
Se hai mai cercato di scegliere il qualità di alluminio per la fusione, sai che non è così semplice come “usare semplicemente l’alluminio”.”
Scegliere la lega sbagliata, e affronterai problemi come scarsa fluidità, difetti di restringimento, perdite, o parti che si crepano sotto carico. Scegli quella giusta, e otterrai fusione pulita e dimensionalmente precisa con la resistenza, la resistenza alla corrosione e l'equilibrio di costi di cui il tuo progetto ha realmente bisogno.
In questa guida, imparerai rapidamente:
- Perché leghe di alluminio per fusione (come A356, A380, ADC12) sono completamente diverse dalle qualità lavorate come 6061
- Quali leghe da fusione di alluminio funzionano meglio per fusione a pressofusione, fusione a sabbia, e microfusione
- Come abbinare proprietà meccaniche, opzioni di colabilità, e trattamento termico alla tua applicazione reale
Se sei serio nel voler ottenere un alluminio affidabile e di alta qualità fusibili in alluminio— senza sprecare soldi sulla lega sbagliata — sei nel posto giusto.
Comprendere le qualità dell'alluminio per la fusione
Quando le persone cercano un qualità di alluminio per la fusione, di solito si pongono alcune domande fondamentali:
Questo alleato riempirà correttamente il mio stampo? La parte sarà abbastanza resistente? E posso lavorarla o rifinirla senza problemi?
Nella fusione, “qualità di alluminio per la fusione” non significa semplicemente “qualsiasi alluminio”. Significa un chemistry specifica dell'alleato progettata per fluire in uno stampo, solidificarsi senza crepe e offrire il giusto equilibrio tra resistenza, duttilità e lavorabilità. Per questo le fonderie si affidano a dedicati leghe da fusione di alluminio come A380, A356, 319 e ADC12, invece di fondere semplicemente qualsiasi alluminio disponibile.
Alluminio in fusione vs Alluminio lavorato in termini semplici

Pensa all'alluminio in due famiglie:
- Alluminio in fusione
- Progettato per essere versato negli stampi
- Con un maggiore contenuto di silicio e altri elementi di lega per fluidità e controllo del ritiro
- Utilizzato per forme complesse, alloggiamenti, staffe e fusione strutturali
- Alluminio lavorato (come 6061, 7075)
- Progettato per essere rollato, estruso o forgato
- Ottimizzato per resistenza, formatura e lavorabilità come barra, piastra o lamiera
- Non ottimizzato per riempire sezioni sottili in uno stampo
Entrambi sono alluminio, ma la chimica e il comportamento nel processo di fusione sono molto diversi.
Perché non puoi semplicemente versare il 6061 in uno stampo
Tecnicamente puoi fondere il 6061 e versarlo, ma otterrai quasi sempre scarsa qualità di fusione:
- Bassa fluidità → non riempie bene pareti sottili o dettagli complessi
- Alto rischio di crepe a caldo → si crepa mentre il metallo si solidifica e si restringe
- Proprietà imprevedibili → non è progettato per la fusione, quindi le prestazioni meccaniche sono incoerenti
- Più scarti → più difetti, perdite e rifacimenti
Le fonderie in Italia raramente accettano di fondere il 6061 per la produzione perché classi di fusione vere semplicemente performare meglio e in modo più coerente nelle vere stampi.
Come la chimica delle leghe cambia le prestazioni di colata
Le prestazioni di colata sono guidate da chimica delle leghe, non solo il nome “alluminio”:
- Silicio (Si) migliora fluidità, abbassa la temperatura di fusione e riduce il restringimento. Ecco perché leghe come A380 e A356 si colano così bene.
- Magnesio (Mg) potenzia resistenza e risposta al trattamento termico (importante in A356, 319, ecc.).
- Rame (Cu) può aumentare resistenza e durezza, ma può ridurre la resistenza alla corrosione.
- Zinco (Zn) e altri elementi modificano resistenza, resistenza all'usura e tenuta alla pressione.
Regolando questi elementi, otteniamo classi di alluminio per pressofusione, leghe di alluminio per pressofusione di sabbia, e leghe di alluminio per pressofusione a gravità opzioni che sono ciascuna ottimizzata per un processo e un'applicazione specifici. Scegliere la giusta qualità di alluminio per la fusione riguarda davvero l'abbinare questa chimica alla tua stampo, al tuo processo e ai tuoi obiettivi di prestazione.
Nozioni di base sulla numerazione delle leghe di fusione di alluminio
Quando scegli un grado di alluminio per la fusione, il sistema di numerazione ti dice esattamente con cosa stai lavorando.
Come funzionano i numeri delle leghe di alluminio in fusione (xxx.x)
Le leghe di alluminio in fusione usano un formato a tre cifre più decimale , come A380.0, 356.0, o 319.0:
- L' la prima cifra = famiglia principale di leghe (quale elemento viene aggiunto di più dopo l'alluminio).
- L' le due cifre successive = lega specifica in quella famiglia.
- L' “.0” alla fine = fusione lega (vs “.1” o “.2” per forme in lingotto).
Quindi, quando vedi A380.0, stai guardando una specifica lega di fusione di alluminio, non una qualità lavorata come 6061.
Cosa significano le serie di fusione 1xx–9xx
Per le leghe di fusione di alluminio, il primo cifra (1xx a 9xx) indica l'elemento principale dell'alleato:
- 1xx.x – alluminio quasi puro (buona conduttività, bassa resistenza)
- 2xx.x – alluminio–rame (alta resistenza, minor resistenza alla corrosione)
- 3xx.x – alluminio–silicio con rame e/o magnesio (A380, 319, 356 – leghe di fusione più comuni)
- 4xx.x – alluminio–silicio (ottima fluidità, buona colabilità)
- 5xx.x – alluminio–magnesio (535 – alta resistenza alla corrosione, ductile)
- 6xx.x – alluminio–magnesio–silicio (raro in forma fusa)
- 7xx.x – alluminio–zinc (alta resistenza, più specializzato)
- 8xx.x – alluminio–stagno (applicazioni di cuscinetti e scorrimento)
- 9xx.x – altre o leghe speciali
La maggior parte classi di alluminio per pressofusione per la produzione in Italia 3xx.x serie perché bilanciano resistenza, colabilità e costo.
Principali elementi di lega nelle fusioni di alluminio
La chimica determina le prestazioni. Per le leghe di fusione di alluminio, i principali sono:
- Silicio (Si) – potenziamenti fluidità, riduce ritiro, migliora la colabilità. Le leghe ad alto contenuto di Si (come A380, 390) riempiono pareti sottili e forme complesse.
- Magnesio (Mg) – consente trattamento termico, aumenta resistenza e durezza (ad esempio, A356), aiuta con la resistenza alla fatica.
- Rame (Cu) – aumenta resistenza e durezza, ma peggiora resistenza alla corrosione. Comune nelle 319 e alcune 3xx.x classi.
- Zinco (Zn) – aggiunge resistenza, ma di solito con compromessi sulla corrosione o sulla stabilità dimensionale; usato più selettivamente nelle leghe di fusione di alluminio.
Scegliere il giusto qualità di alluminio per la fusione si tratta davvero di scegliere la giusta combinazione di Si, Mg, Cu e Zn per il vostro processo e uso finale.
