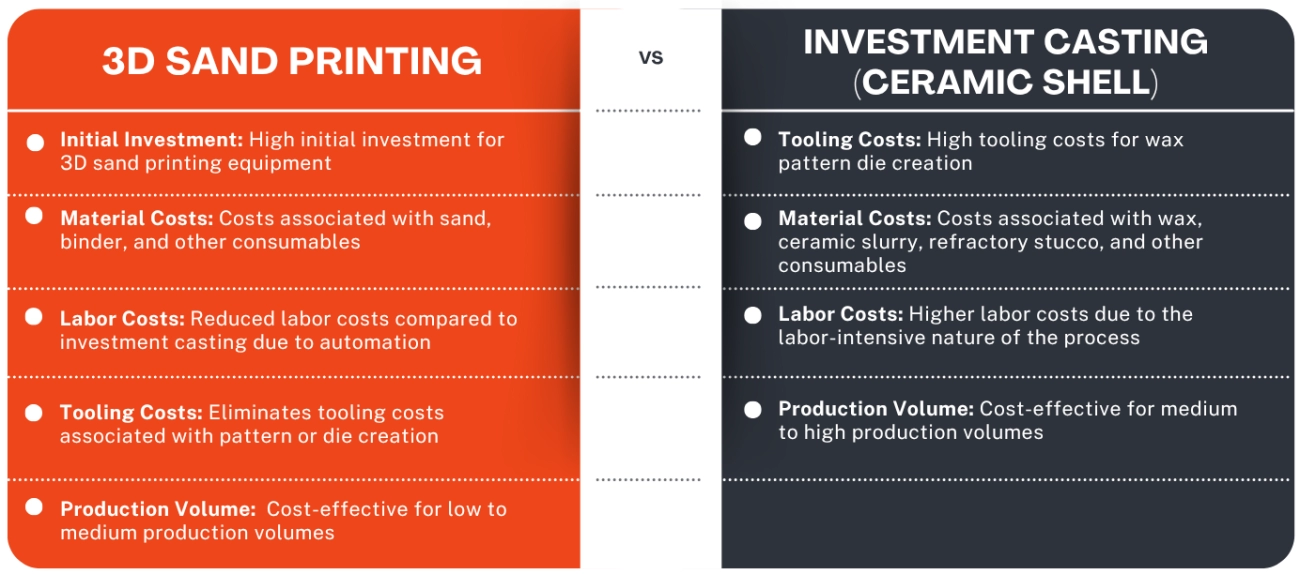
Investment mould guide for engineers covering wax injection tooling design cost materials lifespan and why vastmaterial is a trusted partner. […]
Вы уже знаете, что литьё по выплавляемым моделям обеспечивает создание сложных, высокоточных деталей…
Но успех вашего проекта на самом деле зависит от одного критического фактора: the инвестиционная форма.
Вы испытываете трудности с балансировкой начальных затрат затраты на и долгосрочной срока службы инструмента? Не уверены, стоит ли указывать алюминий or стальное оборудование для вашего объёма производства?
At Вастматериал, мы знаем, что плохо спроектированная форма для впрыска воска может разрушить как ваш бюджет, так и сроки выполнения проекта.
В этом руководстве мы устраняем шум и даём вам окончательный инженерный анализ конструкции формы, выбора материала и расчётов усадки.
Если вы хотите оптимизировать свою стратегию производства и обеспечить лучший ROI на ваше оборудование, это руководство для вас.
Что именно такое инвестиционная форма?
