Узнайте, как лить алюминий с помощью пошаговых методов, оборудования, советов по безопасности и предотвращения дефектов.
Как лить алюминий: необходимое оборудование и материалы
Интересует, что на самом деле нужно для безопасной работы с жидким металлом? Прежде чем начать заливку, я убеждаюсь, что вся установка зафиксирована. В любой функционирующей литейной алюминия фабрике экономия на оборудовании — самый быстрый способ испортить отливку или, что еще хуже, получить серьезную травму.
Вот точное описание оборудования и материалов, которые мы используем для выполнения работы правильно.
Сплавы алюминия для литья
Мы не просто бросаем случайный металлолом в огонь. Чтобы получить надежные, профессиональные результаты, мы начинаем с точно подходящих исходных материалов.
- Первичные алюминиевые слитки: Чистые, твердые блоки металла, служащие чистой основой для высококачественных деталей.
- Вторичный металлолом: Переработанный металл, снижающий производственные расходы и при этом остающийся очень эффективным для стандартных заливок.
- Распространенные легирующие элементы: Обычно мы используем конкретные промышленные сорта, такие как A356 и 319. Эти специальные сплавы отлично плавятся при нагревании и затвердевают в очень прочные, структурно надежные компоненты.
Оборудование для плавки расплавленного алюминия
Для безопасного достижения точки плавления алюминия и поддержания этой температуры вам нужно специализированное тяжелое оборудование.
- Печи: В зависимости от объема партии мы используем ревербераторные или индукционные печи для генерации интенсивного и стабильного тепла.
- Ковши: Это экстремально-температурные огнеупорные емкости с облицовкой, которые располагаются внутри печи и физически удерживают металл во время его перехода из твердого состояния в жидкое.
Обязательное защитное снаряжение
Работа с расплавленным алюминием требует абсолютного уважения к процессу. Вот обязательный защитный комплект, который я требую, чтобы любой, кто приближается к горячей печи:
- Перчатки для высокотемпературных литейных работ: Толстые специализированные барьеры для защиты рук и предплечий от интенсивного излучающего тепла.
- Щитки для лица: Прочные защитные шлемы с полным покрытием для блокировки неожиданных всплесков, искр или брызг.
- Кожаные фартуки: Прочный огнеупорный внешний слой для защиты вашего тела и одежды.
- Респираторы: Абсолютно необходимы для фильтрации вредных паров, выделения газов и металлической пыли во время плавки и дегазации.
Шаг за шагом: Общий процесс литья алюминия

Если вы задаётесь вопросом, как отлить алюминий для промышленных или коммерческих целей, рабочий процесс должен быть строго контролируемым. Вот основные этапы процесса литья алюминия, которые мы соблюдаем на литейном участке для достижения лучших результатов.
- Шаг 1: Создание шаблона и формы: Мы начинаем с создания мастер-шаблона. Этот шаблон формирует точную форму для нужной полости. Точность в изготовлении формы критична, потому что любой дефект передается напрямую в конечный продукт.
- Шаг 2: Предварительный нагрев и плавление: Мы загружаем сырье в печь и увеличиваем температуру. Как только достигаем точки плавления алюминия (примерно 670°C), твердый металл распадается на готовое к заливке расплавленное алюминиевое железо.
- Шаг 3: Дегазация и удаление шлака: Задержанный газ вызывает слабые, пористые детали. Мы вводим аргон или азот в расплав для удаления задержанных водородных газов. После дегазации мы аккуратно удаляем шлак, снимая корку оксидных примесей с поверхности жидкого металла.
- Шаг 4: Заливка расплавленного алюминия: Мы равномерно перекачиваем чистый жидкий металл в форму. В зависимости от конкретных требований конструкции детали, мы либо заливаем его по гравитации, либо используем автоматические машины высокого давления.
- Шаг 5: Охлаждение и затвердевание: Металл должен охлаждаться при строго контролируемой скорости. Правильное охлаждение обеспечивает равномерное затвердевание алюминия по всей форме, сохраняя структурную целостность и предотвращая внутренние усадки.
