
Quando hai bisogno di produrre migliaia di parti complesse con tolleranze strette, non hai solo bisogno di un processo—hai bisogno di un vantaggio competitivo.
pressofusione industriale è diventata la spina dorsale della produzione moderna, soprattutto mentre le automobilistico, aerospaziale, e industrie elettroniche corrono verso leggerizzazione e maggiore efficienza.
Ma come puoi assicurarti che i tuoi componenti rispettino rigorosi ad alta pressione standard senza sforare il budget?
At Vastmaterial, abbiamo perfezionato il ruolo di un partner OEM, offrendo componenti metallici di precisione quella connessione tra ingegneria complessa e realtà su scala industriale.
In questa guida, imparerai esattamente come sfruttare il processo di pressofusione per ridurre i tempi di consegna e massimizzare le prestazioni delle parti.
Andiamo subito al sodo.
Comprendere la pressofusione industriale
Definisco colata di precisione industriale come processo di produzione ad alta precisione in cui il metallo fuso viene forzato in stampi in acciaio riutilizzabili—noti come stampi—sotto alta pressione. Questo metodo è la spina dorsale della produzione di massa moderna, permettendoci di creare componenti complessi, forma quasi netta con velocità e ripetibilità notevoli. Utilizzando stampi in acciaio temprato, garantiamo che ogni pezzo soddisfi le specifiche esatte richieste per applicazioni di ingegneria rigorose.
Differenziazione del Processo
Quando consulento i responsabili degli acquisti, il primo passo è spesso distinguere pressofusione ad alta pressione da metodi più lenti e meno precisi. Sebbene ciascuno abbia il suo ruolo, la pressofusione è il chiaro vincitore per l’efficienza ad alto volume.
- Fusione in sabbia: Utilizza stampi di sabbia monouso. È conveniente per parti di grandi dimensioni ma manca del tolleranze strette e della finitura superficiale liscia della pressofusione.
- Colata a cera persa: Eccellente per geometrie complesse ma comporta un processo lungo a più fasi che è significativamente più costoso su larga scala.
- Colata a gravità: Si basa sulla gravità piuttosto che sulla pressione di iniezione. Ciò comporta cicli più lenti e l’incapacità di produrre le sezioni a pareti sottili raggiungibili tramite pressofusione industriale.
Processi a camera calda vs. a camera fredda
Le varianti principali del processo sono determinate dal punto di fusione della lega. Scegliere il tipo di macchina corretto è fondamentale per mantenere l’integrità strutturale e la velocità di produzione.
| Caratteristica | Pressocolata a camera calda | Pressocolata a camera fredda |
|---|---|---|
| Leghe comuni | Zinco, Magnesio, Piombo | Alluminio, Ottone, Rame |
| Metodo di iniezione | Collo d'oca sommerso nel metallo fuso | Dosaggio esterno in una camera fredda |
| Velocità del ciclo | Più veloce; altamente automatizzato | Moderata; richiede fusione esterna |
| Vantaggio chiave | Ridotta ossidazione e alta velocità | Gestisce in sicurezza materiali ad alta temperatura |
| Livello di pressione | Da Moderato a Alto | Pressione estremamente alta |
Sfruttando la pressofusione in camera calda per metalli a basso punto di fusione o pressofusione a camera fredda per leghe di alluminio ad alta resistenza, mi assicuro che le nostre linee di produzione rimangano ottimizzate sia per le prestazioni del materiale che per l'efficienza dei costi.
Analisi dettagliata del processo di pressofusione industriale
Nel nostro stabilimento, trattiamo colata di precisione industriale come una scienza ad alta velocità. È un ciclo ripetibile e rigoroso progettato per fornire componenti in pressofusione di precisione con estrema coerenza. Ci concentriamo su ogni variabile—dalla temperatura alla pressione—per garantire che il prodotto finale soddisfi le tue specifiche esatte.
