
Når du treng å produsere tusenvis av komplekse delar med stramme toleranser, du treng ikkje berre ein prosess—du treng eit konkurransefortrinn.
Industriell trykkstøyping har vorte ryggraden i moderne produksjon, særleg sidan bilindustri, luftfart, og elektronikk industriane kappast mot lettvektsbygging og høgare effektivitet.
Men korleis sikrar du at komponentane dine oppfyller strenge høgtrykk standardar utan å sprenge budsjettet ditt?
At Vastmateriale, vi har mestre rolla som ein OEM-partnar, og leverer presisjonsmetallkomponentar den broa som skal lukke gapet mellom kompleks ingeniørkunst og industriell skala.
I denne guida skal du lære nøyaktig korleis du kan utnytte trykkstøypingprosessen for å kutte ned leveringstider og maksimere delprestasjon.
La oss dykke rett inn.
Forstå industriell trykkstøyping
Eg definere industriell støpeforma som ein høg-precision produksjonsprosess der smelta metall vert pressa inn i gjenbrukbare stålmouldar—kjent som former—under høgtrykk. Denne metoden er ryggrada i moderne masseproduksjon, som gjer oss i stand til å lage komplekse, nær-nett-form komponent med bemerkelsesverdig fart og repeterbarheit. Ved å bruke herdede verktøystålformer sikrer vi at kvar del møter dei nøyaktige spesifikasjonane som krevst for krevjande ingeniørapplikasjonar.
Prosesdifferensiering
Når eg konsulterer med innkjøpsleiarar, er det første steget ofte å skille høgtrykkstøping frå langsommare, mindre nøyaktige metodar. Sjølv om kvar har sin plass, er trykkforming den klare vinnar for høgvolums effektivitet.
- Sandstøping: Brukar utskiftbare sandformer. Det er kostnadseffektivt for massive delar, men manglar stramme toleranser og glatt overflatefinish av trykkforming.
- Investeringstøping: Utmerka for intrikate geometriar, men involverer ein langvarig flertrinnsprosess som er vesentleg dyrare i stor skala.
- Vekttrykkforming: Støttar på tyngdekraften i staden for injeksjonstrykk. Dette fører til tregare syklustider og ein manglande evne til å produsere den tynne veggseksjonane som er oppnåelege gjennom industriell trykkstøyping.
Varmkammer vs. Kaldkammerprosessar
Hovudvariantane av prosessen er bestemt av smeltepunktet til legeringa. Å velje riktig maskintype er avgjerande for å oppretthalde strukturell integritet og produksjonshastigheit.
| Eigenskap | Varmkammer trykkstøyping | Kaldkammer trykkstøyping |
|---|---|---|
| Vanlege legeringar | Sink, Magnesium, Bly | Aluminium, Messing, Kobber |
| Injeksjonsmetode | Nedsenka gåsehal i smelta metall | Ekstern støping i eit kaldt kammer |
| Syklusfart | Raskaste; høgt automatisert | Moderat; krevjer ekstern smelting |
| Viktig fordel | Redusert oksidasjon og høg fart | Handterer høgtemperaturmateriale trygt |
| Trykknivå | Moderat til høg | Ekstrem høgt trykk |
Ved å utnytte varm kammer støpeform for lavsmeltande metaller eller kaldkammer trykkgods for høgstyrke aluminiumlegeringar, eg sørgjer for at produksjonslinjene våre held seg optimaliserte for både materialprestasjon og kostnadseffektivitet.
Steg-for-steg oppdeling av den industrielle støpeprosessen
Ved vårt anlegg behandlar vi industriell støpeforma som ein høghastigheitsvitskap. Det er ein gjentakbar, streng syklus designa for å levere nøyaktige støpekomponentar med ekstrem konsistens. Vi fokuserer på kvar variabel—frå temperatur til trykk—for å sikre at sluttproduktet møter dine nøyaktige spesifikasjonar.
