工程師專用投資模具指南,涵蓋蠟模注塑模具設計、成本、材料、壽命,以及為何Vastmaterial是值得信賴的合作夥伴。.
你已經知道,投資鑄造可以提供複雜且高精度的零件……
但你的專案成功其實取決於一個關鍵因素: 投資模具.
你是否在努力平衡前期投入 模具成本 與長期 模具壽命之間?不確定是否應該指定 鋁 or 鋼製模具 以滿足你的生產量?
At Vastmaterial, 我們知道,一個設計不良的 蠟模注射模具 可能會破壞你的預算和時間表。.
在本指南中,我們將穿透雜訊,為你提供一個權威的工程分析,涵蓋 模具設計, 、材料選擇,以及 收縮率計算.
如果你希望優化你的製造策略並獲得最佳投資回報率,這份指南適合你。.
投資模具到底是什麼?
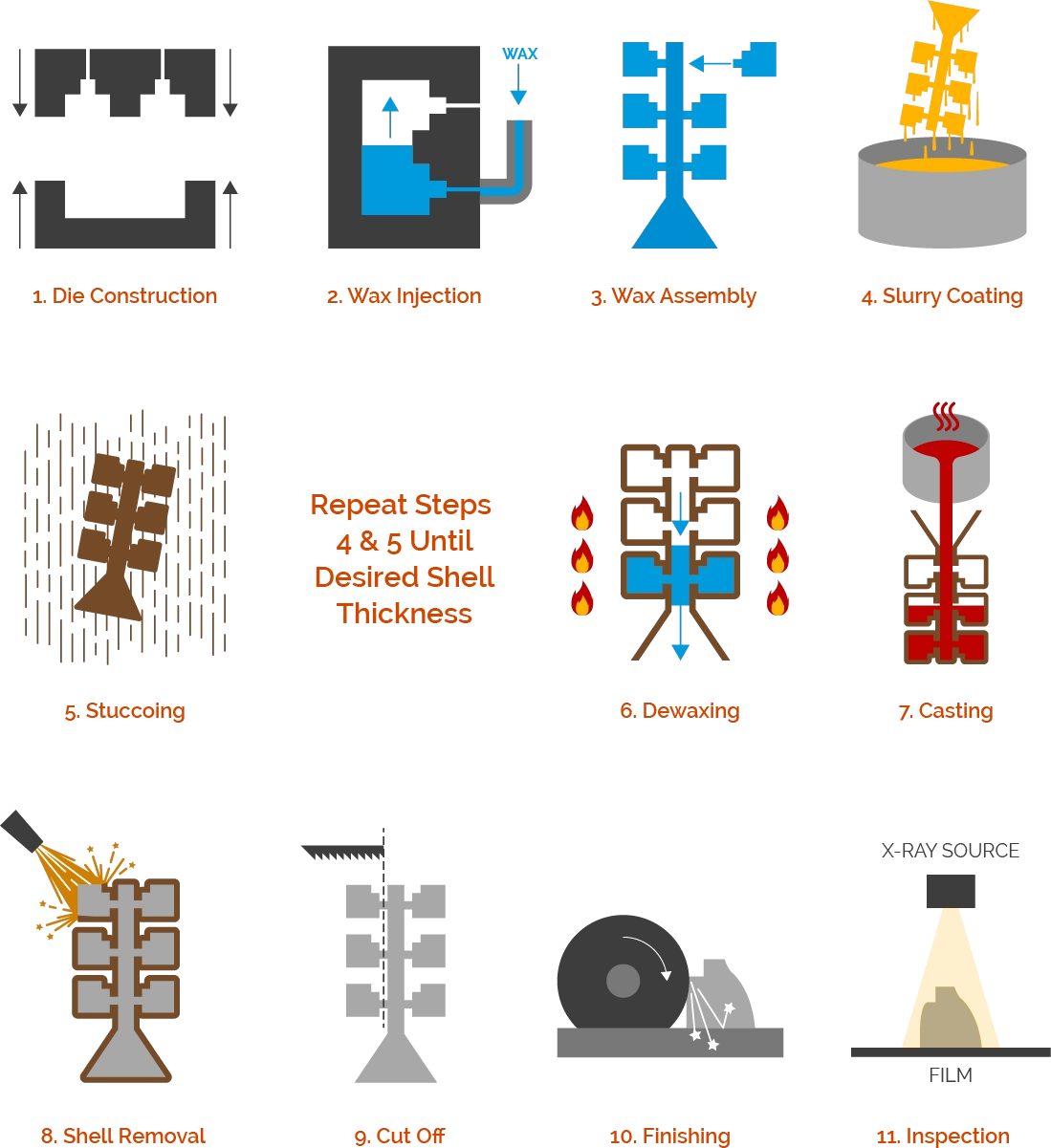
在精密製造的世界裡,術語有時會變得模糊。當我們討論一 投資模具, ,我們特別指的是用來製作蠟模的永久模具,技術上稱為 蠟模注射模具. 。這是整個 失蠟鑄造製程.