- Шаг 6: Демонтаж формы и постобработка: Как только полностью затвердеет и остынет, мы отделяем форму от детали. Мы обрезаем оставшиеся каналы и подъемники, шлифуем грубые края и наносим необходимые поверхности обработки. Хотя методы обработки могут различаться в зависимости от металла — аналогично специализированным настройкам, необходимым для инвестиционном литье сталевых сплавов компонентов — эти основные шаги обеспечивают надежную, высококачественную конечную деталь.
5 основных методов литья алюминия, объяснено
При определении точных способов литья алюминия для вашего конкретного проекта эти пять методов охватывают практически все промышленные потребности.
1. Песчаное литье
Это наш основной метод для крупных деталей, сложных геометрий и малых серий производства. Мы используем зеленую песчаную форму или смоляной песок для плотного упаковывания вокруг физического шаблона. После удаления шаблона мы заливаем расплавленный металл прямо в полость. Это очень экономичный подход для песочное литье алюминия.
[Изображение схемы процесса песчаного литья]
2. Вакуумное или прессовое литье под давлением
Мы вводим жидкий металл прямо в закаленные стальные формы. Использование высокотемпературной формовки под высоким давлением или низкого давления идеально подходит для производства высокоточных, тонкостенных компонентов с высоким объемом. Литье из алюминия под давлением обеспечивает гладкую поверхность почти в форме готового изделия прямо из машины.
3. Литье по выплавляемым моделям
Часто называемый литье под потерю воска, Этот процесс включает создание восковой модели, покрытие ее твердой керамической оболочкой, а затем плавление воска для формирования формы. Это лучший выбор для сложных деталей и точных допусков. (Если ваши тяжелые конструкции в конечном итоге требуют использования различных металлов вместе с алюминиевыми деталями, мы также выступаем в роли надежного Steel Casting Manufacturer for Durable Wear Resistant OEM Parts).
4. Постоянное формовочное литье
Вместо разрушения формы после одного использования, мы заливаем расплавленный металл в многоразовые формы из железа или стали. Литью в постоянную форму обеспечивает отличные механические свойства и быстрое охлаждение, что делает его надежным выбором для среднего и высокого объема производства.
5. Литье по потерянной пене
Мы используем испарительные образцы из пенополистирола, окружённые несвязным песком. Расплавленный металл мгновенно испаряет пену при контакте, заполняя точную форму образца. Самое большое преимущество здесь? Это полностью исключает необходимость в уклонах и формах для ядер.
Дефекты литья из алюминия
Когда мы разбираемся, как лить алюминий, управление потенциальными дефектами — приоритет номер один. Даже в очень контролируемой среде проблемы могут возникнуть, если переменные не настроены правильно. Вот самые распространённые дефекты литья из алюминия и как мы их предотвращаем:
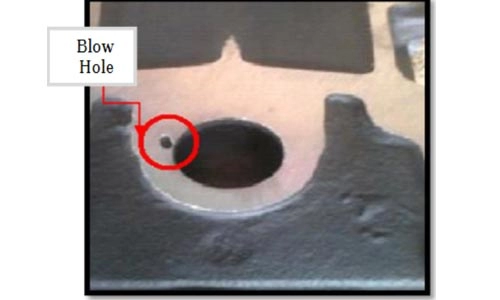
- Пористость: Это проявляется в виде крошечных отверстий или слабых участков, вызванных захвачённым газом или неравномерным усадочным сокращением металла.
- Решение: Мы обеспечиваем правильную вентиляцию формы и тщательно дегазируем расплавленный алюминий до того, как он попадёт в форму.
- Включения: Это нежелательные неметаллические частицы или грязь, попавшие внутрь готовой детали.
- Решение: Обязательна тщательная очистка от шлака для полного удаления шлака и пропускание жидкого металла через высококачественные керамические фильтры.