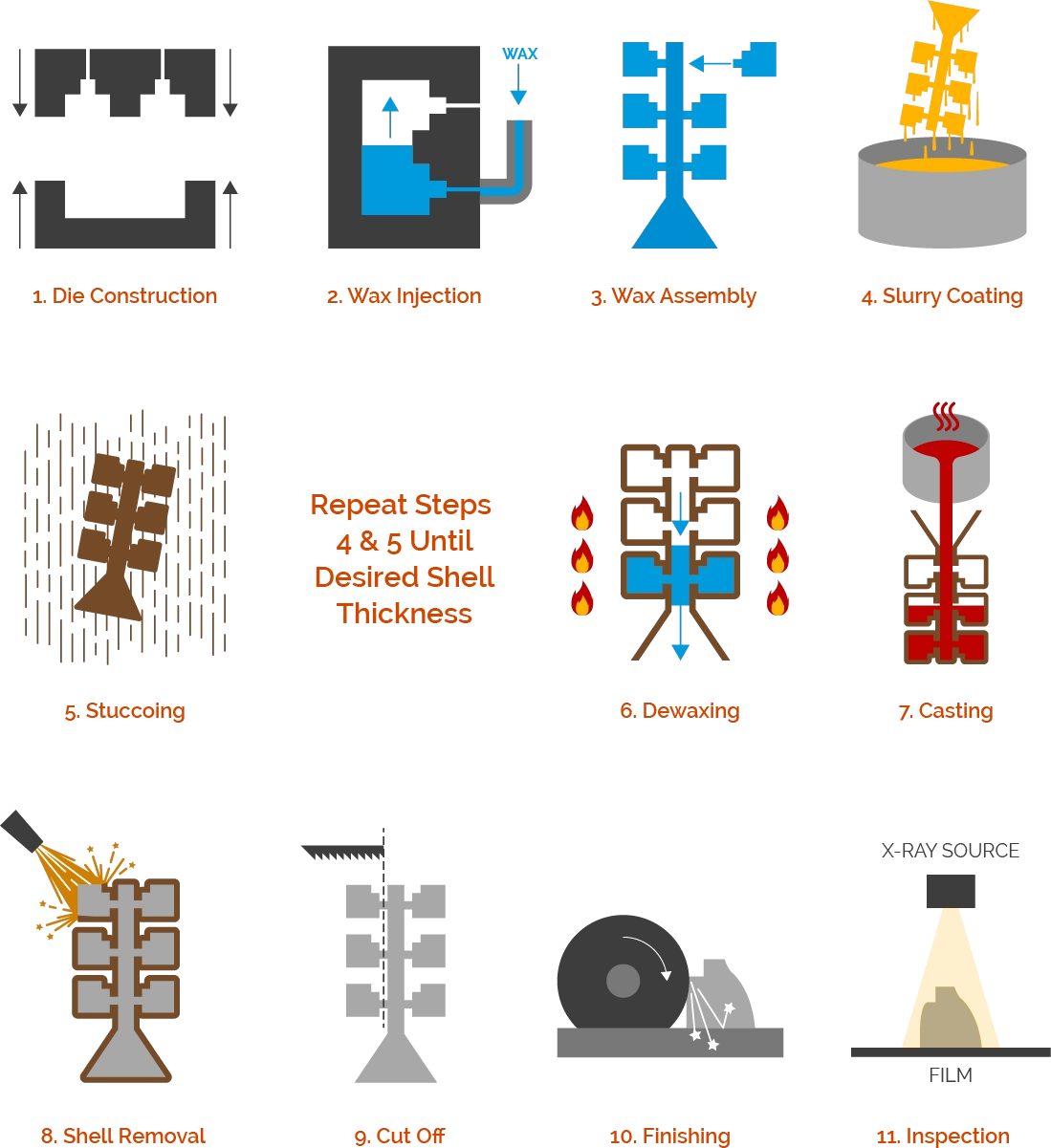
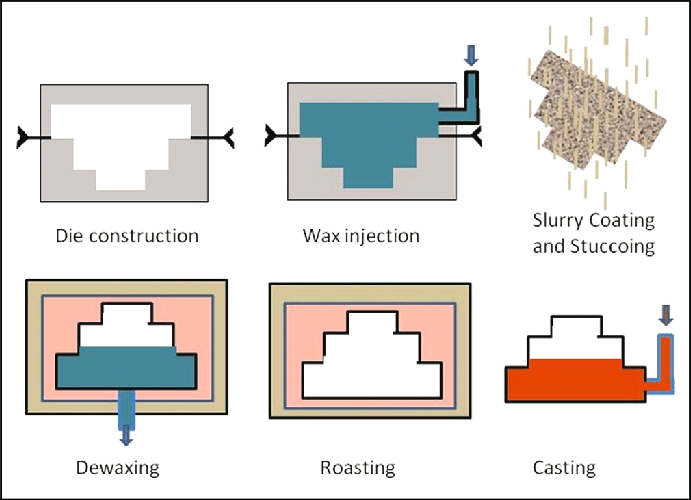
В мире точного производства терминология часто может быть размыта. Когда мы говорим о инвестиционная форма, мы специально имеем в виду постоянные инструменты, используемые для создания восковых моделей, технически известные как форма для впрыска воска. Это основа всей процесс литья по выплавляемым моделям.
