
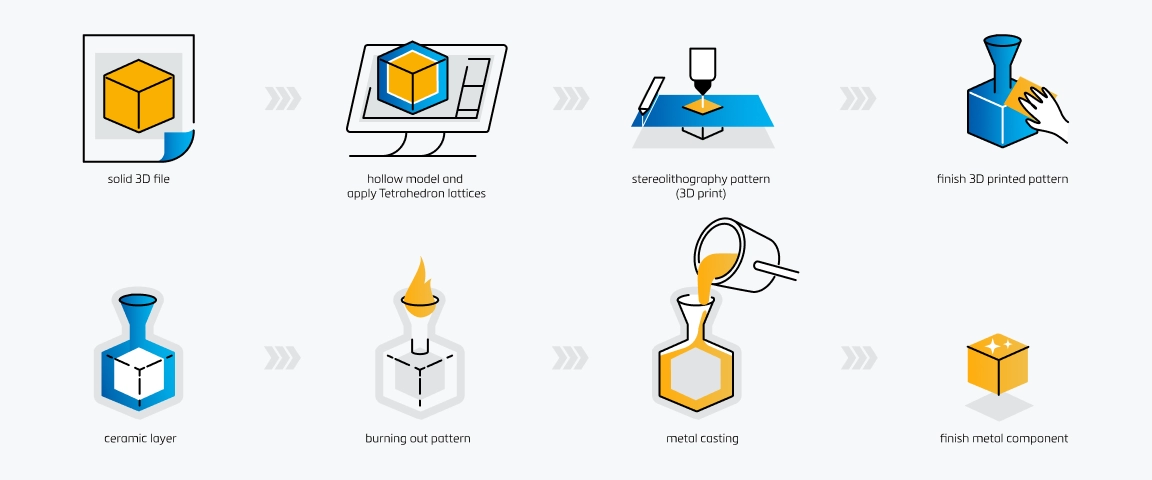
3D-Druck im Gussprozess
Moderne Schmuckherstellung und industrielle Prototypenentwicklung sind stark abhängig von Guss-3D-Druck um die Lücke zwischen digitaler Präzision und physischem Metall zu überbrücken. Wir haben unsere Materialien so optimiert, dass sie nahtlos in diesen traditionellen Arbeitsablauf integriert werden können, um einen fehlerfreien Übergang von einer digitalen Datei zu einem endgültigen Gussstück zu gewährleisten. Durch den Austausch handgeschnitzter Wachsmodelle gegen hochpräzise gedruckte Muster ermöglichen wir Massenanpassungen, ohne die Qualität des Endmetalls zu beeinträchtigen.
Schritt 1: Digitales Design und CAD
Der Prozess beginnt mit Schmuck-CAD-Design. Designer verwenden spezialisierte Software, um komplexe Geometrien und komplexe Gitterstrukturen zu erstellen, die manuell kaum zu erreichen wären. Unser Arbeitsablauf basiert darauf, dass diese digitalen Dateien wasserdicht und für den Druck optimiert sind, um sicherzustellen, dass jedes Mikron Detail im Design für die physische Produktion bereit ist.
Schritt 2: Mustermaterialproduktion mit SLA/DLP
Wir verwenden SLA 3D-Druck, DLP oder LCD-Technologie zur Herstellung des Opfermusters. Unsere gießbaren Harze sind speziell für 405 nm Wellenlängen-Drucker und laserbasierte Systeme formuliert. Wichtige Vorteile in diesem Stadium sind:
- Hohe Auflösung: Erfassung äußerst feiner Details, die für hochwertigen Schmuck erforderlich sind.
- Geringe Schrumpfung: Sicherstellung, dass das gedruckte Modell genau den digitalen Maßen entspricht.
- Geschwindigkeit: Schnelle Produktion mehrerer Muster in einem einzigen Druckdurchlauf.
