Что такое ковкий чугун?
Когда люди говорят о ковком чуге, литьевом ковком чуге, или Литье из ковкого чугуна, они имеют в виду тип серого чугуна, который сочетает в себе высокую прочность с реальной гибкостью и ударной вязкостью. В отличие от традиционных хрупких серых чугунов, ковкий чугун может изгибаться и поглощать удар перед разрушением, поэтому инженеры используют его для требовательных деталей.
Простое определение
Ковкий чугун (шаровидный графитный чугун / сфероидальный графитный чугун / SG-чугуны) является магнийобработанный чугун где углерод (графит) образуется в виде круглых шариков вместо острых хлопьев. Это небольшое изменение в микроструктуре полностью меняет его характеристики:
- Шарики графита = более равномерное распределение напряжений, высокая прочность и реальная гибкость
- Графитовые хлопья (в сером чугуне) = концентрация напряжений и легкое растрескивание
Проще говоря: дюралюминий — это чугун, который ведет себя более как сталь под нагрузкой благодаря тому, что его графит имеет форму крошечных сфер.
Где дюралюминий подходит в семействе чугунов
Дюралюминий является частью семейства чугунов, которое также включает:
- Серый чугун – отличная демпфирующая способность и обрабатываемость, но хрупкий
- Белый чугун / охлажденный чугун – твердый и износостойкий, но очень хрупкий
- Компактированный графитный чугун (CGI) – промежуточное поведение
В этом семействе, сфероидный графитный чугун выделяется как высокопрочный, ударостойкий чугун который может заменить сталь во многих применениях, при этом оставаясь литым изделием.
Почему производители выбирают дюралюминий сегодня
производители и OEM в России выбирают литье из нодулярного чугуна потому что оно дает им:
- Высокое соотношение прочности к весу по сравнению с серым чугуном
- Ударная и усталостная стойкость ближе к стали
- Отличная литейность для сложных геометрий
- Низкая стоимость по сравнению с коваными, сварными или полностью обработанными стальными деталями
Для покупателей и инженеров это означает более прочные детали, меньше материала и лучшая ценность от одного процесса: литье ковкого чугуна в окончательную почти готовую форму.
Как производится литье ковкого чугуна
Плавка и подготовка базового железа
Для изготовления ковком чуге деталей я начинаю с высококачественного базового железа. Мы плавим лом железа и стали в индукционной печи, затем регулируем углерод, кремний и марганец для достижения точных химических целей. Чистые, однородные материалы для загрузки имеют решающее значение — это закладывает основу для прочных, повторяемых Литье из ковкого чугуна производительность.
Добавление магния для создания графитных узлов
Далее идет обработка магнием (иногда с церием). Я добавляю контролируемое количество магниевого сплава в расплавленный чугун. Этот этап “нодуляции” превращает графит из хлопьев в сферические графитовые нодулы, превращая обычное чугунное изделие в кремнистый чугун с нодулой (SG-сталь) , обладающий настоящей пластичностью и ударной вязкостью.
Инокуляция для контроля микроструктуры
Сразу после нодуляции я инокулирую железо ферросиликоновыми сплавами. Этот этап:
- Способствует тонкому, равномерному затвердеванию
- Уменьшает усадку и образование карбидов
- Повышает количество нодул и однородность
Хорошая инокуляция — это то, что делает литьевом ковком чуге прочный и предсказуемый, а не хрупкий.
Литье в песочные или металлические формы
После обработки и инокуляции я заливаю расплавленный кремнистый чугун в:
- Зеленые песочные формы для большинства конструкционных и промышленных деталей
- Литые формы из смолы или металла когда требуются более точные допуски и чистые поверхности
Хороший дизайн литейных каналов и подъемников предотвращает турбулентность, пористость и недоплавление.
Охлаждение, затвердевание и выброс
Охлаждение строго контролируется — слишком быстрое или слишком медленное может испортить свойства. После затвердевания:
- Формы разбиваются (выброс)
- Ручейки, подъемники и излишний металл удаляются
- Отливки сортируются и отправляются на доводку
Толщина сечения оказывает существенное влияние на конечные свойства свойства ковкого чугуна.
Термическая обработка для различных марок
В зависимости от марки ковкого чугуна (например, 60-40-18, 65-45-12, 80-55-06 по ASTM A536), я могу применять такие виды термической обработки, как:
- Отжиг для высокой пластичности, ферритных структур
- Нормализация для сбалансированной прочности и ударной вязкости
- Закалка и отпуск для повышения твердости и износостойкости
Термическая обработка позволяет настроить деталь под реальные условия эксплуатации.
Обработка, очистка и отделка
После литья я занимаюсь:
- Пескоструйной обработкой или очисткой для удаления песка и шлака
- ЧПУ-обработка для точных размеров и прецизионных элементов
- Дополнительные покрытия или краска для защиты от коррозии
Качественно изготовлено литье ковкого чугуна машины работают аккуратно, что помогает сохранять конкурентоспособную общую стоимость детали по сравнению с изготовлением из стальной заготовки. Для проектов, сравнивающих чугун и сталь, я часто советую покупателям ресурсы вроде этого сравнительное руководство по чугуну и стали которые подробно разбирают характеристики и стоимость: сравнительное руководство по чугуну и стали.
