Capacità di rettifica di precisione e rettifica ad alta accuratezza
Elimina le ipotesi dai tuoi componenti critici. Offriamo precisione dimensionale quantificabile a livello di micron e controllo eccezionale della finitura superficiale Ra per geometrie complesse, leghe trattate termicamente e fusioni a cera persa.
Finitura superficiale (Ra)
Raggiungi requisiti di texture ultra-liscia ottimizzati per tipo di materiale con pianificazione integrata. trattamento superficiale Controllo superiore della finitura superficiale Ra fino a 0,1 μm a 0,8 μm per superfici di tenuta e applicazioni ad alta frizione.
Precisione dimensionale
- Planarità: stabile entro livelli di micron
- Roundness: controllo cilindrico di alta precisione
- Concentricità: verifica di tolleranza stretta
Ripetibilità del lotto
Mantieni una rigorosa uniformità SPC dalla prototipazione rapida alle produzioni di grandi volumi. Il controllo dimensionale è strettamente regolato per minimizzare le deviazioni tra le caratteristiche di accoppiamento critiche.
Adattamento a geometrie complesse
Progettato per risolvere distorsioni in sezioni a pareti sottili, geometrie di fusioni a cera persa irregolari e superfici temprate che fresatura e tornitura standard non riescono a stabilizzare.

*Nota: le capacità target sono personalizzate in base ai requisiti del disegno. L'approccio ingegneristico finale dipende dalla struttura del pezzo, dal tipo di materiale, dallo stato di trattamento termico e dalle configurazioni di fissaggio. Vastmaterial esamina le tolleranze di fusione e i riferimenti durante il DFM per garantire un'esecuzione affidabile.
Superare le sfide dei componenti critici con i servizi di rettifica CNC
Quando gli standard Fresatura CNC e Tornitura CNC raggiungono i loro limiti tecnici, la rettifica di precisione diventa essenziale. Per fusioni metalliche ad alta complessità e componenti industriali critici, le nostre soluzioni di rettifica personalizzate risolvono errori dimensionali difficili, gravi distorsioni del materiale e requisiti di finitura superficiale esigenti.
Instabilità di tolleranza e distorsione post-trattamento termico
La sfida: Il trattamento termico ad alta temperatura e l'estrema durezza del materiale inducono regolarmente deformazioni strutturali e deriva dimensionale imprevedibile. Gli utensili da taglio convenzionali subiscono un rapido usura e si deformano, portando a lotti fuori tolleranza su fusioni in investimento indurite.
La soluzione: La rettifica di materiali induriti utilizzando ruote abrasive specializzate rimuove senza sforzo il materiale in eccesso dopo il trattamento termico. Il nostro servizio di rettifica CNC mantiene requisiti di rettifica a tolleranza stretta fino a livelli di micron, correggendo la deformazione termica e stabilizzando le dimensioni finali.
Ideale per: Componenti in acciaio inossidabile indurito, alberi di trasmissione pesanti e applicazioni di lavorazione di fusioni in investimento trattate termicamente.
Limiti rigorosi di finitura superficiale Ra per superfici di accoppiamento
La sfida: I sistemi fluidi ad alta pressione, le guarnizioni dinamiche e le interfacce critiche per attrito richiedono una finitura superficiale ultra liscia (spesso Ra 0,4 µm o inferiore). I percorsi di fresatura standard lasciano segni visibili degli utensili, creste microscopiche e ondulazioni direzionali che causano usura prematura delle guarnizioni e perdite.
La soluzione: La rettifica di precisione ottimizzata e la rettifica cilindrica eliminano i modelli di lavorazione direzionali. Controlliamo le texture incrociate microscopiche per ottenere un'eccellente planarità e coerenza della sezione trasversale, migliorando radicalmente la ritenzione del fluido e la resistenza all'usura.
Ideale per: Guarnizioni per pompe industriali, sedi di valvole ad alta pressione, steli di cilindri idraulici e componenti di controllo fluidi aerospaziali.
Requisiti geometrici, di rotondità e planarità esigenti
La sfida: Parti complesse a più assi richiedono frequentemente parametri di concentricità, rotondità e perpendicolarità entro ±0,005 mm. I sistemi di bloccaggio standard e le geometrie di fusione asimmetriche creano flessioni delle parti durante la tornitura, causando alti tassi di scarto per tolleranze di forma critiche.
La soluzione: Utilizzando rettifiche interne dedicate, rettifiche senza centro e configurazioni multi-assi sincronizzate, garantiamo un rigoroso controllo geometrico. Il nostro setup isola lo stress di lavorazione dalla struttura della parte per garantire che concentricità e circolarità rimangano impeccabili durante la produzione ad alto volume.
Ideale per: Componenti di turbine aerospaziali, journal di mandrini ad alta velocità, giranti di compressori multistadio e parti critiche delle valvole.
Decadenza dimensionale da lotto a lotto in produzioni ad alto volume
La sfida: Il degrado degli utensili durante lunghe produzioni introduce deriva dimensionale. Per assemblaggi complessi che richiedono interferenze o adattamenti di transizione precisi, piccole variazioni tra i lotti di fusione causano colli di bottiglia nelle linee di assemblaggio e guasti sul campo.
La soluzione: La vestizione automatizzata delle ruote, la misurazione continua in processo e la gestione della qualità SPC in tempo reale mantengono parametri di rettifica identici dal 1° pezzo al 50.000°. Questo approccio rigoroso riduce efficacemente gli scarti ed elimina le regolazioni di assemblaggio a valle.
Ideale per: Componenti di macchinari industriali OEM, sotto-assemblaggi di precisione automobilistica e parti di attrezzature pesanti che richiedono integrazione senza difetti.
Quando specificare la rettifica di precisione rispetto alla fresatura e alla tornitura
Estrema durezza dei materiali
Gli utensili convenzionali per tornitura e fresatura a punto singolo non possono tagliare in modo efficiente materiali con facce dure. La rettifica gestisce acciai per utensili induriti, superleghe di cobalto-cromo, leghe resistenti al calore a base di nichel e leghe ad alta temperatura gradi senza micro-fessurazioni o fratture.
Tolleranze dimensionali sub-microniche
Quando i disegni richiedono un controllo dimensionale al di sotto di ±0,01 mm, la deflessione degli utensili rende la lavorazione standard impraticabile. I moderni sistemi di rettifica CNC utilizzano mandrini rigidi e tecnologia di micro-alimentazione per raggiungere parametri sub-micronici con assoluta ripetibilità.
Specifiche di finitura superficiale speculare Ra
Per applicazioni critiche in cui il bypass del fluido deve essere completamente prevenuto o l'usura da attrito deve essere drasticamente ridotta, la rettifica raggiunge finiture speculari eccezionali fino a Ra 0,1 µm, uno standard non raggiungibile con configurazioni di lavorazione standard.
