Hassas Taşlama ve Yüksek Hassasiyetli Taşlama Yetkinlikleri
Kritik bileşenlerinizde tahmine dayalı işlemleri ortadan kaldırın. Karmaşık geometriler, ısıl işlem görmüş alaşımlar ve yatırım dökümler için ölçülebilir, mikron seviyesinde boyutsal hassasiyet ve olağanüstü yüzey pürüzlülüğü Ra kontrolü sağlıyoruz.
Yüzey Pürüzlülüğü (Ra)
Malzeme türüne göre optimize edilmiş ultra pürüzsüz doku gereksinimlerini entegre surface treatment planlama ile elde edin. Sızdırmazlık yüzeyleri ve yüksek sürtünmeli uygulamalar için 0.1 μm ile 0.8 μm arasında üstün yüzey pürüzlülüğü Ra kontrolü.
Boyutsal Doğruluk
- Düzlük: Mikron seviyelerinde stabil
- Yuvarlaklık: Yüksek hassasiyetli silindirik kontrol
- Eşmerkezlilik: Dar tolerans doğrulaması
Parti Tekrarlanabilirliği
Hızlı prototiplemeden yüksek hacimli üretimlere kadar sıkı SPC birliği sağlayın. Boyutsal kontrol, kritik eşleşen özellikler arasında sapmayı en aza indirmek için sıkı şekilde kilitlenmiştir.
Karmaşık Geometri Adaptasyonu
İnce duvarlı bölümlerdeki deformasyonu, düzensiz yatırım döküm geometrilerini ve standart frezeleme ile tornalamanın sabitleyemediği sert yüzeyleri çözmek için tasarlanmıştır.

*Not: Hedef yetkinlikler çizim gereksinimlerine göre özelleştirilir. Nihai mühendislik yaklaşımı, parça yapısı, malzeme türü, ısıl işlem durumu ve fikstür kurulumlarına bağlıdır. Vastmaterial, DFM sırasında döküm toleranslarınızı ve datumu inceleyerek güvenilir uygulama sağlar.
CNC Taşlama Hizmetleri ile Kritik Bileşen Zorluklarının Üstesinden Gelmek
Standartlar CNC DİŞİLİYE BİÇME ve CNC TORNA teknik sınırlarına ulaştığında, hassas taşlama vazgeçilmez hale gelir. Yüksek karmaşıklıktaki metal dökümler ve kritik endüstriyel bileşenler için, özel taşlama çözümlerimiz zorlu boyutsal hataları, ciddi malzeme deformasyonunu ve zorlu yüzey pürüzlülüğü gereksinimlerini çözer.
Tolerans Kararsızlığı ve Isıl İşlem Sonrası Deformasyon
Zorluk: Yüksek sıcaklıkta ısıl işlem ve aşırı malzeme sertliği, düzenli olarak yapısal deformasyon ve öngörülemeyen boyutsal kayma oluşturur. Geleneksel kesici takımlar hızla aşınır ve sapma yapar, bu da sertleştirilmiş hassas dökümlerde tolerans dışı partilere yol açar.
Çözüm: Isıl işlem sonrası stok malzemeyi kolayca uzaklaştıran özel aşındırıcı taşlarla sertleştirilmiş malzeme taşlama yapılır. CNC taşlama hizmetimiz, mikron seviyesine kadar hassas tolerans gereksinimlerini karşılar, termal eğilmeleri düzeltir ve nihai boyutları stabilize eder.
Ideal için: Sertleştirilmiş paslanmaz çelik bileşenler, ağır hizmet tipi dişli milleri ve ısıl işlem görmüş hassas döküm işleme uygulamaları.
Eşleşen Yüzeyler İçin Sıkı Yüzey Pürüzlülüğü (Ra) Sınırları
Zorluk: Yüksek basınçlı akışkan sistemleri, dinamik contalar ve sürtünme kritikli arayüzler ultra düzgün yüzey pürüzlülüğü (genellikle Ra 0,4 µm veya daha düşük) gerektirir. Standart frezeleme yolları, görünür takım izleri, mikroskobik çıkıntılar ve yönlü dalgalanmalar bırakır; bu da erken conta aşınmasına ve sızıntılara neden olur.
Çözüm: Optimize edilmiş hassas yüzey taşlama ve silindirik taşlama, yönlü işleme izlerini ortadan kaldırır. Mükemmel düzlük ve kesit tutarlılığı elde etmek için mikroskobik çapraz desenleri kontrol ediyoruz; bu da akışkan tutma ve aşınma direncini kökten artırır.
Ideal için: Endüstriyel pompa contaları, yüksek basınçlı valf yuvaları, hidrolik silindir pistonları ve havacılık akışkan kontrol bileşenleri.
Zorlu Geometrik, Yuvarlaklık ve Düzlük Gereksinimleri
Zorluk: Çok eksenli karmaşık parçalar sıklıkla ±0,005 mm içinde eşmerkezlilik, yuvarlaklık ve diklik parametreleri gerektirir. Standart bağlama ve asimetrik döküm geometrileri, tornalama sırasında parça esnemesine neden olur ve kritik form toleranslarında yüksek red oranları oluşturur.
Çözüm: Özel iç taşlama, merkezsiz taşlama ve senkronize çok eksenli konfigürasyonlar kullanarak sıkı geometrik kontrol sağlıyoruz. Kurulumumuz, işleme gerilimini parça yapısından izole ederek yüksek hacimli üretimde eşmerkezlilik ve daireselliğin kusursuz kalmasını sağlar.
Ideal için: Havacılık türbin bileşenleri, yüksek hızlı mil yatakları, çok kademeli kompresör çarkları ve kritik valf parçaları.
Yüksek Hacimli Üretimde Parti Bazında Boyutsal Sapma
Zorluk: Uzun süreli üretimlerde takım aşınması boyutsal kaymaya yol açar. Hassas geçme veya geçiş uyumu gerektiren karmaşık montajlarda, döküm partileri arasındaki küçük farklılıklar montaj hattında darboğazlara ve saha arızalarına neden olur.
Çözüm: Otomatik taş bileme, sürekli proses içi ölçüm ve gerçek zamanlı SPC kalite yönetimi, ilk parçadan 50.000’inciye kadar aynı taşlama parametrelerinin korunmasını sağlar. Bu titiz yaklaşım, hurda oranını etkili şekilde en aza indirir ve sonraki montaj ayarlarını ortadan kaldırır.
Ideal için: OEM endüstriyel makine bileşenleri, otomotiv hassas alt montajları ve sıfır hata entegrasyonu gerektiren ağır ekipman parçaları.
Hassas Taşlama ile Freze ve Tornalama Ne Zaman Tercih Edilmeli
Aşırı Malzeme Sertliği
Geleneksel tek noktalı tornalama ve frezeleme takımları, sert yüzeyli malzemeleri verimli şekilde kesemez. Taşlama, sertleştirilmiş takım çelikleri, kobalt-krom süper alaşımlar, nikel bazlı ısıya dayanıklı alaşımlar ve yüksek sıcaklık alaşımı kaliteleri mikro çatlama veya kırılma olmadan işler.
Sub-Mikron Boyutsal Toleranslar
Çizimler ±0.01 mm'nin altında boyutsal kontrol gerektirdiğinde, takım sapması standart işleme yöntemlerini uygulanamaz hale getirir. Modern CNC taşlama sistemleri, rijit miller ve mikro besleme teknolojisiyle sub-mikron parametreleri mutlak tekrarlanabilirlikte elde eder.