的基礎。許多買家會混淆永久金屬模具與臨時的陶瓷殼。為了獲得所需的精度,理解你預付的“模具”是確保生產過程中一致性的資產至關重要。.
蠟注射模具與最終陶瓷殼
在理解你的模具成本時,這個區分非常重要。這個 投資模具 是一個精密加工的金屬塊—通常是鋁或鋼—用來形成 犧牲性蠟模.
- 蠟注射模具: 這是你的永久資產。我們將熔融的蠟注入此模具,以創建最終零件的複製品。.
- 陶瓷殼: 這是臨時模具。我們將蠟模浸入陶瓷漿料中,建立一個堅硬的殼。當金屬倒入後,這個殼必須被破壞,以露出零件。.
你投資於模具以生產模樣;殼只是熔融金屬在 陶瓷殼鑄造 階段中的容器。.
主模的角色
歷史上,一個 主模 是用來製作模具的最終零件的實體複製品。如今,借助先進的數控加工技術,我們通常會跳過實體主模,直接從你的3D CAD數據切割 蠟模注射模具 。.
然而,概念仍然相同:模具充當“負”影像。它必須考慮特定的收縮率——無論是蠟在冷卻時的收縮,還是金屬在固化時的收縮。這雙重收縮計算直接被工程設計在模腔中。.
永久模具與一次性模具
在預算規劃項目時,你需要將資本設備與單位成本區分開來。.
- 永久模具(投資模具): 這是一筆一次性費用。無論我們是用高級鋁或工具鋼來加工,這個模具都設計為能持續運作數千次。它是你前期非重複工程(NRE)費用的主要推動力。.
- 一次性模具: 陶瓷殼是一次性使用的。每個金屬零件的生產都需要自己的蠟型和陶瓷殼。這個成本已被攤入每個鑄件的價格中。.
通過確保高品質的 投資模具, ,你保證每個 犧牲性蠟模 生產的都完全相同,確保最終金屬零件的公差嚴格。.
投資模具選項類型
選擇合適的模具策略至關重要,因為它直接決定你的前期成本和每單位的價格。我們不採用“一刀切”的方法;選擇很大程度上取決於你的生產量、預算,以及你需要多快拿到零件。.
快速原型與軟模具
對於低產量或設計驗證,我們轉向 快速模具解決方案. 。如果你只需要少量零件來測試配合與功能,投資硬化鋼是浪費金錢。.
- 3D列印模型: 我們可以完全跳過 蠟模注射模具 ,直接用可鑄蠟或PMMA進行3D列印。這對於少於10個單位的數量來說是理想的。.
- 軟模具: 我們使用較低等級的鋁或較軟的合金來快速切割簡單的模具。這些模具非常適合生產 50 到 100 個零件的批次,當您需要實體模具但不需要長期耐用性時。.
生產模具:鋁 (T6/7075) vs. 鋼 (P20/H13)
當您準備好擴大規模時,爭論的焦點將轉向 鋁製模具與鋼製模具. 。這個決定會影響模具的壽命和蠟注入的循環時間。.
- 鋁 (航空級 T6/7075): 這是中低產量生產的主力。鋁比鋼更容易加工,這降低了初始模具成本。它還提供出色的導熱性,使蠟能更快冷卻。然而,它較軟,在數千次循環後更容易磨損。.
- 鋼 (P20/H13): 對於高產量生產,硬化鋼是標準。P20 是一種預硬化鋼,適用於一般用途,而 H13 則完全硬化,用於高磨損區域或複雜的滑塊。鋼製模具在數百萬次射出後仍能保持嚴格的公差。作為 精密金屬零件的頂級失蠟鑄造供應商, ,當一致性在長產品生命週期中至關重要時,我們通常會推薦鋼材。.