Il ciclo di produzione ad alta pressione
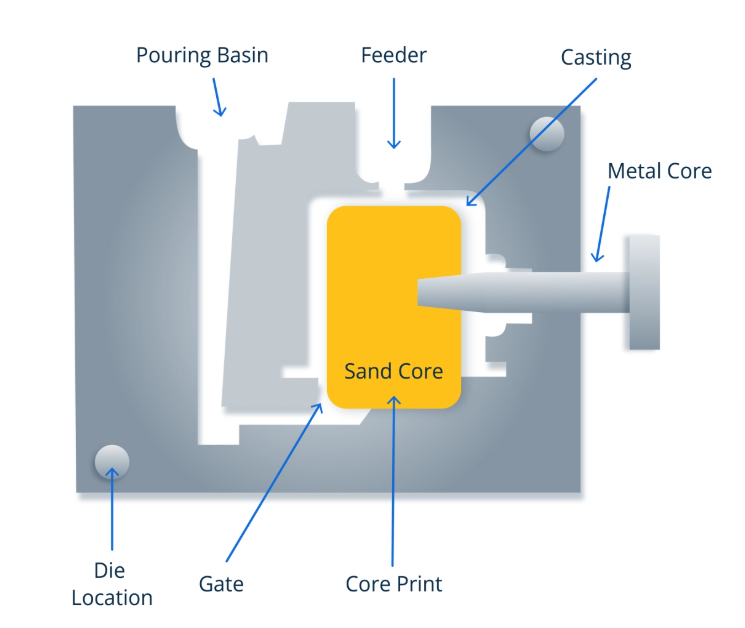
- Preparazione e lubrificazione dello stampo: Ogni ciclo inizia con la preparazione del utensile per pressofusione. Puliamo le cavità dello stampo e spruzziamo un lubrificante che regola la temperatura e impedisce al metallo di attaccarsi all'acciaio.
- Iniezione del metallo fuso: Iniettiamo il metallo fuso leghe per pressofusione nel stampo sotto pressione estrema. Questa iniezione ad alta pressione ci permette di creare forme complesse e pareti sottili che altri metodi di pressofusione semplicemente non possono eguagliare. Per progetti che richiedono materiali specifici, i nostri servizi di pressofusione in lega di alluminio utilizzano macchine ad alta tonnellata avanzate per garantire una riempitura perfetta ogni volta.
- Raffreddamento e solidificazione: Il metallo viene mantenuto sotto pressione fino a solidificarsi. Monitoriamo attentamente i tempi di raffreddamento per prevenire restringimenti o porosità interne, garantendo l'integrità strutturale del pezzo.
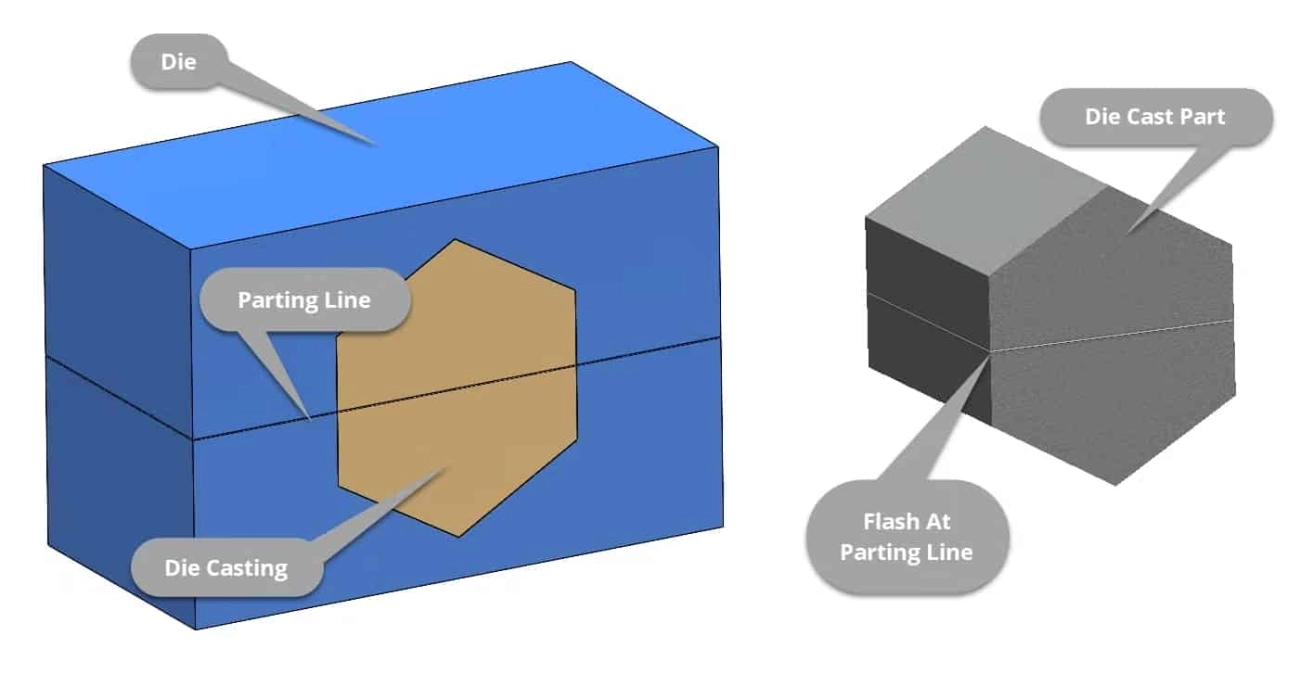
- Eiezione e rifilatura: Una volta che il pezzo è solido, lo stampo si apre e i perni di espulsione spingono la fusione fuori. Utilizziamo quindi stampi di rifilatura per rimuovere la “sbavatura”—l’eccesso di metallo che si accumula lungo le linee di divisione durante il pressofusione ad alta pressione processo.
- Operazioni Secondarie: Mentre puntiamo a una produzione quasi a forma netta, alcuni pezzi richiedono precisione extra. Gestiamo tutte le lavorazioni secondarie, come filettature, forature o finiture superficiali, per fornire un componente “plug-and-play” pronto per la tua linea di assemblaggio.
Materiali comuni nella pressofusione industriale
Facciamo affidamento su un set specifico di leghe per pressofusione per garantire che ogni parte raggiunga i propri obiettivi di performance. La selezione del materiale giusto è il primo passo per creare componenti in pressofusione di precisione che resistano allo stress del mondo reale e alle esigenze ambientali.