Høgttrykk produksjonssyklusen
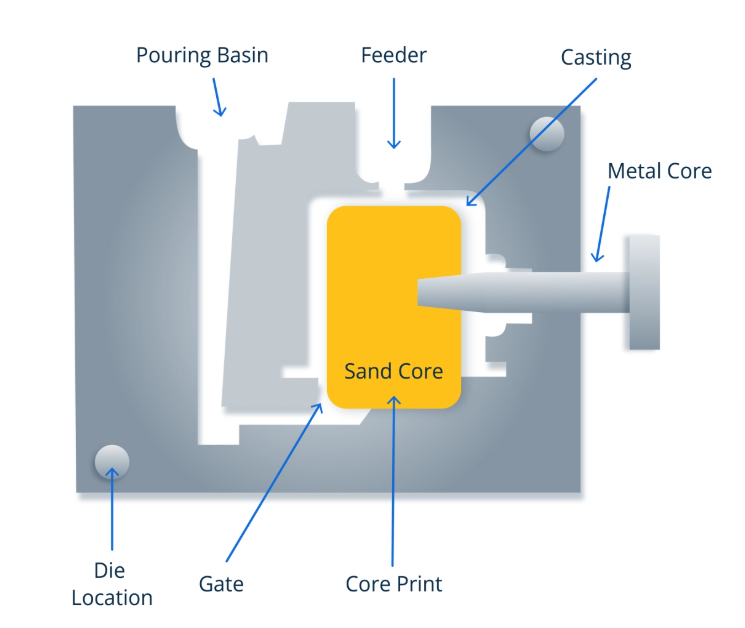
- Støpeforberedelse og smøring: Kvar syklus byrjar med å forberede støypeverktøy. Vi rengjer formhulromma og sprayar ein smøremiddel som regulerer temperaturen og hindrar metallet i å feste seg til stålet.
- Smeltet metallinjeksjon: Vi injiserer smelta støpelegeringar inn i forma under enormt trykk. Denne høgtrykkinjeksjonen er det som gjer at vi kan lage komplekse former og tynne veggar som andre støypemetodar ikkje kan matche. For prosjekt som krev spesifikke materialar, bruker våre aluminiumtrykkstøpe-tenester avanserte høg-tonnasje maskiner for å sikre eit perfekt fyll kvar gong.
- Kjøling og herding: Metallet vert heldt under trykk til det stivnar. Vi overvakar avkjølingstida nøye for å forhindre krymping eller intern porøsitet, og sikrar den strukturelle integriteten til delen.
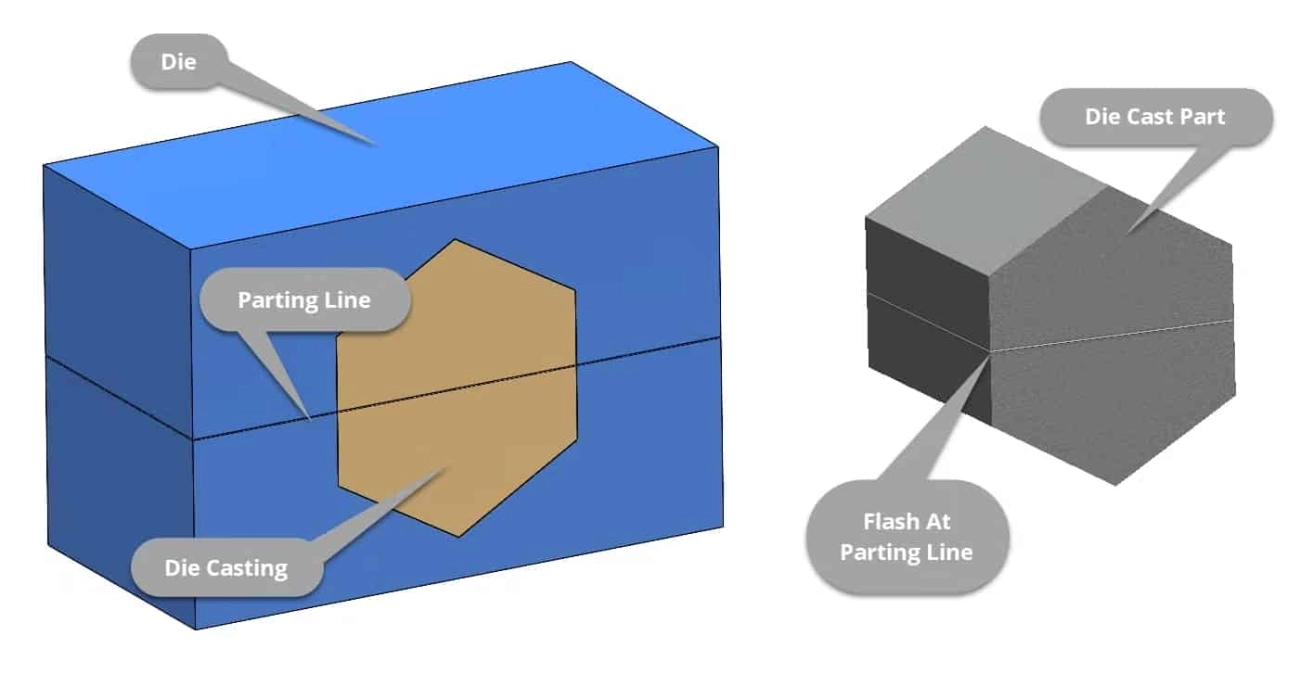
- Utskifting og trimming: Når delen er stiv, opnar forma, og utkastarane skyver utstøypinga ut. Vi bruker deretter avkappingsformer for å fjerne “flesket”—overskotsmetallet som samlar seg ved delingslinjene under høgtrykkstøping prosessen.
- Sekundære operasjonar: Mens vi har som mål for nær-net-form-produksjon, nokre delar krev ekstra presisjon. Vi håndterer all sekundærmaskinering, som tapping, boring eller overflatebehandling, for å levere ein “plug-and-play” komponent klar for produksjonslinja di.
Vanlege material i industriell støpejernsproduksjon
Vi er avhengige av eit spesifikt sett med støpelegeringar for å sikre at kvar del når sine ytelsesmål. Å velje riktig materiale er det første steget i å lage nøyaktige støpekomponentar som tåler verkelege belastningar og miljøkrav.