Ayna Yüzey Ra Özellikleri
Sıvı kaçaklarının tamamen önlenmesi veya sürtünme aşınmasının ciddi şekilde azaltılması gereken kritik uygulamalarda, taşlama Ra 0.1 µm'ye kadar olağanüstü ayna yüzeyler elde eder; bu standart, klasik işleme düzenekleriyle mümkün değildir.
Proaktif Mühendislik Optimizasyonu: Ücretsiz DFM İncelemesi Talep Edin
Satın alma planlarını kesinleştirmeden önce, kapsamlı bir Üretilebilirlik için Tasarım (DFM) incelemesi maliyetleri optimize etmek için önemlidir. Mühendislik ekibimiz, döküm toleranslarını optimize etmek, referans yapılarını hassaslaştırarak tolerans birikimini sınırlamak ve uygun taşlama yöntemlerini doğrulamak için çizim özelliklerini analiz eder. Bu erken aşama uyumu, tam ölçekli üretimde pahalı mühendislik değişikliklerini ortadan kaldırır.
Hassas CNC Taşlama Yöntemleri ve Çözümleri
Doğru taşlama sürecini seçmek, mikron seviyesinde toleranslar ve özel yüzey dokuları elde etmek için kritiktir. Yatırım dökümleri ve karmaşık işleme bileşenlerini işleyebilme yeteneğine sahiptir.

Yüzey Taşlama
Düz yüzeylerin, referans düzlemlerinin ve büyük endüstriyel plakaların finisajı için idealdir. Kritik birleşme yüzeylerinde olağanüstü düzlük ve paralellik sağlamak için yüzey taşlama kullanıyoruz.
- Üstün düzlük ve Ra yüzey finisajı elde edilir
- Pul ve ara plakalarda hassas kalınlık kontrolü
- Sertleştirilmiş takım çelikleri ve ısıl işlem görmüş dökümler üzerinde etkilidir

Silindirik Taşlama
Şaftların, rotorların ve kademeli silindirlerin dış çaplarına (DÇ) odaklanılır. Bu işlem, dönen montajlar için yüksek hassasiyetli yuvarlaklık ve eşmerkezlilik sağlar.
- Şaftlar için sıkı dış çap toleransı ve salınım kontrolü
- Konik ve çok çaplı profilleri taşlama yeteneği
- Havacılık ve yüksek hızlı motor bileşenleri için kritik
İç Taşlama
Deliklerin, kovanların ve iç çapların (İÇ) hassas finisajı. Sıkı silindiriklik ve delik boyutu doğruluğu hedeflenir; delik açma veya honlama spesifikasyonları karşılayamadığında kullanılır.
- Rulman uyumları için yüksek hassasiyetli delik boyutlandırma
- Hidrolik ve valf silindirleri için tutarlı iç çap finisajları
- Karmaşık kör delikler ve iç omuzları işler

Merkezsiz Taşlama
Uzun şaftlar, pimler ve burçların yüksek hacimli üretimi için yüksek verimlilikli bir çözümdür. Bu yöntem merkezlere ihtiyaç duymaz, kurulum süresini azaltır.
- Büyük silindirik parça partileri için hızlı üretim
- Binlerce birim arasında olağanüstü boyutsal tutarlılık
- Küçük çaplı çubuklar ve yüksek uzunluk-genişlik oranlı parçalar için ideal
Mühendislik Tavsiyesi: İşleminizi Seçmek
Taşlamayı Ne Zaman Önceliklendirmeli
- Malzeme sertliği (HRC 45+) verimli frezeleme veya tornalamayı engellediğinde
- Isıl işlem sonrası boyutsal bozulmayı düzeltmek için
- Sızdırmazlık elemanları için Ra 0.4 veya daha iyi yüzey pürüzlülüğü gerektiğinde
- 0.01 mm altı eşmerkezlilik gibi kritik GD&T gereksinimleri için
Verimlilik ve Maliyet Optimizasyonu
- Basit miller için birim başına maliyeti düşürmek amacıyla merkezsiz taşlama kullanın
- Gereksiz taşlama geçişlerini en aza indirmek için döküm toleranslarını optimize edin
- Toplam geometrik kontrol için taşlamayı yukarı akış CNC Tornalama ile birleştirin
- Erken DFM incelemesi, aşırı kurulumları ve özel takımlamayı önlemeye yardımcı olur
Tek Noktadan Son İşlem
Vastmaterial, döküm, ısıl işlem ve taşlamayı kendi bünyesinde entegre ederek farklı tedarikçiler arasındaki kümülatif tolerans hatalarını ortadan kaldırır.
Sert Malzeme Uzmanlığı
Paslanmaz çelik, ısıya dayanıklı süperalaşımlar ve sertleştirilmiş takım çelikleri dahil olmak üzere zorlu alaşımların hassas taşlanmasında uzmanız.
Doğrulanmış Hassasiyet
Her taşlanmış bileşen, düzlemsellik, yuvarlaklık ve Ra hedeflerinin tamamen belgelenmesini sağlamak için CMM ve yüzey profilometreleri kullanılarak doğrulanır.
Gelişmiş Malzeme Yeteneği ve Döküm Sonrası Hassas Taşlama Mühendisliği
Alt mikron toleranslara ulaşmak Yatırım Döküm metalurji konusunda derin bir anlayış ve özel finisaj işleme gerektirir. Çift uzmanlığa sahip bir dökümhane ve hassas işleme atölyesi olarak Vastmaterial, ham döküm geometrisi ile ikincil CNC taşlamanın zorlu gereksinimleri arasındaki boşluğu kapatır. Tüm süreç zincirini yöneterek çoklu tedarikçi riskini ortadan kaldırır, neredeyse net şekilli bileşenlerinizin boyutsal kayma veya yapısal bozulma olmadan tam çizim spesifikasyonlarına göre taşlanmasını sağlar.
Tesisimiz, paslanmaz çelik, ısıya dayanıklı çelik, zorlu karbon çelikleri, düşük alaşımlı çelikler, yüksek sıcaklık süperalaşımları ve demir dışı alaşımlar için taşlama işlemleriyle tam donanımlıdır. Döküm mikro yapısının, tane sınırlarının ve ayırma çizgilerinin yüksek yükte aşındırıcı işleme altında nasıl davrandığını analiz ettiğimiz için, mühendislik ekibimiz, parçalarınızın tam metalurjik fazına uygun özel taşlama tekerleği hızları, ilerleme oranları ve soğutma stratejileri belirler.
Döküm Sonrası Yatırım Döküm İşleme için Temel Kontrol Noktaları
- Döküm Toleransı ve Referans Hizalaması: Ham döküm kalıbını, aşındırıcı taşlama tekerleği ile malzeme kaldırmaya özel olarak hesaplanmış optimize edilmiş işleme toleranslarıyla tasarlıyoruz. Sağlam referans sistemlerini döküm aşamasından itibaren kurarak, üst üste binme hatalarını önlüyor ve kritik iç çaplarınızın, dış çaplarınızın ve yüzey profillerinizin nihai montaj sırasında mükemmel şekilde hizalanmasını sağlıyoruz.
- Isıl İşlem Etkileri ve Gerilim Yönetimi: Döküm sonrası termal işlemler, artık gerilmeler ve düzensiz malzeme sertliği oluşturabilir. Vastmaterial, bunu aşamalı kaba işleme ve finisaj taşlama sekanslarıyla çözer. İşleme döngüleri arasında kontrollü gerilim giderme adımlarını entegre ederek, mikro deformasyonu azaltır ve hassas boyutsal düzlüğü, daireselliği ve eşmerkezliliği korur.
