Presisjonssliping og høgpresisjonssliping
Fjern usikkerheita frå dine kritiske komponentar. Vi leverer målbare, mikronpresise dimensjonar og eksepsjonell kontroll på overflatefinish Ra for komplekse geometriske former, varmebehandla legeringar og presisjonsstøypingar.
Overflatefinish (Ra)
Oppnå ultraslett tekstur tilpassa materialtype med integrert overflatebehandling planlegging. Overlegen kontroll på overflatefinish Ra ned til 0,1 μm til 0,8 μm for tetningsflater og høgfriksjonsapplikasjonar.
Dimensjonsnøyaktigheit
- Planheit: Stabil innanfor mikronnivå
- Rundheit: Høgpresis sylindrisk kontroll
- Konsentrisitet: Stram toleranseverifisering
Batch-repeterbarheit
Oppretthald streng SPC-einskap frå rask prototyping til høgvolumsproduksjon. Dimensjonskontroll er nøye låst for å minimere avvik på kritiske tilpassingsflater.
Tilpassing til kompleks geometri
Utvikla for å løyse deformasjon i tynnveggsseksjonar, uregelmessige støypegeometriar og herdede overflater som vanleg fresing og dreiing ikkje kan stabilisere.

*Merk: Målretta kapasitetar blir tilpassa etter teikningskrav. Den endelege ingeniørtilnærminga avheng av delstruktur, materialtype, status for varmebehandling og oppspenningsoppsett. Vastmaterial vurderer dine støypeavvik og datumar under DFM for å sikre påliteleg gjennomføring.
Overvinne kritiske komponentutfordringar med CNC-slipingstjenester
Når standard CNC-fresing og CNC-snekring når de når sine tekniske grenser, vert presisjonslipping essensielt. For høgkomplekse metallstøypingar og kritiske industrielle komponentar, løys våre tilpassa slipeløysingar vanskelege dimensjonsfeil, alvorleg materialdeformasjon og krevjande overflatefinishkrav.
Toleranseustabilitet & Ettervarmebehandling deformasjonsfeil
Utfordringa: Høgtemperatur varmebehandling og ekstrem materialhardheit induserer regelmessig strukturell deformasjon og uforutsigbar dimensjonsdrift. Konvensjonelle kutteverktøy slit raskt ut og deformerer, noko som fører til utav-toleranse partiar på herda investeringsstøypingar.
Løysinga: Harda materiale sliping med spesialiserte slipingskveldar fjerner enkelt overskott etter varmebehandling. Vår CNC-slipingstjeneste oppfyller strenge toleransekrav ned til mikronnivå, korrigerer termisk krumming og stabiliserer sluttmåla.
Ideell for: Harda rustfrie ståldeler, kraftige girakselar og varmebehandla investeringsstøyping-arbeidsområde.
Strenge overflatefinish Ra-krav for samanbindingsflater
Utfordringa: Høgtrykkssystem for væske, dynamiske tetningar og friksjonskritiske grensesnitt krev ein ultra-glatt overflatefinish (ofte Ra 0,4 µm eller lågare). Standard fresingsbanar etterlet synlege verktøymerker, mikroskopiske riller og retningsbøygjer som fører til tidlegare tetningsslitasje og lekkasjar.
Løysinga: Optimalisert presisjons- og sylindrisk sliping eliminerer retningsavhengige maskineringsmønster. Vi kontrollerer mikroskopiske krysshakkmønster for å oppnå utmerka flatheit og tverrsnitts-konsistens, noko som radikalt forbedrar væskeretensjon og slitasjemotstand.
Ideell for: Industrielle pumpe tetningar, høgtrykk ventilseter, hydraulikkstemplar og romfartsfluidkontrollkomponentar.
Krevjande geometriske, rundheits- og flatheitskrav
Utfordringa: Fleraksede komplekse delar krev ofte koncentricitet, rundheit og vinkelrettheit innan ±0,005 mm. Standard arbeidsfeste og asymmetriske støypingsgeometrar skaper delbøying under dreiing, noko som fører til høge avvisningsratar for kritiske formtoleransar.
Løysinga: Ved bruk av dedikert intern sliping, sentrumslipping og synkroniserte fleraksede konfigurasjonar, sikrar vi strenge geometriske kontrollar. Vår oppsett isolerer maskineringsstress frå delstrukturen for å sikre at koncentricitet og sirkularitet forblir feilfrie under høgvolumsproduksjon.
Ideell for: Romfarts turbinekomponentar, høghastighets spindeljournalar, flerstegs kompressorhjul og kritiske ventilkomponentar.
Batch-til-batch dimensjonsnedgang i høgvolumsproduksjon
Utfordringa: Verktøyforringelse under langvarige produksjonsløp introduserer dimensjonsdrift. For komplekse samansetjingar som krev presis innfesting eller overgangspassformar, forårsakar små variasjonar på tvers av støypingbattar samlebandsproblemer og feltfeil.
Løysinga: Automatisert hjuljustering, kontinuerleg måling under prosessen og sanntids SPC-kvalitetsstyring oppretthaldar identiske slipingsparametrar frå den første til den femti tusende delen. Denne grundige tilnærminga minimerer avfall og eliminerer behov for etterfølgjande samlebandsjusteringar.
Ideell for: OEM-industrielle maskindeler, presisjonsunder-assemblies og delar til tungt utstyr som krev null-feil integrasjon.
Når bør ein spesifisere presisjonsliping kontra fresing og dreiing
Ekstrem materialhardleik
Vanlege einskildpunkts dreie- og fresereiskap kan ikkje effektivt skjere hardbelagde material. Lipeprosessar handterer herda verktøystål, kobolt-krom superlegeringar, nikkelbaserte varmebestandige legeringar, og høytemperaturlegering kvalitetar utan mikrosprekkar eller brot.
Submikron dimensjonstoleransar
Når teikningar krev dimensjonskontroll under ±0,01 mm, gjer verktøyavbøying standard maskinering upraktisk. Moderne CNC-lipeanlegg nyttar stive spindlar og mikro-matingsteknologi for å oppnå submikron-parametrar med full gjentakbarheit.
Spekulær overflatefinish Ra-spesifikasjonar
For kritiske bruksområde der væskebypass må forhindrast heilt eller friksjonsslitasje må minimerast drastisk, oppnår sliping eksepsjonelle spekulære finishar ned til Ra 0,1 µm, ein standard som ikkje kan oppnåast med vanleg maskinering.