Aluminiumlegeringar
Har aluminium støpejernsprosess er gullstandarden for moderne produksjon. Desse legeringane er lette, dimensjonsstabile, og taklar høge driftstemperaturar med lettheit.
- A380: Vår mest populære val; den tilbyr den beste balansen mellom fysiske eigenskapar og enkelheit i støyping.
- ADC12: Ideell for komplekse former og høgvolumsproduksjon der flyt er nøkkelen.
- A383: Eit spesialisert alternativ brukt når du treng betre motstand mot varm sprekkdanning.
- A360: Valgt for bruk der det krevjast overlegen korrosjonsbestandigheit og høg ductilitet.
Sink- og magnesiumlegeringar
Når aluminium ikkje er den perfekte løsninga, bruker vi spesialiserte metaller for å møte spesifikke legeringsprosessar og bruk.
- Sinklegeringar: Dette er uovertrufne for delar med tynne veggar eller dei som krev intrikat dekorativ plating. Sink sitt låge smeltepunkt forlenger verktøyliv betydelig.
- Magnesiumlegeringar: Det fremste valet for lette bruksområde. Som det lettaste strukturelle metallet som er tilgjengeleg, er det naudsynt for handhaldne elektronikk og romfartsklammer.
Materialprestasjon samanlikning
| Legering | Styrke | Korrosjonsmotstand | Termisk leiarsevne | Relativ kostnad |
|---|---|---|---|---|
| Aluminium | Høg | Høg | Utmerka | Moderat |
| Sink | Høg | Moderat | God | Moderat |
| Magnesium | Moderat | Lav | God | Høg |
Å velje riktig materiale under den høgtrykkstøping fasen sikrar at delane dine forblir kostnadseffektive medan dei oppfyller alle strukturelle krav. Enten du treng den termiske styringa av aluminium eller presisjonen til sink, dekkjer vårt utval heile spekteret av industrielle behov.