Schritt 3: Nachbearbeitung Essentials
Sobald der Druckvorgang abgeschlossen ist, werden die Modelle gereinigt und gehärtet. Unsere Harze zeichnen sich durch eine niedrige Viskosität aus, wodurch sie leicht zu reinigen sind, ohne aggressives Schrubben, das empfindliche Details beschädigen könnte. Eine ordnungsgemäße Nachhärtung ist unerlässlich, um sicherzustellen, dass das Photopolymerharz die notwendige Steifigkeit und Stabilität für die Handhabung während des Angussverfahrens erreicht.
Schritt 4: Anguss- und Baumtechniken
We attach the cured 3D printed models to a central wax sprue, creating a “tree.” This step dictates how molten metal will flow into the mold. Because our resin is compatible with standard casting waxes, it adheres easily to the sprue, ensuring a secure assembly that won’t shift during the investment pouring.
Schritt 5: Einbetten mit Keramikschlämme
Der Baum wird in einen Behälter gestellt und mit flüssigem Einbettmaterial gefüllt, typischerweise einem Pulver auf Gipsbasis oder Keramikschalung Schlämme. Wir stellen sicher, dass unsere Materialien chemisch mit Standard-Einbettpulvern kompatibel sind, um unerwünschte Reaktionen an der Grenzfläche zu vermeiden und einen glatten Formhohlraum zu gewährleisten.
Schritt 6: Die Burnout-Phase
Dies ist der wichtigste Unterscheidungsfaktor in Guss-3D-Druck. Das Reagenzglas wird in einen Ofen gestellt, um das gedruckte Muster zu verbrennen. Unsere Harze sind entwickelt für null Aschegehalt, was bedeutet, dass sie vollständig sauber verbrennen.
- Kein Rückstand: Vermeidet Fehler im endgültigen Metall.
- Thermische Ausdehnungskontrolle: Verhindert, dass die Investitionsform beim Erhitzen reißt.
- Direkter Ersatz: Nachahmt das traditionelle Verlorene-Wachsaushärtungsverfahren Verhalten.
Schritt 7: Gießen und Oberflächenbearbeitung des Metalls
Sobald die Form sauber und heiß ist, wird flüssiges Metall in die Kavität gegossen. Aufgrund des sauberen Brennens, das durch unser Investitionsgussharz, bereitgestellt wird, fließt das Metall reibungslos in jedes Detail. Nach dem Abkühlen wird die Investition entfernt, um ein Metallstück mit überlegener Oberflächenqualität und ohne Porosität zu enthüllen, was die Zeit und den Arbeitsaufwand für das endgültige Polieren und Finish erheblich reduziert.
Die richtige Gießharz-Auswahl

Die Auswahl des richtigen Materials ist die wichtigste Entscheidung bei Guss-3D-Druck. Das Harz wirkt als sacrificial Formmuster, und seine chemischen Eigenschaften bestimmen direkt die Qualität des endgültigen Metallstücks. Wir entwickeln unsere Photopolymerharze, um die Kluft zwischen digitaler Präzision und traditionellen Gießereianforderungen zu überbrücken.
Wichtigkeit des Null-Asche-Gehalts
Für einen erfolgreichen Guss muss das Muster während der Brennphase vollständig verschwinden. Wir legen in unseren Formulierungen Wert auf null Aschegehalt damit das Harz sauber verbrennt, ohne Ruß oder Rückstände im Inneren der Form zu hinterlassen. Selbst mikroskopisch kleine Mengen an verbleibender Asche können mit geschmolzenem Metall reagieren und Porosität oder Oberflächenpitting im Endguss verursachen. Dies ist besonders wichtig bei der Arbeit mit reaktiven Materialien wie Aluminiumlegierung, bei denen Reinheit unverhandelbar ist.
Thermische Ausdehnung steuern
Eine der größten Herausforderungen beim Gießen mit 3D-Druckern Harzen ist die thermische Ausdehnung. Im Gegensatz zu traditionellem Wachs dehnen sich Standardkunststoffe erheblich aus, bevor sie schmelzen oder brennen. Wenn ein Harz sich zu aggressiv im gehärteten Keramikmantel oder Gipsmodell ausdehnt, kann es die Form reißen und das Teil ruinieren. Unsere gießbaren Harze sind so formuliert, dass sie sich vor signifikanter Ausdehnung erweichen und schmelzen, um internen Druck zu entlasten und die Integrität der Modellform zu schützen.