- Yüzey Kusur Önleme ve Bütünlük Kontrolü: Yüksek alaşımlı ve ısıya dayanıklı bileşenler, taşlama yanıkları, mikro çatlaklar ve sürtünme altında faz dönüşümlerine son derece duyarlıdır. Proses kontrolümüz, işlem sırasında titiz girdap akımı veya manyetik parçacık testi, optimize edilmiş soğutucu dağıtımı ve hassas taşlama taşı ayarlarına dayanır; böylece kusursuz yüzey pürüzlülüğü Ra değerleri ve mutlak mikro yapısal bütünlük sağlanır.
Vastmaterial ile iş birliği yaparak, döküm metalurjisinin doğrudan CNC taşlama parametrelerini belirlediği entegre bir mühendislik iş akışından faydalanırsınız. Bu bütünleşik yaklaşım, hurda oranlarını en aza indirir, proses yetenek indekslerini garanti eder ve dünyanın en kritik endüstriyel ortamları için montaja hazır bileşenler sunar.

Tipik Parçalar ve Endüstri Uygulamaları
Vastmaterial, zorlu endüstriyel ortamlar için özel olarak tasarlanmış yüksek hassasiyetli OEM taşlama hizmetleri sunar. Yatırım döküm işleme ile ileri düzey dar toleranslı taşlamayı birleştirerek, karmaşık geometrilerde olağanüstü boyutsal kontrol, hassas düzlük, dairesellik ve eşmerkezlilik gerektiren kritik sektörlere hizmet veriyoruz.

Havacılık Motor Bileşenleri
Yüksek sıcaklık alaşımlı yapılar ve güvenlik açısından kritik itki bileşenleri için özel havacılık taşlama hizmetleri. Zorlu süper alaşımlarda mikron seviyesinde toleransları koruyarak, şiddetli termal gerilim altında yapısal bütünlüğü sağlıyoruz.
- Güvenilir rotor ve stator uyumu için ultra dar geometrik toleranslar
- Termal yorulma çatlaklarını önlemek için sıkı yüzey pürüzlülüğü Ra kontrolü
- Isıya dayanıklı alaşım türbin montajlarının tekrarlanabilir işlenmesi

Enerji Üretim Türbin Parçaları
Ağır hizmet tipi gaz, buhar ve rüzgar türbini parçaları için hassas taşlama. Sürecimiz, döküm deformasyonunu ve mikro kusurları ortadan kaldırarak, büyük ölçekli döner ekipmanlar için üstün düzlük ve eşmerkezlilik sağlar.
- Güvenli kanat yuvaları için hassas düzlük ve dairesellik kontrolü
- Dönen miller için eşmerkezlilik ve salınım doğrulaması
- Taşlama sonrası gerilim giderme entegrasyonu için kontrollü malzeme uzaklaştırma

Valf Çekirdekleri, Koltukları ve Sızdırmazlık Yüzeyleri
Akışkan kontrol montajları için yüksek performanslı valf koltuğu taşlama ve iç taşlama. Metal-metal sızdırmazlık ve sıfır sızıntı performansı için gereken ayna benzeri yüzey kalitesine ulaşıyoruz.
- Hermetik contalar için alt mikron yüzey pürüzlülüğü Ra hedefleri
- Akışkan kaçaklarını ve sürtünmeyi ortadan kaldırmak için mikro-geometri optimizasyonu
- Sertleştirilmiş paslanmaz çelik ve kobalt bazlı alaşımların uzman taşlaması

Endüstriyel Ekipman Burçları, Flanşlar ve Konnektörler
Ağır makine parçaları için yüksek verimli silindirik taşlama ve merkezsiz taşlama. Yapısal bağlantılarda, hidrolik kovanlarda ve ağır hizmet konnektörlerinde eşleşen yüzeyleri optimize ederek sorunsuz montaj sağlıyoruz.
- Çoklu parça uyumları için sıkı delik ve dış çap toleransı yığma kontrolü
- Yüksek hızlı bileşenler için diklik ve eksantriklik kontrolü
- Otomatik SPC protokolleri ile yüksek hacimli parti tutarlılığı

Hassas Döküm Son İşlemleri
Yatırım döküm işleme için özel finisaj. Kaba döküm toleransları ile nihai hassas boyutlar arasındaki farkı ortadan kaldırıyor, malzemenin benzersiz döküm yapısını stres kusurları oluşturmadan yönetiyoruz.
- Yapısal referans düzlemlerine dayalı stratejik döküm toleransı optimizasyonu
- Döküm sonrası ısıl işlemden kaynaklanan karmaşık deformasyonların düzeltilmesi
- Gelişmiş taşlama yanığı önleme ve alt yüzey kusurlarının giderilmesi

Özel ve Özelleştirilmiş Uygulamalar
İnce duvarlı bileşenler, standart dışı geometriler ve özel alaşım parçalar için özel CNC taşlama hizmetleri. Benzersiz teknik kriterleri tam gizlilik koruması altında Ar-Ge ekibinizle yakın işbirliği içinde yönetiyoruz.
- Tam NDA korumalı mühendislik geliştirme ve ticari üretim serileri
- İlk hızlı prototiplemeden tam seri üretime kadar esnek ölçeklendirme
- Üretim riskini ve birim maliyeti en aza indirmek için kapsamlı DFM incelemeleri
Tüm uygulamalarda temel taşlama hedefleri
Eşleşen Yüzey Hassasiyeti
Akışkan montaj uyumunu garanti altına almak, fiziksel uyumsuzluğu ortadan kaldırmak ve sistem entegrasyonu sırasında ikincil tezgah ayarlarını azaltmak için olağanüstü boyutsal ve geometrik toleranslara ulaşmak.
Sızdırmazlık Arayüzü Kalitesi
Temas yüzeylerini, yüksek basınç ve vakum koşullarında gaz veya sıvı sızıntılarını önlemek için kesin düzlüğe ve düşük yüzey pürüzlülüğü Ra hedeflerine göre iyileştirmek.
Aşınma Direnci
Mekanik aşınmayı azaltan, sürtünme ısısını en aza indiren ve yüksek çevrimli sistemlerde çalışma ömrünü uzatan, homojen ve düşük sürtünmeli yüzey dokuları geliştirmek.
Parti Tutarlılığı
Binlerce üretim parçası üzerinde ardışık partiler boyunca aynı fiziksel profilleri çoğaltmak için sağlam, standartlaştırılmış taş bileme ve taşlama protokollerini uygulamak.
Hassas Taşlama İhtiyaçlarınız İçin Neden Vastmaterial
Vastmaterial, yatırım dökümü ve çok eksenli işleme konularında derin bir geçmişe sahip entegre bir CNC taşlama üreticisi olarak öne çıkar. Döküm ve ısıl işlemden nihai yüzey finisajı iyileştirmesine ve ilgili yüzey işlem gereksinimlerine kadar tüm tedarik zincirini yöneterek, parçaların bağlantısız taşeronlar arasında hareket etmesiyle oluşan tipik kümülatif hataları ortadan kaldırıyoruz.
Mühendislik odaklı yaklaşımımız sayesinde, taşlamadan önce parça çizimleriniz üretime uygunluk (DFM) açısından titiz bir incelemeden geçer. Döküm deformasyon vektörlerini, bağlama gerilmelerini ve takım temas yollarını erken analiz ederek maliyetli hatalardan kaçınıyoruz; izlenebilir mühendislik verileriyle 100'den fazla uzun vadeli küresel müşteriye hizmet veriyoruz.
Büyük ölçekli sözleşmeli üretim için donatılmış tesislerimiz, aylık 1,3 milyon hassas bileşen üretim kapasitesine sahiptir. Üretim alanımızda, sert metal alaşımlarını, paslanmaz çeliği ve alaşımlı çelik güvenilir şekilde işler.