Nøkkelfordeler med industriell trykkstøyping: Presisjon og effektivitet
Når ein vurderer produksjonsmetodar, er fordelane med industriell støpeforma tydelige, spesielt for høgvolumsproduksjon. Denne prosessen gir eksepsjonell verdi, startande med eksepsjonell dimensjonsnøyaktighet og stramme toleransar. Faktisk krev ofte die-cast delar minimal eller ingen sekundær maskinering fordi dei er produsert som nær-nett-form komponentar. Dette fører direkte til ein overlegent overflatefinish rett ut av forma.
Kvifor velje høgttrykk die-casting?
For våre amerikanske kundar som fokuserer på effektivitet og kvalitet, her er hovudfordelane vi tilbyr med høgtrykkstøping:
- Høg produksjonsrate og kostnadseffektivitet: Når verktøyet er ferdig, er syklustida rask, noko som gjer det svært kostnadseffektivt for store volumordrar.
- Utmerka styrke-til-vekt-forhold: Særleg med aluminiumstøypesmør lik A380, kan vi produsere sterke likevel lette delar som er kritiske for industrien som bilindustri.
- Komplekse geometriar og tynnveggkapasitet: Det høge trykket i prosessen gjer at smelta metall kan fylle innvikla former, og produserer komplekse former og veggar så tynne som $0.03$ tommar, noko som ofte er vanskeleg med andre metodar som sandstøyping.
- Minimalt materialavfall: Den nesten-nettforma av delane sikrar at materialavfallet vert minimert, noko som bidreg til betre total materialutnytting og lågare kostnader samanlikna med metodar som krev omfattande etterbehandlingsmaterialfjerning, som nokre typar presisjons CNC-maskinering.
Større industribransjar og bilstøyping:
Vi ser industriell støpeforma som ryggraden i moderne amerikansk produksjon. Det gir den hastigheita og presisjonen som krevst for sektorar som ikkje har råd til nedetid eller delfeil. Frå bilen du køyrer til medisinske utstyr på sjukehus, nøyaktige støpekomponentar sikrar høg ytelse i krevjande miljø.
Kjernesektorar vi beten oss for
- Bilindustri: Dette er det største marknaden for våre delar. Vi produserer kritiske motor komponentar, transmisjonskassar og komplekse El-batterihus designet for termisk styring og kollisjonssikring.
- Luftfart: Vekt er alt her. Vi produserer høgstyrke brakettar og strukturelle element som reduserer drivstofforbruket medan dei opprettholder sikkerheit.
- Elektronikk: Vi spesialiserer oss på varmeavleiarar, EMI/RFI-skjermede innkapslingar og kontaktar som held moderne teknologi kjøleg og beskytta.
- Industriell maskineri: Vår fasilitet leverer tungt utstyr for utstyrsproduksjon, inkludert pumpehus, ventilkroppar og girkasse som taklar høgtrykkmiljø.
- Medisinsk & Fornybar energi: Vi tilbyr holdbare komponentar for solinvertere og vindturbinar, samt spesialiserte medisinske utstyrshus som krev strenge biokompatibilitet og presisjon.
Søknadsdeling
| Bransje | Typiske støpeformer | Primær fordel |
|---|---|---|
| Elbil / Bilindustri | Motorhus, strukturelle søyler | Vektreduksjon og høg styrke |
| Industriell | Girkasser, hydrauliske ventilar | Holdbarheit og lekkasjesikre tetningar |
| Telekommunikasjon | 5G-basestasjonshus | Utmerka varmeavleiring |
| Luftfart | Drivstoffsystemdeler, innvendige rammer | Strenge toleransar og låg vekt |
Ved å fokusere på desse høgrisikoindustriane, sikrar vi vår industriell støpeforma prosessar møter dei spesifikke regulative og ytelsesbehovene til våre amerikanske partnarar.