Ottimizzazione ingegneristica proattiva: Richiedi una revisione DFM gratuita
Prima di finalizzare i piani di approvvigionamento, una revisione completa del Design for Manufacturability (DFM) è fondamentale per ottimizzare i costi. Il nostro team di ingegneri analizza le caratteristiche chiave del disegno per ottimizzare le tolleranze di fusione, affinare le strutture di riferimento per limitare l'accumulo di tolleranza e confermare i metodi di rettifica appropriati. Questo allineamento nelle fasi iniziali elimina costose modifiche ingegneristiche durante la produzione su larga scala.
Metodi e soluzioni di rettifica CNC di precisione
Selezionare il giusto processo di rettifica è fondamentale per raggiungere tolleranze a livello micron e texture superficiali specifiche. Offriamo un'ampia gamma di servizi di rettifica ottimizzati per fusioni in investimento e complessi lavorazioni meccaniche componenti.

Rettifica superficiale
Ideale per rifinire facce piatte, piani di riferimento e grandi piastre industriali. Utilizziamo la rettifica superficiale per garantire un'eccezionale planarità e parallelismo su superfici di accoppiamento critiche.
- Raggiunge una planarità superiore e finiture superficiali Ra
- Controllo preciso dello spessore per piastre shim e spacer
- Efficace su acciai per utensili induriti e fusioni trattate termicamente

Rettifica cilindrica
Concentrata sui diametri esterni (DE) di alberi, rotori e cilindri a gradini. Questo processo garantisce elevata precisione di rotondità e concentricità per assiemi rotanti.
- Tolleranza DE stretta e controllo del runout per alberi
- Capace di rettificare profili conici e a diametri multipli
- Critica per componenti aerospaziali e motori ad alta velocità
Rettifica interna
Finitura di precisione per fori, boccole e diametri interni (DI). Puntiamo a una cilindricità rigorosa e precisione del foro dove alesatura o lappatura non raggiungono le specifiche.
- Dimensionamento di fori ad alta precisione per accoppiamenti di cuscinetti
- Finiture DI costanti per cilindri idraulici e valvole
- Gestisce fori ciechi complessi e spallamenti interni

Rettifica senza centri
Soluzione ad alta efficienza per la produzione in grandi volumi di alberi lunghi, spine e boccole. Questo metodo elimina la necessità di centri, riducendo i tempi di attrezzaggio.
- Elevata produttività per grandi lotti di pezzi cilindrici
- Eccezionale coerenza dimensionale su migliaia di unità
- Ideale per aste di piccolo diametro e pezzi con elevato rapporto lunghezza/larghezza
Consulenza ingegneristica: scelta del processo
Quando dare priorità alla rettifica
- Quando la durezza del materiale (HRC 45+) impedisce una fresatura o tornitura efficiente
- Per correggere distorsioni dimensionali dopo trattamenti termici
- Quando si richiedono finiture superficiali Ra 0.4 o migliori per guarnizioni
- Per requisiti GD&T critici come concentricità sub-0.01mm
Efficienza e ottimizzazione dei costi
- Utilizzare la rettifica senza centro per ridurre i costi per unità per alberi semplici
- Ottimizza le tolleranze di fusione per ridurre al minimo i passaggi di rettifica non necessari
- Combina la rettifica con la tornitura CNC a monte per un controllo geometrico totale
- Una revisione anticipata del DFM aiuta a evitare configurazioni e attrezzature personalizzate eccessive
Post-Processing Unico
Vastmaterial integra fusione, trattamento termico e rettifica internamente per eliminare errori di tolleranza cumulativa tra diversi fornitori.
Maestria nei Materiali Duri
Siamo specializzati nella rettifica di precisione di leghe difficili, tra cui acciaio inossidabile, superleghe resistenti al calore e acciai per utensili induriti.
Precisione Verificata
Ogni componente rettificato è verificato utilizzando CMM e profilometri di superficie, garantendo che la planarità, la rotondità e gli obiettivi Ra siano completamente documentati.
Capacità di Materiali Avanzati e Ingegneria di Rettifica di Precisione Post-Fusione
Raggiungere tolleranze sub-micron su Fusione a cera persa richiede una profonda comprensione della metallurgia e della lavorazione di finitura specializzata. Come fonderia e officina meccanica di precisione con doppia competenza, Vastmaterial colma il divario tra la geometria della fusione grezza e i requisiti esigenti della rettifica CNC secondaria. Eliminiamo il rischio di più fornitori gestendo l'intera catena di processo, garantendo che i tuoi componenti a forma quasi netta siano rettificati secondo le specifiche esatte senza deriva dimensionale o degrado strutturale.
La nostra struttura è completamente attrezzata per la rettifica di acciaio inossidabile, acciaio resistente al calore, acciaio al carbonio resistente, acciaio a bassa lega, superleghe ad alta temperatura e leghe non ferrose. Poiché analizziamo come la microstruttura della fusione, i confini dei grani e le linee di separazione si comportano sotto lavorazioni abrasive ad alta carico, il nostro team di ingegneri adatta specifiche velocità delle ruote, tassi di avanzamento e strategie di raffreddamento per corrispondere esattamente alla fase metallurgica dei tuoi pezzi.
Punti di Controllo Chiave per la Lavorazione della Fusione a Investimento Post-Fusione
- Tolleranza di Fusione e Allineamento dei Dati: Progettiamo lo stampo di fusione grezza con tolleranze di lavorazione ottimizzate calcolate specificamente per la rimozione con ruote abrasive. Stabilendo sistemi di dati robusti fin dalla fase di fusione, preveniamo errori di accumulo e garantiamo che i tuoi diametri interni critici, diametri esterni e profili facciali si allineino perfettamente durante l'assemblaggio finale.
- Effetti del Trattamento Termico e Gestione dello Stress: La lavorazione termica post-fusione può indurre tensioni residue e durezza del materiale erratica. Vastmaterial risolve questo problema utilizzando sequenze di sgrossatura e rettifica finale a fasi. Integrare passaggi di rilascio controllato delle tensioni tra i cicli di lavorazione, mitigando la micro-deformazione per preservare la planarità dimensionale, la rotondità e la concentricità.
- Prevenzione dei difetti superficiali e controllo dell'integrità: I componenti ad alta lega e resistenti al calore sono altamente suscettibili a bruciature da rettifica, microfessure e trasformazioni di fase sotto attrito. Il nostro controllo del processo si basa su rigorosi test in-process con correnti parassite o particelle magnetiche, consegna ottimizzata del refrigerante e parametri di dressaggio esatti per mantenere valori di finitura superficiale Ra impeccabili e integrità microstrutturale assoluta.
