Apprenez comment couler de l'aluminium avec des méthodes étape par étape, des équipements, des conseils de sécurité et la prévention des défauts.
Comment lancer de l'aluminium : Équipements et matériaux essentiels
Vous vous demandez ce qu'il faut réellement pour manipuler le métal liquide en toute sécurité ? Avant même de penser à verser, je m'assure que l'ensemble de l'installation est sécurisé. Dans toute fonderie de moulage d'aluminium fonctionnelle, faire l'impasse sur votre équipement est la façon la plus rapide de ruiner une pièce ou pire, de se blesser gravement.
Voici la répartition exacte de l'équipement et des matériaux que nous utilisons pour faire le travail correctement.
Alliages d'aluminium pour la coulée
Nous ne jetons pas simplement des déchets aléatoires dans un feu. Pour obtenir des résultats fiables et professionnels, nous commençons avec les matériaux de base parfaitement adaptés.
- Lingots d'aluminium primaires : Blocs solides et propres de métal qui servent de base pure pour des pièces de haute qualité.
- Rebuts secondaires : Métal recyclé qui maintient les coûts de production à un niveau bas tout en restant très efficace pour les coulées standard.
- Éléments d'alliage courants : Nous nous appuyons généralement sur des qualités industrielles spécifiques telles que A356 et 319. Ces alliages spécifiques s'écoulent incroyablement bien lorsqu'ils sont fondus et se solidifient en composants très durables et structurellement sains.
Équipement de fusion pour l'aluminium en fusion
Vous avez besoin de matériel spécialisé et robuste pour atteindre en toute sécurité le point de fusion de l'aluminium et maintenir cette chaleur.
- Fours : En fonction de la taille de la coulée, nous utilisons des fours à reverberation ou à induction pour générer une chaleur intense et constante.
- Creusets : Ce sont des pots en réfractaire à température extrême qui se trouvent à l'intérieur du four et qui maintiennent physiquement le métal lors de sa transformation de solide à liquide.
Équipement de sécurité non négociable
Manipuler de l'aluminium en fusion nécessite un respect absolu du processus. Voici l'équipement de protection obligatoire que je demande avant que quiconque ne s'approche d'un four chaud :
- Gants de fonderie à haute température : Barrières épaisses et spécialisées pour protéger vos mains et avant-bras contre la chaleur radiante intense.
- Visières : Visières robustes, à couverture complète, pour bloquer les éclats, étincelles ou projections inattendus.
- Tabliers en cuir : Une couche extérieure résistante, non inflammable, pour protéger votre noyau et vos vêtements.
- Respirateurs : Indispensable pour filtrer les fumées nocives, les émissions de gaz et la poussière métallique lors des phases de fusion et de dégasage.
Étape par étape : le processus général de moulage en aluminium

Si vous vous demandez comment faire fondre de l'aluminium pour des applications industrielles ou commerciales, le flux de travail doit être très contrôlé. Voici les principales étapes du processus de moulage de l'aluminium que nous suivons sur le site de la fonderie pour garantir des résultats de premier ordre.
- Étape 1 : Fabrication du modèle et du moule : Nous commençons par créer un modèle maître. Ce modèle forme la cavité exacte du moule nécessaire pour la pièce. La précision dans la fabrication du moule est cruciale car toute erreur ici se transfère directement au produit final.
- Étape 2 : Préchauffage et Fusion : Nous chargeons les matières premières dans le four et augmentons la température. Une fois que nous atteignons le point de fusion de l'aluminium (environ 670°C), le métal solide se décompose en une piscine d'aluminium fondu prête à être versée.
- Étape 3 : Dégazage et Enlèvement de la Scorie : Le gaz emprisonné provoque des pièces faibles et poreuses. Nous injectons de l'argon ou de l'azote dans la fusion pour extraire les gaz d'hydrogène emprisonnés. Après le dégazage, nous effectuons un enlèvement soigneux de la scorie, en écumant les impuretés oxydées crustacées à la surface du liquide.
- Étape 4 : Versage de l'Aluminium Foncé : Nous transférons lentement le métal liquide propre dans le moule. Selon les exigences spécifiques de la pièce, nous le versons soit par simple gravité, soit en l'injectant à l'aide de machines automatisées à haute pression.