Standard comuni ed equivalenti globali
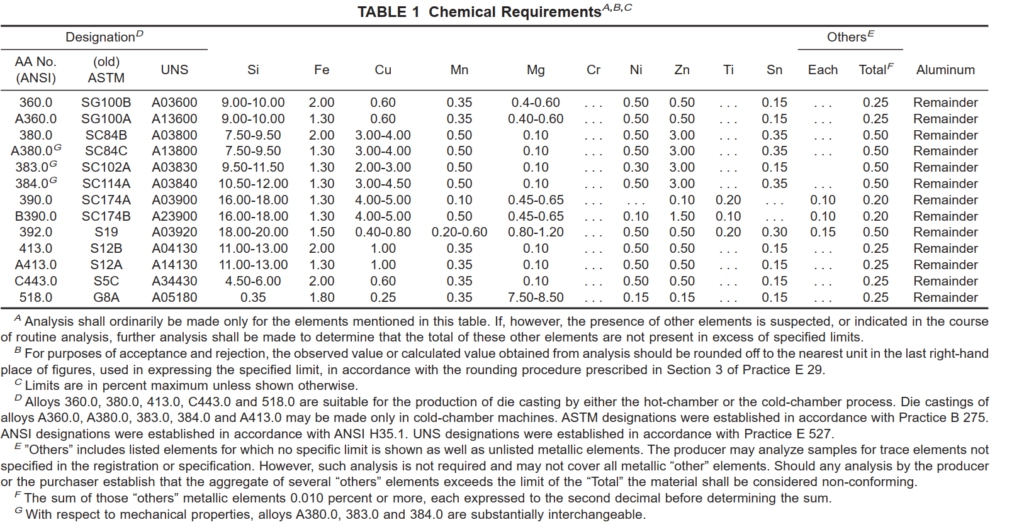
Fonderie e OEM in Italia di solito fanno riferimento a più standard per le leghe di fusione di alluminio:
- AA (Associazione dell'alluminio) – designazione di base come A380.0, 356.0, 319.0
- ASTM – specifiche del materiale e requisiti di prova (ad esempio, ASTM B26/B26M)
- EN – standard europei (ad esempio, EN AC-42100 si allinea approssimativamente con le leghe di tipo A380)
- JIS – standard giapponesi (ADC12 è l'equivalente JIS delle leghe di tipo A383)
Se acquisti a livello globale, è utile lavorare con una fonderia che comprende Crossover AA–EN–JIS e possa abbinare gli equivalenti. Per esempio, i nostri leghe di alluminio per parti ad alte prestazioni sono specificati con AA, EN e equivalenti regionali in modo che gli acquirenti italiani possano confrontare i prodotti in modo diretto.
Cosa cambiano effettivamente i codici di tempra come F, T5, T6, T7
Dopo la lega, il E come fanno è il prossimo elemento da definire:
- F – Come-fuso, senza trattamento termico specifico. Costo più basso, controllo minimo.
- T5 – Raffreddato dalla fusione e invecchiato artificialmente (senza trattamento di soluzione). Adatto per fusioni a pressofusione che necessitano di un aumento della resistenza.
- T6 – Trattamento termico di soluzione + tempra + invecchiamento artificiale. Salto di resistenza e durezza significativo (comune per A356-T6 ruote e parti strutturali).
- T7 – Sovra- invecchiato / stabilizzato. Leggermente meno resistente rispetto al T6, ma migliore resistenza alla corrosione da stress e stabilità dimensionale, spesso usato in ambienti ad alta temperatura o ad alto stress.
Stesso lega, diverso trattamento termico = prestazioni e costi differenti. Quando si definisce un qualità di alluminio per la fusione, si dovrebbe sempre indicare sia il lega (ad esempio A356.0) sia il E come fanno (ad esempio T6) sulla stampa e sui RFQ.
Processi di fusione dell'alluminio e leghe corrispondenti
Quando scegli una lega di alluminio per la fusione, la prima decisione è qual processo di fusione che effettivamente andrai a realizzare. Il processo definisce molte delle possibilità e dei limiti nella scelta dell'alleato.
Principali metodi di fusione dell'alluminio (rapido sguardo)
- Pressocolata ad alta pressione – Veloce, ad alto volume, ottimo per pareti sottili e forme complesse.
- Fusione in sabbia – Flessibile, basso costo di attrezzature, ideale per parti più grandi e produzioni più brevi.
- Colata in gravità / stampo permanente – Migliore finitura superficiale e proprietà rispetto alla sabbia, buona ripetibilità.
- Fusione a investimento – Dettaglio più elevato, tolleranze strette, finitura superficiale eccellente, ma costo più elevato.
Ogni processo ha i propri “preferiti” leghe da fusione di alluminio che si adatta bene, riempie lo stampo e garantisce la resistenza e la durabilità desiderate.
Leghe di pressofusione in alluminio e quando usarle
Per leghe di pressofusione a pressione, di solito consiglio:
- A380 / ADC12 – Attrezzi multifunzione per uso generale per automotive, elettronica, involucri per consumatori.
- A383 / 413 – Migliore fluidità per pareti sottili e parti più complesse, a tenuta di pressione.
- A360 – Quando hai bisogno di una resistenza alla corrosione superiore e di una buona tenuta.
Usa classi di alluminio per pressofusione quando hai bisogno di:
- Alto volume e basso costo delle parti
- Pareti sottili e tolleranze strette
- Buona stabilità dimensionale e parti a forma quasi netta
Leghe di fusione in sabbia e compromessi
Per fusione in sabbia di alluminio, vuoi leghe che non si crepino facilmente e possano gestire un raffreddamento più lento:
- 356 / A356 – Miglior equilibrio tra resistenza, duttilità e saldabilità, soprattutto dopo T6.
- 319 – Ottimo per blocchi e teste di motore; buona lavorabilità e prestazioni termiche.
- 535 (Almag 35) – Alta duttilità e resistenza agli urti senza trattamento termico.
Compromessi:
- Costo degli utensili inferiore ma costo del pezzo più elevato rispetto alla pressofusione
- Finitura superficiale più ruvida e più lavorazioni meccaniche
- Eccellente per pezzi più grandi e volumi annuali inferiori
Leghe di alluminio per colata in gravità e in conchiglia
Alluminio per colata in gravità e in conchiglia si colloca tra la colata in sabbia e la pressofusione:
- Gradi comuni: 356/A356, 319, 413, A360
- Proprietà meccaniche e superficie migliori rispetto alla sabbia
- Qualità più uniforme rispetto alla sabbia, ma il costo degli utensili è più elevato
Li uso quando:
- Il volume annuale è moderato
- È necessario avere proprietà più resistenti e uniformi rispetto alla sabbia
- Si desidera una migliore finitura superficiale e controllo dimensionale
Alluminio per microfusione: Dettaglio e Finitura
Quando hai bisogno tolleranze strette, dettagli fini e superfici pulite, fonderie a investimento in alluminio sono difficili da battere. Leghe come A356 e 355 sono comuni qui perché rispondono bene al trattamento termico e producono parti robuste, leggere e con buona resistenza alla fatica.