Smarte dukkstøpt delar design retningslinjer
Få mest mogleg ut av industriell støpeforma startar ved teiknebordet. Å designe med prosessen i tankane sikrar at vi oppnår nær-net-form-produksjon effektivitet, reduserer avfall og sekundære kostnader. For å få dei beste resultata, følg desse kjerneprinsippa for design:
- Oppretthald jamn veggtykkleik: Mål for konsekvente veggar for å sikre jamn avkjøling. Dette hindrar krumming og indre stress. Om du treng ekstra styrke, bruk ribber i staden for å forsterke heile seksjonen.
- Inkluder utkastvinklar: Riktig utforming (vanligvis 1° til 3°) er avgjerande for å la delen bli utstøytt frå verktøyet utan å dra eller skade overflata.
- Bruk filletar og radiusar: Skarpe hjørne er stresstopp. Å legge til generøse filletar betre metalstrømmen og forlenger levetida til forma.
- Strategiser delingslinjer og utkastar: Planlegg kor forma deler møtest og kor pinnane vil presse ut delen. Å plassere desse i ikkje-kritiske område held det estetiske reint.
- Optimaliser ribbedesign: Ribbar gir strukturell integritet medan dei held delen lett. Som ein erfaren aluminiumstøyperiprodusent for tilpassa presisjonsdelar, anbefaler vi ribbar som er litt tynnare enn hovudveggen for å unngå setningsmerker.
Unngå feil og prototyping
Å unngå porøsitet og krympingsfeil, fokuserer vi på inngjerdingsdesign og termisk balanse. Høytrykkssprøyting er kraftig, men innestengt luft kan vere ein stille drep for delens integritet. Før vi forplikter oss til fullt stålverktøy, anbefaler vi alltid prototypefasen. Bruk av CNC-maskinering eller 3D-utskrift for å teste forma og passformen sparer tusenvis i potensielle omverktøyingskostnader seinare. Riktig planlegging sikrar at industriell støpeforma prosjektet går frå konsept til høgvolumsproduksjon utan dyre avbrot.
Kvalitetskontroll og testing i industriell trykkstøyping
Kvalitet er ryggraden i drifta vår. Når vi handter industriell støpeforma, presisjon er ikkje berre eit mål—det er eit krav. Vi bruker avansert vi brukar avanserte kvalitetskontrollprotokollar for støping av døyar.
for å oppdage feil før dei i det heile tatt forlet verkstaden, og sikre at kvar del møter dine nøyaktige spesifikasjonar.
Sanntids overvaking under produksjonen nøyaktige støpekomponentar:
- Vi ventar ikkje til ein del er ferdig for å sjekke for problem. Systema våre overvakar kvar maskin syklus i sanntid, og følgjer kritiske variablar for å oppretthalde integriteten til Injeksjonstrykk: støypeverktøy.
- Temperaturkontroll: Sikre konsekvent metallstrøm inn i.
- Syklus Timing: Oppretthalde ein strengt rytme for å unngå kjølevariasjonar.
Ikke-destruktiv testing (NDT)
For å sikre strukturell integritet, brukar vi ei rekke av testing og kvalitetskontrolltiltak som verifiserer den indre helsa til metallet utan å skade delen.
- X-ray inspeksjon: Identifisere indre porøsitet eller innkapslingar som kan svekke strukturen.
- Fargingsmiddel: Fangar små overflatesprekker usynlege for det blinde auge.
- Trykktesting: Essensielt for bilproduksjon med trykkstøping lik hus og ventilkroppar som må forbli tettsikre under stress.
Sertifisering og globale standardar
Vi opprettholder full materialsertifisering og sporbarheit for alt støpelegeringar behandla i vårt anlegg. Vår forplikting til fortreffeligheit er støtta av etterleving av dei mest strenge bransjestandardane:
- ISO 9001: For konsekvent kvalitetsstyringssystem.
- IATF 16949: Oppfyller dei høge kravene i den globale bilforsyningskjeda.
- Dimensjonsverifisering: Bruke CMM (Koordinatmålemaskiner) for å sikre stramme toleranse støpeskaping resultat kvar gong.