Proaktiv ingeniøroptimalisering: Be om gratis DFM-gjennomgang
Før ein sluttfører innkjøpsplanar, er ei grundig Design for Manufacturability (DFM)-gjennomgang avgjerande for å optimalisere kostnader. Vårt ingeniørteam analyserer sentrale teikningsdetaljar for å optimalisere støypeavvik, forbetre referansestrukturar for å avgrense toleransestabling, og stadfeste riktige slipeprosessar. Denne tidlege tilpassinga eliminerer dyre endringar under fullskala produksjon.
Presise CNC-slipeprosessar og løysingar
Å velje rett slipeprosess er avgjerande for å oppnå mikron-nivå toleransar og spesifikke overflatestrukturar. Vi tilbyr eit komplett utval av slipeprosessar optimalisert for investeringsstøypte delar og komplekse maskinering komponentar.

Plansliping
Ideell for etterbehandling av flate flater, referanseplan og store industriplater. Vi nyttar plansliping for å sikre eksepsjonell planheit og parallellitet på kritiske anleggsflater.
- Oppnår overlegen planheit og Ra-overflatefinishar
- Presis tjukkleikskontroll for skims og avstandsplater
- Effektiv på herda verktøystål og varmebehandla støypeemne

Sylinderisk sliping
Fokusert på ytre diameter (OD) av akslar, rotorar og trinna sylindrar. Denne prosessen sikrar høgpresis rundheit og konsentrisitet for roterande samlingar.
- Stram OD-toleranse og kontroll av kast for akslar
- Kan slipe koniske og fleirdiameter-profilar
- Avgjerande for komponentar til luftfart og høghastighetsmotorar
Innvendig sliping
Presisjonsfinish for borehol, hylser og innvendige diameter (ID). Vi sikrar streng sylindrisitet og nøyaktig holstorleik der boring eller honing ikkje oppfyller spesifikasjonar.
- Høgpresis borestorleik for lagerpass
- Jevne ID-finishar for hydrauliske og ventil-sylindrar
- Handterer komplekse blinde hol og innvendige skuldre

Senterlaus sliping
Ei høgeffektiv løysing for storproduksjon av lange akslar, pinnar og hylser. Denne metoden eliminerer behovet for senter, og reduserer oppsettstid.
- Rask gjennomstrøyming for store parti av sylindriske delar
- Eksepsjonell dimensjonskonsistens på tusenvis av einingar
- Ideell for smådiameterstavar og delar med høg lengde-breidde-forhold
Ingeniørråd: Val av prosess
Når du bør prioritere sliping
- Når materialhardheit (HRC 45+) hindrar effektiv fresing eller dreiing
- For å rette opp dimensjonsforvrenging etter varmebehandling
- Når det krevjast Ra 0,4 eller betre overflatefinishar for pakkningar
- For kritiske GD&T-krav som under 0,01 mm konsentrisitet
Effektivitet og kostnadsoptimalisering
- Bruk senterløst sliping for å redusere stykkprisen på enkle akslar
- Optimaliser støypeavslag for å minimere unødvendige slipingar
- Kombiner sliping med oppstrøms CNC-dreiing for total geometrisk kontroll
- Tidleg DFM-gjennomgang hjelper å unngå for mange oppsett og spesialverktøy
Alt-i-ett etterbehandling
Vastmaterial integrerer støyping, varmebehandling og sliping internt for å eliminere kumulative toleransefeil mellom ulike leverandørar.
Meistring av harde materialar
Vi spesialiserer oss på presisjonssliping av vanskelege legeringar, inkludert rustfritt stål, varmebestandige superlegeringar og herda verktøystål.
Verifisert presisjon
Kvar slipt komponent blir verifisert med CMM og overflateprofilometer, slik at planheit, rundheit og Ra-mål er fullt dokumentert.
Avansert materialkompetanse og presisjonssliping etter støyping
Oppnå submikron-toleransar på Investeringstøyping krev djup forståing av metallurgi og spesialisert finbearbeiding. Som eit dobbelkompetent støperi og presisjonsmaskinverkstad, byggjer Vastmaterial brua mellom rå støypegeometri og dei krevjande krava til sekundær CNC-sliping. Vi eliminerer risikoen med fleire leverandørar ved å styre heile prosesskjeda, og sikrar at dine nær-nett-forma komponentar blir slipt til nøyaktige teikningsspesifikasjonar utan dimensjonsavvik eller strukturell nedbryting.
Vårt anlegg er fullt utstyrt for sliping av rustfritt stål, varmebestandig stål, seigt karbonstål, låglegert stål, høgtemperatur superlegeringar og ikkje-jernhaldige legeringar. Fordi vi analyserer korleis støypemikrostruktur, korngrenser og delingsliner oppfører seg under høg belastning ved sliping, tilpassar vårt ingeniørteam spesifikke hjulhastigheiter, matingshastigheiter og kjølestrategiar til den eksakte metallurgiske fasen på dine delar.
Viktige kontrollpunkt for maskinering etter støyping av investeringsstøypte delar
- Støypeavslag og datumjustering: Vi designar råstøypeforma med optimaliserte maskineringsavslag spesifikt utrekna for sliping med slipeskive. Ved å etablere robuste datumsystem allereie frå støypefasen, forhindrar vi opphoping av feil og sikrar at dine kritiske indre diametrar, ytre diametrar og flateprofilar stemmer perfekt under sluttmontering.
- Verknad av varmebehandling og spenningsstyring: Termisk etterbehandling etter støyping kan føre til restspenningar og ujamn materialhardleik. Vastmaterial løyser dette ved å bruke trinnvis grov- og finsliping. Vi integrerer kontrollerte spenningsavlastingssteg mellom maskineringssyklusane, som reduserer mikrodeformasjon for å bevare nøyaktig planheit, rundheit og konsentrisitet.
- Førebygging av overflatefeil og kontroll av integritet: Komponentar med høglegering og varmebestandig materiale er svært utsette for slipingbrann, mikrosprekker og fasetransformasjonar under friksjon. Prosesskontrollen vår baserer seg på streng kontinuerleg virvelstraum- eller magnetpulvertesting, optimal kjølevæsketilførsel og nøyaktige innstillingar for slipeskive for å oppretthalde feilfri overflatefinish Ra-verdiar og fullstendig mikrostruktur-integritet.