Se ti interessa la precisione delle caratteristiche e le tolleranze basse (per componenti aerospaziali o industriali di alta gamma), vale la pena considerare un servizio specializzato di fusione in alluminio con colata in investimento all'inizio del processo di progettazione.
Tabella Processo Veloce vs Selezione Lega
| Processo | Leghe Tipiche | Migliore per |
|---|---|---|
| Pressocolata ad alta pressione | A380, A383, ADC12, 413 | Alto volume, pareti sottili, involucri, staffe |
| Fusione in sabbia | 356, A356, 319, 535 | Componenti più grandi, volume basso–medio, strutturale |
| Colata in gravità / stampo permanente | 356/A356, 319, 413 | Migliori superfici e proprietà, volume medio |
| Fusione a investimento | A356, 355 | Componenti di precisione, geometrie complesse, alto valore |
Se confronti processi e leghe per una nuova parte, è utile anche rivedere un panorama più ampio guida alle leghe di fusione che copre proprietà e impatti sui costi tra i metodi, come questa panoramica di tipi di leghe da fusione e applicazioni.
Leghe di pressofusione in alluminio che funzionano davvero
La pressofusione è il momento in cui le leghe di alluminio diventano esigenti. Non tutte le leghe di alluminio amano essere gettate in uno stampo in acciaio ad alta velocità e alta pressione, quindi scegliere la giusta qualità di alluminio per la fusione fa la differenza tra parti pulite e scarti costanti.
Cosa rende un'lega buona per la pressofusione
Una lega solida per pressofusione necessita di:
- Alta fluidità – per riempire pareti sottili, nervature e angoli stretti prima che si solidifichino
- Buona tenuta alla pressione – per evitare perdite in alloggiamenti e parti idrauliche
- Bassa tendenza a crepe a caldo e contrazione – affinché le parti non si strappino o deformino durante il raffreddamento
- Resistenza ragionevole alla saldatura in stampo – meno alluminio che si attacca allo stampo in acciaio
- Buona lavorabilità – perché la maggior parte delle parti necessita ancora di foratura, filettatura o fresatura
Per questo le leghe di fusione ricche di silicio dominano la pressofusione rispetto alle leghe lavorate comuni.
Le leghe di alluminio per pressofusione più usate
In Italia e in gran parte della produzione ad alto volume, queste classi di alluminio per pressofusione sono i cavalli di battaglia:
- A380 – La scelta predefinita. Ottimo equilibrio tra resistenza, fluidità e costo.
- A383 (simile anche a EN AC-46000) – Migliore fluidità per pareti sottili, resistenza leggermente inferiore.
- ADC12 – La lega di riferimento in Asia, molto vicina ad A383, forte e facile da colare.
- 413/A413 – Eccellente tenuta alla pressione e colabilità, usata in parti critiche per perdite.
Lavoriamo regolarmente queste leghe nelle nostre linee di fusione di alluminio e coprono oltre il 90% dei tipici progetti industriali, automobilistici e di consumo italiani. Se stai confrontando leghe o cercando la produzione di parti, puoi controllare i nostri gamma di prodotti in lega di alluminio o su vasta scala servizi di produzione di fusione.
A380 vs A383 vs ADC12 – quale scegliere?
Usa questo come regola pratica rapida:
- Scegli A380 se:
- Desideri una lega collaudata per scopi generali
- Le parti hanno uno spessore di parete normale e moderate esigenze di resistenza
- Costo e disponibilità sono i fattori più importanti in Italia
- Scegli A383 o ADC12 se:
- Hai pareti molto sottili o percorsi di flusso complessi
- Stai combattendo chiusure a freddo, errori di riempimento o riempimento incompleto
- Stai sincronizzando con le catene di approvvigionamento asiatiche o con utensili costruiti attorno ad ADC12
- Scegli 413/A413 se:
- Hai bisogno di alta tenuta di perdita (pompe, valvole, componenti di potenza fluida)
- Test di pressione e sigillatura sono critici e i rottami sono costosi
Difetti di pressofusione dovuti alla scelta sbagliata della lega
Scegliere quella sbagliata lega di fusione di alluminio per pressofusione, e lo vedrai nel tuo contenitore di scarti:
- Errori di riempimento / chiusure a freddo – lega non abbastanza fluida → spesso risolto passando da A380 a A383/ADC12
- Porosità e perdite – scarsa tenuta alla pressione o intrappolamento di gas → 413 o A380 ottimizzato può aiutare
- Rottura a caldo – lega che si restringe troppo o ha scarsa resistenza a caldo → chimica sbagliata per la geometria del pezzo
- Saldatura / adesione alla matrice – lega reagisce troppo con lo stampo → ne riduce la durata e la qualità superficiale
Blocca la giusta classe di alluminio per pressofusione precocemente, e riduci i difetti, i mal di testa legati ai tempi di ciclo e le modifiche di progetto tardive.
Leghe di Alluminio per Colata in Sabbia e Colata a Gravità

Quando scegli una lega di alluminio per la colata in sabbia o in stampi permanenti/gravità, non puoi semplicemente riutilizzare le leghe di pressofusione comuni come A380 e sperare per il meglio. Questi processi riempiono più lentamente, funzionano a temperature più alte e si raffreddano in modo disomogeneo, quindi hai bisogno di leghe progettate per fluire bene, resistere alle crepe da calore e offrire comunque proprietà meccaniche solide.
Perché la colata in sabbia richiede leghe di alluminio diverse
Gli stampi di sabbia sono più ruvidi, più porosi e si raffreddano più lentamente rispetto agli stampi in acciaio. Ciò significa:
- Hai bisogno di migliore alimentazione e rischio inferiore di crepe da calore
- Vuoi leghe che tollerino l'assorbimento di gas e il restringimento
- Accetti un po' meno finitura superficiale per sezioni più robuste e solide
Ecco perché la maggior parte delle fonderie si affidano a 356, A356, 319 e 535 per la colata in sabbia e a gravità di alluminio invece delle tipiche leghe di pressofusione.
Le migliori leghe di alluminio per la colata in sabbia e a gravità
Per i clienti italiani, queste sono le leghe principali di riferimento:
- 356 / A356 alluminio – Ottima combinazione di colabilità e resistenza. In T6 è un punto di riferimento per ruote, parti di sospensione e fusioni strutturali di fascia alta. Se stai considerando ruote T6 A356 o parti strutturali, consulta i dettagli resistenza e applicazioni della lega di alluminio A356-T6.
- 319 alluminio – Molto lavorabile, buona conducibilità termica, resistenza solida con trattamento termico. Comune nei blocchi motore e nelle teste cilindro.
- 535 (Almag 35) – Lega di magnesio alluminio con alta duttilità e resistenza agli urti senza trattamento termico. Eccellente per hardware marino e componenti soggetti a shock.
Questi gradi sono il punto di equilibrio ideale quando si desidera prestazioni meccaniche affidabili da alluminio da pressofusione o fusione a gravità senza costi di controllo del processo eccessivi.
Come il tipo di stampo influisce sulla scelta dell'lega
Il tipo di stampo modifica la velocità di raffreddamento e il rischio di difetti, quindi influisce direttamente su quale qualità di alluminio per la fusione ha senso:
- Sabbia verde – Raffreddamento più lento, rischio di gas più elevato → utilizza A356, 319, 535 che gestiscono meglio porosità e ritiri.