手動 vs. 自動模具
模具的複雜性 投資模具 決定了我們如何取出蠟件。.
- 手動模具: 操作員手動拆卸模具以取出蠟件。這可以降低模具成本,因為沒有複雜的頂出機構,但會顯著減慢循環時間。.
- 自動模具: 這些模具的功能類似於塑膠射出模具,使用液壓或機械頂出系統自動將蠟件頂出。雖然前期成本較高,但縮短的循環時間降低了大訂單的單位價格。.
模具材料比較
| 特點 | 鋁合金 (7075/T6) | 鋼材 (P20/H13) |
|---|---|---|
| 加工成本 | 較低 | 更高 |
| 散熱 | 優秀(更快的循環) | 中等 |
| 耐用性 | 良好(低/中音量) | 優秀(高音量) |
| 可修復性 | 難以焊接/修復 | 較容易焊接/修復 |
| 表面處理 | 良好 | 卓越的 |
高品質投資模具的結構
核心組件:型腔、芯子與頂針
當我們設計一個 投資模具, ,我們本質上是在建立一個精確的負模,以創造正模蠟型。組裝依賴三個主要部分:
- 型腔: 這塑造零件的外部輪廓。.
- 芯子: 這些插入件形成內部幾何形狀和孔洞。.
- 頂針: 這些機構將固化的蠟型推出模具。.
頂針的放置至關重要;它們必須均勻施力,以避免軟蠟變形。對於需要嚴格公差的行業,例如由於 高性能合金零件的航空航太鑄件製造商, ,即使這些組件的微米級偏差也可能使模具失效。.
可溶蠟芯用於複雜內部結構
標準鋼芯有其限制——特別是,它們無法處理被困的內陷。如果無法將金屬芯子沿直線拉出,設計就會失敗。我們通過 可溶性蠟芯.
我們使用特殊的可溶性蠟來模塑內部形狀,將固體件放入主模中, 蠟模注射模具, 然後在其周圍注入標準圖案蠟。之後,我們在溫和的酸或水浴中溶解內部核心,留下空心且複雜的幾何形狀。這項技術對於複雜的 精密鑄造模具 尤其重要,特別是內部通道彎曲或不規則的情況。.
計算“雙縮率”
你不能僅僅將模具切割到最終零件的尺寸。我們必須根據兩個不同階段來計算 圖案收縮允差 ,這兩個階段通常被稱為“雙縮率”:
- 蠟縮率: 蠟在冷卻時會在鋁或鋼模內收縮。.
- 金屬縮率: 最終合金在陶瓷殼中凝固時會收縮。.
收縮率會根據材料的不同而有顯著差異。例如, 鑄鋁鑄造指南中的擴展因子 與不銹鋼所用的擴展因子不同。計算錯誤意味著最終零件將超出公差範圍,因此我們在CNC加工模具之前,總是先計算總擴展因子。.
工程成功的設計指南

當我們設計一個 投資模具, ,目標很簡單:創建一個能夠產生一致蠟型且廢料最少的模具。良好的前期設計可以節省數千的返工費用,並確保模具的壽命。.
草圖角度:基本要求
你不能忽略物理。若垂直牆面完全筆直,射出時產生的真空將會損壞 犧牲性蠟模. 我們總是應用 模具傾角要求— 通常約為0.5到1度 — 以垂直面為基準。這個微小的錐度可以讓蠟料從 蠟模注射模具 順利釋放,不會拖拉或變形。對於深口袋或複雜的內部特徵,我們常會增加此角度,以確保每個循環都能順利脫模。.
閘口設計策略
閘口是液態蠟進入模具的入口,其位置決定流動品質。我們將閘口放置在零件最厚的部分先進入。這個策略可以最小化湍流和空氣困住,這些都是表面缺陷的常見原因。適當的閘口設計是 不銹鋼投資鑄造工藝, 的基本部分,確保蠟轉換成金屬時產生密實、無缺陷的零件。.
管理分模線
每一個 CNC加工模具 由至少兩個半模組成,當它們接合處不可避免會產生分模線。我們會策略性地將這些線放置在非關鍵表面或邊緣,讓微小的見證痕跡不會影響功能或外觀。.
- 平面: 我們避免將分模線放在大型平坦的外觀區域,因為打磨會較困難。.