Многие покупатели путают постоянный металлический инструмент с временной керамической оболочкой. Чтобы добиться необходимой точности, важно понять, что “форма”, за которую вы платите заранее, является активом, обеспечивающим однородность вашей серии производства.
Восковая форма для инжекции против окончательной керамической оболочки
Различие здесь жизненно важно для понимания ваших затрат на инструменты. инвестиционная форма — это точно обработленный металлический блок — обычно из алюминия или стали — предназначенный для формирования жертвенной восковой модели.
- Восковая форма для инжекции: Это ваш постоянный актив. Мы впрыскиваем расплавленный воск в эту форму, чтобы создать копию вашей конечной детали.
- Керамическая оболочка: Это временная форма. Мы окунаем восковую модель в керамическую суспензию для создания твердой оболочки. После заливки металлом эта оболочка должна быть разрушена, чтобы открыть деталь.
Вы инвестируете в форму для производства моделей; оболочка — это просто сосуд для расплавленного металла во время керамическим оболочковым литьем фазы.
Роль мастер-модели
Исторически мастер-модель была физической копией конечной детали, используемой для изготовления формы. Сегодня, благодаря современному ЧПУ-обработке, мы обычно пропускаем физическую мастер-модель и вырезаем форма для впрыска воска прямо из ваших 3D CAD данных.
Однако концепция остается той же: инструменты выступают в качестве “отрицательного” изображения. Они должны учитывать конкретные коэффициенты усадки — как для воска при охлаждении, так и для металла при затвердевании. Этот двойной расчет усадки заложен прямо в полость формы.
Постоянные инструменты против расходных форм
При составлении бюджета для проекта необходимо отделить капитальное оборудование от затрат на единицу продукции.
- Постоянное оснащение (инвестиционная форма): Это разовая стоимость. Независимо от того, обрабатываем ли мы его из алюминия высокого сорта или инструментальной стали, эта форма рассчитана на тысячи циклов. Она является основным фактором ваших первоначальных затрат на НИОКР (неповторяющиеся инженерные работы).
- Расходные формы: Керамическая оболочка является одноразовой. Каждый металлический деталь, производимый, требует своей восковой модели и собственной керамической оболочки. Эта стоимость включена в цену каждой отливки.
Обеспечивая высокое качество инвестиционная форма, вы гарантируете, что каждый жертвенной восковой модели произведённый является идентичным, что обеспечивает точные допуски в конечных металлических компонентах.
Типы вариантов инвестиционного формовочного оборудования
Выбор правильной стратегии оснащения критически важен, поскольку он напрямую влияет на ваши первоначальные затраты и цену за единицу. Мы не используем подход “один размер подходит всем”; выбор зависит в значительной степени от объема производства, бюджета и срочности получения деталей.
Быстрое прототипирование и мягкое оснащение
Для небольших объемов или проверки дизайна мы используем решения для быстрого оснащения. Если вам нужно всего несколько деталей для проверки посадки и функционирования, инвестировать в закалённую сталь — пустая трата денег.
- 3D-печать моделей: Мы можем полностью обойтись без форма для впрыска воска путём 3D-печати моделей прямо из литейной восковой или PMMA. Это идеально для количества до 10 единиц.
- Мягкое оснащение: Мы используем алюминий низкого сорта или более мягкие сплавы для быстрого изготовления простых форм. Они идеально подходят для партий от 50 до 100 деталей, когда вам нужна физическая форма, но не требуется долговечность на долгий срок.