Leghe di Alluminio
L' processo di pressofusione in alluminio è lo standard d'oro per la produzione moderna. Queste leghe sono leggere, dimensionalmente stabili e gestiscono facilmente alte temperature operative.
- A380: La nostra scelta più popolare; offre il miglior equilibrio tra proprietà fisiche e facilità di fusione.
- ADC12: Ideale per forme complesse e produzioni ad alto volume dove la fluidità è fondamentale.
- A383: Un'alternativa specializzata usata quando è necessaria una migliore resistenza alle crepe a caldo.
- A360: Selezionata per applicazioni che richiedono una resistenza superiore alla corrosione e un'alta duttilità.
Leghe di zinco e magnesio
Quando l’alluminio non è la soluzione ideale, utilizziamo metalli specializzati per soddisfare esigenze specifiche leghe e utilizzi.
- Leghe di zinco: Sono imbattibili per parti con pareti sottili o quelli che richiedono placcature decorative intricate. Il basso punto di fusione dello zinco prolunga significativamente la durata degli utensili.
- Leghe di magnesio: La scelta principale per applicazioni leggere. In quanto metallo strutturale più leggero disponibile, è essenziale per elettronica portatile e staffe aerospaziali.
Confronto delle Prestazioni dei Materiali
| Leghe | Resistenza | Resistenza alla corrosione | Conducibilità Termica | Costo relativo |
|---|---|---|---|---|
| Alluminio | Alto | Alto | Eccellente | Moderato |
| Zinco | Alto | Moderato | Buono | Moderato |
| Magnesio | Moderato | Basso | Buono | Alto |
Scegliere il materiale giusto durante la pressofusione ad alta pressione fase garantisce che i tuoi pezzi rimangano convenienti pur soddisfacendo tutti i requisiti strutturali. Che tu abbia bisogno della gestione termica dell'alluminio o della precisione dello zinco, la nostra selezione copre l'intero spettro delle esigenze industriali.