Erreichen hoher Details und Präzision
Der Hauptvorteil der Verwendung von SLA- oder DLP-Druckern ist die Auflösung. Ein hochwertiges gießbares Wachs-Harz muss die filigranen Geometrien eines Schmuck-CAD-Designs erfassen oder industriellen Prototypen, ohne während des Druckvorgangs weich zu werden oder an Definition zu verlieren. Wir konzentrieren uns auf hohe Dimensionsstabilität und geringe Schrumpfung, um sicherzustellen, dass das gedruckte Modell exakt mit der digitalen Datei übereinstimmt. Diese Präzision ermöglicht das direkte Gießen komplexer Merkmale wie Filigran oder Gewindebohrungen, die mit traditioneller Wachsschnitzerei unmöglich sind.
Kompatibilität mit Ausbrennplänen
Nicht alle Harze reagieren gleich auf Hitze. Ein praktisches Gießharz muss mit Standard- Ausbrennplänen kompatibel sein, die von Gießereien verwendet werden. Das bedeutet, dass das Material innerhalb typischer Temperaturbereiche (normalerweise zwischen 700 °C und 950 °C) sauber ausbrennen sollte, ohne dass spezielle, ultrahohe Temperaturinvestitionen erforderlich sind. Ob Sie Kupferlegierung Komponenten oder Edelmetalle gießen, das Harz muss einer vorhersagbaren Ausbrennkurve folgen, um konsistente, wiederholbare Ergebnisse in einer Produktionsumgebung zu gewährleisten.
Hauptanwendungen des 3D-Drucks für den Guss

Die Vielseitigkeit von Guss-3D-Druck hat ihn weit über Hobbywerkstätten hinausgebracht. Indem wir die Lücke zwischen digitaler Präzision und traditioneller Metallurgie schließen, ermöglichen wir es Industrien, komplexe Metallteile herzustellen, die zuvor unmöglich oder zu teuer in der Herstellung mit Standardwerkzeugen waren.
Schmuckherstellung und individuelle Designs
Das ist unser Heimatgebiet. Die Schmuckindustrie hat sich aggressiv angepasst Schmuck-CAD-Design um maßgeschneiderte Stücke ohne den Arbeitsaufwand des Hand-Modelierens mit Wachs anzubieten. Mit hochpräzisen gießbaren Harzen können Juweliere filigrane Filigranarbeiten, Pavé-Einstellungen und organische Formen drucken, die ihre Form während des Investitionsprozesses perfekt behalten.
- Massenanpassung: Einzigartige Verlobungsringe auf Anfrage erstellen.
- Oberflächenqualität: Unsere Harze sorgen dafür, dass das gegossene Metall minimal poliert werden muss.
- Zuverlässigkeit: Direktes Gießen aus 3D-Drucken eliminiert die Notwendigkeit von Gummimodellen bei Kleinserien.
Zahntechnik: Kronen und Brücken
In Zahnarztlaboren ist Passgenauigkeit alles. Dentalgussmuster produziert mittels SLA- oder DLP-Druck bieten eine überlegene Randintegrität im Vergleich zu traditionellen Wachsmodellen. Wir sehen Labore, die Gießen mit 3D-Druckern Technologie verwenden, um Kronen, Brücken und Teilprothesenrahmen herzustellen. Der entscheidende Faktor hier ist ein sauberes Brennen; jede Ascherückstand kann Porosität im Metall verursachen, was zu einer fehlerhaften Restauration führt. Unsere Materialien sind so entwickelt, dass sie vollständig verbrennen, um sicherzustellen, dass das endgültige Medizinprodukt sicher und langlebig ist.
Industrielle Ingenieur-Prototypen
Ingenieure verwenden gießbare Harze, um teure Werkzeuge für Kleinserienmetallteile zu umgehen. Anstatt ein Stahlblock zu bearbeiten, können sie ein Muster drucken und es in Aluminium, Bronze oder Stahl gießen, um es funktional zu testen. Diese schnelle Prototypenentwicklung verkürzt die Vorlaufzeiten erheblich. Industrielle Ingenieur-Prototypen. Beim Übergang von einem gedruckten Prototyp zu einem funktionalen Metallteil hilft ein Gussstahlgießerei-Leitfaden für Präzisionsteile dabei, sicherzustellen, dass das Design den industriellen Standards für Belastbarkeit und Haltbarkeit entspricht. Dieser Arbeitsablauf ermöglicht den Praxistest von Metallkomponenten, bevor in Formen für die Massenproduktion investiert wird.