Производственное оснащение: алюминий (T6/7075) против стали (P20/H13)
Когда вы готовы к масштабированию, дебаты смещаются в сторону алюминиевой или стальной оснастки. Это решение влияет на срок службы штампа и время цикла впрыска воска.
- Алюминий (авиационный класс T6/7075): Это рабочая лошадка для производства от малых до средних объемов. Алюминий легче обрабатывать, чем сталь, что снижает первоначальную стоимость оснастки. Он также обеспечивает отличную теплопередачу, позволяя воску быстрее остывать. Однако он мягче и более подвержен износу после тысяч циклов.
- Сталь (P20/H13): Для крупносерийного производства стандартом является закаленная сталь. P20 - это предварительно закаленная сталь, подходящая для общего использования, а H13 - полностью закаленная и используется для зон с высоким износом или сложных слайдов. Стальные формы сохраняют жесткие допуски в течение миллионов циклов. Как поставщик литья по lost wax для прецизионных металлических компонентов, мы обычно рекомендуем сталь, когда постоянство имеет первостепенное значение в течение длительного жизненного цикла продукта.
Ручная или автоматическая оснастка
Сложность инвестиционная форма определяет, как мы извлекаем восковую модель.
- Ручная оснастка: Оператор вручную разбирает форму, чтобы извлечь восковую модель. Это позволяет снизить затраты на оснастку, поскольку отсутствуют сложные механизмы извлечения, но значительно замедляет время цикла.
- Автоматическая оснастка: Эти формы функционируют как формы для литья пластмасс под давлением, используя гидравлические или механические системы извлечения для автоматического извлечения восковой модели. Хотя первоначальная стоимость выше, сокращенное время цикла снижает цену за единицу для крупных заказов.
Сравнение материалов для оснастки
| Особенность | Алюминий (7075/T6) | Сталь (P20/H13) |
|---|---|---|
| Стоимость обработки | Ниже | Выше |
| Теплоотдача | Отлично (Быстрые циклы) | Умеренная |
| Долговечность | Хорошо (Низкий/Средний объем) | Отлично (Высокий объем) |
| Восстановимость | Трудно сваривать/ремонтировать | Проще сваривать/ремонтировать |
| Поверхностная отделка | Хорошая | Превосходная |
Анатомия высококачественной инвестиционной формы
Основные компоненты: полость, ядра и выбивные штифты
Когда мы разрабатываем инвестиционная форма, мы по сути создаем точный отрицательный образ для создания положительной восковой копии. Сборка опирается на три основных элемента:
- Полость: Она формирует внешний профиль детали.
- Ядра: Эти вставки формируют внутреннюю геометрию и отверстия.
- Выбивные штифты: Эти механизмы выталкивают затвердевший восковой образ из формы.
Размещение выбивных штифтов критично; они должны равномерно распределять силу, чтобы избежать деформации мягкой восковой модели. Для отраслей, требующих точных допусков, таких как те, что обслуживаются в России, Aerospace Casting Manufacturer for High Performance Alloy Components, даже микрон неправильного выравнивания в этих компонентах может сделать инструмент бесполезным.
Растворимые восковые ядра для сложных интерьеров
Стальные ядра стандартных размеров имеют ограничения — особенно, они не могут справляться с застрявшими подрезами. Если вы не можете вытянуть металлическое ядро прямо, дизайн неудачен. Мы решаем эту проблему с помощью растворимых восковых ядер.
Мы формируем внутреннюю форму с помощью специальной растворимой восковой модели, помещаем этот твердый кусок в основную форма для впрыска воска, и вокруг него заливаем стандартный шаблонный воск. Позже мы растворяем внутренний ядро в мягкой кислоте или водяной ванне, оставляя полую сложную геометрию. Эта техника необходима для сложных инструментов для точного литья где внутренние каналы изогнуты или имеют неправильную форму.
Расчет “Двойного усадки”
Вы не можете просто разрезать форму до окончательных размеров детали. Нам нужно рассчитать зазор усадки шаблона на основе двух различных фаз, часто называемых “Двойной усадкой”:
- Усадка воска: Воск сокращается при охлаждении внутри алюминиевого или стального инструмента.
- Усадка металла: Конечный сплав сокращается при затвердевании в керамической оболочке.