Современный контроль процессов для снижения дефектов
Я сильно полагаюсь на контроль процессов, чтобы снизить вариации:
- Проверки химического состава печи в реальном времени
- Строгие процедуры нодулизации и инокуляции
- Контролируемые системы подачи песка и твердость формы
- Регулярные испытания на растяжение и твердость
Так я обеспечиваю высокопрочные, ударостойкие литые чугунные отливки которые соответствуют ожиданиям российских производителей по качеству, стабильности и прослеживаемости.
Литой чугун с шаровидным графитом против серого чугуна
Микроструктура: шаровидный против хлопьевидного графита
Самое большое отличие внутри металла:
- Легированный чугун (шаровидный / сфероидальный графит) имеет графитовые шарики— небольшие округлые частицы, которые “затупляют” трещины.
- Серый чугун имеет графитовые хлопья— острые, плоские частицы, которые облегчают обработку, но способствуют появлению трещин.
Эти формы графита объясняют, почему два вида чугуна ведут себя так по-разному в реальных условиях эксплуатации.
Прочность, пластичность и ударная вязкость
- Отливка из ковкого чугуна:
- Значительно выше растяжимость и предел прочности
- Настоящий удлинение (гнется, прежде чем сломаться)
- Лучшая ударная вязкость, особенно в холодную погоду
- Серый чугун:
- Ниже прочность, почти без удлинения
- Может быть хрупким при ударе или изгибе
Если вам нужен конструкционный, несущий нагрузку отливка, литьевом ковком чуге побеждает.
Ударопрочность и усталость
- Ковкий чугун:
- Ручки ударные нагрузки, циклическое нагружение и вибрация намного лучше
- Идеально для подвесные части, коленчатые валы, шестерни, гидравлические части
- Серый чугун:
- слабее при ударе
- Низкая усталостная прочность, больше подходит для статических или слабо нагруженных корпусов
Для критичных к безопасности или вращающихся деталей мы рекомендуем устойчивый к усталости ковкий чугун.
гашение вибрации и обработка
- Серый чугун:
- Отличная гашение вибрации (основания машин, корпуса инструментов, корпуса насосов)
- Очень легко обрабатывается благодаря графитовым хлопьям, действующим как смазка
- Ковкий чугун:
- Хорошо, но меньше демпфирования чем серый чугун
- Обрабатываемость остается хорошей — особенно ферритный ковкий чугун— но износ инструмента выше
Если ваша деталь является конструкционной отливкой, которая все еще требует точности, мы балансируем отливочные свойства и обрабатываемость при выборе ковкого сорта заранее. Для обзора других сплавов для отливки и компромиссов смотрите наш руководстве по литьевым сплавам с типами, свойствами и применениями.
Стоимость и производство
- Серый чугун:
- Немного дешевле за фунт
- Проще плавить и без магниевой обработки
- Отлично подходит для массовые, низконапряженные детали
- Ковкий чугун:
- Более высокая стоимость плавки/обработки, но может заменить стальные сварные конструкции и снизить механическую обработку, сварку и сборку
- Часто общая стоимость за функциональную деталь ниже когда требуется прочность
На рынке России мы часто используем пластичный чугун, чтобы снизить количество деталей, вес и время сварки по сравнению с изготовленными из стали.
Когда выбирать отливки из пластичного чугуна
Идти с отливки из пластичного чугуна когда вам нужно:
- Высокая прочность к весу и долговечности
- Ударные, усталостные или изгибающие нагрузки
- Автомобильные, внешоссейные или промышленные детали, критичные к безопасности
- Отливка из одного куска для замены ковки или сварного стального узла
Когда лучше серый чугун
Оставайтесь с серым чугуном когда:
- Деталь в основном испытывает статические нагрузки и низкое напряжение
- Вам нужно максимальное демпфирование вибрации (станины станков, рамы компрессоров)
- Самая низкая стоимость материала и быстрая и простая обработка являются приоритетами номер один
Если вы не уверены, мы обычно прототипируем оба варианта ковкий против серого чугуна в критических областях, затем выбираем материал, который достигает ваших целей по прочности, обработке и стоимости.
Химический состав и микроструктура литого чугуна с ковкостью

Типичный химический состав литого чугуна с ковкостью
Когда я проектирую или подбираю чугунные отливки, я обычно ориентируюсь на такую основную химию (по массе):
- Углерод (C): ~3.3–3.9% – формирует графитовую структуру и литейные свойства
- Кремний (Si): ~2.2–3.0% – способствует образованию графита и укрепляет матрицу
- Марганец (Mn): ≤0.3–0.5% – повышает прочность, но должен контролироваться, чтобы избежать хрупкости
- Магний (Mg): ~0.03–0.06% (остаточный) – ключ к нодулярному графиту
- Фосфор (P) и Сера (S): поддерживаются очень низкими уровнями – оба строго контролируются, так как ухудшают пластичность
- Небольшие добавки Cu, Ni, Mo, Cr по необходимости для износостойкости, прочности или термостойкости
Эта контролируемая химия позволяет нам стабильно производить высокопрочный, ударостойкий литой чугун в крупном масштабе на производственной ферме.