Optimierung von Drucken für Gießen
Umgang mit Schrumpfung und Skalierungsfaktoren
Beim Umgang mit Guss-3D-Druck, Präzision ist nicht verhandelbar. Metall schrumpft natürlich, wenn es von flüssig zu fest wird, was bedeutet, dass das gedruckte Muster etwas größer sein muss als das gewünschte Endobjekt. Ich berechne immer einen Skalierungsfaktor basierend auf der verwendeten Metalllegierung; zum Beispiel, wenn gegossen wird in komplexe Materialien wie Titanlegierungen erfordert sorgfältige Kompensation für thermische Kontraktion. Unsere Harze sind für hohe Dimensionsstabilität entwickelt, was sicherstellt, dass der Druck selbst vor Beginn des Gießprozesses nicht verzerrt oder unvorhersehbar schrumpft. Dies ermöglicht es uns, die Metall-Schrumpfungsvariable zu isolieren und das digitale Modell im Slicer-Software mit Vertrauen anzupassen.
Verbesserung der Oberflächenqualität
Die Oberflächenqualität des 3D-gedruckten Musters bestimmt direkt die Oberfläche des finalen Metallstücks. In Gießen mit 3D-Druckern Arbeitsabläufen werden alle Schichtlinien oder Pixelation auf dem Harzmodell treu im Metall reproduziert. Um ein professionelles Finish zu erzielen, empfehle ich den Druck bei niedrigeren Schichthöhen, typischerweise zwischen 25 und 50 Mikron. Diese Auflösung minimiert den “Stufen”-Effekt. Während unsere Harze für hochpräzise Detailaufnahme entwickelt wurden, wird die Sicherstellung, dass das digitale Mesh hochauflösend ist und die Druckereinstellungen genau eingestellt sind, die Notwendigkeit manueller Nachbearbeitung nach dem Gießen erheblich reduzieren.
Hohle vs. Feste Modelle
Die Wahl zwischen hohlen und massiven Geometrien ist entscheidend, um den Ausfall der Investitionsform zu verhindern. Während kleine Gegenstände wie Ringe oft massiv gedruckt werden können, sollten größere Industrie- oder Schmuckstücke hohl ausgeführt werden. Massive Resinblöcke dehnen sich während der ersten Phasen des Brennens erheblich aus, was genügend Druck ausüben kann, um die keramische Investitionshülle zu zerbrechen.
- Wandstärke: Ich strebe in der Regel eine Wandstärke von 2 mm bis 3 mm an. Dies bietet genügend Stabilität für die Handhabung und minimiert gleichzeitig das Materialvolumen, das verbrannt werden muss.
- Entwässerungslöcher: Es ist unerlässlich, Entwässerungslöcher in hohle Modelle einzubauen. Ungedrehter Resin, der eingeschlossen ist, kann Gussfehler verursachen oder sogar die Form während des Erhitzungszyklus beschädigen.
- Gitterstützen: Für größere hohle Bereiche helfen interne Gitterstrukturen, die Form des Modells zu erhalten, ohne eine massive Kunststoffmasse zu erzeugen.
Häufige Gussprobleme beheben
Der Übergang von einer digitalen Datei zu einem physischen Metallteil beinhaltet Variablen, die das Endprodukt beeinflussen können. Während Guss-3D-Druck Vereinfachung der Musterphase, der Übergang zu den Phasen des Brennens und Gießens erfordert eine strenge Prozesskontrolle. Selbst bei hochwertigem Harz führt das Ignorieren der Physik des Investitionsprozesses zu Fehlern. So gehen wir die häufigsten Probleme bei Gießereien und Juwelieren an.