Коэффициент усадки значительно варьируется в зависимости от материала. Например, коэффициенты расширения в руководстве по литью алюминия и сплавам будут отличаться от тех, что используются для нержавеющей стали. Неправильный расчет этой математики означает, что конечная деталь будет вне допусков, поэтому мы всегда рассчитываем общий коэффициент расширения перед ЧПУ-обработкой формы.
Руководство по проектированию для инженерного успеха

Когда мы разрабатываем инвестиционная форма, цель проста: создать инструмент, который производит стабильные восковые модели с минимальными отходами. Хороший дизайн на этапе планирования экономит тысячи на переделках и обеспечивает долговечность инструмента.
Углы наклона: основные требования
Нельзя игнорировать физику. Если вертикальные стены идеально прямые, создаваемый вакуум при извлечении повредит жертвенной восковой модели. Мы всегда применяем требования к уклону— обычно около 0,5 до 1 градуса — к вертикальным поверхностям. Этот небольшой наклон позволяет воск легко отделяться от форма для впрыска воска без зацепления или искажения. Для глубоких карманов или сложных внутренних элементов мы часто увеличиваем этот угол, чтобы обеспечить плавный выброс в каждом цикле.
Стратегии размещения расплавных каналов
Расплавный канал — это место, где жидкий воск входит в форму, и его расположение определяет качество потока. Мы размещаем каналы так, чтобы сначала подавать в самые толстые участки детали. Эта стратегия минимизирует турбулентность и захват воздуха, которые часто вызывают дефекты поверхности. Правильное размещение каналов — важная часть процессе нержавеющего инвестиционного литья, обеспечивающая, что переход от воска к металлу дает плотный, без дефектов компонент.
Управление линиями раздела
Каждая Форма с ЧПУ состоит как минимум из двух половинок, и там, где они соединяются, неизбежна линия раздела. Мы стратегически размещаем эти линии на не критичных поверхностях или краях, где небольшая отметка не повлияет на функциональность или эстетику.
- Плоские поверхности: Мы избегаем размещения линий на больших, плоских косметических зонах, где трудно полировать.
- Края: Совмещение линии раздела с углом облегчает удаление наплыва при отделке.
- Допуск: Мы держим поверхности запирания плотно, чтобы минимизировать наплыв, уменьшая ручной труд для финальной обработки. инструментов для точного литья.
Анализ стоимости: что влияет на цену инструмента?
Когда мы рассчитываем оценку стоимости инструмента для нового проекта, цена не является произвольной. Она строго определяется временем, необходимым для проектирования и обработки формы, и материалами, которые мы используем для ее изготовления. Понимание этих факторов помогает вам принимать более разумные решения относительно бюджета и сроков производства.
Как сложность и уклоны влияют на время обработки
Геометрия вашей детали — главный фактор в стоимости Формы с ЧПУ обработкой. Если ваш дизайн позволяет простую форму “открыть и закрыть” (две половины легко разделяются), время обработки минимально.
Однако такие особенности, как вырезы, резьбы или сложные внутренние проходы, усложняют процесс. Для этого требуются:
- Плоскости или кулачки: Механические части, которые движутся перпендикулярно открытию формы для освобождения вырезов.
- Свободные ядра: Вставки, которые необходимо вручную удалять из восковой модели после каждого цикла.
- Растворимые ядра: Отдельное оборудование, необходимое для создания растворимых восковых вставок для внутренней геометрии.
Каждый дополнительный механизм увеличивает время инженерных работ и часы, проведённые на станке ЧПУ.
Однокамерная против многокамерной: баланс между первоначальной стоимостью и ценой за единицу
Выбор между однокамерной и многокамерной формой представляет собой баланс между вашими первоначальными инвестициями и долгосрочной ценой за изделие.
- Однокамерная: Меньшая первоначальная стоимость инструмента. Лучше подходит для заказов с низким объемом (менее 1000 штук в год). Недостаток — более высокая цена за единицу восковой модели, поскольку цикл впрыска производит только одну деталь за раз.
