تعلم كيفية صب الألمنيوم مع طرق خطوة بخطوة ونصائح حول المعدات والسلامة ومنع العيوب.
كيف تصب الألمنيوم: المعدات والمواد الأساسية
هل تتساءل عما يتطلبه الأمر للتعامل مع المعدن السائل بأمان؟ قبل أن أفكر في الصب، أحرص على تأمين كل شيء. في أي مصنع صب ألمنيوم وظيفي، فإن التهاون في معداتك هو أسرع طريقة لتدمير الصب - أو الأسوأ، التعرض لإصابة خطيرة.
إليك التفاصيل الدقيقة للمعدات والمواد التي نستخدمها لإنجاز العمل بشكل صحيح.
سبائك الألمنيوم للصب
نحن لا نلقي قطع الخردة العشوائية في النار. للحصول على نتائج موثوقة واحترافية، نبدأ بالمواد الأساسية الصحيحة تمامًا.
- قضبان الألمنيوم الأولية: كتل نظيفة وصلبة من المعدن تعمل كقاعدة نقية للأجزاء عالية الجودة.
- خردة ثانوية: معدن معاد تدويره يساعد في تقليل تكاليف الإنتاج مع الحفاظ على فعالية عالية للصب القياسي.
- عناصر السبائك الشائعة: نعتمد عادةً على درجات صناعية محددة مثل A356 و 319. هذه السبائك المحددة تتدفق بشكل رائع عند ذوبانها وتتصلب لتصبح مكونات متينة للغاية وصحية هيكليًا.
معدات الذوبان للألمنيوم المنصهر
تحتاج إلى معدات متخصصة وقوية للوصول بأمان إلى نقطة انصهار الألمنيوم والحفاظ على تلك الحرارة.
- الأفران: اعتمادًا على حجم التشغيل، نعتمد على الأفران الارتجاجية أو أفران الحث لتوليد حرارة شديدة ومتسقة.
- الأوعية: هذه هي الأواني المقاومة للحرارة الشديدة والمبطنة بالحراريات التي تجلس داخل الفرن وتحمل المعدن جسديًا أثناء تحوله من الحالة الصلبة إلى الحالة السائلة.
معدات السلامة غير القابلة للتفاوض
يتطلب التعامل مع الألمنيوم المنصهر احترامًا مطلقًا للعملية. هذه هي مجموعة الحماية الإلزامية التي أحتاجها قبل أن يقترب أي شخص من فرن ساخن:
- قفازات مسبك عالية الحرارة: حواجز سميكة ومتخصصة لحماية يديك وساعدينك من الحرارة الإشعاعية الشديدة.
- درع الوجه: نظارات واقية ثقيلة تغطي بالكامل لحجب الانفجارات المفاجئة أو الشرارات أو الرشات.
- مآزر جلدية: طبقة خارجية قوية وغير قابلة للاشتعال لحماية جسمك وملابسك.
- أجهزة التنفس: ضرورية تمامًا لتصفية الأبخرة الضارة والغازات المتصاعدة والغبار المعدني أثناء مراحل الصهر وإزالة الغازات.
خطوة بخطوة: عملية صب الألمنيوم العامة

إذا كنت تتساءل كيف تصب الألمنيوم للتطبيقات الصناعية أو التجارية، يجب أن تكون سير العمل تحت سيطرة عالية. إليك الخطوات الأساسية لعملية صب الألمنيوم التي نتبعها في المصنع لضمان نتائج من الدرجة الأولى.
- الخطوة 1: صنع القالب والنموذج: نبدأ بإنشاء نموذج رئيسي. يشكل هذا النموذج تجويف القالب الدقيق المطلوب للجزء. الدقة في صنع قوالب الصب أمر حاسم لأن أي عيب هنا ينتقل مباشرة إلى المنتج النهائي.