Siste trendar som formar industriell støpeskaping
Landskapet av industriell støpeforma er i rask utvikling for å møte kravene i eit høgteknologisk globalt marked. Som ein spesialisert alloy støperifabrikk, ser vi ei stor endring mot integrasjon, automasjon og ekstrem presisjon.
Mega Casting og Giga Casting
Kanskje den største forstyrringa i industrien er overgangen mot Mega støping (også kjent som Giga støping). I staden for å montere hundrevis av stempla delar, ser vi no produksjon av massive, einskilddelte strukturelle komponentar. Dette er spesielt utbreidd i bilsektoren, der støping av heile bakre understell som ein einheitleg del reduserer vekt og monteringskompleksitet betydelig.
Avansert vakuum- og semi-fast prosessar
For å oppnå romfartskvalitet integritet, legg vi stor vekt på vakuumstøyping i trykkforma.
- Porøsitetskontroll: Ved å trekke eit vakuum i forma, eliminerer vi fanga luft, noko som er kritisk for delar som krev varmebehandling eller sveising.
- Semi-fast prosessering: Denne teknikken lar oss arbeide med metall i ein “slushy” tilstand, og kombinerer fordelane med støping og smiing for å produsere delar med utrolige tettheter og mekaniske eigenskapar.
Industri 4.0 og Automatisering
Den moderne produksjonslinja er smartere enn nokon gong. Vi integrerer robotikk og Overvaking av Industri 4.0 for å sikre total konsistens på høgvolumsproduksjon.
- Sanntidsdata: Sensorar følgjer injeksjonstrykk, stempelhastigheit og formtemperatur i sanntid for å oppdage feil før dei oppstår.
- Automatisert trimming: Robotikk handterer uttak og trimming av delar, noko som aukar tryggleik og gjennomløp.
EV-revolusjonen og lettvekting
Økningen i elektriske kjøretøyapplikasjonar har fundamentalt endra våre materialprioriteringar. Vår fokus er no på høgtytande aluminium- og magnesiummiksar som tilbyr dei beste styrke-til-vekt-forholda.
- Batterihus: Lage tynne, komplekse innkapslingar som beskyttar sensitive celler medan dei handterer varme.
- Berekraft: Vi ser eit enormt press for bærekraftige legeringar og lukka-slyng resirkuleringssystem, som bruker sekundæraluminium for å redusere miljøpåverknaden av industriell støpeforma utan å ofre delarprestasjon.
Velje den rette industrielle støypesmøringspartneren
Velje ein OEM-diecastingprodusent er ei høgrisiko avgjersle som direkte påverkar produktet ditt sin prestasjon og bunnlinja di. Du treng meir enn berre ein leverandør; du treng ein partner med den tekniske djupna til å handtere alt frå høgtrykkstøping til kompleks etterbehandling.
Vesentleg utstyr og evne
Når du vurderer ein partner, er det det første å evaluere maskinparken deira. Ein allsidig verkstad må tilby eit breitt tonnasjeområde (200T–3500T). Desse store tonnasje trykkforma-maskiner tillate produksjon av alt frå små, intrikate elektronikkhus til massive strukturelle bildeler. Vidare er det å ha innandørs trykkforma-verktøy evner ufravikelige for å oppretthalde stramme toleranse støpeskaping standardar og redusere totale prosjektfristar.
Hastigheit og Presisjon
På det amerikanske marknaden er tid til marknad alt. Vi prioriterer rask prototyping for å validere design før fullskala produksjon. Denne fasen er kritisk for å følgje døypeforma deldesignretningslinjer og unngå kostbare revisjonar seinare. Enten du hentar inn komponentar frå ein ventilstøpefabrikk for tilpassa OEM-ventilhus eller utviklar eit nytt motorhus, er fleksible leveringstider forskjellen på å leie marknaden og å falle bakpå. Mens nokre tungt brukstilfeller kan krevje ein stålstøpebedrift for spesifikke materialeigenskaper, for døypeforma er framleis gullstandarden for høgvolums presisjon.