- 邊緣: 將分模線與角落對齊,使修整時更容易去除毛邊。.
- 公差: 我們保持閉合面緊密,以最小化毛邊,減少最後的手工修整工作。 精密鑄造模具.
成本分析:什麼因素影響模具價格?
當我們計算 模具成本估算 對於一個新項目,價格標籤並非隨意而為。它嚴格取決於設計和模具加工所需的時間,以及我們用來製造它的材料。了解這些驅動因素有助於你在預算和生產時間上做出更明智的決策。.
複雜度和倒角對加工時間的影響
零件的幾何形狀是成本的最大因素 CNC加工模具. 。如果你的設計允許使用簡單的「開合式」模具(兩半容易分離),則加工時間最少。.
然而,像倒角、螺紋或複雜的內部通道等特徵會使流程變得複雜。這些需要:
- 滑塊或凸輪: 沿模具開口垂直移動以釋放倒角的機械零件。.
- 鬆動芯: 每個循環後必須手動從蠟模中取出的插入件。.
- 可溶芯: 用於製作內部幾何形狀可溶蠟插入件的專用模具。.
每增加一個機構都會增加工程時間以及模具在CNC機器上的工作時數。.
單腔模具與多腔模具:平衡前期成本與單位價格
在單腔模具和 多腔模具 之間做出決策,是在你的初期投資與長期單件價格之間的權衡。.
- 單腔模具: 較低的前期模具成本。適用於低產量訂單(每年少於1,000件)。其折衷是每個蠟模的單位價格較高,因為注射循環一次只生產一個零件。.
- 多腔模具: 較高的前期成本。我們必須多次加工模腔。然而,這大幅降低了單位價格,因為我們在一次注塑循環中生產2、4或8個模具圖案。.
材料選擇影響:為何鋼材比鋁材更昂貴
鋁合金與鋼模具 這通常是我們能為低至中等產量的專案節省成本的地方。.
- 鋁 (7075/T6): 它比鋼材更軟,切割速度更快。這減少了加工時間和刀具磨損,降低了模具成本。它非常適合快速開發和生產量高達 50,000 次的生產。.
- 鋼 (P20/H13): 硬化鋼材難以加工,需要 EDM(放電加工)來處理精細細節。成本較高,但在 投資模具 環境中幾乎堅不可摧。.
與高壓 工業模具鑄造流程 不同,後者必須使用重型鋼模來承受巨大的力,而投資鑄造涉及低壓蠟注射。這使我們能夠靈活地使用鋁製模具來降低您的初始成本,同時又不犧牲準確性。.
投資鑄造模具與壓鑄模具
當客戶詢問兩者之間的差異時 投資模具 與壓鑄模具,我總是從注射介質開始。在壓鑄中,我們在高壓下將熔融金屬注入鋼製型腔。在 失蠟鑄造製程, 中,我們只注射蠟。這種根本的差異決定了從 模具成本估算 到 模具壽命週期.
比較注射壓力與模具磨損
壓鑄模具承受著巨大的衝擊。它們面臨高速熔融金屬和熱衝擊,需要硬化工具鋼才能生存。相反, 蠟模注射模具 在低溫低壓下運行。由於蠟是非磨蝕性的,型腔的磨損非常小。這使我們能夠使用鋁作為模具基座,其加工速度更快,處理起來也更容易。.
壽命分析與設定成本
由於操作環境非常溫和,, 投資鑄造模具 通常比壓鑄模具壽命更長。鋁製蠟模生產超過 100,000 個零件而無明顯損壞,這並不罕見。.
對於初始設置,失蠟鑄造是明顯的贏家。您無需支付昂貴的 H13 鋼材或壓鑄所需的複雜冷卻通道的費用。如果您打算生產零件, A356 鋁或 6061, ,失蠟鑄造的入門門檻較低,特別是對於中低產量生產,昂貴的壓鑄模具攤銷成本沒有意義。.
主要差異一覽:
- 壓力: 壓鑄使用高壓(鎖模力);失蠟鑄造使用低壓(蠟注射)。.
- 材料: 壓鑄模具需要硬化鋼;失蠟模具通常使用鋁。.
- 磨損: 壓鑄模具會遭受熱疲勞;失蠟模具磨損極少。.
- 成本: 失蠟鑄造模具通常比壓鑄模具便宜 30-50%。.