Collaborando con Vastmaterial, sfrutti un flusso di lavoro ingegneristico integrato in cui la metallurgia della fusione informa direttamente i parametri di rettifica CNC. Questo approccio unificato minimizza i tassi di scarto, garantisce indici di capacità del processo e fornisce componenti pronti per l'assemblaggio per gli ambienti industriali più critici del mondo.

Parti tipiche e applicazioni industriali
Vastmaterial offre servizi di rettifica di precisione OEM ad alta precisione su misura per ambienti industriali esigenti. Collegando la lavorazione della fusione a investimento con una rettifica a tolleranza stretta avanzata, serviamo settori critici che richiedono un controllo dimensionale eccezionale, planarità, rotondità e concentricità precise su geometrie complesse.

Componenti per motori aerospaziali
Rettifica aerospaziale specializzata per strutture in lega ad alta temperatura e componenti di propulsione critici per la sicurezza. Manteniamo tolleranze a livello micron su superleghe impegnative per garantire l'integrità strutturale sotto severe sollecitazioni termiche.
- Tolleranze geometriche ultra-rigide per un adattamento affidabile di rotori e statori
- Controllo rigoroso della finitura superficiale Ra per prevenire crepe da fatica termica
- Elaborazione ripetibile di assemblaggi di turbine in lega resistente al calore

Parti di turbine per la generazione di energia
Rettifica di precisione per parti di turbine a gas, a vapore e eoliche per uso gravoso. Il nostro processo elimina la distorsione da fusione e i micro-difetti, offrendo una planarità e concentricità superiori per attrezzature rotanti su larga scala.
- Controllo preciso della planarità e della rotondità per sedili delle pale sicuri
- Verifica della concentricità e dell'ovalizzazione per alberi rotanti
- Rimozione controllata del materiale per integrare il rilascio delle tensioni post-rettifica

Nuclei delle valvole, sedili e superfici di tenuta
Rettifica ad alte prestazioni dei sedili delle valvole e rettifica interna per assemblaggi di gestione dei fluidi. Raggiungiamo finiture superficiali simili a specchi necessarie per la tenuta metallica e prestazioni senza perdite.
- Obiettivi di finitura superficiale Ra sub-micron per sigilli ermetici
- Ottimizzazione della micro-geometria per eliminare il bypass del fluido e l'attrito
- Lavorazione esperta dell'acciaio inossidabile indurito e delle leghe a base di cobalto

Bussole, flange e connettori per attrezzature industriali
Lavorazione cilindrica ad alta efficienza e rettifica senza centro per parti di macchinari pesanti. Ottimizziamo le superfici di accoppiamento su collegamenti strutturali, manicotti idraulici e connettori pesanti per un'assemblaggio senza soluzione di continuità.
- Controllo rigoroso della tolleranza del foro e del diametro esterno per accoppiamenti multi-parti
- Controllo della perpendicolarità e dell'ovalizzazione per componenti ad alta velocità
- Coerenza dei lotti ad alto volume tramite protocolli SPC automatizzati

Post-elaborazione della fusione di precisione
Finitura dedicata per la lavorazione della fusione in investimento. Eliminiamo il divario tra le tolleranze di fusione grezza e le dimensioni di precisione finalizzate, gestendo la struttura di fusione unica del materiale senza introdurre difetti da stress.
- Ottimizzazione strategica delle tolleranze di fusione basata su piani di riferimento strutturali
- Correzione delle distorsioni complesse causate dal trattamento termico post-fusione
- Prevenzione avanzata delle bruciature da rettifica ed eliminazione dei difetti sub-superficiali

Applicazioni personalizzate e specializzate
Servizi di rettifica CNC personalizzati per componenti a parete sottile, geometrie non standard e parti in lega proprietaria. Collaboriamo strettamente con il tuo team di R&S per navigare criteri tecnici unici sotto completa protezione di non divulgazione.
- Sviluppo ingegneristico protetto da NDA completo e produzioni commerciali
- Scalabilità flessibile dalla prototipazione rapida iniziale alla produzione di massa completa
- Revisioni DFM complete per minimizzare il rischio di produzione e il costo unitario
Obiettivi di rettifica fondamentali per tutte le applicazioni
Precisione delle superfici di accoppiamento
Raggiungere tolleranze dimensionali e geometriche eccezionali per garantire accoppiamenti fluidi in fase di assemblaggio, eliminare disallineamenti fisici e ridurre le regolazioni secondarie in banco durante l’integrazione del sistema.
Qualità dell’interfaccia di tenuta
Raffinare le superfici di contatto per ottenere una planarità precisa e valori di finitura superficiale Ra bassi, fondamentali per prevenire perdite di gas o liquidi sotto parametri di alta pressione e vuoto.
Resistenza all'usura
Sviluppare texture superficiali uniformi e a basso attrito che riducono l’usura meccanica, minimizzano il calore da attrito e prolungano la durata operativa nei sistemi ad alto ciclo.
Consistenza di Lotto
Implementare protocolli robusti e standardizzati di ravvivatura delle mole e rettifica per replicare profili fisici identici su migliaia di pezzi prodotti in lotti successivi.
Perché Vastmaterial per le tue esigenze di rettifica di precisione
Vastmaterial si distingue come produttore integrato di rettifica CNC con una profonda esperienza nella fusione a investimento e nella lavorazione multi-asse. Gestendo l’intera catena di fornitura—dalla fusione e trattamento termico fino alla raffinazione finale della finitura superficiale e ai requisiti di trattamento correlati—eliminiamo gli errori cumulativi tipici che si verificano quando i pezzi passano tra subappaltatori non collegati.
La nostra mentalità ingegneristica garantisce che, prima della rettifica, i disegni dei tuoi componenti siano sottoposti a una rigorosa revisione DFM (design-for-manufacturability). Analizziamo i vettori di distorsione della fusione, le tensioni di serraggio e i percorsi di ingaggio degli utensili in anticipo per evitare errori costosi, servendo oltre 100 clienti globali a lungo termine con dati ingegneristici tracciabili.
Attrezzati per la produzione su larga scala, i nostri stabilimenti vantano una capacità mensile di 1,3 milioni di componenti di precisione. Il nostro reparto produttivo ospita linee CNC di rettifica di vari tipi, coprendo rettifica superficiale, cilindrica, interna e senza centri per lavorare leghe metalliche dure, acciaio inox e acciaio legato in modo affidabile.
Attraverso partnership di ricerca a lungo termine con università e industrie, miglioriamo continuamente la tecnologia di ravvivatura delle mole e i metodi di raffreddamento per sopprimere completamente i rischi di bruciatura da rettifica e microfessurazione. Ogni lotto è supportato da documenti di ispezione verificati, offrendo ai team di approvvigionamento moderni una completa trasparenza della catena di fornitura.