- Stampi a sabbia / resina – Controllo dimensionale migliore → ideale per A356 T6 dove è necessario un maggiore resistenza.
- Colata in gravità / stampo permanente – Raffreddamento più rapido rispetto alla sabbia → leghe come 356/A356 offrono una struttura più compatta e proprietà meccaniche più elevate.
Abbina sempre l'lega al tuo stampo: stampi a raffreddamento più rapido consentono tempere più forti e sezioni più sottili, stampi a raffreddamento più lento richiedono leghe che rimangano duttili.
Problemi comuni nell'alluminio in pressofusione di sabbia (e come le leghe li risolvono)
Con le fusioni in sabbia e gravità, la maggior parte dei problemi deriva da:
- Porosità e perdite – Leghe come A356 e 319 migliorano la colata e riducono la porosità da restringimento quando sono correttamente gated.
- Rottura a caldo – Le leghe di silicio alto per fusioni alleviano lo stress durante la solidificazione e riducono il rischio di crepe.
- Bordi o angoli deboli – A356 T6 nelle fusioni in stampo permanente possono aumentare la resistenza dei bordi e l'elongazione rispetto alle leghe di base.
- Corrosione in uso marino o all'aperto – 535 e A356 offrono una migliore resistenza alla corrosione rispetto ad alcune leghe ricche di rame.
Se non sei sicuro di quale lega di fusione di alluminio scegliere per la tua fusione in sabbia o gravità, inizia definendo: resistenza richiesta, spessore della sezione, esigenze di lavorazione e ambiente (calore, sale, vibrazione). Poi scegli tra 356/A356, 319 o 535 in base alle compromissioni più importanti per il tuo pezzo.
Leghe di alluminio popolari per la fusione e i loro utilizzi
Quando scegli un qualità di alluminio per la fusione, alcune leghe coprono la maggior parte dei lavori nel mondo reale. Ecco come considero le leghe di fusione più comuni nella produzione e dove ciascuna ha senso realmente.
Lega di alluminio A380
Principali proprietà di A380 (resistenza, fluidità, lavorabilità)
A380 è il cavallo di battaglia di classi di alluminio per pressofusione. Bilancia:
- Buona resistenza e rigidità per alloggiamenti e staffe
- Alta fluidità per riempire stampi complessi
- Buona lavorabilità per operazioni secondarie
Applicazioni A380 in automotive, elettronica e ferramenta
Vedrai A380 ovunque in:
- Automotive: alloggiamenti per ingranaggi, staffe, casse di trasmissione
- Elettronica: dissipatori di calore, alloggiamenti motore, corpi connettori
- Ferramenta: corpi di utensili elettrici, ferramenta per porte, telai di elettrodomestici
Limiti dell'A380 e quando non usarlo
Non scegliere A380 quando hai bisogno di:
- Alta duttilità o elevata resistenza agli urti
- Resistenza alla corrosione di livello superiore (specialmente per uso marino intenso)
- Componenti strutturali che devono essere saldati o modellati pesantemente in seguito
Alluminio A383 e ADC12
Perché si usano A383/ADC12 invece di A380
A383 (e il suo equivalente asiatico Leghe di alluminio ADC12) vengono utilizzate quando hai bisogno di:
- Migliore fluidità rispetto ad A380
- Miglior riempimento su parti sottili e complesse
- Controllo più preciso della porosità in caratteristiche strette
Fluidità e colata di pareti sottili con ADC12
ADC12 è l'alleato preferito in molte officine di pressofusione asiatiche per:
- Custodie a pareti sottili
- Cornici per telefoni, computer ed elettronica
- Componenti compatti ad alto volume con controllo dimensionale preciso
Nomenclatura regionale: A380 vs ADC12 vs equivalenti EN
- Italia: A380 / A383
- Asia: ADC12 (molto simile alla composizione di A383)
- Europa (EN): spesso EN AC-Al Si9Cu3(Fe) o equivalenti simili
Se acquisti a livello globale, confronta sempre schede tecniche chimiche tra questi nomi, non solo l'abbreviazione dell'aliage.
A356 e Gradi di Colata 356
A356 grezzo vs trattato termicamente (T4, T6)
A356 può essere:
- Come colata / F: buona colabilità, resistenza moderata
- T4: trattato con soluzione + invecchiato naturalmente, migliore duttilità
- T6: trattato con soluzione + invecchiato artificialmente, alta resistenza e rigidità
Resistenza, duttilità e saldabilità di A356
A356 T6 offre:
- Elevata resistenza a trazione e a snervamento
- Buona duttilità per parti critiche per la sicurezza
- Saldabilità forte rispetto alla maggior parte delle leghe pressofuse
Dove brilla A356: ruote, parti strutturali, fusioni aerospaziali
Utilizzo A356 per:
- Ruote automobilistiche e componenti di sospensione
- Alloggi strutturali e supporti dove il fallimento non è un'opzione
- Colate aerospaziali (con controllo rigoroso del processo e certificazione)
Lega di alluminio A360
Resistenza alla corrosione e tenuta alla pressione dell'A360
L'A360 offre:
- Una migliore resistenza alla corrosione rispetto all'A380 in molti ambienti
- Migliorata tenuta alla pressione, ideale per parti fluide o sigillate
- Buona colabilità con dettagli fini
Le migliori applicazioni per l'A360 (marina, alloggi sigillati, forme complesse)
Scelte solide per:
- Componenti marini che necessitano di una migliore resistenza al sale
- Alloggi sigillati per fluidi, gas o elettronica
- Forme comples di fusione a pressoché impossibile perdite
A360 vs A380: quando aggiornare
Scegli A360 invece di A380 quando:
- Perdite, porosità o corrosione sono rischi principali
- Stai pagando per sigillatura, impregnazione o rivestimenti pesanti per correggere le debolezze di A380
Lega di alluminio 319
Conducibilità termica e lavorabilità della 319
La 319 è una lega di sabbia e stampo permanente preferita perché offre:
- Buona conducibilità termica (ottima per motori)
- Confortevole lavorabilità per fori e filettature precise
- Fusibilità solida con resistenza ragionevole
Perché la 319 è comune nei blocchi motore e nelle teste cilindro
Vedrai 319 in:
- Blocchi motore
- Testate cilindro
- Altri componenti del gruppo motore ad alta temperatura dove il calore deve uscire rapidamente
Opzioni di trattamento termico per le fusioni in 319
La 319 può essere:
- Usato come pressofusione per esigenze moderate
- T5 / T6 trattato termicamente per migliorare resistenza e resistenza alla fatica
Classi di fusione 413 e A413
Fusibilità e resistenza alle perdite di 413/A413
413 / A413 sono gradi di alluminio per pressofusione ad alto contenuto di silicio noti per:
- Eccellente fluidità e fusibilità
- Alta resistenza alle perdite e prestazioni sotto pressione
Componenti a parete sottile e idraulici con 413
Mi piace 413/A413 per:
- Componenti a parete sottile che necessitano ancora di integrità sotto pressione
- Parti idrauliche, involucri di pompe e valvole
- Fusioni a pressofusione ad alta pressione dove la porosità è una preoccupazione principale
