Lær korleis du støpar aluminium med steg-for-steg metodar utstyr tryggleiksråd og feilforebygging.
Korleis du støpar aluminium: Vesentlege utstyr og materialar
Lurer du på kva som faktisk krevst for å handtere flytande metall trygt? Før eg i det heile teke tenkjer på å helle, sørgjer eg for at heile oppsettet er låst på plass. I alle funksjonelle aluminiumsstøpeverkstader er det å kutte hjørne på utstyret ditt den raskaste måten å øydelegge ei støyping på—eller verre, å bli alvorleg skadd.
Her er den nøyaktige oversikta over utstyret og materialane vi bruker for å få jobben gjort riktig.
Aluminiumlegeringar for støping
Vi kaster ikkje tilfeldig skrap inn i ein brann. For å få pålitelege, profesjonelle resultat, startar vi med nøyaktig dei rette basismateriala.
- Primære aluminiumssmelter: Rene, solide metallblokker som fungerer som den reine basen for høgkvalitetsdeler.
- Sekundært skrap: Resirkulert metall som held produksjonskostnadene nede, samtidig som det er svært effektivt for standard støyp.
- Vanlege legeringselement: Vi er ofte avhengige av spesifikke industriell grade som A356 og 319. Desse spesifikke legeringane flyt utruleg godt når dei er smelta og stivnar til svært slitesterke, strukturelt solide komponentar.
Smelteutstyr for flytande aluminium
Du treng spesialisert, tungt utstyr for å trygt nå smeltepunktet for aluminium og oppretthalde den varmen.
- Ovnar: Avhengig av storleiken på produksjonen, bruker vi reverberator- eller induksjonsovnar for å generere intens, jamn varme.
- Krus: Desse er ekstremtemperatur, motstandsbelagte kar som sit inne i ovnen og fysisk held på metallet medan det går frå fast til flytande.
Ikke-forhandlingsbar verneutstyr
Handtering av smelta aluminium krev full respekt for prosessen. Dette er det obligatoriske verneutstyret eg krev før nokon kjem nær ein varm ovn:
- Høgtemperatur-arbeidshanskar for støperi: Tykke, spesialiserte barrierar for å beskytte henda og underarmane mot intens strålingsvarme.
- Ansiktsskydd: Tunge, fulldekke visirer for å blokkere uventa sprut, gnistar eller splasjar.
- Lærforkle: Eit robust, ikkje-brennbart ytre lag for å beskytte kjernen og klede dine.
- Åndedrettsvern: Fullstendig naudsynt for å filtrere ut skadelige gassar, avgassing og metallstøv under smelte- og avgasingsfasane.
Steg-for-steg: Den generelle prosessen for aluminiumsstøping

Hvis du lurer på korleis du støper aluminium for industrielle eller kommersielle bruk, må arbeidsflyten vere svært kontrollert. Her er kjerneprosessen for aluminiumsstøping vi følgjer på støperiet for å sikre topp kvalitet.
- Steg 1: Mønster- og formfremstilling: Vi startar med å lage eit hovudmønster. Dette mønsteret dannar den nøyaktige formhulen som trengs for delen. Presisjon i støpeformfremstilling er kritisk fordi eventuelle feil her overførast direkte til sluttproduktet.
- Steg 2: Forvarming og smelting: Vi lastar råmateriala i ovnen og aukar varmen. Når vi når smeltepunktet for aluminium (omtrent 1 220°F), bryt det faste metallet ned til ei klar til å helle pulje av smelta aluminium.
- Steg 3: Avgasning og drossfjerning: Innesperra gass fører til svake, porøse delar. Vi injiserer argon eller nitrogen i smelta for å trekke ut innestengd hydrogengassar. Etter avgasning utfører vi forsiktig fjerning av dross, og skummar av den rustne oksidforureininga frå toppen av den flytande massen.
- Steg 4: Helling av den smelta aluminiumet: Vi overfører jevnt den rene, flytande metallen til forma. Avhengig av den spesifikke utforminga av delen, helle vi enten med enkel tyngdekraft eller injiserer med automatisert høgtrykksmaskineri.
- Steg 5: Avkjøling og herding: Metallet må avkjølast ved ein strengt kontrollert temperatur. Riktig avkjøling sikrar at aluminiumet herder jevnt gjennom forma, og held den strukturelle integriteten intakt og forhindrar intern krymping.