Uzun vadeli akademik ve endüstri araştırma ortaklıkları sayesinde, taş bileme teknolojisi ve soğutma yöntemlerini sürekli geliştirerek taşlama yanığı ve mikro çatlak risklerini tamamen bastırıyoruz. Her parti, doğrulanmış denetim belgeleriyle desteklenir ve modern tedarik ekiplerine tam tedarik zinciri şeffaflığı sunar.
Gizlilik ve Teslimat Güvencesi
Mühendislik iş akışlarımızı güvenli tutuyor, fikri mülkiyetinizi korumak için resmi gizlilik sözleşmeleri imzalıyor ve bunlara saygı gösteriyoruz. Tüm özel bileşenler, çizim talepleriniz, malzeme özellikleriniz ve geometrik tolerans tanımlarınıza kesinlikle uygun şekilde taşlanır, denetlenir ve doğrulanır.
Düşük hacimli bir havacılık tasarımını doğruluyor veya endüstriyel vana üretimi için yüksek hacimli üretim planlıyor olun, Vastmaterial esnek kapasiteyi sağlam kalite kontrolleriyle dengeleyerek küresel nakliye ve montaj hatları için zamanında teslimatı güvence altına alır.
Çizimden Teslimata: CNC Taşlama Süreci ve İş Akışı
Vastmaterial'de şeffaf ve denetlenebilir hassas taşlama iş akışımız, mutlak tekrarlanabilirlik, yüzey bütünlüğü ve zamanında sevkiyat garantisi sunar. İlk DFM çizim analizinden nihai parça paketlemesine kadar her mühendislik ve üretim aşaması, boyutsal kaymayı ortadan kaldırmak ve kritik döküm ve işlenmiş parçalarınızda sıkı toleranslı taşlama gereksinimlerini karşılamak için titizlikle kontrol edilir.
Çizim ve Teknik Şartname İncelemesi (DFM)
Uygulama mühendislerimiz teknik çizimlerinizi 24–48 saat içinde değerlendirir. Kritik boyutsal toleransları, geometrik datumu, hedeflenen yüzey pürüzlülüğü Ra değerlerini ve yüzey işlem beklentilerini taşlama sonrası denetim yöntemleriyle birlikte titizlikle doğrularız. Bu proaktif aşama, herhangi bir taş monte edilmeden önce malzeme özellikleri ve beklentilerinde mutlak uyum sağlar.
- • Düzlemsellik, dairesellik ve eşmerkezlilik dahil olmak üzere geometrik boyutlandırma ve toleranslandırmanın (GD&T) detaylı analizi
- • Ham yatırım döküm paylarının, referans datumslarının ve bağlama uygunluğunun doğrulanması
- • Yüzey pürüzlülüğü (Ra) hedefleri ve tahribatsız muayene (NDT) kriterleri üzerinde mutabakat
- • Malzeme işlenebilirliğinin, mevcut ısıl işlem durumunun ve sertlik değişimlerinin değerlendirilmesi
Proses Yönlendirme ve İşleme Planlaması
Kaba, yarı-finisaj ve nihai finisaj taşlama geçişlerini haritalandıran, özelleştirilmiş çok aşamalı bir proses yönlendirme formu oluşturuyoruz. Yüksek alaşımlı yatırım dökümlerinde, yönlendirmemiz termal işlemleri ve gerilim giderme döngülerini stratejik olarak entegre ederek malzeme sapmasını önler ve yüksek hacimli üretim partilerinde mikro yapıları stabilize eder.
- • Kaba ve finisaj taşlama işlemlerinin ardışık planlaması ve optimize edilmiş taş parametreleriyle
- • Mikro eğilmeyi önlemek için gerilim giderici tavlama veya işleme sonrası ısıl işlem planlaması
- • Erken taş yüklenmesini önlemek için döküm stok toleransının özelleştirilmiş dağılımı
- • Alaşımınıza uygun olarak taşlama taşı aşındırıcılarının (CBN, Al2O3 veya Silisyum Karbür) stratejik seçimi
Özel Aparat Tasarımı ve Hassas Referans Yüzey Kurulumu
Mikron seviyesinde boyutsal hassasiyet kusursuz parça tutmayı gerektirir. Vastmaterial mühendisleri, sıkıştırma deformasyonunu, yapısal titreşimi ve lokal sapmayı ortadan kaldıran özel, rijit iş parçası tutucu aparatlar tasarlar ve üretir. Sağlam referans yüzeylerin oluşturulması, dar toleranslı taşlama işlemlerinin kusursuz eşmerkezlilik ve paralellik sağlamasını garanti eder.
- • Çizim referanslarına uygun özel mekanik, hidrolik veya manyetik aparatların şirket içi mühendisliği
- • İnce duvarlı bileşen deformasyonunu ortadan kaldırmak için sıkıştırma kuvveti optimizasyonu ve FEA simülasyonu
- • Tüm birincil ve ikincil referans noktalarının fiziksel hazırlığı, temizliği ve kalifikasyonu
- • Taşlama öncesi eksantriklik, toplam gösterge okuması (TIR) ve makine milinde hizalama doğrulaması
CNC Taşlama Uygulaması ve Süreç İçi İzleme
Çok eksenli CNC taşlama sistemlerimiz, sıkı ve veri odaklı parametre kontrolleri altında çalışır. İlerleme hızları, taş yüzey hızları ve yüksek basınçlı soğutucu akışı termal enerjiyi izole etmek için senkronize edilir; taşlama yanıklarını, metalurjik tavlamayı ve mikro çatlakları önler. Gerçek zamanlı geri bildirim döngüleri, sabit malzeme kaldırma oranı ve üstün yüzey pürüzlülüğü Ra kontrolü sağlar.
- • Gerçek zamanlı mil yükü ve malzeme direncine göre dinamik ilerleme ve hız ayarı
- • Termal gerilme ve yüzey yanıklarını ortadan kaldırmak için yüksek hacimli, hedef odaklı sentetik soğutucu filtrasyonu
- • Optimum tane keskinliği ve geometrisini korumak için otomatik, programlanabilir taş düzeltme döngüleri
- • Titreşim izleme ve akustik emisyon algılama ile dalgalanma izlerini azaltma
Metroloji, CMM Kontrolü ve Kalite Doğrulaması
Hassasiyet, yalnızca ölçme yeteneği kadar iyidir. Üretim sırasında operatör düzeyinde sıkı örnekleme uygular, sıcaklık kontrollü metroloji laboratuvarımızda kapsamlı bir son denetim gerçekleştiririz. Tüm kritik dış çap (OD), iç çap (ID) ve form gereksinimleri, sevkiyat öncesinde tamamen doğrulanır ve verilerle desteklenir.
- • Süreç içi koordinat takibi ve eğilim analizi için İstatistiksel Proses Kontrol (SPC) grafiklendirmesi
- • Düzlemsellik, silindiriklik ve eşmerkezlilik gibi geometrik değişkenler için CMM (koordinat ölçüm makinesi) denetimi
- • Temas profilometreleri ve optik tarayıcılar kullanılarak yüzey pürüzlülük profili doğrulaması
- • Mikro çatlakların ve yanıkların tamamen olmadığını doğrulamak için manyetik parçacık veya penetran boya testi
- • Boyutsal denetim raporları ve malzeme sertifikalarının standart olarak sağlandığı tam parti izlenebilirliği
Ultrasonik Temizlik, Pas Önleme ve İhracat Ambalajı
Son denetimin ardından, tüm bitmiş bileşenler taşlama yağı ve partikülleri tamamen temizlemek için derinlemesine yıkanır. Yüzeyler, hedefe yönelik pas önleyicilerle işlenir ve elemanlar, uluslararası taşımacılığa uygun ağır hizmet tipi, nem bariyerli malzemelerle paketlenir. Parçalarınız temiz, korumalı ve anında montaja hazır şekilde ulaşır.