Riservatezza e garanzia di consegna
Manteniamo flussi di lavoro ingegneristici sicuri, firmando e rispettando NDA formali per proteggere la tua proprietà intellettuale. Tutti i componenti personalizzati vengono rettificati, ispezionati e validati rigorosamente secondo le specifiche dei tuoi disegni, le caratteristiche dei materiali e le definizioni delle tolleranze geometriche.
Che tu stia verificando un progetto aerospaziale a basso volume o programmando produzioni ad alto volume per valvole industriali, Vastmaterial bilancia capacità flessibile con controlli di qualità robusti per garantire la consegna puntuale per le linee di assemblaggio e spedizioni globali.
Dal disegno alla consegna: processo e flusso di lavoro della rettifica CNC
Da Vastmaterial, il nostro flusso di lavoro trasparente e verificabile di rettifica di precisione garantisce assoluta ripetibilità, integrità superficiale e spedizione puntuale. Ogni fase ingegneristica e produttiva—dall’analisi iniziale DFM dei disegni fino all’imballaggio finale dei componenti—è rigorosamente controllata per eliminare derive dimensionali e soddisfare le specifiche di rettifica a tolleranza stretta sui tuoi pezzi critici fusi e lavorati.
Revisione del disegno e delle specifiche tecniche (DFM)
I nostri ingegneri applicativi valutano i tuoi disegni tecnici entro 24–48 ore. Verifichiamo accuratamente le tolleranze dimensionali critiche, i datumi geometrici, i valori Ra di finitura superficiale richiesti e le aspettative di trattamento superficiale insieme ai metodi di ispezione post-rettifica. Questa fase proattiva assicura un allineamento assoluto sulle caratteristiche dei materiali e sulle aspettative prima di montare qualsiasi mola.
- • Analisi dettagliata della quotatura e tolleranza geometrica (GD&T) inclusa planarità, rotondità e concentricità
- • Verifica delle tolleranze di fusione a investimento grezzo, dei riferimenti e della fattibilità di bloccaggio
- • Allineamento sugli obiettivi di rugosità superficiale (Ra) e sui criteri di prova non distruttiva (NDT)
- • Valutazione della lavorabilità del materiale, dello stato attuale del trattamento termico e delle variazioni di durezza
Pianificazione del processo e della lavorazione
Formuliamo una scheda di routing del processo personalizzata e a più fasi che mappa le passate di rettifica grossolana, semilavorata e di finitura finale. Per le fusioni in lega ad alto contenuto di nichel, il nostro routing integra strategicamente operazioni termiche e cicli di rilassamento delle tensioni per contrastare la deflessione del materiale e stabilizzare le microstrutture su lotti di produzione ad alto volume.
- • Pianificazione sequenziale delle operazioni di rettifica grossolana e di finitura con parametri ottimizzati delle ruote abrasive
- • Programmazione di tempra di rilassamento delle tensioni o trattamento termico post-macchinatura per prevenire micro-deformazioni
- • Distribuzione personalizzata della tolleranza di scarto del materiale di fusione per prevenire un carico prematuro della ruota
- • Selezione strategica degli abrasivi per ruote di rettifica (CBN, Al2O3 o Carburo di Silicio) in base alla lega
Progettazione personalizzata di dispositivi di fissaggio e impostazione di riferimenti di precisione
Richieste di precisione dimensionale a livello di micron richiedono una tenuta perfetta del pezzo. Gli ingegneri di Vastmaterial progettano e costruiscono dispositivi di fissaggio dedicati e rigidi che eliminano deformazioni da serraggio, vibrazioni strutturali e deflessioni localizzate. Stabilire superfici di riferimento solide garantisce che la rettifica con tolleranze strette produca concentricità e parallelismo impeccabili.
- • Ingegneria interna di dispositivi meccanici, idraulici o magnetici dedicati in accordo con i riferimenti di disegno
- • Ottimizzazione della forza di serraggio e simulazione FEA per eliminare la deformazione di componenti a pareti sottili
- • Preparazione fisica, pulizia e qualificazione di tutti i punti di riferimento primari e secondari
- • Verifica del runout pre-rettifica, lettura totale dell'indicatore (TIR) e allineamento sul mandrino della macchina
Esecuzione di rettifica CNC e monitoraggio in-process
I nostri sistemi di rettifica CNC multi-asse operano sotto controlli rigorosi e basati sui dati. Velocità di avanzamento, velocità superficiale della ruota e consegna di refrigerante ad alta pressione sono sincronizzati per isolare l'energia termica, prevenendo bruciature di rettifica, tempra metallurgica e microcracking. Loop di feedback in tempo reale garantiscono tassi di rimozione del materiale costanti e un superiore controllo della finitura superficiale Ra.
- • Regolazione dinamica di avanzamento e velocità in base al carico del mandrino e alla resistenza del materiale in tempo reale
- • Filtrazione di refrigerante sintetico ad alta capacità e mirata per eliminare stress termici e bruciature superficiali
- • Cicli di dressing automatici e programmabili delle ruote per mantenere la nitidezza e la geometria ottimali del grano
- • Analisi continua delle vibrazioni e rilevamento delle emissioni acustiche per mitigare i segni di chatter
Metrologia, ispezione CMM e verifica della qualità
La precisione è tanto buona quanto la capacità di misurarla. Eseguiamo campionamenti rigorosi a livello di operatore durante la produzione, insieme a un audit finale completo nel nostro laboratorio di metrologia a temperatura controllata. Ogni requisito critico di diametro esterno (OD), diametro interno (ID) e forma è completamente validato e supportato dai dati prima della consegna.
- • Tracciamento delle coordinate in processo e grafici di Controllo Statistico di Processo (SPC) per l'analisi delle tendenze
- • Ispezione CMM per variabili geometriche tra cui planarità, cilindricità e concentricità
- • Verifica del profilo di rugosità superficiale utilizzando profilometri a contatto e scanner ottici
- • Test con particelle magnetiche o penetranti colorati per confermare l'assenza totale di micro-fessure e bruciature
- • Tracciabilità completa del lotto con fornitura standard di rapporti di ispezione dimensionale e certificati di materiale
Pulizia ad ultrasuoni, prevenzione della ruggine e imballaggio per l'esportazione
Dopo l'ispezione finale, tutti i componenti finiti subiscono una pulizia profonda per eliminare completamente l'olio di rettifica e le particelle. Trattiamo le superfici con inibitori della ruggine mirati e imballiamo gli elementi in materiali pesanti a barriera contro l'umidità progettati per il trasporto internazionale. I tuoi componenti arrivano puliti, protetti e pronti per l'assemblaggio immediato.