Ved å samarbeide med Vastmaterial får du tilgang til ein integrert ingeniørarbeidsflyt der støypemetallurgi direkte påverkar CNC-sliparparametrar. Denne samla tilnærminga minimerer skrapprosenten, garanterer prosesskapabilitetsindeksar og leverer monteringsklare komponentar for dei mest krevjande industrielle miljøa i verda.

Typiske delar og bruksområde i industrien
Vastmaterial leverer høgpresise OEM-slipetenester tilpassa krevjande industrielle miljø. Ved å binde saman maskinering av investeringsstøyping med avansert finsliping med tronge toleransar, betener vi kritiske sektorar som krev eksepsjonell dimensjonskontroll, nøyaktig planheit, rundheit og konsentrisitet på komplekse geometriske former.

Komponentar til flymotorar
Spesialisert sliping for luftfart på høgtemperaturlegeringar og sikkerheitskritiske framdriftskomponentar. Vi held mikronpresise toleransar på krevjande superlegeringar for å sikre strukturell integritet under ekstreme termiske påkjenningar.
- Ekstremt tronge geometriske toleransar for påliteleg passform mellom rotor og stator
- Streng kontroll av overflatefinish Ra for å hindre termisk utmatting og sprekkdanning
- Repeterbar prosessering av varmebestandige turbinmonteringar

Turbinkomponentar til kraftproduksjon
Presisjonssliping for tunge gass-, damp- og vindturbindelar. Prosessen vår eliminerer støypeforvrenging og mikrofeil, og gir overlegen planheit og konsentrisitet for store roterande maskinar.
- Nøyaktig kontroll av planheit og rundheit for sikre bladseter
- Konsentrisitet og kastkontroll for roterande akslingar
- Styrt materialfjerning for å integrere spenningsavlasting etter sliping

Ventilkjerner, seter og tetningsflater
Høgytelses sliping av ventilseter og innvendig sliping for væskehandteringssystem. Vi oppnår speilblanke overflater som krevjast for metall-mot-metall tetning og null lekkasje.
- Submikron overflatefinish Ra-mål for hermetiske tetningar
- Mikrogeometri-optimisering for å eliminere fluidomgåing og friksjon
- Ekspertsliping av herdede rustfrie stål og koboltbaserte legeringar

Industriutstyrs lagre, flenser og koblinger
Høg-effektivt sylindrisk sliping og sentrumslipping for tunge maskindeler. Vi optimaliserer sammenfogningsflater på strukturelle lenker, hydrauliske ermer og kraftige koblinger for sømløs montering.
- Streng kontroll av toleransehauging for innvendige og utvendige mål for fler-delte passformer
- Perpendicularitet og avvikskontroll for høghastighetskomponentar
- Høgvolums batch-konsistens gjennom automatiserte SPC-protokollar

Presisjonssmelting etterbehandling
Dedikert etterbehandling for investeringsstøpeprosesser. Vi eliminerer gapet mellom råstøpe-toleranser og ferdige presisjonsmål, og styrer materialets unike støpestruktur utan å introdusere stressfeil.
- Strategisk optimalisering av støpe-toleranser basert på strukturelle datamål
- Korrigering av komplekse forvrengningar forårsaka av varmebehandling etter støping
- Avansert sliping for å forhindre brenning og eliminere underflateskader

Skreddarsydde og spesialiserte bruksområde
Skreddarsydde CNC-slipetjenester for tynne veggkomponentar, ikkje-standard geometriar og proprietære legeringsdeler. Vi samarbeider tett med ditt R&D-team for å navigere unike tekniske krav under fullstendig konfidensialitet.
- Full NDA-beskytta ingeniørutvikling og kommersielle produksjonskjøringar
- Fleksibel skalering frå rask prototyping til full masseproduksjon
- Omfattande DFM-gjennomgangar for å minimere produksjonsrisiko og einingskostnad
Kjerne-slipingmål på tvers av alle bruksområde
Nøyaktighet på sammenfogningsflater
Oppnå framragande dimensjons- og geometriske toleransar for å sikre flytande montering, eliminere fysisk mismatch og redusere sekundære justeringar på benken under systemintegrasjon.
Tettseingasgrensesnittkvalitet
Forbetre kontaktflater til nøyaktig flatheit og låge overflatefinish Ra-mål, avgjerande for å forhindre gass- eller væsklekkasjar under høgtrykk og vakuumparametrar.
Slitasjemotstand
Utvikle jamne, låge-friksjon overflate-texturar som reduserer mekanisk slitasje, minimerer friksjonshit og forlenger driftsliv i høgsyklus-system.
Parti-stabilitet
Dele opp robuste, standardiserte hjul-tilpassings- og slipingsprotokollar for å replikere identiske fysiske profileringar over tusenvis av produksjonsdeler i successive parti.
Kvifor Velje Vastmaterial for Dine Presisjons- og Slipingsbehov
Vastmaterial skil seg ut som ein integrert CNC-slipeprodusent med djupt grunnlag i investeringsstøping og fleraksla maskinering. Ved å styre heile forsyningskjeda – frå støping og varmebehandling til sluttfinish og tilhøyrande overflatereing – eliminerer vi dei vanlege kumulative feil som oppstår når delar flyttast mellom frakoblede underleverandørar.
Vår ingeniørfokuserte mentalitet sikrar at før sliping, vert teikningane dine for komponentar gjennomgått ein grundig design-for-produksjons (DFM) vurdering. Vi analyserer støpeavvik, klemmebelastningar og verktøyengasjement tidleg for å unngå kostbare feil, og betener over 100 langsiktige globale kundar med sporbar ingeniørdata.
Utstyrt for stor-skala kontraktsproduksjon, har våre fasilitetar ein månadleg produksjonskapasitet på 1,3 millionar presisjonsdeler. Produksjonslokala våre har fleire CNC-slipe-linjer som dekker overflat-, sylindrisk-, innvendig- og sentrumsliping for å bearbeide harde metalllegeringar, rustfritt stål og legeringsstål påliteleg.
Gjennom langsiktige akademiske og industrielle forskingspartnarskap forbetreier vi kontinuerleg hjul-tilpassings-teknikk og kjølemetodar for å fullstendig undertrykke slipingsbrent og mikrosprekkerisikoar. Kvar parti er støtta av verifiserte inspeksjonsdokument, som gir moderne innkjøpsgrupper full oversikt over forsyningskjeda.