- • Mikro aşındırıcıları ve soğutucu kalıntılarını gidermek için çok aşamalı ultrasonik temizlik
- • Depolama sürelerine uyarlanmış birinci sınıf korozyon önleyici yağlar veya kuru VCI filmlerinin uygulanması
- • Fiziksel darbe hasarını ortadan kaldırmak için özel kalıplanmış köpük ekler ve nem bariyerli vakumlu paketleme
- • Parça numaraları, sipariş detayları, parti kodları ve kalite kontrol onay mühürlerini içeren net dış kutu etiketlemesi
- • Uluslararası ISPM-15 ahşap standartlarına uygunluk ve güvenli deniz/hava kargo paketlemesi
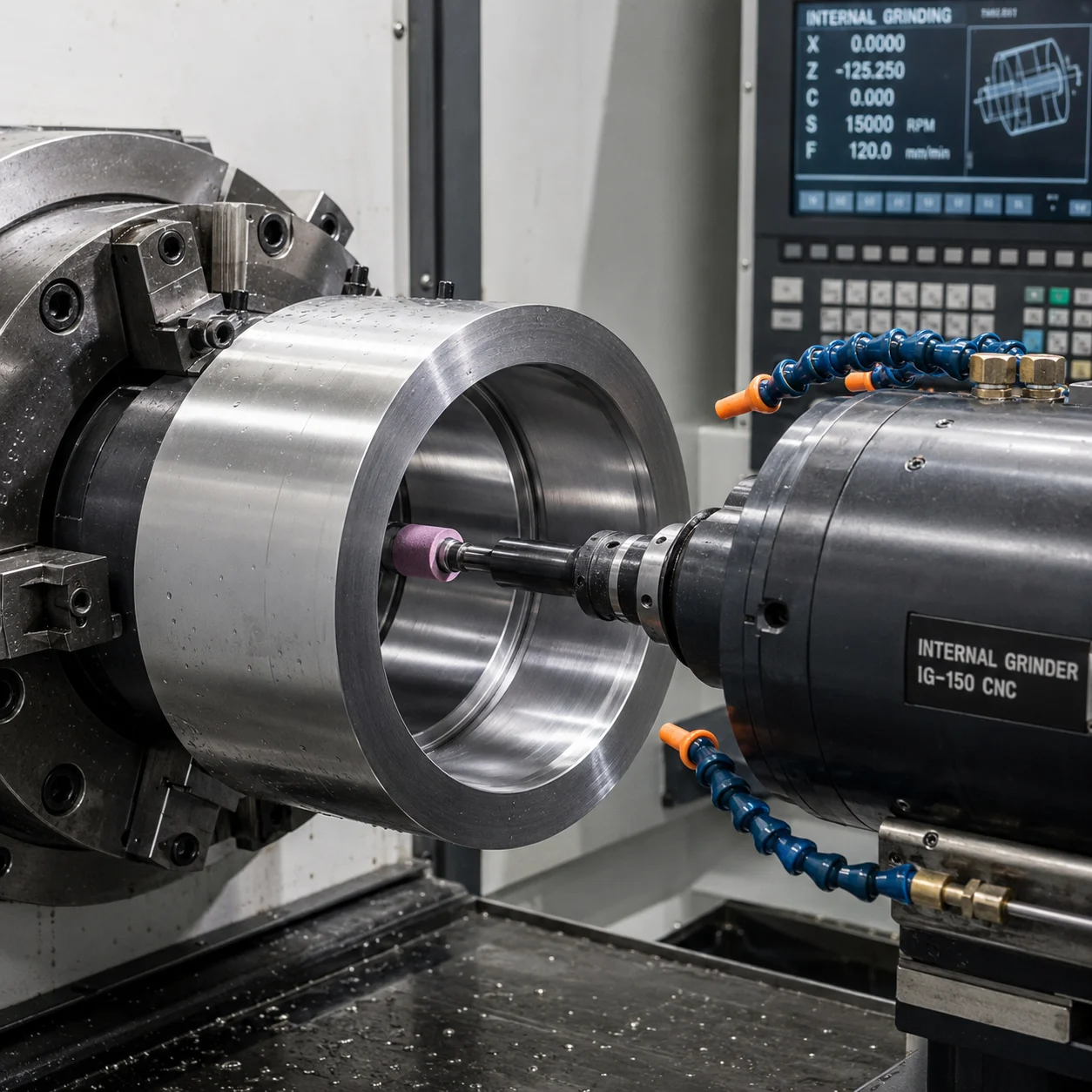
CNC Hassas Taşlama Uygulamada
Modern üretimde ultra ince yüzey kaliteleri ve son derece sıkı boyutsal toleranslar elde etmek için kritik bir süreç olan CNC (Bilgisayarlı Sayısal Kontrol) taşlamanın hassasiyetini ve verimliliğini keşfedin. Bu ileri teknik, taşlama taşlarını otomatik sistemlerle nokta atışı hassasiyetle yönlendirerek her bileşenin titiz kalite standartlarını karşılamasını sağlar.
Havacılık ve medikal cihazlardan otomotiv ve takım endüstrilerine kadar CNC hassas taşlama, yüksek performanslı parçaların üretiminde vazgeçilmezdir. Mikron seviyesinde hassasiyetle malzeme kaldırarak ürün dayanıklılığını, işlevselliğini ve estetik görünümünü önemli ölçüde artırır. En karmaşık geometrilerde bile üstün sonuçlar için ileri teknolojiye ve yetkin işçiliğe olan bağlılığımızı sürdürüyoruz.
Ham malzemelerin son derece rafine bileşenlere dönüşümüne tanık olun; otomasyonun benzersiz doğruluk ve yüzey bütünlüğü sağlamadaki gücünü gözler önüne seriyoruz.

Taşlama İş Akışımız Neden Tedarik Zincirinizi Korur
Tavizsiz İzlenebilirlik
Her bir üretim ve denetim adımı belgelenir, seri numaralandırılır ve denetlenebilir. Demir gibi sağlam tedarik zinciri görünürlüğü için kapsamlı metroloji verileri ve parti kayıtları alırsınız.
Mühendislik Risk Azaltma
Detaylı ön DFM plan analizimiz, üretim başlamadan önce potansiyel termal deformasyonları, döküm toleransı uyumsuzluklarını ve yapısal zayıflıkları tespit eder.
Mutlak Parti Tutarlılığı
Standart CNC işlem yönlendirme formlarını sıkı otomatik taş elbise aralıklarıyla eşleştirerek, prototipten seri üretime kadar mikron seviyesinde aynı hassasiyeti sunuyoruz.
CNC Taşlama Projenizi Optimize Etmeye Hazır mısınız?
Karmaşık mühendislik çizimlerinizi bugün gönderin, kapsamlı bir üretim değerlendirmesi ve 24–48 saat içinde doğru bir ticari teklif alın. Teknik ekibimiz toleranslarınızı analiz etmeye, üretim datalarını iyileştirmeye ve güvenilir, maliyet etkin bir işlem yolu önermeye hazır.