- • Pulizia ad ultrasuoni multi-stadio per rimuovere micro-abrasivi e residui di refrigerante
- • Applicazione di oli anti-corrosione di alta qualità o film VCI asciutti adattati ai tempi di stoccaggio
- • Inserti in schiuma personalizzati e sigillatura sottovuoto a barriera contro l'umidità per eliminare i danni da impatto fisico
- • Etichettatura chiara delle scatole esterne contenente numeri di parte, dettagli dell'ordine di acquisto, codici di lotto e sigilli di passaggio QC
- • Conformità agli standard internazionali ISPM-15 per il legno e imballaggio sicuro per carichi marittimi/aerei
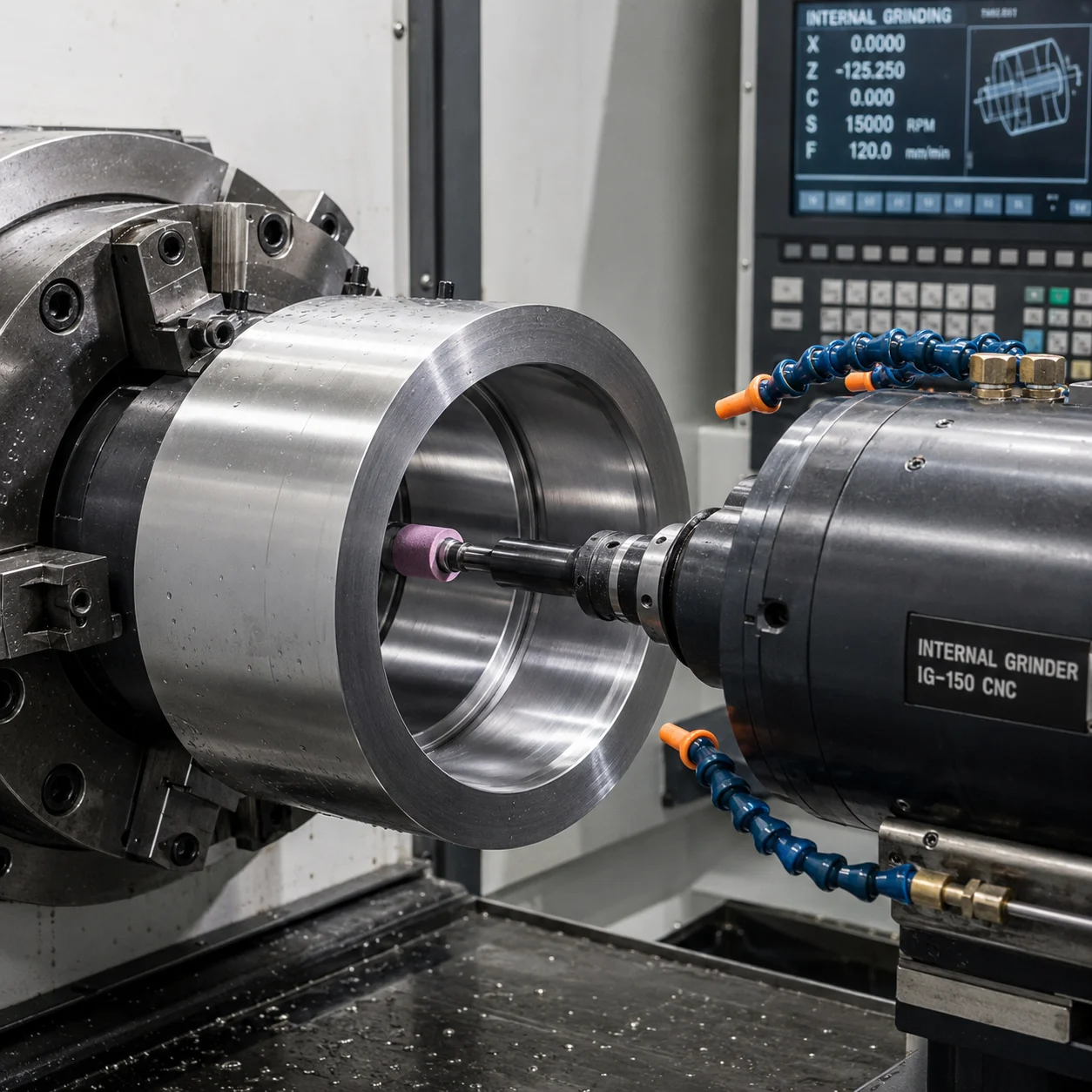
Rettifica di precisione CNC in azione
Esplora la precisione e l'efficienza della rettifica CNC (Controllo Numerico Computerizzato), un processo critico per ottenere finiture superficiali ultra-fini e tolleranze dimensionali eccezionalmente strette nella produzione moderna. Questa tecnica avanzata utilizza sistemi automatizzati per guidare le mole da rettifica con precisione millimetrica, garantendo che ogni componente soddisfi rigorosi standard di qualità.
Dall'industria aerospaziale e dispositivi medici all'industria automobilistica e degli utensili, la rettifica di precisione CNC è indispensabile per produrre parti ad alte prestazioni. Migliora significativamente la durata, la funzionalità e l'appeal estetico del prodotto rimuovendo materiale con precisione a livello micron. Il nostro impegno per la tecnologia all'avanguardia e l'artigianato qualificato garantisce risultati superiori anche per le geometrie più complesse.
Assisti alla trasformazione delle materie prime in componenti altamente raffinati, mostrando il potere dell'automazione nel raggiungere un'accuratezza e un'integrità superficiale senza pari.

Perché il nostro flusso di lavoro di rettifica protegge la tua catena di approvvigionamento
Tracciabilità senza compromessi
Ogni singolo passaggio di produzione e ispezione è documentato, serializzato e auditabile. Ricevi dati metrologici completi e registri di lotto per una visibilità della catena di approvvigionamento a prova di ferro.
Mitigazione del rischio ingegneristico
La nostra approfondita analisi preliminare DFM individua potenziali distorsioni termiche, discrepanze nelle tolleranze di fusione e debolezze strutturali prima ancora che inizi la produzione.
Assoluta coerenza dei lotti
Abbinando schede di instradamento dei processi CNC standardizzate a rigorosi intervalli automatizzati di ravvivatura delle mole, garantiamo precisione identica a livello di micron dal prototipo alla produzione in serie.
Pronto a ottimizzare il tuo progetto di rettifica CNC?
Invia oggi stesso i tuoi disegni ingegneristici complessi per ricevere una valutazione completa della produzione e un preventivo commerciale accurato entro 24–48 ore. Il nostro team tecnico è pronto ad analizzare le tue tolleranze, perfezionare i riferimenti di produzione e proporre un percorso di lavorazione affidabile ed economico.