Kritiske spørsmål for din leverandør
| Evalueringskriterier | Kvifor det er viktig |
|---|---|
| In-House Verktøy | Sikrar raskare reparasjonar og betre kontroll over muggsoppkvalitet. |
| Kvalitetssertifiseringar | Søk etter ISO 9001 eller IATF 16949 for bilproduksjon med trykkstøping. |
| Materialekspertise | Kan dei handtere spesifikke støpelegeringar som A380 eller magnesium? |
| Sekundære tenester | Tilbyr dei CNC-maskinering og overflatebehandling internt? |
Vastmaterial Fordel
Vi har bygd vårt rykte på å vere ein ein-stopp-løysing for industriell støpeforma. Ved å integrere avansert vakuumstøyping i trykkforma teknologi og nær-net-form-produksjon, minimerer vi avfall og maksimerer styrke. Vår anlegg er utstyrt med den nyaste teknologien for nøyaktige støpekomponentar, og sikrar at kvar del møter dine nøyaktige spesifikasjonar frå fyrste forsøk til det siste.
- Full Tonnasje Støtte: 200T til 3500T kapasitet for å håndtere alle delstørrelser eller kompleksitet.
- Fullstendig Tjeneste: Vi håndterer alt frå initial designhjelp til sluttbehandling av overflaten.
- Rigid Kvalitetskontroll: Vår vi brukar avanserte protokoll inkluderer røntgen- og trykktesting for å sikre strukturell integritet.
FAQ: Vanlege spørsmål om industriell støpejernsproduksjon
Vi håndterer høgvolumsproduksjon kvar dag, og desse er dei mest vanlege spørsmåla vi får frå våre partnarar angåande industriell støpeforma prosessen.
Kva materialar blir mest brukt i industriell støpejernsproduksjon?
Det aller meste av prosjekta brukar aluminiumstøypesmør som A380 eller ADC12 fordi dei tilbyr den beste balansen mellom vekt, styrke og kostnad. Sink blir foretrukket for delar som krev svært tynne veggar eller kompleks plating, medan magnesium er det foretrukne for maksimal vektreduksjon. Å velje det rette aluminiumsgraden for støping er det første steget for å sikre at delen din fungerer under press.
Korleis samanliknar døyingsstøyping seg med CNC-maskinering for store volum?
Samtidig som CNC-maskinering er flott for prototyping, høgtrykkstøping er vesentleg meir kostnadseffektivt for masseproduksjon. Når den støypeverktøy er oppretta, kan vi produsere tusenvis av nøyaktige støpekomponentar med mykje raskare syklusar og langt mindre materialavfall enn subtraktiv maskinering.
Kva er den typiske leveringstida for nye døyingsverktøy?
Å byggje høgkvalitetsformer tek vanlegvis mellom 6 til 10 veker. Dette inkluderer designfasen, verktøyfabrikkering og innledende prøvetaking (T1-prøver). Vi fokuserer på å få verktøyet riktig første gang for å sikre langvarig produksjonsstabilitet.
Kan industriell trykkstøping oppnå toleranser i luftfartsklasse?
Ja. Ved å bruke avanserte nøyaktige støpekomponentar teknikker og sekundær CNC-etterbehandling kan vi oppnå ekstremt stramme toleranser. For kritiske applikasjoner bruker vi ofte vakuumassistert støping for å eliminere porøsitet, og møte de strenge strukturelle kravene i luftfarts- og medisinsk industri.
Hvilke minimumsbestillingsmengder (MOQs) er realistiske?
Som ein OEM-diecastingprodusent, vi ser vanligvis etter bestillinger på minst 500 til 1000 enheter for å dekke oppstartskostnadene. Sidan prosessen er designa for høg hastigheit, fell kostnaden per del markant etter kvart som volumet aukar.
- Hovudmaterialar: Aluminium, Sink, Magnesium.
- Volumstyrke: Beste for 1 000+ delar.
- Verktøyets levetid: Overgår ofte 100 000 støt for aluminium.
- Nøyaktigheit: Nær-nett-form med minimal sekundærarbeid.