Desteklenen Formatlar: STEP, IGES, SolidWorks, PDF | Sıkı NDA Protokolleri Uygulanır | Sorunsuz Küresel Kargo
CNC Taşlama için Kalite Kontrol & Hassas Tolerans Doğrulaması
Vastmaterial'da hassas taşlama hizmetlerimiz, taşlama için titiz kalite kontrol ile desteklenmektedir. Her işlenmiş yatırım dökümünün mühendislik çizim gereksinimlerinize ve uluslararası üretim standartlarına tam uyumunu sağlıyoruz.
Kapalı Devre Kalite Kontrol Yöntemleri
Gelen Malzeme & Boş Parça Doğrulaması
Gelen yatırım dökümlerini yapısal bütünlük, sertlik ve ısıl işlem gerilmesi açısından denetleyerek, taşlama taşlarımıza ulaşmadan önce işlem kusurlarını önlüyoruz.
İşlem İçi Boyutsal Takip
Yüzey, silindirik ve merkezsiz taşlama aşamalarında gerçek zamanlı denetim; taşlama yanığı, termal deformasyon ve boyut sapmasına karşı koruma sağlar.
Uyumsuzluk Kapatma & İstatistiksel Proses Kontrolü (SPC)
Herhangi bir sapma, anında kök neden analizi, takım ofset düzeltmeleri ve sıkı izolasyon protokollerini tetikler; prototipten seri üretime kadar üretim tutarlılığınızı korur.
Ölçülebilir Denetim Kalemleri & Geometrik Özellikler
Kritik Boyutsal Analiz
Dış çap (OD), iç çap (ID), basamak yüksekliği ve duvar kalınlığının mikron seviyesinde doğrulanması; karmaşık eşleşen özellikler için.
GD&T Şekil & Konum Doğrulamaları
Gelişmiş otomatik çok eksenli ölçüm sistemleriyle kapsamlı yuvarlaklık taşlama, düzlük taşlama ve eşmerkezlilik taşlama denetimleri.
Yüzey Pürüzlülüğü Ra Değerlendirmesi
Profilometre denetimleri; kritik endüstriyel contalarda ve havacılık aşınma bileşenlerinde belirli mikro-inç yüzey pürüzlülüğü dokusu gereksinimlerini garanti eder.
Anahtar Boyut Kaydı & İstatistiksel Örnekleme
AQL uyumlu parti örnekleme planları ve dijital kayıt arşivleme; zorlu endüstriyel denetimler için yapısal izlenebilirlik sağlar.


Katı Uyum & Metroloji Standartları
Vastmaterial, hassas yatırım dökümünü ultra dar toleranslarla buluşturur. Özel metroloji laboratuvarımızda gelişmiş CMM denetimi ve özel yüzey analiz araçları bulunur; her karmaşık geometrinin baskınıza tam uyduğunu doğrular.
Ham alaşım dökümünden nihai mikro-finish taşlamaya kadar tam malzeme izlenebilirliği
Talep üzerine özelleştirilmiş denetim raporları (boyutsal kayıtlar, pürüzlülük izleri) sunulur
Seri üretim hatlarında İstatistiksel Proses Kontrolü (SPC) ile CPK trendleri takip edilir
ISO kalite protokollerine ve müşteri odaklı mühendislik standartlarına sıkı uyum
Projeniz için Doğrulanabilir Denetim Raporlarına mı ihtiyacınız var?
Sıkı toleranslı taşlama iddialarımızı doğrulanabilir fiziksel verilerle destekliyoruz. Üretiminiz başlamadan önce örnek CMM ve yüzey pürüzlülüğü belgelerini incelemek için mühendislik ekibimizle iletişime geçin.
Teslim Edilebilir Üretim Özellikleri: Düzlük, Yuvarlaklık ve Yüzey Kapasitesi
Genelleştirilmiş hassasiyet iddiaları yerine, Vastmaterial kritik döküm ve işlenmiş parçalarda rutin olarak sağladığımız geometrik, boyutsal ve doku parametrelerinin (yüzey işlemi dahil) açık bir kontrol listesini sunar. Taşlama taşı seçimi, ilerleme hızları ve parça bağlama yöntemlerini optimize ederek, üretim ekibimiz ısıl işlem sonrası karmaşık parça deformasyonunu kontrol altında tutar ve zorlu endüstriyel parçalarda dar toleranslı taşlama hedeflerine ulaşır.
Boyutsal Kontrol
- • Dış çap (OD) hassas geçmeleri
- • İç çap (ID) delik hizalamaları
- • Mikro düzeyde kalınlık kontrolü
- • Basamak yüksekliği ve eşleşen omuzlar
- • Kritik sıkı geçme ölçüleri
Geometrik Form & Salgı
- • Sızdırmazlık yüzeyleri için düzlemsellik taşlaması
- • Yuvarlaklık ve silindirik profil doğruluğu
- • Eşmerkezli delikler için eşmerkezlilik taşlaması
- • Eksenellik ve toplam gösterge salgısı (TIR)
- • Çizim spesifikasyonlarına göre gerçek pozisyon formu
Yüzey Kalitesi & Bütünlüğü
- • Mikron seviyesinde yüzey pürüzlülüğü Ra hedefleri
- • Sızdırmazlık yüzeyi dokusunda çapraz tarama tutarlılığı
- • Hassas kenar çapak alma ve pah kırma
- • Taşlama yanığı ve mikro çatlak önleme
- • İnce cidarlı parçalar için gerilimsiz geçişler
Uyumluluk Notu: Elde edilebilecek kesin toleranslar, düzlemsellik, yuvarlaklık ve eşmerkezlilik; malzemenin doğal özellikleri, parça geometrisi, ısıl işlem sertliği ve temel referans şemaları tarafından belirlenir. Vastmaterial, ilk DFM incelememiz sırasında yatırım döküm toleranslarınızı nihai CNC taşlama paylarıyla çapraz kontrol ederek tekrarlanabilir ve doğrulanabilir çizim uyumluluğunu garanti eder.
CNC Taşlama İçin Neden Vastmaterial’i Seçmelisiniz
Ham yatırım dökümlerinden mikron seviyesinde nihai toleranslara kadar, döküm, ısıl işlem ve hassas taşlamayı tek çatı altında birleştirerek çoklu tedarikçi kaynaklı kümülatif hataları ortadan kaldırıyoruz.
Entegre Proses Kontrolü
Döküm geometrisinden işleme paylarına, gerilim giderme ve nihai taşlamaya kadar tüm yaşam döngüsünü yöneterek boyutsal bozulma ve finisaj darboğazı riskini azaltıyoruz.
Karmaşık Döküm Parça Uzmanlığı
İnce cidarlı geometriler, karmaşık referans kurulumları ve paslanmaz çelik ile yüksek sıcaklık alaşımları gibi işlenmesi zor malzemeleri yüzey mikro çatlakları veya yanıklar olmadan işleme konusunda uzmanız.
Proaktif DFM İş Birliği
Mühendislik ekibimiz, üretim öncesinde proses kabiliyetini güvence altına almak için fikstürleme, taşlama payları ve referans düzlemlerini optimize ederek 24–48 saat içinde üretim geri bildirimi sağlar.

Kanıtlanmış Üretim Kapasitesi ve Kalite
Aylık 1,3 Milyon Parça
Yüksek hacimli hassasiyet tesisimiz, hızlı prototip değerlendirmesinden tam ticari üretim serilerine kadar ölçeklendirme taleplerini kolaylıkla karşılar.
Küresel Tedarik Zinciri Ortağı
Havacılık, endüstriyel pompalar, vanalar, türbomakine ve enerji sektörlerinde 100’den fazla uzun vadeli uluslararası müşteriye hizmet vermekteyiz.