Formati supportati: STEP, IGES, SolidWorks, PDF | Rigorosi protocolli NDA applicati | Spedizione globale senza interruzioni
Controllo qualità e verifica delle tolleranze strette per la rettifica CNC
Da Vastmaterial, i nostri servizi di rettifica di precisione sono supportati da un rigoroso controllo qualità per la rettifica. Garantiamo che ogni fusione lavorata soddisfi rigorosamente i requisiti dei tuoi disegni ingegneristici e gli standard internazionali di produzione.
Metodi di controllo qualità a ciclo chiuso
Verifica dei materiali in ingresso e dei semilavorati
Verifichiamo le fusioni in ingresso per integrità strutturale, durezza e tensioni da trattamento termico prima che arrivino alle nostre mole, per prevenire difetti di lavorazione.
Monitoraggio dimensionale in-process
L'ispezione in tempo reale durante le fasi di rettifica superficiale, cilindrica e senza centro protegge contro il bruciore da rettifica, la deformazione termica e la deriva dimensionale.
Chiusura delle Nonconformità & SPC
Qualsiasi variazione attiva un'immediata analisi delle cause radice, correzioni degli offset degli utensili e rigorosi protocolli di isolamento per proteggere la coerenza della produzione dal prototipo al volume di massa.
Elementi di Ispezione Misurabili & Caratteristiche Geometriche
Analisi Dimensionale Critica
Verifica a livello micron dei diametri esterni (OD), diametri interni (ID), altezze dei gradini e spessore delle pareti per caratteristiche di accoppiamento complesse.
Verifiche di Forma & Posizione GD&T
Ispezioni complete di rettifica della rotondità, rettifica della planarità e rettifica della concentricità utilizzando avanzati sistemi di misurazione automatizzati a più assi.
Valutazione della Finitura Superficiale Ra
Ispezioni con profilometro per garantire specifici requisiti di texture di finitura superficiale in micro-pollici su guarnizioni industriali critiche e componenti di usura aerospaziali.
Registrazione delle Dimensioni Chiave & Campionamento Statistico
Piani di campionamento a lotti conformi all'AQL abbinati all'archiviazione digitale dei registri garantiscono la tracciabilità strutturale per audit industriali esigenti.


Conformità Rigorosa & Standard di Metrologia
Vastmaterial colma il divario tra la fusione di precisione e tolleranze ultra-rigide. Il nostro laboratorio di metrologia dedicato dispone di avanzati strumenti di ispezione CMM e strumenti di analisi superficiale specializzati per confermare che ogni geometria complessa corrisponda perfettamente al tuo disegno.
Tracciabilità completa del materiale dalla fusione della lega grezza fino alla rettifica finale a micro-finitura
Rapporti di ispezione personalizzati (registri dimensionali, tracciati di rugosità) forniti su richiesta
Controllo Statistico dei Processi (SPC) implementato sulle linee di produzione di massa per monitorare le tendenze CPK
Rigorosa adesione ai protocolli di qualità ISO e agli standard ingegneristici specifici del cliente
Hai bisogno di Rapporti di Ispezione Verificabili per il tuo Progetto?
Supportiamo le nostre affermazioni sui requisiti di tolleranza stretta con dati fisici verificabili. Contatta il nostro team di ingegneria per rivedere i documenti di campionamento CMM e finitura superficiale prima dell'inizio della produzione.
Specifiche di Produzione Consegnabili: Piattezza, Rotondità e Capacità Superficiali
Invece di fare affermazioni generali sulla precisione, Vastmaterial fornisce un elenco esplicito dei parametri geometrici, dimensionali e di texture (incluso il trattamento superficiale) che consegniamo regolarmente per componenti critici in fusione e lavorati. Ottimizzando la selezione delle mole da rettifica, le velocità di avanzamento e il bloccaggio dei pezzi, il nostro team di produzione controlla la distorsione complessa dei pezzi dopo il trattamento termico per raggiungere obiettivi di rettifica a tolleranza stretta su parti industriali esigenti.
Controllo dimensionale
- • Accoppiamenti di precisione del diametro esterno (OD)
- • Allineamenti del foro del diametro interno (ID)
- • Controllo dello spessore a livello micro
- • Altezza dei gradini e spalle corrispondenti
- • Dimensioni critiche di accoppiamento interferente
Forma geometrica e runout
- • Rettifica della planarità per superfici di tenuta
- • Precisione della rotondità e del profilo cilindrico
- • Rettifica della concentricità per fori concentrici
- • Coassialità e runout totale dell'indicatore (TIR)
- • Posizione reale della forma secondo le specifiche del disegno
Finitura superficiale e integrità
- • Obiettivi di finitura superficiale Ra a livello micrometrico
- • Coerenza della texture della superficie di tenuta a incrocio
- • Sgrossatura e smussatura dei bordi di precisione
- • Prevenzione di bruciature da rettifica e microfessure
- • Passaggi senza stress per parti a parete sottile
Nota di conformità: Le tolleranze esatte, la planarità, la rotondità e la concentricità raggiungibili sono governate dalle proprietà intrinseche del materiale, dalla geometria del componente, dalla durezza del trattamento termico e dagli schemi di riferimento di base. Vastmaterial incrocia le tue tolleranze di fusione in investimento con le tolleranze finali di rettifica CNC durante la nostra revisione iniziale DFM per garantire la conformità ripetibile e verificabile del disegno.
Perché scegliere Vastmaterial per la rettifica CNC
Dalle fusioni in investimento grezze alle tolleranze finali a livello micron, unifichiamo fusione, trattamento termico e rettifica di precisione sotto un unico tetto per eliminare gli errori cumulativi di più fornitori.
Controllo del processo integrato
Gestiamo l'intero ciclo di vita dalla geometria della fusione e dalle tolleranze di lavorazione alla distensione e alla rettifica finale, riducendo il rischio di distorsione dimensionale e colli di bottiglia nella finitura.
Esperienza in componenti complessi in fusione
Specializzati nella gestione di geometrie a parete sottile, configurazioni di riferimento complesse e materiali difficili da lavorare come l'acciaio inossidabile e le leghe ad alta temperatura senza microfessure o bruciature superficiali.
Collaborazione DFM proattiva
Il nostro team di ingegneri fornisce feedback sulla produzione entro 24–48 ore, ottimizzando il fissaggio, le tolleranze di rettifica e i piani di riferimento per garantire la capacità del processo prima della produzione.

Capacità di produzione e qualità comprovate
1,3 milioni di componenti mensili
La nostra struttura di precisione ad alto volume gestisce senza sforzo le richieste di scalabilità dalla valutazione rapida dei prototipi a produzioni commerciali complete.
Partner della catena di approvvigionamento globale
Serviamo oltre 100 clienti internazionali a lungo termine nei settori aerospaziale, pompe industriali, valvole, turbomacchine e energia.