Konfidensialitet og Leveringsgaranti
Vi opprettholder sikre ingeniørarbeidsflytar, signerer og respekterer formelle NDA-ar for å beskytte din proprietære intellektuelle eigedom. Alle tilpassa delar blir slipt, inspisert og validert strengt i samsvar med dine teikningar, materialspesifikasjonar og geometriske toleransar.
Uansett om du verifiserer eit lågvolums luftfartøydesign eller planlegg høgvolums produksjon av industrielle ventilar, balanserer Vastmaterial fleksibel kapasitet med robuste kvalitetskontrollar for å sikre punktleg levering til globale frakt- og monteringslinjer.
Frå teikning til levering: CNC-slipeprosess og arbeidsflyt
Hos Vastmaterial garanterer vår transparente, reviderbare presisjonsarbeidsflyt fullstendig reproduserbarheit, overflatestyrke og punktleg frakt. Alle ingeniør- og produksjonsfaser – frå initial DFM-teikningsanalyse til sluttpakking av komponentar – er strengt kontrollert for å eliminere dimensjonsavvik og oppfylle strenge toleransekrav for dine kritiske støpte og maskinerte delar.
Teikning- og teknisk spesifikasjonsgjennomgang (DFM)
Våre applikasjonsingeniørar vurderer teikningane dine innan 24–48 timar. Vi verifiserer grundig kritiske dimensjons-toleransar, geometriske datumar, målte overflatefinish Ra-verdier og overflatereing saman med etter-sliping inspeksjonsmetodar. Denne proaktive fasen sikrar fullstendig samsvar om materialkarakteristikkar og forventningar før montering av hjul.
- • Detaljert analyse av geometrisk dimensjonering og toleransar (GD&T), inkludert flatheit, rundheit og concentricitet
- • Verifisering av rå investeringstøypeavvik, referansedatumar og fastklemmingsmoglegheit
- • Samordning av mål for overflateruheit (Ra) og kriterium for ikkje-destruktiv testing (NDT)
- • Vurdering av materialets maskinerbarheit, noverande tilstand for varmebehandling og hardheitsvariasjonar
Prosessruting og maskineringsplanlegging
Vi utarbeider eit tilpassa, fleirstegs prosesskart som viser grovsliping, halvfinishing og sluttfinishing av slipande pass. For høglegerte investeringsstøypeemne integrerer vi strategisk termiske operasjonar og spenningsavlastande syklusar for å motverke materialavbøying og stabilisere mikrostrukturane gjennom store produksjonspartiar.
- • Sekvensiell planlegging av grov- og finslipingsoperasjonar med optimaliserte hjulparametrar
- • Planlegging av spenningsavlastande anløping eller varmebehandling etter maskinering for å hindre mikroforskyving
- • Tilpassa fordeling av støypeemnets materialtillegg for å hindre for tidleg tilstopping av slipesteinen
- • Strategisk val av slipemiddel (CBN, Al2O3 eller silisiumkarbid) tilpassa legeringa di
Tilpassa oppspenningsdesign og presis referanseoppsett
Dimensjonsnøyaktigheit på mikronnivå krev feilfri oppspenning. Ingeniørane våre designar og bygg dedikerte, stive oppspenningsinnretningar som eliminerer deformasjon frå klemming, strukturelle vibrasjonar og lokal avbøying. Solide referanseflater sikrar at sliping med tronge toleransar gir feilfri konsentrisitet og parallellitet.
- • Intern utvikling av dedikerte mekaniske, hydrauliske eller magnetiske oppspenningsinnretningar tilpassa teikningsreferansar
- • Optimalisering av klemmekraft og FEA-simulering for å eliminere deformasjon av tynnveggede komponentar
- • Fysisk førebuing, reingjering og kvalifisering av alle primære og sekundære referansepunkt
- • Kontroll av kast, total indikatoravlesing (TIR) og justeringsverifisering på maskinspindelen før sliping
CNC-slipingsutføring og prosessovervaking
Våre fleiraksede CNC-slipingssystem opererer under strenge, datastyrte parameterkontrollar. Mating, hjulhastigheit og høgtrykkskjølevæske blir synkronisert for å isolere termisk energi, og hindrar slipemerker, metallurgisk anløping og mikrosprekker. Sanntids tilbakemeldingssløyfer sikrar jamn materialfjerning og overlegen overflatefinish Ra-kontroll.
- • Dynamisk justering av mating og hastigheit basert på sanntids spindellast og materialmotstand
- • Høgvolums, målretta syntetisk kjølevæskefiltrering for å eliminere termisk stress og overflatebrenning
- • Automatiserte, programmerbare slipesteinsprofileringssyklusar for å oppretthalde optimal skarpheit og geometri
- • Kontinuerleg vibrasjonsanalyse og akustisk emisjonsovervaking for å redusere vibrasjonsmerke
Metrologi, CMM-måling og kvalitetsverifisering
Presisjon er berre så god som evna til å måle ho. Vi gjennomfører streng operatørprøvetaking under produksjon, saman med ein omfattande sluttkontroll i vårt temperaturkontrollerte målelaboratorium. Kvar kritisk utvendig diameter (OD), innvendig diameter (ID) og formkrav blir fullstendig validert og støtta av data før utslepp.
- • Koordinatsporing under prosess og statistisk prosesskontroll (SPC) for trendanalyse
- • CMM-inspeksjon for geometriske variablar inkludert planheit, sylindrisitet og konsentrisitet
- • Verifisering av overflateruheitsprofil ved bruk av kontaktprofilometer og optiske skannarar
- • Magnetpulver- eller fargepenetreringstesting for å stadfeste fullstendig fråvær av mikrosprekker og brannskadar
- • Full sporbarheit av parti med standard levering av dimensjonsinspeksjonsrapportar og materialsertifikat
Ultralydreingjering, rustførebygging og eksportpakking
Etter sluttinspeksjon vert alle ferdige komponentar grundig reingjorde for å fjerne slipjeolje og partiklar fullstendig. Vi behandlar overflatene med målretta rusthemjarar og pakkar elementa i solide, fuktbarrierande material tilpassa internasjonal transport. Dine komponentar kjem fram reine, beskytta og klare for umiddelbar montering.