Verhinderung von Investitionsrissen
Der häufigste Fehler beim Wechsel von Wachs zu Harz ist das Rissbilden im Gussform oder in der Schale. Dies passiert, weil photopolymerharze thermisch expandieren, bevor sie schmelzen oder verbrennen, was zu internem Druck führt, der gegen das Investitionsmaterial drückt.
- Steuerung der Anstiegsrate: Do not rush the initial heating phase. We recommend a slow ramp (around 1-2°C per minute) specifically during the 200°C to 300°C window to allow the resin to soften and combust without shocking the mold.
- Harzauswahl: Verwenden Sie Materialien, die speziell für geringe thermische Ausdehnung entwickelt wurden. Unsere Harze sind so konzipiert, dass sie nach innen kollabieren, anstatt nach außen zu expandieren, um die Integrität der Form zu schützen.
- Formstärke: Stellen Sie sicher, dass Ihre Investitionsmischung korrekt ist. Bei der Verwendung professioneller Präzisions-Investitionsgussdienstleistungen, wird die keramische Schale so gebaut, dass sie diesen spezifischen Drücken standhält, aber DIY-Setups müssen sicherstellen, dass die Flasche robust ist.
Reparatur rauer Metalloberflächen
Eine raue oder porige Oberflächenbeschaffenheit weist in der Regel auf eine Reaktion zwischen Harz und Investition oder auf verbleibende Asche im Inneren der Form hin.
- Aschefreier Gehalt: Das ist unverhandelbar. Wenn Ihr Harz Asche hinterlässt, wird dieser Rückstand in die Metalloberfläche eingebettet. Wir formulieren unsere Harze so, dass sie vollständig sauber verbrennen.
- Richtiges Nachhärten: Never invest a sticky or under-cured print. Uncured resin on the surface of the model can chemically react with the gypsum or phosphate-bonded investment, creating a rough “orange peel” texture on the final casting.
- Saubere Wäsche: Stellen Sie sicher, dass der gesamte Isopropylalkohol vom Modell verdunstet ist, bevor Sie investieren. Eingeschlossenes Lösungsmittel kann während der Abbindephase kochen und Mikroporosität erzeugen.
Behebung unvollständiger Gussprobleme
Incomplete castings, or “misruns,” occur when the molten metal freezes before filling the entire mold cavity. In Gießen mit 3D-Druckern Mustern ist dies oft auf eingeschlossenes Gas oder unzureichendes Ausbrennen zurückzuführen.
- Gasentlüftung: Harzmuster erzeugen beim Ausbrennen mehr Gas als herkömmliches Wachs. Sie müssen Ihren Angussbaum mit ausreichender Entlüftung konstruieren, damit diese Gase schnell entweichen können.
- Ausbrenndauer: Stellen Sie sicher, dass Sie die Höchsttemperatur lange genug halten. Wenn das Zentrum eines dicken Modells nicht vollständig verdampft ist, entsteht eine Blockade.
- Temperaturmanagement: Passen Sie die Temperatur Ihrer Flasche an das Metall an. Für Hochtemperaturanwendungen wie Investitionsguss-Stahllegierungen spreche, muss die Form heiß genug sein, um die Metallflüssigkeit während des Gießens aufrechtzuerhalten und feine Details vor der Erstarrung zu erfassen.
Warum Gießereien Vastmaterial Harze verwenden

Wenn wir von Guss-3D-Druck, wissen wir, dass Konsistenz das einzige Kriterium ist, das auf der Gießerei-Bühne zählt. Wir haben unsere Harze so formuliert, dass sie die Lücke zwischen digitaler Präzision und physischer Gießzuverlässigkeit überbrücken, um einen nahtlosen Übergang von einem 3D-Modell zu einem Metallteil zu gewährleisten.
Zuverlässigkeit und chemische Konsistenz
Wir verstehen, dass ein fehlgeschlagener Guss Zeitverlust und verschwendetes Metall bedeutet. Unser Herstellungsprozess gewährleistet strikte chemische Konsistenz von Charge zu Charge. Sie müssen Ihre Einstellungen nicht ständig anpassen; unser Investitionsgussharz Funktioniert jedes Mal vorhersehbar, sodass Sie die Produktion skalieren können, ohne Angst vor Musterfehlern zu haben. Diese Zuverlässigkeit ist entscheidend für Unternehmen, die sich Ausfallzeiten durch inkonsistente Materialien nicht leisten können.