Роль магния в нодулярном графите
Нелегко назвать чугун “упругим” до тех пор, пока обработка магнием (иногда с церием):
- Mg изменяет способ выхода углерода из расплава, поэтому графит образуется в виде округлых нодулей, а не острых хлопьев.
- Те графитовые шарики разрывают напряжение и предотвращают распространение трещин, поэтому ковкий чугун обладает реальной пластичностью и ударной вязкостью.
- Без строгого контроля Mg (как добавления, так и исчезновения) получается смешанный или хлопьевидный графит, и чугун теряет свою пластичность и однородность.
Этот этап нодулизации является одним из самых строго контролируемых в любом серьезном процессе литья ковкого чугуна.
Нодулезный графит против хлопьевидного графита под нагрузкой
Расположение графита в металле имеет огромное значение:
- Нодулезный (сфероидальный) графит в ковком чугуне:
- Действует как маленькие округлые включения
- Минимизирует концентрацию напряжений
- Позволяет металлу растягиваться, изгибаться и поглощать удары до разрушения
- Хлопьевидный графит в сером чугуне:
- Длинные острые хлопья действуют как крошечные трещины
- Высокая концентрация напряжений у острых концов
- Отличная демпфирующая способность и обрабатываемость, но значительно ниже прочность на растяжение и пластичность
Вот почему ковкий против серого чугуна часто существует компромисс между прочностью и демпфированием вибраций.
Ферритные, перлитные и смешанные матрицы
Вокруг этих графитных нодулей мы контролируем базовую “матрицу”, чтобы настроить свойства упругого чугуна:
- Ферритный ковкий чугун
- Мягкий, очень пластичный, хорошая ударная вязкость
- Низкая прочность и твердость
- Идеально подходит там, где важны ударная нагрузка, низкотемпературные характеристики или обрабатываемость
- Перлитный ковкий чугун
- Более высокая прочность и твердость
- Лучшая износостойкость и сопротивление усталости
- Меньшая пластичность и немного сложнее обрабатывать
- Феррито-перлитный (смешанный) упругий чугун
- Сбалансированная прочность, пластичность и обрабатываемость
- Очень распространен для общих промышленных и автомобильных отливок
При правильном выборе сплава и термической обработке, я могу точно подобрать смесь, которая соответствует реальной нагрузке вашей детали.
Как состав и скорость охлаждения влияют на свойства
Два основных рычага формируют свойства ковкого чугуна:
- Состав
- Больше Si, Ni, Cu или Mo может повысить прочность, закаливаемость и износостойкость
- Жесткий контроль C, Mn, P и S сохраняет пластичность и однородность
- Темп охлаждения / размер сечения
- Тонкие секции быстро охлаждаются → более мелкая, прочная матрица, более высокая твердость
- Толстые сечения охлаждаются медленно → риск появления крупной графитовой заготовки, карбидов или меньшей, чем ожидается, прочности при неправильной инокуляции и подаче
Хорошие литейные заводы проектируют форму, систему заливки и химический состав вместе чтобы не было слабых мест в тяжелых секциях или чрезмерно твердых тонких стенках. Когда мы работаем с более сложными формами или требовательными спецификациями, мы часто подбираем их с помощью нашего более широкого вариантов сплавов для литья чтобы достичь правильного баланса.
Инспекция микроструктуры для литого чугуна
Чтобы сохранить свойства ковкого чугуна в пределах спецификации, мы не полагаемся только на химию; мы проверяем микроструктуру:
- Обработанные и травленые образцы под микроскопом
- Подсчет нодулей и нодулярность (1ТП3Т) – сколько нодулей на мм² и насколько они округлые
- Распределение и размер графита – даже мелкие нодули обеспечивают наиболее надежную работу
- Обзор матрицы – соотношение феррита и перлита, карбиды и любые дефекты
Эти проверки, вместе с испытаниями на твердость и растяжение, являются стандартными этапами контроля качества в профессиональной литьевой цех по производству ковкого чугуна, особенно для компонентов, критичных для безопасности или работающих под давлением.
Механические свойства ковкого чугуна при отливке
Растяжение и предел текучести
Когда я выбираю ковкий чугун для проекта, я обычно ориентируюсь в первую очередь на прочность. Типичные сорта при отливке достигают:
- Предел прочности на растяжение: примерно 60–100 кси (415–690 МПа)
- Предел прочности: примерно 40–80 кси (275–550 МПа), в зависимости от марки
Например, такой распространённый сорт как 60-40-18 означает:
- 60 кси растяжение
- 40 кси предел текучести
- 18% удлинение (хорошая пластичность)
Это ставит ковкий чугун прямо в диапазон, где многие российские мастерские могут предпочесть стальные прутки или сварные конструкции.