Ar-Ge ve Akademik İş Birlikleri
Gelişmiş ısıya dayanıklı süper alaşımlar için taşlama tekniklerimizi sürekli geliştirmek amacıyla seçkin havacılık araştırma enstitüleri ve metalurji laboratuvarlarıyla iş birliği yapıyoruz.
Karmaşık ve Dar Toleranslı Parçalarınız mı Var?
STEP, IGES veya PDF çizimlerinizi bugün yükleyin. Mühendislik uzmanlarımız toleranslarınızı, malzeme özelliklerinizi ve referanslarınızı inceleyerek optimize edilmiş bir üretim teklifi sunacaktır.
CNC Taşlama ve Hassas İşleme: Sıkça Sorulan Sorular
Yüksek hassasiyetli taşlama işlemleri, malzeme özelinde dikkat edilmesi gerekenler, üretim teslim süreleri ve kalite protokolleri hakkında teknik bilgileri keşfedin. Erken aşama mühendislik incelemelerimiz, üretim risklerini azaltmaya ve dökümden işleme süreçlerini optimize etmeye yardımcı olur.
Bir projede standart frezeleme veya tornalama yerine ne zaman CNC taşlama kullanılmalıdır?
Bileşen tasarımlarının son derece sıkı boyutsal kontrol, mikro düzeyde geometrik toleranslar veya geleneksel kesici takımların güvenilir şekilde sağlayamayacağı ultra pürüzsüz yüzey kalitesi gerektirdiği durumlarda hassas taşlama tercih edilen son işlem yöntemidir. CNC taşlama genellikle şu durumlarda gereklidir:
- İş parçası malzeme sertliği 45 HRC'nin üzerindeyse, örneğin sertleştirilmiş takım çelikleri, kobalt esaslı alaşımlar veya ısıl işlem görmüş hassas dökümler.
- Yüzey pürüzlülüğü gereksinimi katıysa, Ra 0,4 µm yüzey pürüzlülüğünden mikron seviyesinde yansıtıcılığa kadar hedefleniyorsa.
- Kritik sızdırmazlık yüzeyleri, yatak milleri veya valf yuvaları, sıvı kaçışını veya erken mekanik aşınmayı önlemek için düzlük, dairesellik veya eşmerkezlilikte mutlak geometrik doğruluk gerektiriyorsa.
- Sonraki üretim aşamaları mükemmel boyutsal stabilite gerektiriyorsa ve yüksek sıcaklıkta ısıl işlem sırasında oluşan deformasyonların düzeltilmesi gerekiyorsa.
Vastmaterial, taşlama yanığı, mikro çatlaklar ve termal deformasyon gibi riskleri nasıl azaltıyor?
Taşlama yanıkları, mikro çatlaklar ve yapısal deformasyon, kontrolsüz sürtünmenin temas bölgesinde aşırı ısıl enerji oluşturmasıyla meydana gelir. Vastmaterial'de talaşlı imalat mühendislerimiz, malzeme bütünlüğünü korumak için sıkı proses kontrolleri uygular:
- Aşamalı Stok Alma: Agresif kaba taşlama parametrelerini hassas finisaj geçişlerinden ayırarak, alt tabakada biriken ısıyı en aza indiriyoruz.
- Yüksek Basınçlı Soğutucu Uygulaması: Isıyı dağıtmak ve talaşı anında uzaklaştırmak için, tekerlek-iş parçası arayüzüne hassas şekilde yönlendirilmiş, sıcaklık kontrollü, yüksek debili soğutucu filtreleme sistemleri kullanıyoruz.
- Taş Seçimi ve Şekillendirme: Taş tanecik boyutu, bağ tipi ve şekillendirme aralıkları, taşın camlaşmasını önlemek için ilgili alaşım metalurjisine bilimsel olarak uyarlanır.
- Termal Gerilim Giderme: Yüksek gerilimli bileşenlerin işlenmesinde, kaba işleme ve finisaj işlemleri arasında entegre gerilim giderme tavlama operasyonları planlanır.
- Yıkıma uğratmadan Non-Destructive Testing: Gizli termal kusurların olmadığını doğrulamak için yüzey profilometrisiyle birlikte özel denetim teknikleri kullanıyoruz.
Ham döküm parçaları bitirebilir misiniz? Hangi stok payları planlanmalı?
Evet. Entegre döküm ve işleme altyapısı kullanarak, Vastmaterial ham hassas dökümlerin finisajında uzmanlaşmıştır. Uygun işleme ve taşlama stok payı, genel parça boyutlarına, döküm konfigürasyonuna ve nihai tolerans hedeflerine göre değişir:
- Ham Döküm Yüzeyleri: Döküm kabuğunu doğrudan kaba taşlama ile çıkarmak için ön tornalama veya frezeleme atlanıyorsa, yan başına 0,5 mm ila 1,5 mm stok payı önerilir.
- Hassas Finisaj Geçişleri: Önceden işlenmiş yüzeyler için, 0,1 mm ila 0,3 mm temizleme stok payı, aşındırıcı taşın tüm takım izlerini gidermesini ve nominal boyuta ulaşmasını sağlar.
- Birincil Geometrik Referanslar: 0,2 mm ila 0,5 mm malzeme ayırmak, sonraki kurulumları stabilize eden mükemmel düz, kare referans düzlemleri oluşturmamıza olanak tanır.
- Isıl İşlem Payı: Kaba işleme sonrası sertleştirme gerektiren alaşımlar için, menevişlemeden kaynaklanan hacimsel deformasyonları güvenle taşlamak amacıyla 0,3 mm ila 0,8 mm stok eklemenizi öneriyoruz.
Teslimatla birlikte hangi kalite dokümantasyonu, denetim verileri ve raporlar sağlanır?
Her üretim partisiyle birlikte müşteri spesifikasyonlarına sıkı uyumu doğrulamak için kapsamlı kalite güvence doğrulaması sağlıyoruz:
- Boyutsal Raporlar: Tüm kritik doğrusal boyutların tam dokümantasyonu; dış çaplar (OD), iç çaplar (ID), uzunluklar ve omuz basamakları dahil.
- Geometrik Boyutlandırma ve Toleranslama (GD&T) Düzlemsellik, yuvarlaklık, silindiriklik, eşmerkezlilik ve toplam salınım gibi karmaşık teknik özellikler için doğrulanmış veriler.
- Yüzey Profilometre İzleri: Kalibre edilmiş ölçüm cihazları kullanılarak yüzey pürüzlülüğü gereksinimlerinin (Ra, Rz veya Rmax değerleriyle ifade edilen) nicel olarak doğrulanması.
- Gelişmiş CMM & Görüntüleme Raporları: Yüksek hassasiyetli koordinat ölçüm makinesi denetim profilleri, karmaşık havacılık, savunma veya akışkan gücü uygulamaları için oluşturulabilir.
- Tam Parti İzlenebilirliği: Bitmiş bileşenleri orijinal döküm ergitme partilerine, malzeme sertifikalarına ve ısıl işlem çizelgelerine bağlayan eksiksiz kayıtlar.
Özel taşlama prototipleri ve seri üretim çalışmaları için tipik teslim süreleriniz nedir?
Teslim süreleri, bileşen geometrisi, toplam sipariş hacmi, fikstür mühendisliği gereksinimleri ve entegre hammadde tedarik hatlarına göre belirlenir:
- Teklifler ve Uygulanabilirlik İncelemeleri: Ayrıntılı mühendislik geri bildirimi ve kesin ticari teklifler 24 ila 48 saat içinde tamamlanır.
- Prototipleme ve İlk Numune (1–10 Adet): Genellikle özel tutucu fikstür tasarımı, taş profilleme ve tam denetim raporlamasını kapsayacak şekilde 2 ila 4 hafta içinde tamamlanır.