- • Fleirstegs ultralydreingjering for å fjerne mikroabrasiv og kjølevæskerestar
- • Påføring av førsteklasses antirustoljer eller tørre VCI-filmar tilpassa lagringstid
- • Skreddarsydde skuminnlegg og vakuumpakking med fuktbarriere for å eliminere fysisk støtskade
- • Tydelig merking av yttereske med delenummer, innkjøpsdetaljar, partikodar og QC-godkjenningsstempel
- • Etterleving av internasjonale ISPM-15-trestandardar og trygg sjø-/luftfraktpakking
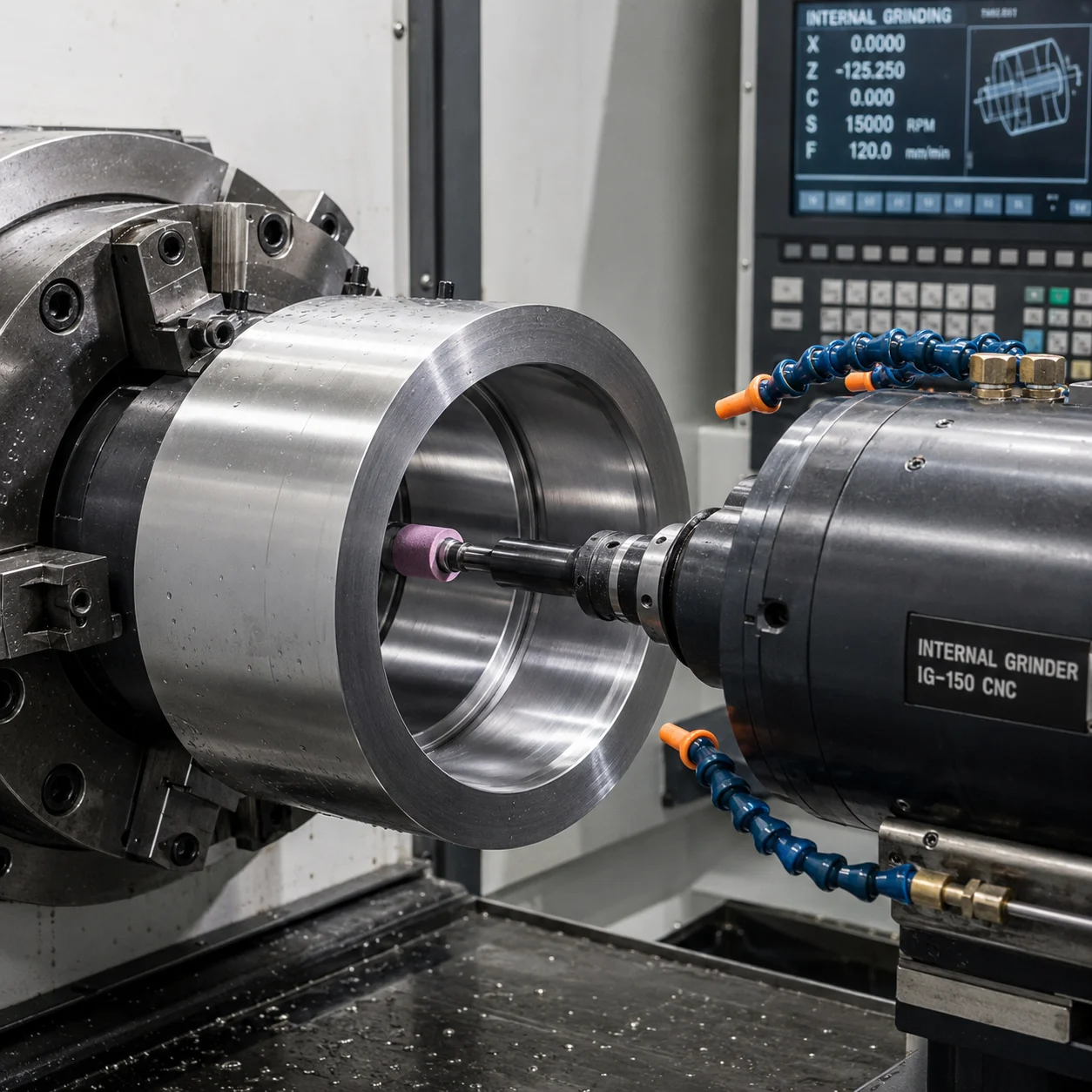
CNC-presisjonssliping i praksis
Utforsk presisjonen og effektiviteten til CNC (datastyrt) sliping, ein avgjerande prosess for å oppnå ultrafine overflatefinishar og særs stramme dimensjonstoleransar i moderne produksjon. Denne avanserte teknikken nyttar automatiserte system for å styre slipeskivene med høg nøyaktigheit, og sikrar at kvar komponent møter strenge kvalitetskrav.
Frå luftfart og medisinsk utstyr til bil- og verktøyindustriar er CNC-presisjonssliping uunnverleg for produksjon av høgytelsesdelar. Det aukar produktets haldbarheit, funksjonalitet og estetiske verdi ved å fjerne materiale med mikronpresisjon. Vår satsing på toppmoderne teknologi og fagkunnskap sikrar overlegne resultat sjølv for dei mest komplekse geometriar.
Sjå transformasjonen frå råmateriale til høgforfina komponentar, og vis krafta i automatisering for å oppnå uovertruffen nøyaktigheit og overflateintegritet.

Kvifor vår slipjeprosess vernar forsyningskjeda di
Utan kompromiss på sporbarheit
Kvar einaste produksjons- og inspeksjonssteg vert dokumentert, serialisert og kan reviderast. Du får fullstendige måledata og partiloggar for solid synlegheit i forsyningskjeda.
Ingeniørrisiko-tiltak
Vår grundige DFM-blåkopianalyse avdekkjer potensielle termiske forvrengingar, avvik i støypegodtgjersle og strukturelle svakheiter før produksjonen startar.
Fullstendig batch-konsistens
Ved å kombinere standardiserte CNC-prosesseringsskjema med strenge automatiserte slipeskive-intervall, leverer vi identisk presisjon på mikronnivå frå prototype til serieproduksjon.
Klar til å optimalisere CNC-slipingsprosjektet ditt?
Send inn dine komplekse ingeniørteikningar i dag for å få ei grundig produksjonsvurdering og eit nøyaktig kommersielt tilbod innan 24–48 timar. Vårt tekniske team er klare til å analysere toleransane dine, forbetre produksjonsreferansar og foreslå ein påliteleg, kostnadseffektiv prosess.