Vantaggi Chiave della Colata in Stampo Industriale: Precisione ed Efficienza
Quando si considerano i metodi di produzione, i benefici di colata di precisione industriale sono chiari, soprattutto per produzioni ad alto volume. Questo processo offre un valore eccezionale, iniziando con eccezionale precisione dimensionale e tolleranze strette. Infatti, i pezzi in pressofusione spesso richiedono una lavorazione secondaria minima o nulla perché sono prodotti come forma quasi netta componenti. Ciò porta direttamente a un superiore finitura superficiale proprio dalla stampo.
Perché scegliere la pressofusione ad alta pressione?
Per i nostri clienti in Italia focalizzati sull’efficienza e sulla qualità, ecco i principali vantaggi che offriamo con pressofusione ad alta pressione:
- Alti Tassi di Produzione e Efficienza dei Costi: Una volta completato lo stampo, il ciclo è rapido, rendendolo altamente conveniente per ordini di grande volume.
- Eccellente rapporto resistenza/peso: Soprattutto con leghe di alluminio per pressofusione come A380, possiamo produrre pezzi resistenti ma leggeri, fondamentali per industrie come quella automobilistica.
- Geometrie complesse e capacità di pareti sottili: L'alta pressione del processo permette al metallo fuso di riempire stampi intricati, producendo forme complesse e pareti sottili come $0.03$ pollici, cosa spesso difficile con altri metodi come la sabbiatura.
- Minimo spreco di materiale: La natura quasi-net-shape delle parti garantisce che gli sprechi di materiale siano minimizzati, contribuendo a un miglior utilizzo complessivo del materiale e a costi ridotti rispetto ai metodi che richiedono un'ampia rimozione di materiale nel post-processo, come alcuni tipi di lavorazioni di precisione CNC.
Principali settori e applicazioni di pressofusione per il settore automobilistico
Vediamo colata di precisione industriale come la spina dorsale della moderna produzione italiana. Fornisce la velocità e la precisione necessarie per settori che non possono permettersi tempi di inattività o guasti delle parti. Dalla vettura che si guida alle apparecchiature mediche negli ospedali, componenti in pressofusione di precisione garantiscono alte prestazioni in ambienti impegnativi.
Settori principali che serviamo
- Automobilistico: Questo è il mercato più grande per le nostre parti. Produciamo componenti critici per motori, involucri di trasmissione e complessi alloggiamenti per batterie EV progettati per la gestione termica e la sicurezza in caso di collisione.
- Aerospaziale: Il peso è tutto qui. Produciamo staffe ad alta resistenza e elementi strutturali che riducono il consumo di carburante mantenendo la sicurezza.
- Elettronica: Siamo specializzati in dissipatori di calore, involucri schermati EMI/RFI e connettori che mantengono la tecnologia moderna fresca e protetta.
- Macchinari industriali: La nostra struttura fornisce parti robuste per settore della produzione di attrezzature, inclusi involucri di pompe, corpi valvole e cambi che gestiscono ambienti ad alta pressione.
- Medico & Energia Rinnovabile: Forniamo componenti durevoli per inverter solari e turbine eoliche, così come involucri di dispositivi medici che richiedono una rigorosa biocompatibilità e precisione.
Suddivisione delle applicazioni
| Industria | Parti tipiche di pressofusione | Vantaggio Principale |
|---|---|---|
| VEICOLO / Automotive | Alloggiamenti motore, pilastri strutturali | Riduzione del peso e alta resistenza |
| Industriale | Scatole del cambio, valvole idrauliche | Durata e tenute a prova di perdite |
| Telecomunicazioni | Alloggiamenti per stazioni base 5G | Eccellente dissipazione del calore |
| Aerospaziale | Parti del sistema di alimentazione, telai interni | Tolleranze strette e massa ridotta |
Concentrandoci su questi settori ad alto rischio, garantiamo che i nostri colata di precisione industriale processi soddisfino le specifiche esigenze normative e prestazionali dei nostri partner con sede in Italia.
Linee guida per la progettazione intelligente di parti pressofuse
Ottenere il massimo da colata di precisione industriale inizia al tavolo da disegno. Progettare tenendo presente il processo garantisce il raggiungimento di una produzione quasi a forma netta efficienza, riducendo sprechi e costi secondari. Per ottenere i migliori risultati, segui questi principi di progettazione fondamentali:
- Mantenere uno spessore uniforme delle pareti: Punta a pareti uniformi per garantire un raffreddamento uniforme. Questo previene deformazioni e stress interni. Se hai bisogno di maggiore resistenza, utilizza le nervature anziché ispessire l'intera sezione.