- Steg 6: Demolding og etterbehandling: Når det er heilt stivna og avkjølt, bryt vi forma vekk frå delen. Vi klip av dei resterande portane og stigane, sliper ned grove kantar, og påfører dei nødvendige overflatebehandlingane. Mens handteringsmetodar kan endre seg avhengig av metallet—liknande dei spesialoppsetta som krevjast for investeringstøyping av stållegeringar komponentar—sikrar desse grunnleggjande stega ein påliteleg, høgkvalitets sluttdel.
5 hovudmetodar for aluminiumsstøyping forklart
Når du skal finne ut nøyaktig korleis du støyp aluminiumsdelar for ditt spesifikke prosjekt, dekkjer desse fem metodane nesten alle industrielle behov.
1. Sandstøyping
Dette er vår foretrukne metode for store delar, komplekse geometriar, og låge produksjonsvolum. Vi bruker ein grønsandsforma eller resin-sand for å pakke tett rundt ein fysisk modell. Når vi fjernar modellen, heller vi den smelta metallen direkte i hulrommet. Det er ein svært kostnadseffektiv tilnærming for sandstøping av aluminium.
[Bilete av sandstøypingsprosessdiagram]
2. Trykksmelting
Vi injiserer flytande metall direkte i herdete ståldeler. Bruk av høgtrykkstøping trykk- eller lågtrykkssystem er ideelt for å pumpe ut høgvolums, høgpresise, og ekstremt tynne veggdelar. Aluminiumstøyping garanterer ein glatt, nesten-nettform overflatefinish rett frå maskinen.
3. Investeringsstøyping
Ofte kalla tapt voks-investeringstøyping, denne prosessen involverer å byggje ein voksreplika, dekke den med eit hardt keramisk skall, og deretter smelte ut voksen for å danne forma. Det er det beste valet for intrikate detaljar og stramme toleransar. (Om dine tunge design til slutt krev ulike metallar saman med aluminiumsdelar, fungerer vi også som ein påliteleg Steel Casting Manufacturer for Durable Wear Resistant OEM Parts).
4. Permanent formstøyping
I staden for å øydeleggje forma etter éin bruk, heller vi den smelta metallen i gjenbrukbare jarn- eller ståldeler. Permanent formstøping gir utmerkede mekaniske eigenskapar og rask avkjøling, noko som gjer det til eit solid val for medium til høge produksjonsvolum.
5. Tapt skumstøping
Vi bruker evaporative polystyren-skumformer omgjeve av ubind sand. Den smelta metallen forvitrar umiddelbart skummet ved kontakt, og fyller den nøyaktige forma av forma. Den største fordelen her? Det eliminerer heilt behovet for utkastvinklar og kjernebokser.
Støpefeil i aluminium
Når vi analyserer korleis du støper aluminium, er det å handtere potensielle feil høgt prioritert. Sjølv i eit svært kontrollert miljø kan problem oppstå dersom variablane ikkje er justert riktig. Her er dei mest vanlege støpefeila i aluminium og nøyaktig korleis vi forhindrar dei:
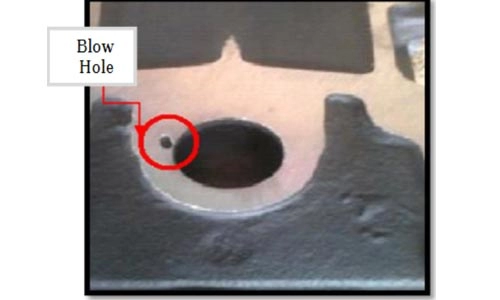
- Porøsitet: Dette viser seg som små hol eller svake punkt forårsaka av fanget gass eller ujamn metalltrekk.
- Løysinga: Vi sørgjer for riktig utlufting av forma og grundig avgasar den smelta aluminiumet før det kjem i kontakt med forma.
- Inklusjonar: Dette er uønskte ikkje-metalliske partiklar eller smuss som er fanga inne i den ferdige delen.
- Løysinga: Nøyaktig skimming for fullstendig fjerning av skrap er obligatorisk, saman med å la det flytande metallet passere gjennom høgkvalitets keramiske filter.
- Kalde samanslåingar: Denne feilen oppstår når to separate strøymer av flytande metall avkjølar for raskt før dei kan fusjonere perfekt, og etterlet ein svak søm.