Støtta format: STEP, IGES, SolidWorks, PDF | Strenge NDA-protokollar vert følgde | Sømlaus global frakt
Kvalitetskontroll og presisjonsverifisering for CNC-sliping
Hos Vastmaterial er våre presisjonsslipetenester støtta av streng kvalitetskontroll for sliping. Vi sikrar at kvar maskinert investeringsstøype følgjer dine ingeniørteikningskrav og internasjonale produksjonsstandardar.
Lukka sløyfe kvalitetskontrollmetodar
Innkomande material- og emnekontroll
Vi reviderer innkomande investeringsstøyper for strukturell integritet, hardleik og spenningsnivå etter varmebehandling før dei når slipeskivene våre, for å hindre prosessfeil.
Dimensjonssporing under prosess
Inspeksjon i sanntid under overflate-, sylindrisk- og senterlaus sliping vernar mot slipeskader, termisk deformasjon og dimensjonsavvik.
Avslutting av avvik & SPC
Alle avvik utløyser umiddelbar rotårsaksanalyse, verktøyjusteringar og strenge isoleringsprotokollar for å sikre produksjonskonsistens frå prototype til masseproduksjon.
Målbare inspeksjonselement og geometriske eigenskapar
Kritisk dimensjonsanalyse
Verifisering på mikronnivå av ytre diameter (OD), indre diameter (ID), steghøgd og veggtykkleik for komplekse tilpassingsdetaljar.
GD&T form- og plasseringverifiseringar
Omfattande inspeksjon av rundheit, planheit og konsentrisitet ved sliping med avanserte automatiserte målesystem med fleire akser.
Overflatefinish Ra-vurdering
Profilometerinspeksjonar for å sikre spesifikke mikro-tommers overflatefinishkrav på kritiske industrielle tettingar og slitedelar til luftfart.
Registrering av nøkkeldimensjonar og statistisk prøvetaking
AQL-godkjende prøvetakingsplanar for batch kombinert med digital arkivering av data sikrar strukturell sporbarheit for krevjande industrielle revisjonar.


Streng etterleving av standardar for måleteknikk
Vastmaterial byggjer bru mellom presisjonsstøyping og ultratette toleransar. Vårt dedikerte målelaboratorium har avansert CMM-inspeksjon og spesialiserte verktøy for overflateanalyse for å stadfeste at kvar kompleks geometri stemmer perfekt med teikninga di.
Full materialsporbarheit frå rålegering til sluttbehandling med mikrofinishsliping
Tilpassa inspeksjonsrapportar (dimensjonsloggar, ruheitsmålingar) vert levert på førespurnad
Statistisk prosesskontroll (SPC) vert brukt på masseproduksjonslinjer for å følgje CPK-trendar
Streng etterleving av ISO-kvalitetsprotokollar og kundespesifikke ingeniørstandardar
Treng du verifiserbare inspeksjonsrapportar til prosjektet ditt?
Vi støttar våre krav om presis sliping med verifiserbare fysiske data. Kontakt vårt ingeniørteam for å gjennomgå prøverapportar frå CMM og overflatefinish før produksjonen startar.
Leverbare produksjonsspesifikasjonar: Planheit, rundheit og overflatekapasitetar
I staden for å kome med generelle presisjonskrav, gir Vastmaterial ei eksplisitt sjekkliste over dei geometriske, dimensjonelle og teksturparametra (inkludert overflatebehandling) vi rutinemessig leverer for kritiske støype- og maskinerte komponentar. Ved å optimalisere val av slipeskive, matehastigheit og oppspenning av delar, kontrollerer vårt produksjonsteam kompleks delforvrenging etter varmebehandling for å oppnå stramme toleransekrav ved sliping på krevjande industrideler.
Dimensjonskontroll
- • Presisjonspass for utvendig diameter (UD)
- • Innvendig diameter (ID) boringstilpassing
- • Mikronivå kontroll av tjukkleik
- • Trinnhøgd og samsvarande skuldre
- • Kritiske mål for presspass
Geometrisk form og kast
- • Plansliping for tetningsflater
- • Rundheit og sylindrisk profilnøyaktigheit
- • Konsentrisk sliping for konsentriske boringar
- • Koaksialitet og total indikatoravvik (TIR)
- • Rett posisjonsform etter teikningsspesifikasjonar
Overflatefinish og integritet
- • Overflatefinish Ra-mål til mikronnivå
- • Kryssmønsterkonsistens på tetningsflate
- • Presis avgrading og fasettarbeid på kantar
- • Førebygging av slipingsoverbrenning og mikrosprekker
- • Spenningsfrie passeringar for tynnvegga delar
Merknad om etterleving: De nøyaktige toleransane, planheit, rundheit og konsentrisitet som kan oppnåast, blir styrt av dei innebygde materialeigenskapane, komponentgeometrien, hardheit etter varmebehandling og grunnleggjande referansesystem. Vastmaterial kryssrefererer toleransane dine for investeringsstøyping med endelege CNC-slipemarginar under vår innleiande DFM-gjennomgang for å sikre repeterbar, verifiserbar samsvar med teikning.
Kvifor velje Vastmaterial for CNC-sliping
Frå rå investeringsstøypte delar til mikron-nivå endelege toleransar, samlar vi støyping, varmebehandling og presisjonssliping under eitt tak for å eliminere kumulative feil frå fleire leverandørar.
Integrert prosesskontroll
Vi styrer heile livssyklusen frå støypegeometri og maskineringsmarginar til spenningsavlastning og endeleg sliping, og reduserer risikoen for dimensjonsforvrenging og flaskehalsar i sluttbehandling.
Ekspertise på komplekse støypte komponentar
Spesialisert på handtering av tynnvegga geometrar, komplekse referanseoppsett og vanskelege materialar som rustfritt stål og høgtemperaturlegeringar utan mikrosprekker eller brannskadar på overflata.
Proaktiv DFM-samarbeid
Vårt ingeniørteam gir tilbakemelding på produksjon innan 24–48 timar, og optimaliserer oppspenning, slipemarginar og referanseplan for å sikre prosesskapasitet før produksjon.

Dokumentert produksjonskapasitet og kvalitet
1,3 millionar komponentar månadleg
Vår høgkapasitets presisjonsfabrikk handterer enkelt skalering frå rask prototypeevaluering til full kommersiell produksjon.
Global forsyningskjedepartner
Vi betener over 100 langsiktige internasjonale kundar innan luftfart, industrielle pumper, ventilar, turbomaskineri og energisektoren.
FoU og akademiske alliansar
Samarbeider med leiande forskingsinstitutt innan luftfart og metallurgiske laboratorium for å kontinuerleg vidareutvikle våre slipeteknikkar for avanserte varmebestandige superlegeringar.