Druckerkompatibilität
Wir haben unsere Materialien so entwickelt, dass sie universell mit der Hardware kompatibel sind, die Sie wahrscheinlich bereits besitzen. Egal, ob Sie laserbasierte SLA-Systeme oder 405 nm LCD/DLP-Drucker verwenden, unsere Harze sind optimiert, um hochauflösende Drucke zu liefern. Diese Vielseitigkeit macht Gießen mit 3D-Druckern Technologie zugänglich, ohne proprietäre, teure Geräte zu benötigen, was Ihren Arbeitsablauf sofort vereinfacht.
Steifigkeits- und Schmelzfähigkeit-Balance
Das perfekte Muster muss robust genug sein, um es zu handhaben, aber gleichzeitig sauber genug, um ausgebrannt zu werden. Wir haben ein spezielles Gleichgewicht entwickelt, um diese gegensätzlichen Bedürfnisse zu erfüllen:
- Handhabungsstärke: Unsere Harze bieten hohe Dimensionsstabilität und Steifigkeit, sodass dünne Wände und filigrane Details während des Investitionsprozesses nicht verzerren.
- Sauberer Burnout: Wir priorisierten eine null Aschegehalt Formel. Das Harz schmilzt und verdampft vollständig, hinterlässt eine makellose Gussform, die für alles bereit ist, von Edelmetallen bis hin zu industriellen Prototypen große Stahlgusslösungen.
Diese Balance stellt sicher, dass das endgültige Metallstück das digitale Design genau widerspiegelt, ohne Rückstände, die die Oberfläche beeinträchtigen.
Häufig gestellte Fragen
Welches ist das beste Harz für den Wachsausschmelzprozess?
Das effektivste Harz für Guss-3D-Druck ist eines, das beim Brennen garantiert null Aschegehalt Wenn ein Harz Rückstände in der Form hinterlässt, leidet das endgültige Metallstück unter Porosität und Oberflächenfehlern. Sie benötigen ein Material, das speziell für Feinguss entwickelt wurde und hohe Dimensionsstabilität sowie geringe Schrumpfung bietet. Unsere gießbaren Harze sind so formuliert, dass sie nahtlos mit SLA-, DLP- und LCD-Druckern funktionieren und den sauberen Brennvorgang für professionelle Schmuck- und Industrieanwendungen ermöglichen.
Wie verhindere ich Ascherückstände beim Gießen?
Das Verhindern von Asche beginnt mit der Wahl des richtigen Materials. Standard-3D-Druckharze hinterlassen oft Kohlenasche, die die Keramikschale verstopft und zu fehlgeschlagenen Gussformen führt. Um dies zu vermeiden, verwenden Sie ein spezielles Investitionsgussharz das vollständig verdampft werden kann. Zusätzlich ist die Einhaltung eines strengen Brennprogramms entscheidend. Als ein führenden Gießereilieferanten für verlorenen Wachs verwendet werden, wissen wir, dass die Steuerung der Rampenrate und der Haltezeiten im Ofen sicherstellt, dass das Muster vollständig entfernt wird, ohne die Investitionsform zu beschädigen.
Kann ich jeden 3D-Drucker für Gussmuster verwenden?
Obwohl viele Drucker existieren, sind nicht alle für die Herstellung gießbarer Muster geeignet. FDM-Drucker (Filament) fehlen in der Regel die Auflösung, die für feinen Schmuck oder zahnärztliche Details erforderlich ist. Für die besten Ergebnisse beim Gießen mit einem 3D-Drucker, empfehlen wir die Verwendung von harzbasierenden Systemen wie SLA, DLP oder LCD Maschinen, die bei einer Wellenlänge von 405 nm arbeiten. Diese Drucker liefern die glatte Oberflächenbeschaffenheit und die filigranen Details, die für den Erfolg in einem professionellen Feinguss-Foundry.