- Incorporare angoli di spoglia: L’angolo di smusso corretto (tipicamente 1° a 3°) è essenziale per permettere al pezzo di essere espulso pulitamente dallo stampo senza trascinare o danneggiare la superficie.
- Utilizzare raccordi e raggi: Gli angoli acuti sono punti di stress. Aggiungere raccordi generosi migliora il flusso del metallo e prolunga la durata dello stampo.
- Definire strategicamente le linee di divisione e i perni di estrazione: Pianificare dove si incontrano le metà dello stampo e dove i perni spingeranno fuori il pezzo. Posizionare questi elementi in aree non critiche mantiene pulita l'estetica.
- Ottimizzare il design delle nervature: Le nervature forniscono integrità strutturale mantenendo il pezzo leggero. In qualità di esperti produttori di fusioni di alluminio per parti di precisione personalizzate, raccomandiamo nervature leggermente più sottili della parete principale per evitare segni di ritiro.
Evitare difetti e prototipazione
Per evitare difetti di porosità e ritiro, ci concentriamo sulla progettazione del sistema di alimentazione e sull'equilibrio termico. L'iniezione ad alta pressione è potente, ma l'aria intrappolata può essere un killer silenzioso per l'integrità del pezzo. Prima di impegnarsi in attrezzature in acciaio su vasta scala, raccomandiamo sempre prototipazione. L'utilizzo della lavorazione CNC o della stampa 3D per testare la forma e l'adattamento consente di risparmiare migliaia di euro in potenziali costi di riattrezzaggio successivi. Una corretta pianificazione garantisce che il tuo colata di precisione industriale progetto passi dal concetto alla produzione ad alto volume senza costosi intoppi.
Controllo qualità e test nella pressofusione industriale
La qualità è la spina dorsale della nostra attività. Quando gestiamo colata di precisione industriale, la precisione non è solo un obiettivo—è un requisito. Utilizziamo tecnologie avanzate protocolli di controllo qualità della pressofusione per individuare i difetti prima che escano dall'officina, garantendo che ogni parte soddisfi le tue specifiche esatte.
Monitoraggio in tempo reale del processo
Non aspettiamo che un pezzo sia finito per verificare la presenza di problemi. I nostri sistemi monitorano ogni ciclo della macchina in tempo reale, tracciando le variabili critiche per mantenere l'integrità di componenti in pressofusione di precisione:
- Pressione di iniezione: Garantire un flusso di metallo costante nel utensile per pressofusione.
- Controllo della temperatura: Gestione dell'equilibrio termico per prevenire la solidificazione prematura.
- Tempistica del ciclo: Mantenere un ritmo rigoroso per evitare variazioni di raffreddamento.
Test non distruttivi (NDT)
Per garantire l'integrità strutturale, impieghiamo una varietà di misure di collaudo e controllo qualità che verificano la salute interna del metallo senza danneggiare la parte.
- Ispezione a Raggi X: Identificazione di porosità interne o inclusioni che potrebbero indebolire la struttura.
- Liquidi penetranti: Individuazione di minuscole crepe superficiali invisibili a occhio nudo.
- Test di pressione: Essenziale per applicazioni di pressofusione automobilistica come alloggiamenti e corpi valvola che devono rimanere a tenuta stagna sotto sforzo.
Certificazione e standard globali
Manteniamo la piena certificazione dei materiali e la tracciabilità per tutti i leghe per pressofusione lavorati nel nostro stabilimento. Il nostro impegno per l'eccellenza è supportato dall'adesione ai più rigorosi parametri di riferimento del settore:
- ISO 9001: Per sistemi di gestione della qualità coerenti.
- IATF 16949: Soddisfare i requisiti ad alta posta in gioco della catena di approvvigionamento automobilistica globale.
- Verifica dimensionale: Utilizzando CMM (Macchine di Misura a Coordinate) per garantire tolleranze strette nella pressofusione risultati ogni volta.
Le ultime tendenze che plasmano la pressofusione industriale
Il panorama di colata di precisione industriale sta evolvendo rapidamente per rispondere alle esigenze di un mercato globale high-tech. Come specializzati fonderia di leghe, stiamo assistendo a un cambiamento importante verso integrazione, automazione e precisione estrema.