- Étape 5 : Refroidissement et Solidification : Le métal doit refroidir à un rythme strictement contrôlé. Un refroidissement approprié garantit que l'aluminium se solidifie uniformément dans tout le moule, en conservant son intégrité structurelle et en évitant le retrait interne.
- Étape 6 : Démoulage et post-traitement : Une fois complètement solide et refroidi, nous retirons le moule de la pièce. Nous éliminons les portes et les risers restants, ponçons les arêtes rugueuses, et appliquons les finitions de surface requises. Bien que les méthodes de manipulation puissent varier selon le métal — semblable aux configurations spécialisées nécessaires pour alliage d'acier pour la coulée sous pression les composants — ces étapes fondamentales garantissent une pièce finale fiable et de haute qualité.
5 méthodes principales de moulage de l'aluminium expliquées
Lorsque vous déterminez exactement comment couler de l'aluminium pour votre projet spécifique, ces cinq méthodes couvrent presque tous les besoins industriels.
1. Moulage par sable
C'est notre méthode de prédilection pour les grandes pièces, les géométries complexes, et les séries de production à faible volume. Nous utilisons un moule en sable vert ou sable résine pour emballer étroitement autour d'un modèle physique. Une fois que nous retirons le modèle, nous versons le métal en fusion directement dans la cavité. C’est une méthode très rentable pour la coulée en sable d'aluminium.
[Image du diagramme du processus de moulage par sable]
2. Moulage sous pression
Nous injectons le métal liquide directement dans des moules en acier trempé. Utiliser le moulage sous pression haute pression ou des configurations à basse pression est idéal pour pomper des composants en grande quantité, très précis et à parois extrêmement fines. Moulage sous pression en aluminium garantit une finition de surface lisse, presque nette, dès la sortie de la machine.
3. Moulage à la cire perdue
Souvent appelé fonderie à cire perdue, ce processus consiste à construire un modèle en cire, à le recouvrir d'une coque en céramique dure, puis à faire fondre la cire pour former le moule. C'est le choix absolu pour les détails complexes et les tolérances serrées. (Si vos conceptions robustes nécessitent éventuellement différents métaux en plus de vos pièces en aluminium, nous agissons également en tant que fournisseur fiable Steel Casting Manufacturer for Durable Wear Resistant OEM Parts).
4. Fonderie en moule permanent
Au lieu de détruire le moule après une seule utilisation, nous versons le métal en fusion dans des moules en fer ou en acier réutilisables. fonderie en moule permanent offre d'excellentes propriétés mécaniques et un refroidissement rapide, ce qui en fait un choix solide pour des volumes de production moyens à élevés.
5. Fonderie à la cire perdue
Nous utilisons des modèles en mousse de polystyrène expansé entourés de sable non lié. Le métal en fusion vaporise instantanément la mousse au contact, remplissant la forme exacte du modèle. Le plus grand avantage ici ? Cela élimine complètement le besoin d'angles de dépouille et de boîtes à noyaux.
Défauts de fonderie dans l'aluminium
Lorsque nous analysons comment couler l'aluminium, la gestion des défauts potentiels est une priorité absolue. Même dans un environnement hautement contrôlé, des problèmes peuvent survenir si les variables ne sont pas correctement réglées. Voici les plus courants défauts de fonderie dans l'aluminium et exactement comment nous les évitons :
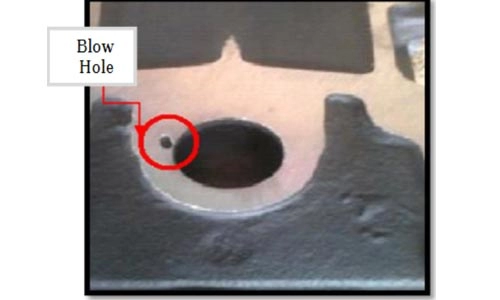
- Porosité: Cela se manifeste par de minuscules trous ou des points faibles causés par du gaz emprisonné ou un retrait inégal du métal.
- La solution : Nous assurons une ventilation appropriée du moule et dégazons soigneusement l' aluminium en fusion avant qu'il ne touche jamais le moule.
- Inclusions : Ce sont des particules non métalliques indésirables ou de la saleté piégées à l'intérieur de la pièce finie.
- La solution : Une épuration minutieuse pour une l'élimination des scories est obligatoire, ainsi que le passage du métal liquide à travers des filtres en céramique de haute qualité.