Bilanciare il rischio di fragilità rispetto alle prestazioni sotto pressione
Svantaggio: un maggiore contenuto di silicio può aumentare la fragilità. Utilizzare 413/A413 quando:
- Tenuta alla pressione > duttilità
- Le parti non sono previste per sopportare grandi impatti o carichi di flessione
535 (Almag 35) Alluminio al magnesio
Elevata resistenza senza trattamento termico in 535
535 (spesso chiamato Almag 35) è una lega di alluminio al magnesio per fusione che offre:
- Alta resistenza e tenacità direttamente dallo stampo
- Nessun trattamento termico obbligatorio, il che riduce i tempi di consegna e i costi
Vantaggi in termini di duttilità e resistenza agli urti
Si distingue per:
- Eccellente duttilità
- Forte resistenza agli urti
- Buona resistenza alla corrosione, soprattutto con una finitura adeguata
Parti marine e soggette a urti con 535
Adatto per:
- Ferramenta nautica e staffe
- Parti caricate con shock come bracci dello sterzo, supporti e protezioni
- Parti legate alla sicurezza dove non è accettabile crepe
Leghe ad alto contenuto di silicio 390 e B390
Resistenza all'usura e prestazioni ad alta temperatura di 390/B390
390 e B390 sono leghe di alluminio con alto contenuto di silicio per pressofusione progettate per:
- Eccellente resistenza all'usura
- Prestazioni elevate a temperature elevate
- Dimensioni stabili durante lunghi cicli di servizio ad alta temperatura
Perché i pistoni e le superfici scorrevoli usano B390
Vedrai queste leghe in:
- Pistoni
- Cilindri, componenti scorrevoli o reciprocanti
- Parti di motore automobilistico ad alta percorrenza
Compromessi di lavorabilità con leghe ad alto contenuto di silicio
Il compromesso:
- Lavorabilità molto scarsa Gli strumenti si usurano rapidamente
- È necessario utilizzare utensili, rivestimenti e strategie di taglio adeguati
- Migliore utilizzo quando la parte è principalmente pressofusione in forma quasi netta, non lavorata pesantemente
Confronto tra le principali qualità di fusione in alluminio
Rapido riepilogo delle proprietà
Di seguito è presente un confronto semplificato (intervalli tipici, non tolleranze di progetto):
| Leghe | Processo | Resistenza (rel.) | Duttilità (rel.) | Corrosione | Colabilità | Lavorabilità |
|---|---|---|---|---|---|---|
| A380 | Colata in pressofusione | Medio | Basso | Medio | Alto | Medio |
| A383 / ADC12 | Colata in pressofusione | Medio | Basso | Medio | Molto alto | Medio |
| A356 T6 | Stampo in sabbia/permanente | Alto | Medio | Buono | Buono | Buono |
| A360 | Colata in pressofusione | Medio | Basso–Medio | Buono | Alto | Medio |
| 319 | Stampo in sabbia/permanente | Medio | Medio | Medio | Buono | Buono |
| 413 | Colata in pressofusione | Medio | Basso | Medio | Molto alto | Discreta |
| 535 | Stampo in sabbia/permanente | Medio–Alto | Alto | Buono | Medio | Buono |
| 390/B390 | Stampo a stampo/ sabbia (specifica) | Alto | Molto bassa | Medio | Medio | Scarso |
Colabilità, restringimento e crepe a caldo
- Migliore colabilità: A380, A383/ADC12, 413
- Rischio di restringimento inferiore: Leghe ad alto contenuto di silicio (A380, 413, 390)
- Rischio di criccatura a caldo più elevato: Alcune leghe ricche di Mg o Cu se la colata/alimentazione è scarsa
Valutazioni rapide della resistenza alla corrosione e della lavorabilità
- Le migliori opzioni di corrosione: A360, 535, A356 (con buona finitura)
- La più facilmente lavorabile in generale: 319, A356, A380
- Più difficile da lavorare: 390/B390 a causa dell'alto contenuto di silicio
Se hai bisogno di prestazioni a temperature o usura ancora più elevate di quelle che le fusioni di alluminio possono gestire, allora passo a leghe ad alta temperatura materiali a base di nichel o molle speciali simili a molle e componenti in lega di nichel ad alta temperatura che forniamo per ambienti più estremi: linee guida sul servizio di lavorazione di molle in lega di nichel ad alta temperatura.
Come scegliere la lega di alluminio giusta per la fusione
Scegliere la giusta lega di alluminio per la fusione riguarda l'equilibrio tra prestazioni, costo e come si realizza effettivamente il pezzo. Ecco come la valuto quando specifico i pezzi per la produzione nel mercato italiano.
1. Abbina resistenza e duttilità al lavoro
Inizia con ciò che il pezzo deve sopportare, non con il nome dell'lega.
Chiediti:
- Il pezzo è strutturale o principalmente estetico?
- Carico statico o impatto/shock?
- Critico per la sicurezza o non critico?
Guida rapida:
| Necessità | Leghe di alluminio migliori per la fusione |
|---|---|
| Elevata resistenza + duttilità | A356-T6, 319-T6, 535 (nessun trattamento termico) |
| Resistenza media, generale | A380, A383, ADC12 |
| Usura + alta temperatura | 390, B390 |
Se hai bisogno di numeri specifici (trazione, snervamento, allungamento), abbina i tuoi valori richiesti con un'adeguata tabella comparativa delle leghe di alluminio o una scheda tecnica meccanica prima di scegliere una qualità. Per informazioni più approfondite sui livelli di resistenza, puoi anche consultare risorse generali su resistenza allo snervamento nell'alluminio.
2. Abbina la lega al processo di fusione
Non tutte le qualità di alluminio per fusione funzionano in ogni processo.
| Processo | Qualità tipiche più adatte | Note |
|---|---|---|
| Colata in pressofusione | A380, A383, ADC12, 413, A413 | Pareti sottili, volumi elevati, una certa porosità |
| Fusione in sabbia | 356, A356, 319, 535, 390 | Costo degli utensili inferiore, sezioni più spesse |
| Gravità/permanente | 356, A356, 319, A360 | Superficie + proprietà migliori rispetto alla sabbia |
| Fusione a investimento | 356, A356, 319 | Alto dettaglio, parti più piccole, costo più elevato |
Se sai già di essere vincolato a fusione a pressofusione ad alta pressione, questo esclude immediatamente molte leghe adatte solo alla sabbiatura.
3. Fluidità, alimentazione e restringimento
Le buone leghe di fusione di alluminio devono riempire lo stampo e solidificarsi senza difetti importanti.
- Pareti sottili + caratteristiche complesse: A380, A383, ADC12, 413.
- Sezioni più spesse + rischio di difetti inferiore: A356, 319, 535.
- Zone ad alto rischio di restringimento: Evita leghe con bassa duttilità e alto contenuto di Si, a meno che la fonderia abbia un controllo di processo rigoroso.
Lavorare con una fonderia che comprenda alimentazione e canali; la stessa lega può comportarsi molto diversamente nelle mani di un'officina media rispetto a una eccellente.
4. Corrosione, temperatura e ambiente
L'ambiente può compromettere una scelta di lega “buona sulla carta”.