Mega Casting e Giga Casting
Forse la più grande innovazione nel settore è lo spostamento verso Mega presso (noto anche come Giga casting). Invece di assemblare centinaia di parti stampate, ora vediamo la produzione di componenti strutturali massivi e monolitici. Ciò è particolarmente diffuso nel settore automobilistico, dove la pressofusione di interi sottocarrozzerie posteriori come un'unica unità riduce significativamente il peso del veicolo e la complessità dell'assemblaggio.
Processi di vuoto avanzati e semi-solidi
Per ottenere un'integrità di livello aerospaziale, ci stiamo affidando fortemente a pressofusione a vuoto.
- Controllo della porosità: Creando un vuoto nella cavità dello stampo, eliminiamo l'aria intrappolata, che è fondamentale per parti che richiedono trattamenti termici o saldature.
- Processamento semi-solido: Questa tecnica ci permette di lavorare il metallo in uno stato “melmos”, combinando i vantaggi della colata e della pressofusione per produrre pezzi con densità e proprietà meccaniche incredibili.
Industria 4.0 e automazione
L'officina moderna è più intelligente che mai. Integriamo la robotica e Monitoraggio dell'Industria 4.0 per garantire una coerenza totale nelle produzioni ad alto volume.
- Dati in tempo reale: I sensori tracciano la pressione di iniezione, la velocità del pistone e la temperatura dello stampo in tempo reale per individuare i difetti prima che si verifichino.
- Sbavatura automatizzata: La robotica gestisce l'estrazione e la sbavatura dei pezzi, aumentando la sicurezza e la produttività.
La rivoluzione dei veicoli elettrici e l'alleggerimento
L'impennata di applicazioni per veicoli elettrici ha cambiato radicalmente le nostre priorità sui materiali. Il nostro obiettivo è ora rivolto alle leghe di alluminio e magnesio ad alte prestazioni che offrono i migliori rapporti resistenza/peso.
- Alloggiamenti per batterie: Creazione di involucri complessi a pareti sottili che proteggono le celle sensibili gestendo al contempo il calore.
- Sostenibilità: Stiamo assistendo a una spinta massiccia per leghe sostenibili e sistemi di riciclaggio a ciclo chiuso, utilizzando alluminio secondario per ridurre l'impatto ambientale di colata di precisione industriale senza sacrificare le prestazioni dei componenti.
Scegliere il partner giusto per la pressofusione industriale
Selezionare un produttore di pressofusione OEM è una decisione ad alto rischio che influisce direttamente sulle prestazioni del tuo prodotto e sui tuoi profitti. Hai bisogno di più di un semplice fornitore; hai bisogno di un partner con la profondità tecnica per gestire tutto da pressofusione ad alta pressione a un complesso post-processamento.
Attrezzature e Capacità Essenziali
Quando si valuta un partner, la prima cosa da esaminare sono le loro macchine. Un'officina versatile deve offrire un'ampia gamma di carico (200T–3500T). Questi macchine di pressofusione di grande tonnellaggio che consentono la produzione di tutto, da piccole e intricate custodie elettroniche a massicci componenti strutturali automobilistici. Inoltre, avere capacità di attrezzature di pressofusione interne è imprescindibile per mantenere tolleranze strette nella pressofusione gli standard e ridurre i tempi complessivi del progetto.
Velocità e Precisione
Nel mercato italiano, il time-to-market è tutto. Prioritizziamo prototipazione rapida per convalidare i design prima di impegnarsi nella produzione su larga scala. Questa fase è fondamentale per seguire le linee guida di progettazione dei pezzi in pressofusione e evitare revisioni costose in seguito. Che tu stia cercando componenti da un produttore di fuselli di valvole per corpi valvole OEM personalizzati o sviluppando un nuovo carter motore, tempi di consegna flessibili sono la differenza tra guidare il mercato e rimanere indietro. Mentre alcune applicazioni pesanti potrebbero richiedere un azienda di fusione dell'acciaio per proprietà specifiche del materiale, la pressofusione rimane lo standard d'oro per la precisione ad alto volume.