Удлинение и пластичность
Литая чугунная отливка с высоким содержанием графита предназначена для изгиба перед разрушением:
- Ферритный ковкий чугун: высокая пластичность (до 18–201ТП3Т), очень прощает перегрузки
- Пертитический или перлито-ферритный гипоутолщенный чугун: меньшая удлиненность, более высокая прочность и твердость
Проще говоря: ферритные марки “безопасны и гибки”, перлитные марки — “прочнее и тверже”.”
Испытания на усталость и ударную вязкость
Для вращающихся или циклически нагруженных деталей (коленчатые валы, шестерни, корпуса насосов), устойчивость к усталости — это область, в которой выделяется графитовый гипоутолщенный чугун:
- Графит шарики замедляют рост трещин вместо того, чтобы позволять трещинам распространяться, как в сером чугуне
- Вы получаете надежность ударную вязкость при комнатной и низких температурах, что важно для внедорожной техники, грузовиков и строительного оборудования
Для еще более высокой усталостной прочности дизайнеры иногда сравнивают гипоутолщенный чугун с такими сплавами, как алюминий A356-T6 в легковесных деталях, балансируя массу и долговечность так же, как мы рассматриваем сплавы марки 4140.
Износостойкость и твердость
Вы можете настроить ковкий чугун для износостойкости:
- Ферритные марки: меньшая твердость, более легкая обработка, умеренная износостойкость
- Перлитные / легированные марки: более высокая твердость, лучшая износостойкость для шестерен, втулок и тяжелых корпусов
- Типичный диапазон твердости: 150–300 HB, в зависимости от марки и термообработки
Хитрость в балансировке обработки и срока службы износа в зависимости от того, как используется деталь.
Влияние толщины сечения
На реальных отливках все зависит от толщины стенки:
- Толстые секции охлаждение медленнее → мягкая матрица, меньшая прочность, больше феррита
- Тонкие секции охлаждение быстрее → большая прочность, больше перлита, выше твердость
Хорошие литейные заводы будут:
- Настраивать химический состав для различных размеров секций
- Испытание механических свойств на испытательных образцах, которые реалистично соответствуют поперечным сечениям вашей отливки
Ферритовые против перлитных компромиссы
Когда я выбираю между ферритным и перлитным ковким чугуном, я придерживаюсь простого правила:
- Ферритный ковкий чугун
- Меньшая прочность, большая пластичность
- Лучше для ударных нагрузок, жестких условий эксплуатации и максимальной обрабатываемости
- Перлитный ковкий чугун
- Более высокая прочность и твердость
- Лучше износостойкость и усталостная стойкость, но менее пластичное
Большинство российских производителей в конечном итоге используют смесь ферритов и перлита чтобы достичь оптимального баланса: достаточно прочное, достаточно жесткое и при этом легко обрабатываемое без ущерба для срока службы инструмента.
Классы и стандарты литого ковкого железа
Когда мы говорим о литье ковкого железа в России, большинство покупателей и инженеров ориентируются на ASTM A536 и ISO 1083. Если вы знаете эти стандарты, вы можете быстро сравнить поставщиков и избежать неожиданных проблем с характеристиками.
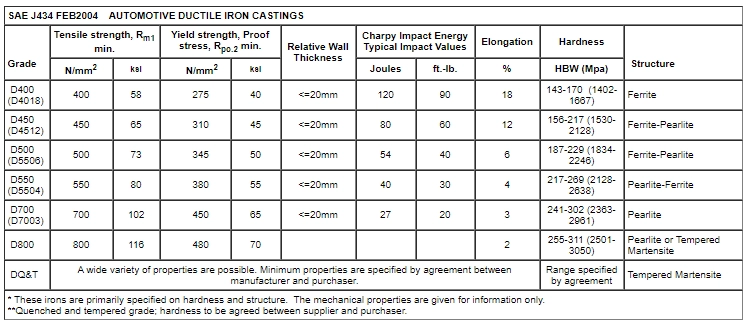
Классы ковкого железа ASTM A536 (60-40-18, 65-45-12, 80-55-06)
Классы ASTM A536 обозначаются по Прочность на растяжение – Предел текучести – Удлинение (все минимальные значения):
- 60-40-18
- 60 кси на растяжение
- 40 кси при разрыве
- 18% удлинение
- Очень пластичный, с отличной ударной вязкостью, идеально подходит для компонентов, критичных для безопасности и подвергающихся ударным нагрузкам.
- 65-45-12
- 65 ksi растяжение
- 45 ksi предел текучести
- 12% удлинение
- Сбалансированная марка; хорошая прочность с прочной пластичностью. Надежный выбор для многих литых деталей из ковкого чугуна OEM.
- 80-55-06
- 80 ksi растяжение
- 55 ksi предел текучести
- 6% удлинение
- Высокая прочность, меньшая пластичность. Хорошо подходит для износостойких, несущих нагрузку и компактных конструкций с высокой прочностью.
В целом:
- Больше число = выше прочность
- Меньшее удлинение = меньше растяжимости, больше риск хрупкого поведения при неправильном использовании
ISO 1083 сферический графитный чугун
Если вы закупаете глобально, вы увидите ISO 1083 обозначения вместо ASTM. ISO также определяет классы по прочности и удлинению, но код выглядит иначе (например, EN-GJS-400-15, EN-GJS-500-7 и т.д.).