- الخطوة 2: التسخين المسبق والصهر: نقوم بتحميل المواد الخام في الفرن وزيادة الحرارة. بمجرد أن نصل إلى نقطة انصهار الألمنيوم (حوالي 1220 درجة فهرنهايت)، يتحلل المعدن الصلب إلى بركة جاهزة للصب من الألمنيوم المنصهر.
- الخطوة 3: إزالة الغازات وإزالة الخبث: تسبب الغازات المحبوسة أجزاء ضعيفة ومسامية. نقوم بحقن الأرجون أو النيتروجين في الصهر لسحب الغازات الهيدروجينية المحبوسة. بعد إزالة الغازات، نقوم بإجراء إزالة دقيقة للخبث، حيث نقوم بإزالة الشوائب الأكسيدية المتجمدة من أعلى بركة السائل.
- الخطوة 4: صب الألمنيوم المنصهر: نقوم بنقل المعدن السائل النظيف إلى القالب بشكل ثابت. اعتمادًا على متطلبات التصميم المحددة للجزء، نقوم إما بصبه باستخدام الجاذبية البسيطة أو حقنه باستخدام آلات أوتوماتيكية عالية الضغط.
- الخطوة 5: التبريد والتصلب: يجب أن يبرد المعدن بمعدل مضبوط بدقة. يضمن التبريد المناسب أن يتصلب الألمنيوم بشكل متساوٍ في جميع أنحاء القالب، مما يحافظ على سلامة الهيكل ويمنع الانكماش الداخلي.
- الخطوة 6: فك القالب والمعالجة اللاحقة: بمجرد أن يصبح صلبًا وباردًا تمامًا، نقوم بكسر القالب بعيدًا عن الجزء. نقوم بقص الأبواب والارتفاعات المتبقية، ونطحن الحواف الخشنة، ونطبق التشطيبات السطحية المطلوبة. بينما يمكن أن تتغير طرق التعامل اعتمادًا على المعدن - مشابهة للإعدادات المتخصصة المطلوبة لـ صب الاستثمار سبائك الصلب components—these fundamental steps ensure a reliable, high-quality final part.
5 طرق أساسية لصب الألمنيوم موضحة
عند تحديد كيفية صب الألمنيوم لمشروعك المحدد، تغطي هذه الطرق الخمس تقريبًا كل احتياجات الصناعة.
1. صب الرمل
هذه هي طريقتنا المفضلة للأجزاء الكبيرة، والهندسات المعقدة، وعمليات الإنتاج ذات الحجم المنخفض. نستخدم قالبًا من الرمل الأخضر أو رمل الراتنج لتعبئة بإحكام حول نموذج مادي. بمجرد إزالة النموذج، نصب المعدن المنصهر مباشرة في التجويف. إنها طريقة فعالة من حيث التكلفة للغاية لـ صب الألمنيوم الرملي.
[صورة لعملية صب الرمل]
2. صب القوالب
نقوم بحقن المعدن السائل مباشرة في قوالب فولاذية صلبة. استخدام صب القوالب تحت الضغط العالي أو إعدادات الضغط المنخفض مثالي لضخ مكونات عالية الحجم، عالية الدقة، وذات جدران رقيقة للغاية. سباكة الألمنيوم بالضغط يضمن تشطيب سطح ناعم، قريب من الشكل النهائي مباشرة من الآلة.
3. صب الاستثمار
غالبًا ما يُطلق عليه صب الاستثمار بالشمع المفقود, تتضمن هذه العملية بناء نسخة شمعية، وتغليفها بقشرة خزفية صلبة، ثم إذابة الشمع لتشكيل القالب. إنها الخيار الأفضل على الإطلاق للتفاصيل المعقدة والتفاوتات الضيقة. (إذا كانت تصميماتك الثقيلة تتطلب في النهاية معادن مختلفة بجانب أجزاء الألمنيوم الخاصة بك، فإننا نعمل أيضًا كجهة موثوقة شركة تصنيع الصب الفولاذي لقطع الغيار الأصلية المقاومة للتآكل والمتينة).