Alleanze R&D e accademiche
Collaboriamo con istituti di ricerca aerospaziali d'élite e laboratori metallurgici per avanzare continuamente le nostre tecniche di rettifica per superleghe avanzate resistenti al calore.
Hai componenti complessi con tolleranze strette?
Carica oggi i tuoi disegni STEP, IGES o PDF. I nostri esperti ingegneri esamineranno le tue tolleranze, le specifiche dei materiali e i riferimenti per fornire una proposta di produzione ottimizzata.
Lavorazione CNC e Macchinazione di Precisione: Domande Frequenti
Esplora approfondimenti tecnici riguardanti operazioni di rettifica ad alta precisione, considerazioni specifiche sui materiali, tempi di produzione e protocolli di qualità. Le nostre revisioni ingegneristiche nelle fasi iniziali aiutano a mitigare i rischi di produzione e ottimizzare i flussi di lavoro dalla fusione alla lavorazione.
Quando dovrebbe un progetto utilizzare la rettifica CNC invece della fresatura o tornitura standard?
La rettifica di precisione è il processo di finitura preferito quando i progetti dei componenti richiedono un controllo dimensionale eccezionalmente rigoroso, tolleranze geometriche a livello micro o finiture superficiali ultra-liscia che gli strumenti da taglio convenzionali non possono raggiungere in modo affidabile. La rettifica CNC è tipicamente necessaria quando:
- La durezza del materiale del pezzo supera 45 HRC, come acciai per utensili induriti, leghe a base di cobalto o fusioni in investimento trattate termicamente.
- Il requisito di finitura superficiale è rigoroso, mirando a una rugosità superficiale di Ra 0,4 µm fino a riflettività a livello micron.
- Superfici di tenuta critiche, journal di cuscinetti o sedi di valvole richiedono un'accuratezza geometrica assoluta in planarità, rotondità o concentricità per prevenire bypass di fluidi o usura meccanica prematura.
- Le fasi di produzione successive richiedono una stabilità dimensionale perfetta, necessitando la correzione delle distorsioni indotte durante il trattamento termico ad alta temperatura.
Come mitiga Vastmaterial i rischi come bruciature da rettifica, microfessurazioni e distorsioni termiche?
Le bruciature da rettifica, le microfessurazioni e le distorsioni strutturali si verificano quando l'attrito incontrollato genera un'eccessiva energia termica nella zona di contatto. Presso Vastmaterial, i nostri ingegneri di lavorazione implementano controlli di processo rigorosi per proteggere l'integrità del materiale:
- Rimozione del Materiale in Fasi: Isoliamo i parametri di rettifica grezza aggressivi dai passaggi di finitura delicati, minimizzando l'accumulo di calore cumulativo all'interno del substrato.
- Consegna di Refrigerante ad Alta Pressione: Implementiamo sistemi di filtrazione del refrigerante ad alto flusso e temperatura regolata mirati precisamente all'interfaccia ruota-pezzo per dissipare il calore e rimuovere immediatamente i trucioli.
- Selezione e Dressaggio della Ruota: La grana della ruota, i tipi di legante e gli intervalli di dressaggio sono abbinati scientificamente alla metallurgia specifica della lega per prevenire l'annerimento della ruota.
- Rilascio dello Stress Termico: Quando si lavorano componenti ad alta deformazione, le operazioni di tempra integrate per il rilascio dello stress sono programmate tra le sequenze di sgrossatura e finitura.
- Controllo Non Distruttivo: Utilizziamo tecniche di ispezione specializzate insieme alla profilometria superficiale per confermare l'assenza di difetti termici sottili.
Puoi rifinire pezzi grezzi fusi? Quali tolleranze di stock devono essere pianificate?
Sì. Utilizzando un'infrastruttura integrata di fusione e lavorazione, Vastmaterial è specializzata nel finire fusione a investimento grezze. La tolleranza di stock appropriata varia in base alle dimensioni complessive del pezzo, alla configurazione della fusione e agli obiettivi di tolleranza finale:
- Superfici di fusione grezze: Si consiglia una tolleranza di 0,5 mm a 1,5 mm per lato se si bypassa la tornitura o fresatura preliminare per rimuovere direttamente la pelle di fusione tramite rettifica grossolana.
- Passaggi di finitura di precisione: Per superfici pre-lavorate, una tolleranza di stock di pulizia di 0,1 mm a 0,3 mm garantisce che la ruota abrasiva rimuova tutti i segni degli utensili e raggiunga le dimensioni nominali.
- Datum geometrici principali: Allocare da 0,2 mm a 0,5 mm di materiale ci permette di stabilire piani di riferimento perfettamente piatti, quadrati, che stabilizzano le successive impostazioni.
- Tolleranza di trattamento termico: Per leghe che richiedono indurimento dopo lavorazioni grossolane, consigliamo di aggiungere da 0,3 mm a 0,8 mm di stock per rettificare in sicurezza eventuali deformazioni volumetriche causate dal tempra.
Quali documenti di qualità, dati di ispezione e rapporti vengono forniti con la consegna?
Forniamo verifiche di garanzia qualità complete con ogni lotto di produzione per verificare il rigoroso rispetto delle specifiche del cliente:
- Rapporti dimensionali: Documentazione completa di tutte le dimensioni lineari critiche, inclusi diametri esterni (OD), diametri interni (ID), lunghezze e gradini di spalla.
- Dimensionamento e tolleranze geometriche (GD&T) Dati verificati per chiamate complesse come planarità, rotondità, cilindricità, concentricità e deviazione totale.
- Tracce del Profilometro di Superficie: Verifica quantitativa dei requisiti di finitura superficiale (espressi in valori Ra, Rz o Rmax) utilizzando strumenti di misurazione calibrati.
- Rapporti Avanzati di CMM e Visione: Profili di ispezione ad alta precisione per macchine di misurazione a coordinate possono essere generati per applicazioni complesse nell'aerospaziale, nella difesa o nella potenza fluida.
- Tracciabilità Completa del Lotto: Registrazioni complete che collegano i componenti finiti ai loro originali lotti di fusione, certificazioni dei materiali e grafici di trattamento termico.
Quali sono i tuoi tempi di consegna tipici per prototipi di rettifica personalizzati e produzioni in serie?
I tempi di consegna sono determinati dalla geometria del componente, dal volume totale dell'ordine, dai requisiti di ingegneria degli attrezzi e dalle linee di fornitura di materie prime integrate:
- Preventivi e Revisioni di Fattibilità: Feedback ingegneristico dettagliato e preventivi commerciali definitivi vengono completati entro 24-48 ore.