- Многокамерная: Более высокая первоначальная стоимость. Нам нужно многократно обрабатывать камеру. Однако это значительно снижает цену за единицу, поскольку мы производим 2, 4 или 8 моделей за один цикл впрыска.
Влияние выбора материала: почему сталь стоит дороже алюминия
Обработка алюминия против стали часто именно здесь мы можем сэкономить на низко- и среднеобъемных проектах.
- Алюминий (7075/T6): Он мягче и режется намного быстрее, чем сталь. Это сокращает время обработки и износ инструмента, снижая стоимость формы. Отлично подходит для быстрого прототипирования и серийного производства до 50 000 отливок.
- Сталь (P20/H13): Закаленная сталь трудно обрабатывать и требует EDM (электроэрозионной обработки) для тонких деталей. Стоимость выше, но она практически неразрушима в инвестиционная форма среде.
В отличие от высоконапорных промышленный процесс литейного формования где обязательны тяжелые стальные формы для выдерживания огромных сил, литье под давлением предполагает низкое давление впрыска воска. Это дает нам возможность использовать алюминиевые инструменты, чтобы снизить начальные затраты без потери точности.
Инвестиционная форма против формы для литья под давлением
Когда клиенты спрашивают о разнице между инвестиционная форма и формой для литья под давлением, я всегда начинаю с среды впрыска. В литье под давлением мы принудительно заливаем расплавленный металл в стальную полость под экстремальным давлением. В процесс литья по выплавляемым моделям, мы только впрыскиваем воск. Эта фундаментальная разница определяет все — от оценку стоимости инструмента с жизненного цикла формы.
Сравнение давления впрыска и износа инструмента
Формы для литья под давлением подвергаются сильным нагрузкам. Они сталкиваются с высокоскоростным расплавленным металлом и тепловым шоком, требующим закаленной инструментальной стали для выживания. В отличие от этого, форма для впрыска воска работает при низких температурах и низком давлении. Поскольку воск не абразивен, износ полости минимален. Это позволяет использовать алюминий для основы формы, что быстрее в обработке и проще в использовании.
Анализ срока службы и затрат на подготовку
Поскольку рабочая среда настолько щадящая, инвестиционные формы часто превосходят по долговечности инструменты для литья под давлением. Не редкость, что алюминиевая восковая форма производит более 100 000 образцов без значительных ухудшений.
Для первоначальной настройки очевидным победителем является инвестиционный инструмент. Вы не платите за массивные блоки стали H13 или за сложные каналы охлаждения, необходимые для литья под давлением. Если вы планируете производить детали в A356 алюминий или 6061, литье под давлением предлагает меньший барьер для входа, особенно для небольших и средних объемов, когда амортизация дорогой формы для литья просто не имеет смысла.
Ключевые различия на взгляд:
- Давление: Литье под давлением использует высокое давление (запорная сила); инвестиционное литье использует низкое давление (впрыск воска).
- Материала: Формы для литья под давлением требуют закаленной стали; формы для инвестирования часто используют алюминий.
- Износ: Формы для литья под давлением страдают от тепловой усталости; формы для инвестирования испытывают минимальный износ.
- Стоимость: Инвестиционные инструменты обычно дешевле на 30-50% по сравнению с инструментами для литья под давлением.
Обслуживание и хранение для долговечности
Защита вашего инвестиционная форма — это не только аккуратное обращение во время производства; это требует строгих протоколов обслуживания для продления жизненного цикла формы. Так как форма для впрыска воска является основой всей процесс литья по выплавляемым моделям, пренебрежение этим сразу приводит к неточностям размеров и дефектам поверхности в ваших конечных отливках.
Протоколы очистки от воскового остатка
Накопление воска — главный враг точности в этой индустрии. После производственной серии мы никогда не используем абразивные инструменты, такие как стальная вата или проволочные щетки, так как они могут поцарапать высокоотполированные поверхности полости и испортить отделку.
- Очистка растворителем: Используйте специальные очистители для форм, которые растворяют восковой остаток, не повреждая металлическую поверхность.
- Мягкие инструменты: Используйте только медные, латунные или пластиковые скребки для удаления стойкого воска с линий раздела.