- Løysinga: Vi optimaliserer strømmingshastigheita strengt og held eit nøye auge med temperaturen for å halde metallet flytande på riktig måte.
Å få temperaturen, tida og utluftinga riktig krev erfaring. For ei lita feil kan øydelegge heile produksjonen, og mange norske produsentar er avhengige av ekspert presisjonsstøyping oppsett for å garantere feilfrie, holdbare delar kvar gong.
DIY kontra industriell aluminiumstøyping
Dersom du undersøkjer korleis ein støyper aluminium, vil du raskt merke ein enorm skilnad mellom eit helgeprosjekt i bakgarden og profesjonell produksjon. Som ein fagperson i industrien, understrekar eg alltid at skalaen og presisjonen i oppsettet ditt dikterer kvaliteten på det endelege produktet ditt.
Heimeverkstader
Bakgårdsoppsett er avhengige av grunnleggjande, tilgjengelege verktøy. Hobbyistar smeltar typisk skrapmetall ved hjelp av små kol- eller propanovnar og heller den smelta metallet i enkle gips- eller grønsandformer. Det er ein flott måte å lære det grunnleggjande om støyping, men det manglar konsistensen, presisjonen og tryggleikskontrollane som krevst for pålitelege strukturelle delar.
Industrielle Støyperi
Kommersiell produksjon er ein heilt annan ballgame. I ein profesjonell aluminiumstøypingsfoundry, nyttar vi høgkvalitets sertifiserte legeringar, automatisert maskineri og strenge temperaturkontrollar. Vi er avhengige av avanserte spektrometer for nøyaktig metallurgisk analyse for å garantere delintegritet og eliminere støypefeil. Dersom prosjektet ditt krev tette toleransar og høg haldbarheit, er det å arbeide med eit topp metallstøyperi for skreddarsydde slitesterke industridelar den einaste måten å møte strenge norske produksjonsstandardar.
Rask Samanlikning
| Eigenskap | DIY Heimeverkstad | Industriell støperi |
|---|---|---|
| Materialar | Skrapaluminium, resirkulerte boksar | Høgkvalitets sertifiserte aluminiumslegeringar |
| Utstyr | Propan- eller kolomn | Automatiserte induksjonsovner, streng klimakontroll |
| Kvalitetskontroll | Grunnleggjande visuell inspeksjon | Spektrometer, metallurgisk analyse |
| Volum & Presisjon | Lågt volum, grove toleransar | Høgt volum, svært repeterbar produksjon |
Ofte stilte spørsmål (FAQs)
Kva temperatur er nødvendig for å smelte aluminium for støping?
Har smeltepunkt for aluminium er nøyaktig 1 220°F (660°C). Men i ein arbeidsaluminiumstøpeverkstad stoppar vi ikkje berre ved det minimale. Eg varmar vanligvis opp metallet til mellom 1 300°F og 1 400°F. Denne ekstra bufferen sikrar at den smelta aluminium forblir flytande nok til å fylle alle detaljar i støpeforma di før den begynner å stivne.
Kva aluminiumlegering er best for støping?
For dei fleste bruksområde er, A356 og 319 dei ubestridte tungvekterne på det norske marknaden.
- A356: Leverer utrolige styrke, utmerka ductilitet og toppmoderne sprekkmotstand.
- 319: Høg allsidigheit og kostnadseffektiv for generelle motorvikelement.
Når ein samanliknar aluminiumlegeringar for støping, A356 utmerkar seg som det førsteklasses valet for strukturell integritet, spesielt i høgstressande bil- eller luftfartsdeler.
Er støpt aluminium like sterkt som maskinert (billet) aluminium?
I ein direkte samanlikning av materiale til materiale er billet (bearbeidd) aluminium sterkare. Billet startar som ein ekstrudert blokk med ein kontinuerleg, tett kornstruktur, medan støpte delar av og til kan behalde mikroskopisk porøsitet frå avkjølingsprosessen.
Men moderne støping er ikkje å forakte. Ved å bruke T6-varmebehandling på støpte delar kan vi presse deira flytegrense til svært konkurransedyktige nivå. I tillegg brukar vi ofte CNC-maskinering av støpt aluminium for å rydde opp i kritiske overflater. Denne tilnærminga gir deg den ultimate balansen: kostnadseffektiviteten av å støpe komplekse former kombinert med den skarpe presisjonen av billetbearbeiding.


