.000 a 100.000 colpi.
- Stampaggio in acciaio: Se optate per l'acciaio, ciclo di vita dello stampo è effettivamente permanente per la maggior parte delle esigenze di volume, superando facilmente 500.000 cicli.
Poiché la pressione e la temperatura sono basse, la fatica termica non è davvero un problema. A meno che non lo danneggiate tramite una gestione impropria, uno stampo in alluminio è un bene durevole ed economico.
Possiamo modificare uno stampo esistente per cambiamenti di design?
Sì, ma ci sono limitazioni. Utilizziamo stampaggi CNC per tagliare la cavità, quindi rimuovere metallo dallo stampo (che aggiunge materiale al tuo pezzo finale) è semplice. Questo è spesso chiamato essere “sicuro per il metallo”.”
Tuttavia, se una modifica del design richiede di riaggiungere metallo nello stampo (per rendere una parete più sottile o un foro più piccolo), diventa complicato. Dobbiamo saldare e riarcare, o utilizzare inserti. È sempre più economico e veloce ottenere il design giusto prima di tagliare lo strumento, ma modifiche minori sono di solito gestibili.
Qual è il tempo di consegna tipico per la produzione di una matrice per stampaggio a cera persa?
La velocità è un grande vantaggio qui. Poiché non dobbiamo indurire l'acciaio per settimane come nel colaggio ad alta pressione, possiamo muoverci rapidamente.
- Geometria semplice: 2–3 settimane.
- Complesso/Multi-Cavità: 4–5 settimane.
Se hai bisogno soluzioni di stampaggio rapido, possiamo a volte tagliare strumenti in alluminio semplici in meno di due settimane. Il nostro obiettivo è arrivare a stampo di investimento pronti per l'epoca di campionatura il prima possibile in modo da poter passare alla fase di pressofusione.
Possiedo gli stampi dopo la produzione?
Assolutamente. Sul mercato statunitense e a livello globale, la prassi standard è che una volta pagate le tariffe Non-Recurring Engineering (NRE) o i costi di stampaggio, lo stampo ti appartiene. Noi agiamo come custodi della tua proprietà. Conserviamo, puliamo e manteniamo gli stampi tra una produzione e l'altra per garantirne la prontezza per il prossimo ordine, ma l'attività resta tua al 100%.