- Orta Hacimli Partiler (11–100 Adet): Malzeme temini, ön işleme gereksinimleri ve ısıl işlem sıralarına bağlı olarak 3 ila 6 hafta arasında değişir.
- Yüksek Hacimli Seri Üretim (100+ Adet): İşlem parametrelerini optimize etmek, istatistiksel proses kontrol (SPC) döngüleri oluşturmak ve sürekli teslimat programlarını koordine etmek için 6 ila 12 hafta gereklidir.
- Hızlandırılmış Üretim Hatları: Kritik proje zaman çizelgeleri için hızlandırılmış programlar, mevcut tesis kapasitesine bağlı olarak uygulanabilir.
CNC hassas taşlama stratejileri farklı metalurji türlerine nasıl uyarlanır?
Bir alaşımın kimyasal ve mekanik özellikleri, taşlanabilirliğini, taş yükleme karakteristiklerini ve ideal ilerleme hızlarını belirler:
- Paslanmaz Çelikler (300 & 400 Serisi, Duplex): Çalışma sertleşmesine ve yapışkan davranışa yüksek derecede eğilimlidir; yüzey parlamasını önlemek için özel aşındırıcı yapılar ve sürekli taş düzeltme ile yönetilir.
- Süperalaşımlar & Isıya Dayanıklı Çelikler (Inconel, Hastelloy): Aşırı kesme dayanımı ve düşük termal iletkenlik, geometrik profilleri korumak için süper-aşındırıcı taşlar (örneğin CBN) ve yoğun soğutma gerektirir.
- Karbon Alaşımlar & Takım Çelikleri: Öngörülebilir taşlama özellikleri sunar, hızlı çevrim süreleri, yüksek boyutsal hassasiyet ve optimum yüzey ekonomisi sağlar.
- Dökme Demirler (Sfero, Gri): Serbest grafit talaş kırılmasına yardımcı olur ancak desteklenmemiş keskin kenarlarda mikro çatlama riskini ortadan kaldırmak için yapılandırılmış fikstür gerektirir.
- Demir Dışı Alaşımlar (Alüminyum, Bakır, Bronz): Yumuşak malzemeler taş gözeneklerini doldurmaya eğilimlidir; yüksek yüzey hızlarında çalışan açık yapılı taşlar ve özel yağlayıcılarla işlenir.
Vastmaterial resmi gizlilik sözleşmeleri (NDA) ve uluslararası ihracat ambalajını destekliyor mu?
Evet. Havacılık, enerji ve tıbbi cihazlar gibi sektörlerdeki uluslararası endüstriyel müşterilere destek sağlarken, güçlü veri güvenliği ve sevkiyat protokollerini uyguluyoruz:
- Gizli Veri Koruması: Karşılıklı NDA’ları rutin olarak uyguluyoruz. Tescilli teknik çizimler ve üretim süreçleri güvenli dahili ağlarda izole edilir.
- Korozyon Önleyici Ambalaj: Yüksek hassasiyetli taşlanmış yüzeyler, VCI (Uçucu Korozyon Önleyici) kaplamalar, yağ bariyerleri ve vakumlu mühürler dahil olmak üzere özel çok katmanlı koruma ile korunur.
- Güvenli Taşıma Koruması: Bileşenler, uluslararası taşımada darbe hasarını ortadan kaldırmak için sağlam ahşap kasalar içinde özel kalıplanmış köpük veya hücre bölücülerle ayrı ayrı yerleştirilir.
- İhracat Uygunluk Desteği: Tüm gerekli yasal belgeleri sağlıyoruz; buna fabrika malzeme dökümleri, uygunluk sertifikaları (CoC) ve özel sevkiyat manifestoları dahildir.
Taşlama, bağımsız bir sözleşmeli hizmet olarak sunuluyor mu yoksa döküm ile birlikte mi olmalı?
CNC taşlamayı hem bağımsız bir son işlem sözleşmeli hizmeti olarak hem de tam entegre bir üretim çözümünün parçası olarak sunuyoruz:
- Bağımsız Son İşlem Hizmeti: Müşteriler kendi ön işlenmiş parçalarını, ham dökümlerini veya dövme parçalarını tedarik edebilir. Gelen kalite kontrolü, kurulum mühendisliği ve hassas taşlama uygulamasını biz yönetiyoruz.
- Gelen Muayene Güvenceleri: Müşteri tarafından sağlanan boşluklar için, taşlama öncesi geometrisini, sertlik tutarlılığını ve referans yüzeylerini taşlama işlemine başlamadan önce doğruluyoruz.
- Tek Kaynak Avantajı: Tüm döküm, ısıl işlem, ön işleme ve son taşlama işlemlerinizi Vastmaterial’e devretmek, tedarikçiler arası taşıma sürelerini ve sorumluluk boşluklarını ortadan kaldırır.
- Prototipin, endüstriyel uygulamalar için gereken sıkı toleranslara uygun olduğunu ölçeklendirmeden önce sağlar. Döküm ve işleme işlemlerini tek çatı altında birleştirmek, daha küçük stok zarfı tasarlamamıza olanak tanır; bu da toplam parça ağırlığını ve çevrim sürelerini yaklaşık ila oranında azaltır.
Bir parça muayeneden geçemezse üretim uygunsuzlukları nasıl yönetiliyor?
Kalite yönetim iş akışımız, tolerans dışı boyutlar için şeffaf çözüm ve anında düzeltici eylemi vurgular:
- Gerçek Zamanlı İzolasyon: Proses içi kontrol döngüleri, sapmaları anında izole ederek olası kusurları nihai paketlemeden çok önce sınırlar.
- Kök Neden Araştırması: Kalite ekipleri hata kaynağını analiz eder; fikstür rijitliği, termal sapma, taş aşınması veya ham madde değişkenliğini kontrol eder.
- Düzeltici ve Önleyici Faaliyet (CAPA): Tekrarı önlemek için CNC programları, taş bileme döngüleri veya tutucu fikstür konfigürasyonları değiştirilir.
- Revizyon Mühendisliği: Spesifikasyon dışı bir bileşende kalan malzeme varsa, dikkatlice mühendislik gözetiminde teknik resim şartlarına uygun olarak yeniden işlenir.
- Detaylı Raporlama: Müşterilere, kök nedenleri ve sonraki partilerin güvence altına alınması için yapılan teknik ayarlamaları ayrıntılı olarak açıklayan resmi Uygunsuzluk Raporları (NCR) sunulur.
CNC Taşlama Teklifi için Çiziminizi Gönderin
Aşağı akış CNC Freze ve CNC Tornalama gereksinimleri için 24 ila 48 saat içinde kapsamlı DFM incelemeleri, proses planlaması ve rekabetçi OEM hassas taşlama fiyatlandırmaları alın.
Vastmaterial ile neden ortaklık kurmalısınız?
- 24–48 Saatte Mühendislik Geri Bildirimi: Hızlı teknik değerlendirmeler, taş yanığı önleme analizi ve doğru maliyet yapıları.
- Prototipten Seri Üretime: Düşük hacimli, çok çeşit denemelerden sürekli yüksek hacimli üretimlere kadar sorunsuz ölçeklenebilirlik.
- Sıkı NDA Koruması: Tescilli endüstriyel bileşenleri ve tasarımları korumak için tam gizlilik sözleşmesi uyumu.
Doğrudan Proje Desteği
Vastmaterial Hassas İşleme Bölümü
Dongying, Shandong, Çin
E-posta: precisionmetal@vast-cast.com
WhatsApp/Tel: WhatsAPP: 0086-13345064499