Domande Critiche per il Tuo Fornitore
| Criteri di Valutazione | Perché è importante |
|---|---|
| Strumentazione Interna | Garantisce riparazioni più rapide e un controllo più rigoroso sulla qualità dello stampo. |
| Certificazioni di Qualità | Cerca ISO 9001 o IATF 16949 per applicazioni di pressofusione automobilistica. |
| Esperienza sui materiali | Sono in grado di gestire specifiche leghe per pressofusione come A380 o magnesio? |
| Servizi Secondari | Offrono lavorazione CNC e finitura superficiale internamente? |
Il Vantaggio Vastmaterial
Abbiamo costruito la nostra reputazione essendo un soluzione completa per colata di precisione industriale. Integrando tecnologie pressofusione a vuoto avanzate e una produzione quasi a forma netta, riduciamo al minimo gli sprechi e massimizziamo la resistenza. La nostra struttura è dotata delle più recenti tecnologie per componenti in pressofusione di precisione, garantendo che ogni parte soddisfi le tue specifiche esatte dal primo all'ultimo colpo.
- Supporto Completo del Tonnellaggio: Capacità da 200T a 3500T per gestire qualsiasi dimensione o complessità della parte.
- Servizio End-to-End: Gestiamo tutto, dall'assistenza iniziale alla progettazione fino al trattamento superficiale finale.
- Controllo Qualità Rigido: Il nostro protocolli di controllo qualità della pressofusione i protocolli includono test a raggi X e di pressione per garantire l'integrità strutturale.
FAQ: Domande Comuni sulla Colata di Precisione Industriale
Gestiamo produzione ad alto volume ogni giorno, e queste sono le domande più frequenti che riceviamo dai nostri partner riguardo al colata di precisione industriale processo.
Quali materiali sono più comunemente usati nella colata di precisione industriale?
La stragrande maggioranza dei progetti utilizza leghe di alluminio per pressofusione come A380 o ADC12 perché offrono il miglior equilibrio tra peso, resistenza e costo. Lo zinco è preferito per parti che richiedono pareti molto sottili o placcature complesse, mentre il magnesio è la scelta migliore per la massima riduzione del peso. Scegliere il giusto qualità di alluminio per la fusione è il primo passo per garantire che il tuo pezzo funzioni sotto pressione.
Come si confronta la colata di precisione con la lavorazione CNC per volumi elevati?
Mentre la lavorazione CNC è ottima per prototipi, pressofusione ad alta pressione è molto più conveniente per la produzione di massa. Una volta che il utensile per pressofusione è stato creato, possiamo produrre migliaia di componenti in pressofusione di precisione con cicli di produzione molto più rapidi e molto meno spreco di materiale rispetto alla lavorazione sottrattiva.
Qual è il tempo di consegna tipico per i nuovi stampi di colata?
Realizzare stampi di alta qualità di solito richiede tra 6 e 10 settimane. Questo include la fase di progettazione, la fabbricazione dello stampo e le prime prove (campioni T1). Ci concentriamo sulla precisione dello stampo fin dal primo tentativo per garantire stabilità nella produzione a lungo termine.
La colata di precisione industriale può raggiungere tolleranze di livello aerospaziale?
Sì. Utilizzando tecniche avanzate di componenti in pressofusione di precisione e finiture CNC secondarie, possiamo raggiungere tolleranze incredibilmente strette. Per applicazioni critiche, utilizziamo spesso la colata assistita da vuoto per eliminare la porosità, soddisfacendo i rigorosi requisiti strutturali dei settori aerospaziale e medicale.
Quali quantità minime di ordine (MOQ) sono realistiche?
Come un produttore di pressofusione OEM, di solito cerchiamo ordini di almeno 500 a 1.000 unità per compensare i costi iniziali di configurazione. Poiché il processo è progettato per una produzione ad alta velocità, il costo “per pezzo” diminuisce significativamente all’aumentare del volume.
- Materiali Principali: Alluminio, Zinco, Magnesio.
- Resistenza al Volume: Ideale per oltre 1.000 pezzi.
- Durata degli Stampi: Spesso supera le 100.000 colpi per l'alluminio.
- Precisione: Forma quasi netta con lavorazioni secondarie minime.