- Холодные швы: Этот дефект возникает, когда два отдельных потока жидкого металла остывают слишком быстро, прежде чем смогут идеально соединиться, оставляя слабый шов.
- Решение: Мы строго оптимизируем скорость заливки и внимательно следим за температурой, чтобы металл правильно тек.
Правильная температура, время и вентиляция требуют опыта. Потому что одна небольшая ошибка может испортить всю партию производства, многие российские производители полагаются на профессиональные точном литье настройки, чтобы гарантировать безупречные, долговечные детали каждый раз.
Самодельное и промышленное литьё алюминия
Если вы изучаете, как лить алюминий, вы быстро заметите огромную разницу между проектом на выходных во дворе и профессиональным производством. Как профессионал отрасли, я всегда подчеркиваю, что масштаб и точность вашей установки определяют качество конечного продукта.
Домашние литейные цеха
Настройки во дворе полагаются на простые, доступные инструменты. Любители обычно плавят металлолом в небольших печах на древесном или пропановом топливе и заливают расплавленный металл в простые формы из гипса или зеленого песка. Это отличный способ изучить основы литья, но ему не хватает стабильности, точности и мер безопасности, необходимых для надежных конструкционных деталей.
Промышленные литейные цеха
Коммерческое производство — это совершенно другой уровень. В профессиональных условиях литейный завод по алюминию, мы используем высококачественные сертифицированные сплавы, автоматизированное оборудование и строгий контроль температуры. Мы полагаемся на современные спектрометры для точного металлургического анализа, чтобы гарантировать целостность деталей и исключить дефекты литья. Если ваш проект требует точных допусков и высокой прочности, работа с лучшую компанию по литью металлов для изготовления индивидуальных износостойких промышленных деталей — единственный способ соответствовать строгим стандартам производства в России.
Быстрое сравнение
| Особенность | Самодельный домашний литейный цех | Промышленный литейный завод |
|---|---|---|
| Материалы | Металлолом из алюминия, переработанные банки | Высококачественные сертифицированные алюминиевые сплавы |
| Оборудование | Печь на пропане или древесном угле | Автоматизированные индукционные печи, строгий климат-контроль |
| Контроль качества | Базовая визуальная проверка | Спектрометры, металлургический анализ |
| Объем и точность | Маленький объем, грубые допуски | Высокий объем, высокая повторяемость производства |
Часто задаваемые вопросы (FAQ)
Какая температура необходима для плавления алюминия для литья?
эволюция точка плавления алюминия это точно 1 220°F (660°C). Однако на рабочем алюминиевом литейном заводе мы не ограничиваемся минимальными требованиями. Обычно я нагреваю металл до температуры от 1 300°F до 1 400°F. Этот дополнительный запас обеспечивает достаточную текучесть расплавленного алюминия для заполнения каждой детали формы перед началом затвердевания.
Какой алюминиевый сплав лучше всего подходит для литья?
Для большинства применений, A356 и 319 являются неоспоримыми лидерами на рынке России.
- A356: Обеспечивают невероятную прочность, отличную пластичность и высокую стойкость к трещинам.
- 319: Высокотехнологичны и экономичны для изготовления универсальных деталей двигателей.
При сравнении алюминиевые сплавы для литья, A356 выделяется как лучший выбор для структурной целостности, особенно в высоконагруженных автомобильных или аэрокосмических деталях.
Является ли литой алюминий такой же прочный, как обработанный (блок) алюминий?
При прямом сравнении материал-материал, обработанный (прокатанный) алюминий прочнее. Блок начинается как экструдированный блок с непрерывной, плотной зернистой структурой, в то время как литые детали иногда могут сохранять микроскопическую пористость после охлаждения.
Однако современное литье не уступает. Применяя термическую обработку T6 к литым деталям, мы можем повысить их предел текучести до очень конкурентных уровней. Кроме того, мы часто используем ЧПУ обработку литого алюминия для очистки критических поверхностей. Такой подход дает вам идеальный баланс: экономическую эффективность заливки сложных форм и острую точность обработки блоками.