Controllo della corrosione / ambiente:
| Condizione | Leghe di fusione raccomandate |
|---|---|
| Marino / nebbia salina | A360, 535 (Almag 35), A356 |
| Esposizione moderata all'aperto | A356, 319, A380 (con rivestimento) |
| Servizio ad alta temperatura | 319, 390/B390 (motore, gruppo propulsore) |
Se progetti valvole, pompe o parti per il gestione dei fluidi, pensa anche alla compatibilità dei media e alla tenuta. Per alcuni progetti combiniamo fusioni di alluminio con altri metalli come fusione di ghisa sferoidale in sistemi ibridi quando si mescolano obiettivi di corrosione e resistenza; puoi vedere esempi di questo approccio in industriale fusioni di valvole e corpi valvole OEM.
5. Lavorazione, saldatura, finitura
Non scegliere una lega che ti dà problemi in officina.
- Lavorazione più facile: A380, A383, ADC12, 319.
- Più difficile (abrasivo Si): 390/B390 – prevedi utensili di buona qualità.
- Migliore saldabilità: A356/A356-T6, 535.
- Finitura superficiale: La maggior parte delle leghe si anodizza, ma le variazioni di aspetto e colore variano; 356/A356 di solito ha un aspetto migliore rispetto alle leghe di pressofusione ad alto contenuto di Si.
Se il tuo progetto richiede lavorazioni post‑macchina pesanti o riparazioni con saldatura, evita le leghe di fusione ad alto contenuto di silicio quando possibile.
6. Costo vs prestazioni
Non sempre è necessario usare la lega “di lusso”.
Leve di costo:
- A380 / ADC12: Costo più basso per pezzi in pressofusione di grande volume; buona “soluzione predefinita” per alloggiamenti e staffe.
- A356 / 319: Più costi in fusione + trattamento termico, ma migliori proprietà meccaniche.
- 390/B390, 535: Prestazioni specialistiche → lega di qualità superiore + costi di lavorazione più elevati.
Regola empirica:
- Alloggiamenti non critici, coperture, staffe → inizia con A380/ADC12.
- Componenti strutturali, ruote, sospensioni, parti di sicurezza → inizia con A356 o 319 e giustifica eventuali scostamenti se necessario.
7. Errori comuni nella scelta delle leghe di pressofusione in alluminio
Vedo questi problemi ripetutamente:
- Specificare una lega lavorata come 6061 o 7075 per una parte in pressofusione (scarsa colabilità, crepe, porosità).
- Ignorare il processo di pressofusione e scegliere una lega che la fonderia non può gestire in modo efficiente.
- Sovra-specificare la resistenza e aumentare i costi, quando il caso di carico reale è lieve.
- Saltare i controlli ambientali, e poi affrontare corrosione o perdite in seguito.
- Dimenticare la lavorazione meccanica o la saldatura fino a quando la lega non è bloccata in posizione.
- Supponendo che tutte le fonderie possano raggiungere le stesse proprietà con la stessa lega – il controllo del processo è importante quanto il nome della qualità.
Se non sei sicuro tra due leghe di fusione di alluminio, coinvolgi presto la tua fonderia, condividi i tuoi casi di carico e l'ambiente, e chiedi loro di quotare entrambe le opzioni con obiettivi di proprietà realistici.
Trattamento termico delle leghe di fusione di alluminio

Quando scegli una qualità di alluminio per la fusione, il trattamento termico è una leva importante per regolare resistenza, duttilità e stabilità. Ma dà i suoi frutti solo se la lega è progettata per rispondere.
Cosa significano davvero T4, T5, T6 e T7
Per le leghe di fusione di alluminio, questi codici di tempra sono abbreviazioni di come il metallo è stato processato dopo la fusione:
- T4 – Trattamento termico di soluzione e invecchiamento naturale
- Migliore duttilità e resistenza moderata
- Comune quando è necessario formare o avere una buona resistenza agli urti
- T5 – Raffreddato dalla fusione e invecchiato artificialmente
- Utilizzato principalmente nelle leghe di pressofusione
- Ciclo rapido, resistenza moderata, buona stabilità dimensionale
- T6 – Trattamento termico di soluzione e invecchiamento artificiale
- Più comune per fusione strutturale
- Salto significativo nella resistenza alla trazione e nella resistenza allo snervamento
- Tipico per A356 e 319 quando si desidera alta resistenza e rigidità
- T7 – Trattamento termico di soluzione e sovra-invecchiamento/stabilizzazione
- Leggermente inferiore in resistenza rispetto a T6
- Migliore stabilità dimensionale, resistenza al creep, e stress-corrosione prestazioni
- Utilizzato in parti ad alta temperatura o a lunga durata (come alcuni leghe di fusione di motori e alluminio ad alto silicio)
Quali leghe di fusione di alluminio ne traggono maggior beneficio
Alcune leghe di fusione di alluminio rispondono estremamente bene al trattamento termico, mentre altre quasi per niente:
- A356 / 356
- Risposta eccezionale al T6
- A356-T6 è un punto di riferimento per ruote, sospensioni e fusoli aerospaziali
- Resistente, relativamente duttile e saldabile
- 319
- Ampiatamente usato in blocco motore e teste cilindro
- Il T6/T7 migliora resistenza e prestazioni alla fatica termica
- Buon equilibrio tra resistenza, lavorabilità e conducibilità termica
- 390 / B390 (leghe ad alto silicio)
- Può essere sottoposto a trattamento termico, ma i guadagni sono più mirati
- L'attenzione è su resistenza all'usura e stabilità termica, non solo sulla resistenza
- Utilizzato dove dominano alte temperature e contatto a scorrimento (pistoni, rivestimenti)
Se prevedi lavorazioni di precisione con tolleranze strette o ulteriori trattamento superficiale sull'alluminio pressofuso, scegliere una lega di alluminio adatta alla tempra come A356 o 319 rende l'intero processo più prevedibile.
Cosa Migliora Davvero Dopo T6
Quando si utilizza una lega di alluminio adatta alla pressofusione per T6, generalmente si osserva:
- Resistenza alla trazione e allo snervamento più elevate – spesso aumento del 30–60% rispetto al materiale come fuso
- Migliore resistenza alla fatica – fondamentale per fusibili automobilistici e strutturali
- Proprietà meccaniche più coerenti – ripetibilità da pezzo a pezzo
- Durezza migliorata – migliore resistenza all’usura e alle ammaccature
Tuttavia, l'allungamento (duttilezza) di solito diminuisce rispetto a T4 o come fuso, quindi stai scambiando robustezza per resistenza. Per questo motivo, per parti soggette a impatti intensi, T4 o T5 potrebbero essere una scelta più intelligente.