Общая идея:
- EN-GJS-400-15 ≈ ASTM 60-40-18 (более пластичный, ферритная матрица)
- EN-GJS-500-7 ≈ ASTM 65-45-12
- EN-GJS-600-3 ≈ ASTM 80-55-06
При сравнении:
- Совпадение прочность на растяжение (МПа против ksi)
- Совпадение удлинение (%)
- Подтверждаю диапазон твердости если износ или обработка являются критическими
Как читать и сравнивать спецификации ковкого чугуна
Когда вы смотрите сертификат материала или чертеж, обращайте внимание на:
- Стандарт: указывается ASTM A536 или ISO 1083?
- Класс: например, 65-45-12 или EN-GJS-500-7
- Структура матрицы: ферритная, перлитная или смешанная (влияет на пластичность, обрабатываемость и износостойкость)
- Место проведения механического испытания: отдельно отлитая контрольная заготовка против образца, отлитого вместе с изделием, может изменить показатели
- Дополнительные требования:
- Диапазон твердости
- Подсчет нодулей и нодулярность (1ТП3Т)
- Ударные показатели (удар по Шарпи) для эксплуатации при низких температурах
Если вы сочетаете ковкий чугун с сплавных сталях компонентами (например, фланцами или корпусами), согласуйте механические свойства и требования к термообработке для обоих, аналогично тому, как мы подбираем детали из ковкого чугуна для наших изделий сплавными стальными продуктами.
Выбор подходящей марки ковкого чугуна
Как я обычно консультирую клиентов из России:
- Для максимальной пластичности и ударной вязкости
- Выбрать 60-40-18 (или ISO 400-15)
- Подходит для ударных нагрузок, смещений и критически важных по безопасности компонентов.
- Для сбалансированной прочности и обрабатываемости
- Выбрать 65-45-12 (или ISO 500-7)
- Лучший “стандартный” выбор для большинства промышленных литых деталей из ковкого чугуна.
- Для высокой прочности и износостойкости
- Выбрать 80-55-06 (или ISO 600-3)
- Идеально, когда нужно уменьшить размеры сечения или заменить более тяжелую сварную сталь.
Всегда подбирайте марку по:
- Уровню нагрузки (статическая или динамическая)
- Требуемому сроку службы (усталость)
- Рабочей температуре и окружающей среде
- Требованиям к обработке и отделке поверхности
Как термическая обработка влияет на характеристики марки
Термическая обработка может переводить отливку из одного режима работы в другой без изменения базовой химии:
- Отжиг
- Облегчает отливку
- Улучшает пластичность и обрабатываемость
- Перемещает структуру в сторону ферритной (более похожа на поведение 60-40-18)
- Нормализация
- Улучшает зерновую структуру
- Повышает прочность и твердость
- Полезно, когда требуется производительность, аналогичная 65-45-12 или 80-55-06, с более строгим контролем свойств
- Закалка и отпуск / Аустенитизация (ADI)
- Создает очень высокую прочность и износостойкость
- Используется, когда ковкий чугун конкурирует напрямую с кованой или термически обработанной сталью
Ключ в том, чтобы зафиксировать:
- эволюция целевой стандарт и класс
- Будь то как отлитое or термически обработанный
- эволюция испытательные значения которые вы ожидаете увидеть в ваших сертификатах
Если вы не уверены, какой класс ковкого чугуна или термическая обработка подходит для вашей детали, я всегда рекомендую начать с вашего реального сценария использования (нагрузка, окружающая среда, годовой объем) и работать назад к наиболее экономичной и надежной спецификации.
Преимущества литых изделий из ковкого чугуна
Литые изделия из ковкого чугуна занимают золотую середину между производительностью и стоимостью, поэтому так много производителей и мастерских в России используют их для деталей с высокой нагрузкой.
Высокое соотношение прочности к весу по сравнению с серым чугуном и сталью
Литой ковкий чугун обеспечивает высокую растяжимую и предел текучести с более легким сечением, чем у серого чугуна, и часто заменяет сварные конструкции из стали без увеличения веса. Вы получаете жесткий, твердый, высокопрочный чугун часть без перехода к более дорогим материалам.
Реальная экономия по сравнению с кованой или сварной сталью
Когда мы заменяем многосоставные конструкции или кованые детали одним Литье из ковкого чугуна, клиенты обычно замечают:
- Меньшие затраты на материалы и обработку
- Меньше сварки, труда и контроля качества
- Более быстрое повторное производство и упрощенное управление запасами
Для крепежных элементов и сопряженных деталей, сочетание литого гипоутяжеленного чугуна с болтами из низкоуглеродистой стали и услугами механической обработки может сделать всю сборку экономичной.
Отличная литейность для сложных форм
Гипоутяжеленный чугун хорошо течет и заполняет тонкие стенки и сложные ядра, поэтому мы можем отлить:
- Внутренние проходы
- Крепежные отверстия
- Карман для снижения веса
Вы получаете прецизионные детали из гипоутяжеленного чугуна которые было бы дорого или невозможно обработать из бруска или пластины.