4. صب القوالب الدائمة
بدلاً من تدمير القالب بعد استخدام واحد، نقوم بصب المعدن المنصهر في قوالب حديدية أو فولاذية قابلة لإعادة الاستخدام. صب القوالب الدائمة يوفر خصائص ميكانيكية ممتازة وتبريد سريع، مما يجعله خيارًا قويًا لحجوم الإنتاج المتوسطة إلى العالية.
5. صب الرغوة المفقودة
نستخدم أنماط رغوة بوليسترين قابلة للتبخر محاطة بالرمل غير المرتبط. المعدن المنصهر يتبخر الرغوة على الفور عند الاتصال، مما يملأ الشكل الدقيق للنمط. أكبر ميزة هنا؟ إنها تقضي تمامًا على الحاجة لزوايا السحب وصناديق النواة.
عيوب الصب في الألمنيوم
عندما نفكك كيفية صب الألمنيوم، فإن إدارة العيوب المحتملة هي أولوية قصوى. حتى في بيئة خاضعة للتحكم العالي، يمكن أن تظهر مشاكل إذا لم تكن المتغيرات مضبوطة بشكل صحيح. إليك الأكثر شيوعًا عيوب الصب في الألمنيوم وكيفية منعها بالضبط:
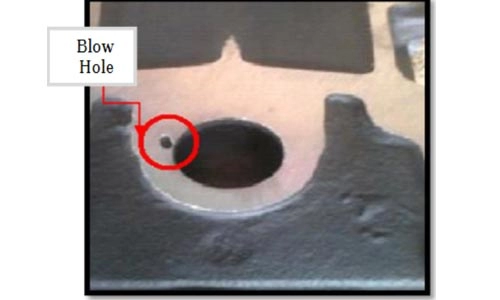
- المسامية: يظهر هذا على شكل ثقوب صغيرة أو نقاط ضعيفة ناتجة عن الغاز المحبوس أو انكماش المعدن غير المتساوي.
- الحل: نضمن تهوية القالب بشكل صحيح ونتخلص تمامًا من الغاز الألمنيوم المنصهر قبل أن يصل إلى القالب.
- الشوائب: هذه هي جزيئات غير معدنية غير مرغوب فيها أو أوساخ محبوسة داخل الجزء النهائي.
- الحل: التخلص الدقيق من الخردة إلزامي، إلى جانب تمرير المعدن السائل من خلال فلاتر خزفية عالية الجودة.
- إغلاقات باردة: يحدث هذا العيب عندما تبرد تيارات منفصلة من المعدن السائل بسرعة كبيرة قبل أن تتمكن من الاندماج بشكل مثالي، مما يترك لحامًا ضعيفًا.
- الحل: نحن نقوم بتحسين سرعة الصب بدقة ونراقب درجة الحرارة عن كثب للحفاظ على تدفق المعدن بشكل صحيح.
يتطلب الحصول على درجة الحرارة والتوقيت والتهوية الصحيحة خبرة. لأن خطأ صغير واحد يمكن أن يدمر عملية الإنتاج بالكامل، يعتمد العديد من المصنعين المصريين على الخبراء الصب الدقيق لضمان أجزاء خالية من العيوب ودائمة في كل مرة.
صناعة الألمنيوم في المنزل مقابل الصناعة
إذا كنت تبحث في كيفية صب الألمنيوم، ستلاحظ بسرعة فرقًا كبيرًا بين مشروع في حديقة المنزل في عطلة نهاية الأسبوع والتصنيع الاحترافي. كمهني في الصناعة، أؤكد دائمًا أن حجم ودقة إعدادك تحدد جودة المنتج النهائي.