Har du komplekse komponentar med stramme toleransar?
Last opp STEP-, IGES- eller PDF-teikningane dine i dag. Våre ingeniørekspertar vil gjennomgå toleransane, materialspesifikasjonane og referansane dine for å gi eit optimalisert produksjonsforslag.
CNC-sliping og presisjonsmaskinering: Ofte stilte spørsmål
Utforsk tekniske innsikter angåande høg-precision sliping, materialspesifikke vurderingar, produksjonsleietider og kvalitetsprotokollar. Våre tidlege ingeniørvurderingar hjelper med å redusere produksjonsrisikoar og optimalisere prosessar frå støpe til maskinering.
Når bør eit prosjekt bruke CNC-sliping i staden for standard fresing eller dreining?
Presisjonslipping er den foretrukne ferdigstillingsprosessen når komponentdesign krev ekstremt strenge dimensjonskontrollar, mikro-nivå geometriske toleransar eller ultra-slette overflatefinishar som konvensjonelle kutteverktøy ikkje kan oppnå påliteleg. CNC-sliping er typisk nødvendig når:
- Arbeidsstykkets materialhardheit overstig 45 HRC, som herda verktøystål, kobalt-baserte legeringar eller varmebehandla investeringsstøpte delar.
- Overflatefinishkravet er strengt, med mål om ein overflatetørrleik på Ra 0,4 µm ned til mikronivå reflektivitet.
- Kritiske tetningsflater, lagerjournalar eller ventilseter krev fullstendig geometrisk nøyaktigheit i flathet, rundhet eller concentricitet for å forhindre væsketilbakeføring eller tidleg mekanisk slitasje.
- Påfølgjande produksjonssteg krev perfekt dimensjonsstabilitet, noko som krev korrigering av deformasjonar som oppstår under høgtemperatur varmebehandling.
Korleis reduserer Vastmaterial risikoar som slipingsbrann, mikrosprekker og termisk deformasjon?
Slipingsbrann, mikrosprekker og strukturell deformasjon oppstår når ukontrollert friksjon genererer for mykje termisk energi i kontaktsonen. Hos Vastmaterial implementerer våre maskineringingeniørar strenge prosesskontrollar for å beskytte materialintegriteten:
- Stadige fjerning av materiale: Vi isolerer aggressive grovslipingsparametrar frå delicate finish-pass, for å minimere kumulativ varmeoppbygging i underlaget.
- Høgttrykk kjølevæskelevering: Vi bruker temperaturregulerte, høgstrøms kjølevæskefiltreringssystem som er nøyaktig rettet mot hjul-arbeidsstykkekontakten for å spreie varme og skylle bort spon umiddelbart.
- Hjulval og dressing: Hjulgrit, bindetypar og dressingintervaller blir vitenskapelig tilpassa den spesifikke legeringa for å forhindre hjulgjassing.
- Termisk stressavlasting: Ved behandling av komponentar med høg belastning, blir integrerte stressavlastingstempingoperasjonar planlagt mellom grov- og finpussingssekvensar.
- Ikke-destruktiv testing: Vi nyttar spesialiserte inspeksjonsteknikkar saman med overflateprofilometri for å stadfeste at det ikkje finst subtile termiske feil.
Kan de ferdigstille råstøypte delar? Kva slags materialtillegg bør planleggast?
Ja. Ved å nytte ein integrert infrastruktur for støyping og maskinering, spesialiserer Vastmaterial seg på ferdigstilling av rå investeringsstøypte delar. Riktig maskinerings- og slipetillegg varierer etter totale dimensjonar, støypekonfigurasjon og krav til sluttoleranse:
- Råstøypte overflater: Eit tillegg på 0,5 mm til 1,5 mm per side er tilrådd dersom ein hoppar over førehandsdreiing eller fresing og fjernar støypeskinnet direkte med grovsliping.
- Presisjonsslipingspass: For føremaskinerte overflater sikrar eit oppryddingstillegg på 0,1 mm til 0,3 mm at slipeskiva fjernar alle verktøyspor og oppnår nominell storleik.
- Primære geometriske referansar: Å setje av 0,2 mm til 0,5 mm materiale gjer at vi kan etablere heilt plane, vinkelrette referanseplan som stabiliserer vidare oppspenningar.
- Varmebehandlingstillegg: For legeringar som krev herdning etter grovmaskinering, tilrår vi å leggje til 0,3 mm til 0,8 mm materiale for å trygt kunne slipe bort eventuell volumendring frå herding.
Kva slags kvalitetsdokumentasjon, inspeksjonsdata og rapportar følgjer med leveransen?
Vi leverer omfattande kvalitetssikringsverifikasjon med kvar produksjonsbatch for å stadfeste streng etterleving av kundespesifikasjonar:
- Dimensjonsrapporter: Full dokumentasjon av alle kritiske lineære dimensjonar, inkludert utvendige diametrar (UD), innvendige diametrar (ID), lengder og skuldertrinn.
- Geometrisk dimensjonering og toleransesetting (GD&T) Verifiserte data for komplekse krav som planheit, rundheit, sylindrisitet, konsentrisitet og total kast.
- Overflateprofilometer-spor: Kvantitativ stadfesting av krav til overflatefinish (uttrykt i Ra-, Rz- eller Rmax-verdiar) ved bruk av kalibrert måleinstrumentering.
- Avanserte CMM- og visjonsrapportar: Høgnøyaktige koordinatmålemaskin-inspeksjonsprofilar kan lagast for komplekse luftfarts-, forsvars- eller væskekraftapplikasjonar.
- Full Lot Sporbarheit: Fullstendige oppteikningar som knyter ferdige komponentar tilbake til deira originale støypevarme, materialsertifikat og varmebehandlingsdiagram.
Kva er dine typiske leveringstider for tilpassa sliping av prototypar og masseproduksjonskjøringar?
Leveringstider blir avgjort av komponentgeometri, total bestillingsvolum, krav til festeingeniør og integrerte råmaterialleveranselinjer:
- Tilbod og Gjennomgang av Gjennomførbarheit: Detaljert ingeniørfeedback og faste kommersielle tilbod blir fullført innan 24 til 48 timar.
- Prototyping og Første Artikkel (1–10 Stykk): Typisk fullført innan 2 til 4 veker, som omfattar design av tilpassa haldfeste, hjulprofilering og full inspeksjonsrapportering.