維護與儲存以延長壽命
保護您的 投資模具 不僅僅是生產過程中的小心處理;它需要嚴格的維護協議來延長 模具壽命週期. 。由於 蠟模注射模具 是整個 失蠟鑄造製程, 的基礎,忽略它會立即導致最終鑄件尺寸不准確和表面缺陷。.
清潔蠟殘留物規程
蠟的堆積是這個行業精確度的主要敵人。生產運行後,我們從不使用鋼絲絨或鋼絲刷等研磨工具,因為這些工具會刮傷高度拋光的型腔表面並損壞表面光潔度。.
- 溶劑清潔: 使用專門的模具清潔劑,它們可以溶解蠟殘留物,同時不損壞金屬表面。.
- 軟工具: 僅使用銅、黃銅或塑膠刮刀來清除模具分模線上的頑固蠟料。.
- 氣體噴射: 用壓縮空氣清理通風口和頂針孔,以防止堵塞影響生產。 犧牲性蠟模.
防止鋼模氧化
雖然 鋁製模具與鋼製模具 爭論常集中在循環速度,但維護需求卻有很大差異。鋁材質自然形成保護性氧化層,但鋼材則需要主動保護。即使是高品質的 合金鋼材料 用於生產模具,也可能在沒有屏障的情況下暴露於濕度中而生鏽。.
- 除濕: 確保模具在存放前完全乾燥,並且沒有冷卻管線的水汽凝結。.
- 防護塗層: 清潔後立即塗抹重型防銹劑或模具屏蔽噴霧,以封閉表面。.
- 潤滑: 在下一次安裝前,給導柱、襯套和滑塊上油,以防止卡死。.
長期存放的最佳實踐
您的存放方式決定了模具是否準備好迎接下一個訂單。我們總是將模具以“閉合”狀態並施加低壓存放。這樣可以防止空氣中的灰塵和碎屑沉積在關鍵的型腔表面,並保護分模線免受意外撞擊損壞。將模具存放在恆溫恆濕的環境中,以減少熱脹冷縮循環,避免長時間鬆動零件。.
常見問題:投資模具的常見疑問
當我們與客戶討論建立生產線時,關於 蠟模注射模具 和模具壽命的問題經常被提及。以下是我們對模具流程中最常見問題的直接回答。.
一個鋁製投資模具可以使用多久?
這是投資鑄造模具相較於其他方法的優勢所在。因為我們注入的是非磨蝕性的蠟,而非熔融金屬到模具中,磨損非常少。.
- 鋁合金模具: 對於大多數項目,高級鋁合金模具(如 T6 或 7075)可以輕鬆使用 5萬到10萬次.
- 鋼模具: 如果選擇鋼材, 模具壽命週期 對於大多數大量需求來說,基本上是永久的,輕鬆超過50萬次循環。.
由於壓力和溫度較低,熱疲勞並不是一個大問題。除非你通過不當操作造成損壞,否則鋁模具是一個耐用且具有成本效益的資產。.
我們可以修改現有模具以進行設計變更嗎?
可以,但有一定的限制。我們使用 CNC加工模具 來切割腔體,因此從模具中移除金屬(這會增加最終零件的材料)是很簡單的。這通常被稱為“金屬安全”。”
然而,如果你的設計變更需要將金屬重新加入模具(使牆壁變薄或孔變小),就會變得複雜。我們必須進行焊接和重新加工,或使用插入件。提前在切割模具前做好設計,通常會更便宜、更快,但微調通常是可以管理的。.
製作蠟注射模具的典型交貨時間是多少?
速度是這裡的一大優勢。由於我們不需要像高壓鑄造那樣將鋼材硬化數週,我們可以快速行動。.
- 簡單幾何形狀: 2–3週。.
- 複雜/多腔模具: 4–5週。.
如果你需要 快速模具解決方案, 我們有時可以在兩週內切割出簡單的鋁合金模具。我們的目標是達到 投資模具 盡快準備取樣,以便我們可以進入鑄造階段。.
我在生產後擁有模具所有權嗎?
當然。在台灣市場及全球範圍內,標準做法是,一旦您支付了非重複工程(NRE)或模具費用,模具就歸您所有。我們作為您的財產的管理者,會在生產間隙存放、清潔並維護模具,以確保其為下一次訂單做好準備,但該資產仍然是您的。.