Quando il trattamento termico è opzionale o non vale la pena
Alcune leghe di fusione di alluminio semplicemente non giustificano il costo e la complessità del trattamento termico:
- 535 (Almag 35)
- Alta resistenza e duttilità naturali senza trattamento termico
- Eccellente per parti marine, componenti sottoposti a shock e staffe
- Ottieni un'eccellente resistenza agli impatti e alla corrosione come pressofusione
- Molti classi di pressofusione ad alta pressione (come A380/ADC12)
- Limitato miglioramento con trattamento termico completo in soluzione
- Rischio di bolle e deformazioni a causa di gas intrappolati
- La maggior parte delle officine si limita a come-forgiato o a un invecchiamento artificiale di tipo T5 al massimo
Dovresti saltare o ridurre al minimo il trattamento termico quando:
- Le parti sono non strutturale o leggermente caricato
- Stai cercando basso costo e alto volume più che prestazioni
- L' lega che non risponde bene (ad esempio, alcune classi di alluminio per pressofusione)
- Il rischio di deformazioni comprometterebbe le tolleranze di lavorazione
Rischi del trattamento termico che devi gestire
Il trattamento termico delle leghe di fusione di alluminio non è “imposta e dimenticata”. Se non è controllato, puoi facilmente perdere più di quanto ottieni:
- Deformazioni e warping
- Pareti sottili e sezioni lunghe possono muoversi durante il trattamento in soluzione o la tempra
- Questo compromette la precisione dimensionale e aumenta gli scarti di lavorazione
- Invecchiamento eccessivo (specialmente in T7 o scarso controllo T6)
- Se invecchiato a temperatura troppo alta o troppo a lungo, la resistenza diminuisce e la durezza si riduce
- Si finisce con un pezzo più morbido di quanto pagato
- Cricche e stress residuo
- Una tempra rapida o un fissaggio errato possono introdurre elevate tensioni interne
- Cricche visibili o microcricche che compaiono successivamente sotto carico
Per i clienti italiani che gestiscono la produzione, consiglio sempre:
- Ottenere una specifica chiara del trattamento termico dalla vostra fonderia (rinvenimento, tempo e temperatura)
- Confermare con test meccanici sui primi articoli, non solo sulla chimica
- Costruisci il tuo piano di lavorazione attorno alla condizione post-trattamento termico, non prima
Se scegli la giusta lega di alluminio per la fusione e la abbini al giusto trattamento termico, puoi raggiungere prestazioni di livello automobilistico e aerospaziale senza sovradimensionare o spendere troppo.
Usi reali delle leghe di alluminio per fusione
Fusioni di alluminio per autoveicoli (A380, 319, 390, A383)
Nel mercato automobilistico italiano, le leghe di alluminio per fusione mirano a bilanciare costi, affidabilità e peso.
- Blocchi motore, testate e alloggiamenti
- A380 è il grado di alluminio di riferimento per la fusione di carter di trasmissione, alloggiamenti di pompe, staffe e alloggiamenti generali perché è economico, molto fusibile e ha una solida resistenza.
- 319 è comune per blocco motore e teste cilindro dove è necessaria una migliore stabilità termica e lavorabilità.
- 390/B390 compare in aree ad alta usura e alta temperatura come pistoni e alcune parti di motori ad alte prestazioni grazie al suo altissimo contenuto di silicio e alla resistenza all'usura.
- Parti di trasmissione e trasmissione
- A380 è ancora il cavallo di battaglia per carter di trasmissioni automatiche, alloggiamenti di convertitori di coppia e alloggiamenti di ingranaggi.
- A383 (e ADC12) sono utilizzati quando è necessario migliore fluidità e riempimento di pareti sottili, come corpi complessi di trasmissioni automatiche e alloggiamenti di trasmissione stretti e dettagliati.
Alluminio fuso aerospaziale e ad alte prestazioni (A356 T6)
Per le parti aerospaziali e ad alte prestazioni in Italia, la conversazione di solito si sposta su A356 in tempra T6.
- Componenti strutturali e di sospensione
- A356 T6 è ampiamente utilizzato per ruote, bracci delle sospensioni, bracci di controllo, staffe e alloggiamenti strutturali dove è necessaria sia resistenza che duttilità.
- Risparmio di peso vs sicurezza
- I team aerospaziali e di corse scelgono A356 T6 quando desiderano fusioni di alluminio saldabili ad alta resistenza con un comportamento a fatica prevedibile.
- I design sono tipicamente ottimizzati per ridurre il peso ma mantenere un buon fattore di sicurezza per carichi reali su strada e in volo.
Se confronti materiali oltre all’alluminio—come il confronto tra alluminio fuso e ferro o acciaio—vedrai un equilibrio di peso e resistenza molto diverso rispetto a opzioni come ghisa contro acciaio per componenti durevoli.
Fusioni di alluminio per applicazioni marine, elettriche e di consumo (A360, 535, A380, ADC12)
Per i prodotti italiani per applicazioni marine, elettriche e di consumo, la corrosione e l'aspetto contano tanto quanto la resistenza.
- Ingranaggi marini e ambienti difficili
- A360 è preferito per alloggiamenti sigillati, ferramenta marina e involucri esterni dove la resistenza alla corrosione e la tenuta alla pressione sono fondamentali.
- 535 (Almag 35) è ottimo per raccordi marini soggetti a urti, componenti dello sterzo e staffe strutturali perché offre un'elevata duttilità senza necessità di trattamento termico.
- Alloggiamenti elettronici e dissipatori di calore
- A380 e ADC12 sono standard per alloggiamenti elettronici, dissipatori di calore a LED, caricabatterie, inverter e scatole di derivazione a causa della loro eccellente colabilità, conducibilità termica e buona finitura superficiale.
- Prodotti di consumo leggeri
- Articoli comuni come corpi di utensili elettrici, ferramenta per mobili, parti di attrezzature per il fitness e telai di elettrodomestici sono spesso pressofusi da A380 o ADC12 per una finitura pulita e un basso costo unitario.
Tendenze nella pressofusione di alluminio: veicoli elettrici, riciclo e sostenibilità
Nel mercato italiano, due grandi tendenze stanno guidando le scelte delle leghe di pressofusione di alluminio:
- Leghe di pressofusione riciclate
- Ad alto contenuto di riciclo leghe da fusione di alluminio stanno diventando standard per componenti automobilistici, di consumo e industriali per ridurre l'impronta di carbonio senza compromettere le prestazioni.
- Classi di pressofusione come A380/ADC12 sono particolarmente amichevoli con il materiale riciclato perché tollerano gamme chimiche più ampie.
- Riduzione di peso per veicoli elettrici e veicoli ad alta efficienza
- Le piattaforme di veicoli elettrici stanno spingendo grandi fusioni strutturali, alloggiamenti per batterie e alloggiamenti per motori realizzati con A356, A380, A383 e gradi proprietari avanzati.
- L'obiettivo è semplice: ridurre il peso, mantenere le prestazioni in caso di urto e tenere sotto controllo i costi di fusione, usando la lega di alluminio giusta per la fusione abbinata al compito di ogni componente.
Collaborare con fonderie e fornitori di alluminio
Quando si sceglie una qualità di alluminio per la fusione, la fonderia con cui si collabora conta tanto quanto le specifiche della lega sulla carta. Nel mercato italiano in particolare, la coerenza, la tracciabilità e l'esperienza di fusione nel mondo reale sono ciò che mantiene i pezzi nei tempi previsti e nelle tolleranze.
Perché l'esperienza della fonderia è importante
Due fonderie possono colare la stessa lega di alluminio e darti risultati totalmente diversi. Cerco sempre:
- Esperienza di processo con la tua lega e il tuo processo (pressofusione A380, fusione in sabbia A356, ecc.)