Хорошая обрабатываемость и стабильность размеров
По сравнению со многими сталями, обрабатываемость ковкого чугуна очень хорошая. Детали хорошо сохраняют размеры во время обработки и эксплуатации, что важно для:
- Корпусы с точными допусками
- Компоненты насосов и клапанов
- Прецизионные фланцы и кронштейны
Амортизация ударов и вибрации
Ковкий чугун — устойчивый к ударам серый чугун. Графитовые нодули помогают лучше поглощать удары и вибрации, чем многие стали и серые чугуны, что делает его идеальным для:
- Литье тяжелой техники
- Автомобильных подвесок и узлов трансмиссии
- Строительных и сельскохозяйственных компонентов
Коррозионная стойкость и варианты поверхности
Отлитый из ковкого чугуна в состоянии отлива обеспечивает надежность устойчивости к коррозии для многих условий эксплуатации, и мы можем улучшить его с помощью:
- Красок и порошковых покрытий
- Гальваники и специальных покрытий
- Твердение поверхности в зонах износа
Перерабатываемый и энергоэффективный
Литейные изделия из ковкого чугуна — высоко перерабатываемо и хорошо работает с переработанным ломом, что помогает снизить как стоимость, так и экологический след. Плавка и литье ковкого чугуна обычно более энергоэффективный чем производство множества одинаковых стальных деталей, особенно больших, сложных форм.
Общие области применения ковкого чугуна

Автомобильные детали из ковкого чугуна
Я полагаюсь на литьевом ковком чуге для автомобильных деталей, которые подвергаются постоянной нагрузке и удару, таких как:
- Коленчатые валы и дифференциальные редукторы – высокая прочность и усталостная стойкость при меньшей стоимости по сравнению с кованой сталью.
- Шестерни, кронштейны, шарниры и рулевые компоненты – точные, повторяемые отливки из ковкого чугуна, которые легко обрабатываются и сохраняют строгие допуски.
Для клиентов, которым нужны готовые сборки, мы часто объединяем отливки из ковкого чугуна с точной ЧПУ-обработкой, аналогичной нашей работе с другими металлами для кастомных промышленных деталей, как показано в наших услугах по точной ЧПУ-обработке.
Трубы, фитинги и клапаны из ковкого чугуна
Для систем водоснабжения, канализации и пожаротушения, трубы и фитинги из ковкого чугуна являются надежным выбором, потому что они предлагают:
- Высокую внутреннюю давление
- Отличную ударопрочность при транспортировке и монтаже
- Долговечность подземных конструкций с покрытиями и облицовками
Клапаны, фланцы и корпуса гидрантов из сфероидный графитный чугун лучше выдерживают циклы давления и коррозию, чем серый чугун, во многих муниципальных системах.
Люксы и муниципальные отливки
Города полагаются на круглый чугун для:
- Люксы, рамы, решетки и бордюрные входы
- Крышки для доступа к инженерным коммуникациям и дренажные элементы
Дюралюминий обеспечивает высокую ударопрочность и сопротивляется растрескиванию под нагрузками транспорта, при этом оставаясь экономичным и легко отливаться по стандартным и индивидуальным шаблонам.
Производство тяжелой техники и оборудования
In производства оборудования, мне нравится отливки из дюралюминия когда нам нужна жесткость и прочность:
- Редукторы, корпуса трансмиссий и крышки подшипников
- Шкивы, блоки, противовесы и корпуса гидравлических компонентов
Эти отливки тяжелой техники предлагают прочную, стабильную структуру с хорошей амортизацией вибраций, что делает их идеальными для OEM-производителей в промышленности, горнодобывающей и сфере обработки материалов, аналогично секторам, которые мы поддерживаем в наших решениях по производству оборудования.
Сельскохозяйственная и строительная техника
Для аг и строительства, Чугунные отливки из серого чугуна балансируют сопротивление износу с затратами:
- Центры, осевые компоненты, кронштейны и части подвески
- Корпуса для трансмиссий, насосов и гидравлических систем
Они справляются с ударными нагрузками, грязью и воздействием на открытом воздухе лучше многих сварных конструкций, с меньшим риском поломок на месте эксплуатации.
Энергетика и производство электроэнергии
В энергетическом секторе, спироидальный графитный чугун является стандартом для:
- Корпусов насосов, корпусов компрессоров и компонентов клапанов в нефтяных, газовых и технологических установках
- Центров ветровых турбин, корпуса для изменения направления и наклона, а также тормозных компонентов требующих высокой усталостной стойкости
Здесь, высокое соотношение прочности к весу и усталостная стойкость отливки из литого чугуна с пластичной структурой помогают продлить срок службы при вращающихся и циклических нагрузках.