- Воздушная очистка: Очистите вентиляционные отверстия и отверстия для эксцентриков сжатым воздухом, чтобы предотвратить засорение, которое может повлиять на жертвенной восковой модели.
Предотвращение окисления в стальных формах
Хотя алюминиевой или стальной оснастки дебаты часто сосредоточены на скорости цикла, требования к обслуживанию значительно различаются. Алюминий естественным образом образует защитный оксидный слой, но сталь требует активной защиты. Даже высококачественные сплавные стальные материалы используемые в производственном инструменте, могут ржаветь при воздействии влажности без барьеров.
- Удаление влаги: Убедитесь, что форма полностью высохла и не содержит конденсата воды из линий охлаждения перед хранением.
- Защитное покрытие: Нанесите тяжелый ингибитор ржавчины или спрей-экран для формы сразу после очистки, чтобы запечатать поверхность.
- Смазка: Смажьте ведущие штифты, втулки и направляющие, чтобы предотвратить заедание во время следующей настройки.
Лучшие практики для долгосрочного хранения
Как вы храните инструмент, определяет его готовность к следующему заказу. Мы всегда храним формы в “закрытом” положении под низким давлением. Это предотвращает оседание пыли и мусора в воздухе на критических поверхностях полости и защищает линию раздела от случайных повреждений при ударе. Храните инструмент в климат-контролируемой среде, чтобы минимизировать циклы теплового расширения и сжатия, которые могут ослабить компоненты со временем.
Часто задаваемые вопросы: Общие вопросы о литейных формах
Когда мы говорим с клиентами о запуске производственной линии, возникают одни и те же вопросы относительно форма для впрыска воска и долговечности инструмента. Вот прямые ответы на самые частые вопросы, которые мы получаем о процессе изготовления инструмента.
Сколько служит алюминиевая литейная форма?
Здесь литейные формы из инвестиционного алюминия показывают преимущества по сравнению с другими методами. Поскольку мы вводим неабразивную воск, а не расплавленный металл в пресс-форму, износ минимален.
- Алюминиевый инструмент: Для большинства проектов высококачественная алюминиевая форма (например, T6 или 7075) может легко прослужить 50 000 до 100 000 отливок.
- Стальное оборудование: Если вы выбираете сталь, жизненного цикла формы оно эффективно является постоянным для большинства требований по объему, легко превышая 500 000 циклов.
Поскольку давление и температура низкие, термическая усталость не является проблемой. Если вы не повреждаете его неправильным обращением, алюминиевая форма — это долговечный и экономичный актив.
Можем ли мы изменить существующую форму для внесения изменений в дизайн?
Да, но есть ограничения. Мы используем Формы с ЧПУ обработкой для резки полости, поэтому удаление металла из формы (что добавляет материал к вашему конечному изделию) — это просто. Это часто называют “металлической безопасностью”.”
Однако, если изменение дизайна требует добавления металла обратно в форму (чтобы сделать стену тоньше или отверстие меньше), это усложняется. Нам приходится сваривать и повторно обрабатывать или использовать вставки. Всегда дешевле и быстрее сделать правильный дизайн до изготовления инструмента, но незначительные корректировки обычно возможны.
Какое типичное время изготовления формы для литья воском?
Скорость — это большое преимущество здесь. Поскольку нам не нужно закалять сталь в течение нескольких недель, как при литье под высоким давлением, мы можем работать быстро.
- Простая геометрия: 2–3 недели.
- Сложная/многокамерная: 4–5 недель.
Если вам нужны решения для быстрого оснащения, иногда мы можем изготовить простые алюминиевые инструменты за менее чем две недели. Наша цель — как можно быстрее подготовить инвестиционной форме к образцам, чтобы перейти к этапу литья.
Я владею инструментом после производства?
Абсолютно. На рынке России и в глобальном масштабе стандартная практика такова, что после оплаты сборных и неповторяющихся затрат на разработку (NRE) или на инструмент, форма принадлежит вам. Мы выступаем в роли хранителей вашей собственности. Мы храним, очищаем и обслуживаем инструмент между производственными циклами, чтобы он был готов к следующему заказу, но актив остается вашим.