- Prototipazione e Primo Articolo (1–10 Pezzi): Tipicamente completato entro 2-4 settimane, comprendente la progettazione di attrezzature di supporto personalizzate, profilatura delle ruote e report di ispezione completi.
- Lotti di Volume Medio (11–100 Pezzi): Variano da 3 a 6 settimane, a seconda della fornitura dei materiali, dei requisiti di pre-lavorazione e delle code di trattamento termico.
- Produzione di Massa ad Alto Volume (100+ Pezzi): Richiede da 6 a 12 settimane per ottimizzare i parametri di lavorazione, stabilire cicli di controllo statistico del processo (SPC) e coordinare i programmi di consegna continua.
- Tracce di Produzione Accelerata: Programmi accelerati possono essere implementati per scadenze di progetti critici, soggetti alla capacità attuale dell'impianto.
Come si adattano le strategie di rettifica di precisione CNC a diversi tipi di metallurgia?
Le proprietà chimiche e meccaniche di una lega determinano la sua rettificabilità, le caratteristiche di carico della ruota e le velocità di avanzamento ideali:
- Acciai Inossidabili (Serie 300 e 400, Duplex): Altamente soggetto a indurimento da lavoro e comportamento gommoso; gestito tramite strutture abrasive specializzate e dressing continuo della ruota per evitare la vetrificazione della superficie.
- Superleghe e Acciai Resistenti al Calore (Inconel, Hastelloy): L'estrema resistenza al taglio e la bassa conducibilità termica richiedono ruote super-abrasive (come CBN) e un raffreddamento intenso per mantenere i profili geometrici.
- Leghe di Carbonio e Acciai per Utensili: Forniscono caratteristiche di macinabilità prevedibili, consentendo tempi di ciclo rapidi, alta precisione dimensionale e un'economia di finitura ottimale.
- Ghise (Duttile, Grigia): Il grafite libero aiuta nella rottura dei trucioli ma richiede un fissaggio strutturato per eliminare il rischio di micro-scheggiature lungo i bordi affilati non supportati.
- Leghe Non Ferrose (Alluminio, Rame, Bronzo): Materiali morbidi soggetti a caricamento dei pori della ruota; lavorati utilizzando ruote a struttura aperta che operano a elevate velocità superficiali con lubrificanti specifici.
Vastmaterial supporta accordi formali di non divulgazione (NDA) e imballaggio per l'esportazione internazionale?
Sì. Supportando clienti industriali internazionali in settori come aerospaziale, energia e dispositivi medici, imponiamo protocolli robusti di sicurezza dei dati e spedizione:
- Protezione dei Dati Riservati: Eseguiamo regolarmente NDA reciproci. I disegni tecnici proprietari e i processi di produzione rimangono isolati all'interno di reti interne sicure.
- Imballaggio Preventivo alla Corrosione: Le superfici rettificate ad alta precisione ricevono una protezione multi-strato specializzata, inclusi rivestimenti VCI (Inibitore Volatile della Corrosione), barriere di olio e sigilli sottovuoto.
- Protezione per il Trasporto Sicuro: I componenti sono nidificati singolarmente in schiuma modellata su misura o divisori cellulari all'interno di robuste casse di legno per eliminare danni da impatto durante il trasporto internazionale.
- Supporto per la Conformità all'Esportazione: Forniremo tutta la documentazione normativa essenziale, comprese le schede di materiale del mulino, i certificati di conformità (CoC) e i manifesti di spedizione personalizzati.
Il servizio di rettifica è disponibile come servizio contrattuale autonomo o deve essere combinato con la fusione?
Offriamo rettifica CNC sia come servizio di finitura autonomo che come parte di una soluzione di produzione completamente integrata:
- Servizio di Finitura Autonomo: I clienti possono fornire i propri componenti pre-lavorati, fusioni grezze o forgiate. Gestiamo il controllo qualità in entrata, l'ingegneria di setup e l'esecuzione precisa della rettifica.
- Sistemi di Ispezione in Entrata: Per i pezzi forniti dai clienti, verifichiamo la geometria pre-rettifica, la coerenza della durezza e le caratteristiche di riferimento prima di iniziare il processo di rettifica.
- Il Vantaggio del Fornitore Unico: Trasferire la tua fusione completa, il trattamento termico, la pre-lavorazione e la rettifica finale a Vastmaterial elimina i tempi di transito tra fornitori e le lacune di responsabilità.
- Ottimizzazione dei costi: Combinare fusione e lavorazione sotto lo stesso tetto ci consente di progettare involucri di stock più piccoli, riducendo il peso totale dei componenti e i tempi di ciclo di circa 15% a 25%.
Come vengono gestite le non conformità nella produzione se un componente non supera l'ispezione?
Il nostro flusso di lavoro di gestione della qualità enfatizza la risoluzione trasparente e l'azione correttiva immediata per qualsiasi dimensione fuori tolleranza:
- Isolamento in Tempo Reale: I loop di controllo in processo isolano immediatamente le variazioni, contenendo potenziali difetti molto prima del confezionamento finale.
- Indagine sulla Causa Radice: I team di qualità analizzano la fonte dell'errore, controllando la rigidità del dispositivo, la deflessione termica, l'usura della ruota o la variazione della materia prima.
- Azione Correttiva e Preventiva (CAPA): I programmi CNC, i cicli di dressaggio delle ruote o le configurazioni dei dispositivi di supporto vengono modificati per prevenire ricorrenze.
- Ingegneria di Rielaborazione: Se un componente fuori specifica ha materiale residuo, viene rielaborato con attenzione secondo le specifiche di progetto sotto stretta supervisione ingegneristica.
- Report Dettagliati: I clienti ricevono report formali di Non Conformità (NCR) che dettagliano le cause radice e le specifiche modifiche tecniche apportate per garantire i lotti successivi.
Invia il tuo disegno per un preventivo di rettifica CNC
Ricevi revisioni DFM complete, pianificazione dei processi e stime competitive di rettifica di precisione OEM entro 24-48 ore per i requisiti di fresatura CNC e tornitura CNC a valle.
Perché Collaborare con Vastmaterial?
- Feedback Ingegneristico 24-48h: Valutazioni tecniche rapide, analisi di prevenzione delle bruciature da rettifica e strutture di costo accurate.
- Dal Prototipo alla Produzione di Massa: Scalabilità senza soluzione di continuità che gestisce prove a basso volume e alta varietà fino a produzioni continue ad alto volume.
- Protezione NDA Stratta: Completamento della conformità all'accordo di non divulgazione per proteggere componenti industriali e design proprietari.
Assistenza Diretta al Progetto
Divisione di Lavorazione di Precisione Vastmaterial
Dongying, Shandong, Cina
Email: precisionmetal@vast-cast.com
WhatsApp/Tel: WhatsAPP: 0086-13345064499