- Fermetures à froid : Ce défaut se produit lorsque deux flux distincts de métal liquide refroidissent trop rapidement avant de pouvoir fusionner parfaitement, laissant une jointure faible.
- La solution : Nous optimisons strictement la vitesse de coulée et surveillons de près la température pour assurer un bon écoulement du métal.
Obtenir la température, le timing et la ventilation corrects demande de l'expérience. Parce qu'une petite erreur peut ruiner une production entière, de nombreux fabricants français comptent sur des fonderie de précision interne configurations d'experts pour garantir des pièces parfaites et durables à chaque fois.
Fonderie d'aluminium DIY vs industrielle
Si vous vous demandez comment faire de la fonte d'aluminium, vous remarquerez rapidement une différence énorme entre un projet de week-end dans votre jardin et une fabrication professionnelle. En tant que professionnel de l'industrie, je souligne toujours que l'échelle et la précision de votre installation déterminent la qualité de votre produit final.
Fonderies domestiques
Les installations dans un jardin reposent sur des outils simples et accessibles. Les amateurs fondent généralement des déchets métalliques à l'aide de petits fours à charbon ou au propane et versent le métal en fusion dans des moules en plâtre ou en sable vert. C'est une excellente façon d'apprendre les bases de la coulée, mais cela manque de cohérence, de précision et de contrôles de sécurité nécessaires pour des pièces structurelles fiables.
Fonderies industrielles
La production commerciale est un tout autre jeu. Dans une fonderie de moulage en aluminium, nous utilisons des alliages certifiés de haute qualité, des machines automatisées et un contrôle strict de la température. Nous nous appuyons sur des spectromètres avancés pour une analyse métallurgique précise afin de garantir l'intégrité des pièces et d'éliminer les défauts de moulage. Si votre projet nécessite des tolérances serrées et une grande durabilité, travailler avec un meilleur fabricant de pièces industrielles résistantes à l'usure sur mesure est la seule façon de respecter les normes de fabrication rigoureuses en France.
Comparaison rapide
| Caractéristique | Fonderie maison DIY | Fonderie industrielle |
|---|---|---|
| Matériaux | Déchets d'aluminium, canettes recyclées | Alliages d'aluminium certifiés de haute qualité |
| Équipement | Four à propane ou au charbon de bois | Fours à induction automatisés, contrôle climatique strict |
| Contrôle qualité | Inspection visuelle de base | Spectromètres, analyse métallurgique |
| Volume et précision | Faible volume, tolérances approximatives | Production en grande série, haute répétabilité |
Foire aux questions (FAQ)
Quelle température est nécessaire pour faire fondre l'aluminium pour la coulée ?
Le Point de fusion de l'aluminium est exactement à 1 220°F (660°C). Cependant, dans une fonderie d'aluminium en activité, nous ne nous contentons pas du strict minimum. Je chauffe généralement le métal entre 1 300°F et 1 400°F. Cette marge supplémentaire garantit que l'aluminium en fusion reste suffisamment fluide pour remplir chaque détail de votre moule avant qu'il ne commence à se solidifier.
Quel alliage d'aluminium est le meilleur pour la coulée ?
Pour la plupart des applications, A356 et 319 sont les poids lourds indiscutables sur le marché français.
- A356 : Offre une résistance incroyable, une excellente ductilité et une résistance aux fissures de premier ordre.
- 319: Très polyvalent et économique pour les composants de moteurs à usage général.
Lors de la comparaison alliages d'aluminium pour la coulée, A356 se distingue comme le choix premium pour l'intégrité structurelle, notamment dans les pièces automobiles ou aérospatiales soumises à de fortes contraintes.
L'aluminium moulé est-il aussi résistant que l'aluminium usiné (billet) ?
Dans une comparaison directe matière à matière, l'aluminium billet (forgé) est plus résistant. Le billet commence comme un bloc extrudé avec une structure de grain continue et dense, tandis que les pièces moulées peuvent parfois conserver une porosité microscopique du processus de refroidissement.
Cependant, la coulée moderne n'est pas en reste. En appliquant un traitement thermique T6 aux pièces moulées, nous pouvons augmenter leur limite d'élasticité à des niveaux très compétitifs. De plus, nous utilisons fréquemment l'usinage CNC de l'aluminium moulé pour nettoyer les surfaces critiques. Cette approche vous offre le compromis ultime : l'efficacité économique du moulage de formes complexes combinée à la précision extrême de l'usinage de billets.