- Medium-Volum Batchar (11–100 Stykk): Spenn frå 3 til 6 veker, avhengig av materialinnkjøp, krav til førebehandling og varmebehandlingskøar.
- Høgt Volum Masseproduksjon (100+ Stykk): Krev 6 til 12 veker for å optimalisere prosesseringsparametrar, etablere statistiske prosesskontroll (SPC) løkker, og koordinere kontinuerlege leveringsplanar.
- Raskare Produksjonsspor: Akselererte planar kan bli implementert for oppdrag-kritiske prosjekt tidslinjer, avhengig av noverande anleggskapasitet.
Korleis tilpassar CNC presisjonsslipingsstrategiar seg til ulike metallurgitypar?
Dei kjemiske og mekaniske eigenskapane til ein legering dikterer dens slipbarheit, hjullastingskarakteristikker, og ideelle matehastigheiter:
- Rustfrie Stål (300 & 400 Serie, Duplex): Svært utsett for arbeidsharding og klisset åtferd; handterast med spesialiserte slipande strukturar og kontinuerleg hjuldressing for å unngå overflateglasering.
- Superlegeringar og varmebestandige stål (Inconel, Hastelloy): Ekstrem skjærestyrke og låg termisk leiing krev super-slipande hjul (som CBN) og intens kjøling for å oppretthalde geometriske profilar.
- Karbonlegeringar og verktøystål: Gjev føreseielege slipbarheitsegenskapar, som tillèt raske syklusar, høg dimensjonsnøyaktigheit og optimal finishøkonomi.
- Støypejern (seigt, grått): Frie grafittpartiklar hjelper med sponbryting, men krev strukturert oppspenning for å eliminere risikoen for mikroavskaling langs uunderstøtta skarpe kantar.
- Ikke-jernhaldige legeringar (aluminium, kopar, bronse): Mjuke material som er utsette for å tette hjulporer; bearbeidast med opne strukturerte hjul som går med høge overflatehastigheiter og spesifikke smøremiddel.
Støttar Vastmaterial formelle ikkje-offentleg avtalar (NDA) og internasjonal eksportpakking?
Ja. Vi støttar internasjonale industrielle kundar på tvers av sektorar som luftfart, energi og medisinsk utstyr, og vi handhevar solide datasikkerheits- og fraktprotokollar:
- Konfidensiell datavern: Vi utfører rutinemessig gjensidige NDA-ar. Eigedomstekniske teikningar og produksjonsprosessar vert haldne isolert på sikre interne nettverk.
- Korrosjonsførebyggjande pakking: Høgpresise slipte overflater får spesialisert fleirlags beskyttelse, inkludert VCI (Volatile Corrosion Inhibitor)-belegg, oljebarrierar og vakuumforsegling.
- Trygg transportbeskyttelse: Komponentar vert individuelt plassert i spesialtilpassa skum eller celledelarar inne i solide trekasser for å eliminere støtskadar under internasjonal transport.
- Støtte for eksportreglar: Vi leverer all nødvendig dokumentasjon for regelverk, inkludert materialark frå verk, samsvarssertifikat (CoC) og tilpassa fraktmanifest.
Er sliping tilgjengeleg som ei sjølvstendig teneste, eller må det kombinerast med støyping?
Vi tilbyr CNC-sliping både som ei sjølvstendig sluttbehandlingsteneste og som del av ei fullintegrert produksjonsløysing:
- Sjølvstendig sluttbehandlingsteneste: Kundar kan levere eigne ferdigmaskinerte komponentar, råstøyp eller smidde emne. Vi handterer innkomande kvalitetskontroll, oppsett av ingeniørarbeid og presis sliping.
- Tryggleik ved innkomande inspeksjon: For kundeleverte emne kontrollerer vi geometri før sliping, hardleikskonsistens og referansepunkt før slipinga startar.
- Fordelen med éin leverandør: Ved å overføre all støyping, varmebehandling, førmaskinering og sluttsliping til Vastmaterial, fjernar du transporttid mellom leverandørar og ansvarsdelingar.
- Kostnadsoptimalisering: Ved å kombinere støyping og maskinering under eitt tak kan vi konstruere mindre materialmarginar, noko som reduserer total komponentvekt og syklustid med om lag 15–25 %.
Korleis vert avvik i produksjonen handtert dersom ein komponent ikkje består inspeksjonen?
Vår kvalitetsstyringsprosess legg vekt på open løysing og umiddelbare korrigerande tiltak for alle mål utanfor toleranse:
- Sanntidsisolering: Kontrollsløyfer under prosessen isolerer avvik umiddelbart, slik at potensielle feil vert fanga opp lenge før sluttpakking.
- Rotårsaksanalyse: Kvalitetsteam analyserer feilkjelda, og kontrollerer oppspenning, termisk avbøying, slitasje på slipestein eller variasjon i råmateriale.
- Korrigerande og førebyggjande tiltak (CAPA): CNC-program, hjuldressingssyklusar eller oppspenningsoppsett vert endra for å hindre gjentaking.
- Omarbeidingsteknikk: Dersom ein komponent utanfor spesifikasjon har attverande materiale, vert han nøye omarbeidd til teikningsspesifikasjonar under tett ingeniøroppsyn.
- Detaljert rapportering: Kundar får formelle avviksrapportar (NCR) som forklarar rotårsaker og dei spesifikke tekniske justeringane som er gjorde for å sikre seinare parti.
Send teikninga di for tilbod på CNC-sliping
Få grundige DFM-vurderingar, prosessplanlegging og konkurransedyktige tilbod på presisjonssliping for OEM innan 24 til 48 timar for vidare CNC-fresing og CNC-dreiing.
Kvifor samarbeide med Vastmaterial?
- 24–48t ingeniørtilbakemelding: Raske tekniske vurderingar, analyse for å hindre slipingsoverbrenning og nøyaktige kostnadsstrukturar.
- Frå prototype til masseproduksjon: Sømlaus skalering frå små volum og stor variasjon til kontinuerlege høgvolumsproduksjonar.
- Streng NDA-verning: Full etterleving av teiepliktavtalar for å verne eigedomsrettslege industrikomponentar og design.
Direkte prosjektstøtte
Vastmaterial Presisjonsmaskineringsdivisjon
Dongying, Shandong, Kina
E-post: precisionmetal@vast-cast.com
WhatsApp/Tel: WhatsAPP: 0086-13345064499