المسابك المنزلية
تعتمد إعدادات الحديقة على أدوات أساسية ومتاحة. عادةً ما يقوم الهواة بصهر المعادن الخردة باستخدام أفران فحم صغيرة أو أفران بروبان ويصبون المعدن المنصهر في قوالب بسيطة من الجص أو الرمل الأخضر. إنها طريقة رائعة لتعلم أساسيات الصب، لكنها تفتقر إلى الاتساق والدقة وضوابط السلامة المطلوبة للأجزاء الهيكلية الموثوقة.
المسابك الصناعية
الإنتاج التجاري هو لعبة مختلفة تمامًا. في بيئة احترافية مصنع صب الألمنيوم, نستخدم سبائك معتمدة عالية الجودة، وآلات مؤتمتة، وضوابط صارمة لدرجة الحرارة. نعتمد على مطيافات متقدمة للتحليل المعدني الدقيق لضمان سلامة الأجزاء والقضاء على عيوب الصب. إذا كان مشروعك يتطلب تسامحات ضيقة ومتانة عالية، فإن العمل مع أفضل شركة لصب المعادن لقطع الغيار الصناعية المخصصة المقاومة للتآكل هو الطريقة الوحيدة لتلبية معايير التصنيع الصارمة في مصر.
مقارنة سريعة
| الميزة | مسبك منزلي | المسبك الصناعي |
|---|---|---|
| المواد | ألمنيوم خردة، علب معاد تدويرها | سبائك ألمنيوم معتمدة عالية الجودة |
| المعدات | فرن بروبان أو فحم | أفران تحريض آلية، تحكم صارم في المناخ |
| مراقبة الجودة | فحص بصري أساسي | مطيافات، تحليل معدني |
| الحجم والدقة | حجم منخفض، تسامحات خشنة | إنتاج عالي الحجم، قابل للتكرار بشكل كبير |
الأسئلة الشائعة (FAQs)
ما هي درجة الحرارة المطلوبة لصهر الألمنيوم للصب؟
المقارنة نقطة انصهار الألمنيوم is exactly 1,220°F (660°C). However, in a working aluminum casting foundry, we don’t just stop at the bare minimum. I typically heat the metal to between 1,300°F and 1,400°F. هذه الزيادة الإضافية تضمن أن الألمنيوم المنصهر يبقى سائلًا بما يكفي لملء كل تفاصيل قالب الصب قبل أن يبدأ في التصلب.
أي سبيكة من الألمنيوم هي الأفضل للصب؟
لأغلب التطبيقات،, A356 و 319 تعتبر الأوزان الثقيلة بلا منازع في السوق المصري.
- A356: تقدم قوة مذهلة، ومرونة ممتازة، ومقاومة عالية للتشقق.
- 319: مرنة للغاية وفعالة من حيث التكلفة لمكونات المحركات العامة.
عند المقارنة سبائك الألمنيوم للصب, ، تبرز A356 كخيار متميز للسلامة الهيكلية، خاصة في الأجزاء عالية الضغط في السيارات أو الطيران.
هل الألمنيوم المصبوب قوي مثل الألمنيوم الماكين (البلت)؟
في مقارنة مباشرة بين المواد، الألمنيوم الماكين (المعالج) أقوى. يبدأ البلت ككتلة مُشكلة بعملية البثق مع هيكل حبيبي كثيف مستمر، بينما يمكن أن تحتفظ الأجزاء المصبوبة أحيانًا بميكروسكوبية من المسامية من عملية التبريد.
ومع ذلك، فإن الصب الحديث ليس ضعيفًا. من خلال تطبيق معالجة حرارية T6 على الأجزاء المصبوبة، يمكننا دفع قوتها إلى مستويات تنافسية للغاية. بالإضافة إلى ذلك، نستخدم بشكل متكرر الماكينة CNC للألمنيوم المصبوب لتنظيف الأسطح الحرجة. هذه الطريقة تمنحك النقطة المثالية: كفاءة التكلفة لصب الأشكال المعقدة مع دقة حادة مثل شفرات الماكينة.