Индивидуальные инженерные отливки из литого чугуна для OEM-производителей
Для OEM-производителей в России я сосредотачиваюсь на кастомные решения по литью из ковкого чугуна которые:
- Замените многочастные сварные конструкции одним оптимизированным отливком
- Сократите операции механической обработки, вес и этапы сборки
- Соответствовать строгим ASTM or ISO механическим и размерным характеристикам
Будь то прототип на один экземпляр или полное производство, литье из ковкого чугуна позволяет нам настроить марку, микроструктуру и термическую обработку чтобы соответствовать вашим точным требованиям по производительности и стоимости.
Контроль процесса литья из ковкого чугуна и качество
Если вы хотите получать стабильные, высокопроизводительные литые детали из ковкого чугуна, контроль процесса — не опция, а необходимость. Вот как мы обеспечиваем качество от плавки до финальной проверки.
Химический состав плавки и контроль магния
Мы начинаем с настройки базового химического состава плавки для каждого нагрева:
- Точный контроль C, Si, Mn, S и P с помощью онлайн-спектрометра
- Точное обработка магнием (нодуляризации) для формирования стабильных графитных нодулей
- Мониторинг в реальном времени затухания Mg чтобы отливки из ковкого чугуна оставались в пределах спецификаций от первого до последнего формовочного блока
Мы относимся к каждой ковше как к критически важной, потому что для наших клиентов это обычно так и есть.
Качество инокуляции и формовки
Чтобы обеспечить прочность и надежность отливок из ковкого чугуна, мы уделяем особое внимание затвердеванию:
- Контролируемый практика инокуляции для снижения усадки, карбидов и охлаждения
- Оптимизированная песчаная система: влажность песка, прочность, проницаемость и уплотняемость постоянно контролируется
- Стабильные условия формовки, чтобы толщина стенки, скругления и сердечники соответствовали 3D-модели и оставались повторяемыми
Надежный процесс на стороне формовки означает меньше сюрпризов и меньше переделок.
Механические и микроструктурные испытания
Мы проверяем каждую плавку, чтобы вам не приходилось гадать:
- Испытания на растяжение и твердость по каждой плавке для подтверждения марки (например, ASTM A536 60-40-18, 65-45-12, 80-55-06)
- Оценка микроструктуры под микроскопом:
- подсчет нодулов и форма нодулов (нодулярность %)
- Структура матрицы: ферритная, перлитная или смешанная
- Проверка наличия карбидов, пористости и других дефектов
Для более подробной информации о том, как мы проводим и документируем эти проверки, смотрите наши практики испытаний и контроля качества отливок.
Нес destructive тестирование и соответствие стандартам
Для критических отливок из серого чугуна, особенно в автомобильной, энергетической и инфраструктурной сферах, мы применяем передовые методы НКТ:
- УТ (Ультразвуковое испытание) для внутренней прочности
- РТ (Рентгенографическое испытание) для скрытых усадочных и газовых дефектов
- МТ (Магнитопорошковое испытание) для поверхностных и близких к поверхности трещин
- ПТ (Пробное проникновение) на обработанных или немагнитных поверхностях
Все отливки из ковкого чугуна производятся в соответствии или выше требований ASTM A536, ISO 1083, а также в соответствии с вашими чертежами и техническими требованиями, с полными сертификатами материалов и прослеживаемостью. Наш процесс основан на стабильном, повторяемом производстве, как описано в наших более широких контролях производственного процесса.
Советы по проектированию деталей из ковкого чугуна
Основные правила проектирования геометрии отливок из ковкого чугуна
Когда я проектирую литой чугун, я стараюсь сохранить геометрию максимально “дружелюбной к отливке”:
- Избегайте острых внутренних углов – используйте щедрые скругления (обычно минимум 1/8–1/4 дюйма).
- Держите сечения однородными по возможности; большие скачки толщины вызывают напряжения и пористость.
- Используйте ребра и ребристые вставки вместо массивных металлических блоков для достижения целей по прочности и жесткости.
Этот подход позволяет нам точно соблюдать допуски без дорогостоящей переработки, очень похож на то, что мы применяем при производстве точных металлических деталей, таких как наши Обслуживание по обработке алюминиевых сплавов.
Толщина стенки и переходы сечения
Дюралюминий любит плавные, контролируемые изменения толщины:
- Минимальная толщина стенки: часто 0,25–0,35 дюйма для стандартного пескоструйного литого чугуна с шаровидным графитом (проверьте у вашей литейной компании для вашего размера детали).
- Правила переходов: ступенчатые изменения не более 2:1 толщины, с плавными скосами или радиусами.
- Разместите более тяжелые секции рядом с питающими/подъемниками, а не на тонких руках.
Рассмотрения по подъемникам, формовке и питанию
Вам не нужно проектировать всю систему литейных каналов, но следует учитывать возможность подачи:
- Разместите самые тяжелые секции там, где могут располагаться подъемники без блокировки критических обработанных участков.
- Оставить плоские площадки или выступы для подъемников и формов, которые будут удалены позже.
- Избегайте слепых тяжелых карманов, которые трудно питать; используйте отверстия с ядрами или осветлите их ребрами.
Проектирование для обрабатываемости и стабильности
Чтобы снизить затраты на обработку литых деталей из ковкого чугуна:
- Добавить области для обработки и выступы где будут финишировать отверстия, поверхности и цилиндры.