- Capacità comprovata nelle dimensioni e nella complessità della tua parte (pareti sottili, alloggiamenti a tenuta di pressione, superfici estetiche)
- Tassi documentati di scarto e difetti per fusioni di alluminio simili
Se una fonderia può mostrare risultati ripetibili con la tua lega di alluminio target per la fusione, sei già avanti.
Come parlare di schede tecniche con il tuo fonditore di alluminio
Mantieni la conversazione semplice ma specifica:
- Condividi 2–3 proprietà critiche: resistenza, tenuta stagna, resistenza alla corrosione o lavorabilità
- Richiedi il processo di fusione che ti aspetti: pressofusione, fusione in sabbia, gravità o microfusione
- Riferimento specifiche standard: numeri AA o ASTM per leghe di fusione di alluminio, più qualsiasi trattamento termico (T5, T6, T7)
Poi chiedi al colatore: “Quale lega di alluminio e quale processo sceglieresti per questa parte?” La loro risposta ti dice molto.
Cosa chiedere su certificati e test
Prima di bloccare una lega e un fornitore, chiedo sempre:
- Certificati del materiale (certificati di laminazione) che mostrano la composizione chimica per ogni lotto di lega di alluminio fuso
- Dati dei test meccanici (trazione, snervamento, allungamento, durezza) da recenti cicli di produzione
- Certificazioni di processo: approvazioni ISO, IATF (per il settore automobilistico) o aerospaziali, se pertinenti
Se i tuoi pezzi saranno lavorati, tagliati o sottoposti a lavorazioni secondarie in seguito, vale la pena considerare la loro conoscenza più ampia del metallo e come gestiscono il lavoro di precisione, simile a quello richiesto in alta precisione operazioni di taglio dei metalli.
Quando coinvolgere il tuo fornitore nella selezione della lega
Porta la tua fonderia in anticipo, soprattutto se non sei sicuro di quale lega di alluminio usare per la fusione. Le buone fonderie saranno:
- Suggerisco leghe di alluminio alternative per la fusione che raggiungono i tuoi obiettivi a costi inferiori
- Segnala rischi con pareti sottili, anime o sezioni pesanti in base al comportamento della lega
- Aiuta a scegliere la condizione di trattamento termico (come colato, T5, T6, T7) che si adatta alla tua applicazione e al tuo budget
Non presentarti con una specifica completamente definita se non sei sicuro al 100%; lascia che ti aiutino a ottimizzarla.
Ottenere preventivi per diverse leghe e processi
Quando richiedo preventivi, mi piace vedere le opzioni affiancate:
- Stesso pezzo, leghe multiple: es. A380 vs A383 vs A360 per la pressofusione
- Stesso pezzo, processi diversi: pressofusione ad alto volume vs fusione in sabbia o gravità di alluminio a basso volume
- Suddividi costo degli utensili, prezzo unitario e trattamento termico separatamente
Questo rende facile vedere dove una piccola modifica nella lega di fusione di alluminio o nel processo può risparmiare soldi senza compromettere le prestazioni.
Domande frequenti sulle qualità dell'alluminio per la fusione
Qualità di alluminio più comune per la pressofusione
Per pressofusioni ad alta produzione, alluminio A380 è la scelta principale in Italia perché bilancia:
- Buona resistenza
- Ottima fluidità per pareti sottili
- Facilità di lavorazione solida
- Costo ragionevole
Se non sai da dove iniziare con le leghe di alluminio per pressofusione, A380 è di solito la prima scelta.
Posso fondere leghe lavorate come 6061 o 7075?
Risposta breve: non dovresti per lavori di fonderia normali.
- 6061, 7075, 2026 sono leghe lavorate (per estrusione/lamiera), non progettate per la fusione.
- Esse non si deformano bene, si crepano facilmente, e danno fusione scarsa e incoerente.
- Usa leghe da fusione come A356, 356, 319 o A380 che sono progettate per stampi, restringimento e alimentazione.
Se hai assolutamente bisogno di proprietà simili a “6061”, parla con la tua fonderia di A356-T6 o di alluminio fuso ad alta resistenza simile.
Migliore lega di alluminio per resistenza alla corrosione in parti fuse
Per alluminio fuso che deve vivere in ambienti difficili (sale, acqua, all'aperto), di solito guardo:
| Leghe | Tipo | Note sulla corrosione |
|---|---|---|
| A360 | Colata in pressofusione | Ottima resistenza alla corrosione e alla pressione |
| 535 (Almag 35) | Sabbia/gravità | Eccellente resistenza alla corrosione + duttilità, senza trattamento termico |
| A356-T6 | Sabbia/stampo permanente | Buona resistenza alla corrosione quando trattata e verniciata correttamente |
Per marino o costiero uso, A360 o 535 sono difficili da battere.
Quale lega di fusione di alluminio è più facile da lavorare?
Se il costo della lavorazione è importante, scegli leghe progettate per fresatura pulita e taglio stabile:
| Leghe | Processo | Lavorabilità (relativa) |
|---|---|---|
| A380 | Colata in pressofusione | Molto buono |
| ADC12 | Colata in pressofusione | Molto buono |
| 319 | Sabbia/gravità | Molto buono |
| A356-T6 | Sabbia/gravità/conchiglia permanente | Buono (leggermente più “gommoso” rispetto a 319/A380) |
Per lavori CNC complessi, spesso tendo verso A380 o 319 per una lavorazione più fluida e una maggiore durata dell'utensile, simile al nostro approccio per lavorazione CNC di precisione di leghe non ferrose.
Differenze tra A356 e A380 in parole semplici
Immagina che sia così:
| Caratteristica | A356 (A356-T6) | A380 |
|---|---|---|
| Processo principale | Sabbia / conchiglia permanente | Pressocolata ad alta pressione |
| Resistenza | Superiore (con trattamento termico T6) | Moderato |
| Duttilità | Migliore (meno fragile) | Più basso |
| Flessibilità di saldatura | Buono | Scarso |
| Corrosione | Buono | Buono con una finitura adeguata |
| Complessità/volume | Volume inferiore, sezioni più spesse | Alto volume, pareti sottili, complesso |
Se hai bisogno resistenza strutturale, saldabilità o resistenza alla fatica, vai A356.
Se hai bisogno alloggiamenti dettagliati ad alto volume, pareti sottili, vai A380.
Ho davvero bisogno di un trattamento termico per la mia fusione?
Dipende da cosa fa il pezzo:
Solitamente sì (o almeno vale la pena considerarlo) per:
- Parti strutturali (sospensioni, ruote, staffe)
- Parti ad alta sollecitazione o caricate a fatica
- Leghe come A356, 356, 319, 390 che rispondono bene a T6/T7
Solitamente no o opzionale per:
- Alloggiamenti, coperture, staffe non strutturali in A380, ADC12, A360
- 535 (Almag 35) che è forte e duttile come pressofusione
- Parti dove il costo del trattamento termico > beneficio in servizio
Se la tua parte è principalmente un alloggiamento o copertura con carichi modesti, spesso puoi saltare il trattamento termico e risparmia sui costi. Se è che trasporta carico o critico per la sicurezza, consiglio vivamente di rivedere un tempra T6 o T7 con la vostra fonderia.