- Избегайте длинных, тонких рук, которые могут вибрировать или деформироваться во время обработки.
- Используйте симметричные раскладки по возможности, чтобы отливка равномерно охлаждалась и оставалась размерно стабильной.
Запас для усадки, обработки и допусков
Ковкий чугун при затвердевании и охлаждении будет сокращаться:
- Типичный усадка по модели: примерно 0,010–0,012 дюйма на дюйм (подтвердите у вашей литейной мастерской).
- Добавить Запас на обработку на критических поверхностях и отверстиях (часто 0,06–0,12 дюйма в зависимости от размера).
- Установите реалистичные допуски: более жесткие допуски на обработанных поверхностях, а не на необработанных литых поверхностях.
Преобразование стальных сварных конструкций в литые детали из ковкого чугуна
Когда я превращаю изготовленную стальную сварную конструкцию в литую деталь из ковкого чугуна, я сосредотачиваюсь на:
- Замене нескольких сварных конструкций на один интегрированный отливок который добавляет ребра жесткости и скосы для жесткости.
- Регулировке толщины стенки для соответствия прочности и веса ковкого чугуна вместо простого копирования размеров пластин.
- Встроенных особенностей для отливки (выступы, монтажные площадки, карманы), чтобы сократить вторичные операции и время сборки.
Правильное выполнение — литая деталь из ковкого чугуна будет легче, дешевле за штуку при массовом производстве и более стабильной, чем исходная сварная конструкция.
Как выбрать поставщика литых деталей из ковкого чугуна
Выбор подходящего поставщика литых деталей из ковкого чугуна в России может определить успех или неудачу вашего проекта. Вот как я это вижу.
На что обращать внимание при выборе литейного завода из ковкого чугуна
Несогласованные требования:
- Фокус на ковком чугуне: Доказанный опыт работы с литым ковким чугуном, а не только с серым железом.
- Контроль процесса: Документированный контроль плавки, нодулизации и инокуляции.
- Система качества: Процессная дисциплина в стиле ISO, опыт PPAP/APQP для автопрома или OEM-производства.
- Ассортимент материалов: Возможность лить нескольких марок (ASTM A536 60-40-18, 65-45-12, 80-55-06 и др.).
Опыт работы со сложными чугунными отливками
Ищете:
- Опыт работы с тонкостенными и тяжелыми секциями на одной детали
- История работы с критично для усталости деталями (шестерни, корпуса, кронштейны, корпуса насосов)
- Кейсы или фотографии сложных Чугунные отливки из серого чугуна программ по отливкам из серого и графитированного чугуна
- Возможность поддержки других сплавов при необходимости, например, через партнеров, занимающихся точностью медными сплавами
Сертификация материалов, испытания и прослеживаемость
Требуется полная прослеживаемость от плавки до отгрузки:
- Сертификаты: Тепловые сертификаты для каждой заливки с указанием химического состава и механических свойств
- Тестирование: Регулярные проверки на растяжение, твердость и микроструктуру
- Отслеживаемость: Номера плавки, связанные с каждой серой отливкой из чугуна
- Варианты неразрушающего контроля: UT/RT/MT/PT для критических деталей из графитированного чугунного серого чугуна
Инженерная поддержка и оптимизация проектирования
Хороший поставщик не просто заливает металл — он помогает вам проектировать умнее:
- Обратная связь по DFM относительно толщины стенок, скруглений и переходов
- Рекомендации по формовке/подъемникам для предотвращения усадки и пористости
- Предложения при преобразовании сварной стали или обработанной заготовки в литой дутый чугун
- Поддержка выбора ферритного или перлитного дутого чугуна для вашего рабочего цикла
Прозрачность по мощности, срокам выполнения и стоимости
Стремитесь к конкретным цифрам, а не к догадкам.
| Тема | Что вы хотите услышать |
|---|---|
| Емкость | Ясный ежемесячный тоннаж и количество форм |
| Срок выполнения | Стандартные шаблоны против новых сроков изготовления инструмента |
| Ценообразование | Стоимость инструмента + цена за изделие, и что влияет на изменения |
| Гибкость | Возможность увеличивать или уменьшать объем без хаоса |
Ключевые вопросы, которые нужно задать перед заказом
Используйте этот быстрый список при общении с потенциальной литейной фабрикой по дутому чугуну:
- Какие ASTM A536 or ISO 1083 Какие сорта вы регулярно заливаете?
- Как вы контролируете обработка магнием и графитовые включения в чугунной отливке?
- Какие механические испытания проводятся на каждую партию, и как часто?
- Можете ли вы поделиться образцами сертификатов и отчетами о микроструктуре с недавних заказов на серийный ковкий чугун?
- Каков ваш типичный уровень брака/переделок на деталях из графитированного чугуна?
- Как вы обрабатываете изменения в проекте, PPAP и текущие вопросы качества?
- Какое реалистичное время выполнения прототипов и для стабильного производства?
Если поставщик силен в контроле процессов, тестировании и инженерной поддержке, вы получите более надежные отливки из ковкого чугуна и меньше неожиданных ситуаций на месте.


