
Impara come colare alluminio con metodi passo passo, attrezzature, consigli sulla sicurezza e prevenzione dei difetti.
Come si cola l'alluminio: attrezzature e materiali essenziali
Ti stai chiedendo cosa serva realmente per maneggiare in sicurezza il metallo liquido? Prima di pensare a versare, mi assicuro che l'intera configurazione sia bloccata. In una fonderia di alluminio funzionante, risparmiare sulla attrezzatura è il modo più veloce per rovinare una fusione—o peggio, farsi seriamente male.
Ecco la ripartizione esatta delle attrezzature e dei materiali che usiamo per fare il lavoro nel modo giusto.
Leghe di alluminio per la fusione
Non gettiamo semplicemente rottami casuali nel fuoco. Per ottenere risultati affidabili e professionali, iniziamo con i materiali di base esattamente giusti.
- Lingotti di alluminio primario: Blocchi di metallo puliti e solidi che fungono da base pura per parti di alta qualità.
- Scarto secondario: Metallo riciclato che mantiene bassi i costi di produzione pur rimanendo altamente efficace per colature standard.
- Elementi di lega comuni: Di solito ci affidiamo a specifici gradi industriali come A356 e 319. Queste leghe specifiche si sciolgono incredibilmente bene quando fuse e si solidificano in componenti altamente durevoli e strutturalmente solide.
Attrezzature di fusione per alluminio fuso
Hai bisogno di hardware specializzato e resistente per raggiungere in sicurezza la temperatura di fusione dell'alluminio e mantenere quel calore.
- Forni: A seconda delle dimensioni della produzione, ci affidiamo a forni reverberanti o a induzione per generare calore intenso e costante.
- Crogioli: Questi sono i recipienti rivestiti di refrattario a temperatura estrema che si trovano all'interno del forno e tengono fisicamente il metallo mentre si trasforma da solido a liquido.
Equipaggiamento di sicurezza non negoziabile
Manipolare alluminio fuso richiede rispetto assoluto per il processo. Questo è il carico protettivo obbligatorio che richiedo prima che qualcuno si avvicini a un forno caldo:
- Guanti da fonderia ad alta temperatura: Barriere spesse e specializzate per proteggere le mani e gli avambracci dal calore radiante intenso.
- Visiere: Visiere robuste e a copertura totale per bloccare esplosioni, scintille o schizzi imprevisti.
- grembiuli in pelle: Uno strato esterno resistente al fuoco e duro per proteggere il nucleo e l'abbigliamento.
- Respiratori: Assolutamente essenziale per filtrare vapori nocivi, emissioni e polvere metallica durante le fasi di fusione e degassaggio.
Passo dopo passo: il processo di fusione dell'alluminio in generale

Se ti chiedi come si colano alluminio per applicazioni industriali o commerciali, il flusso di lavoro deve essere altamente controllato. Ecco i passaggi principali del processo di fusione dell'alluminio che seguiamo in fonderia per garantire risultati di prima qualità.
- Passo 1: Creazione di stampo e modello: Iniziamo creando un modello master. Questo modello forma la cavità dello stampo esatta necessaria per il pezzo. La precisione nella creazione dello stampo è fondamentale perché qualsiasi difetto si trasferisce direttamente nel prodotto finale.
- Fase 2: Pre-riscaldamento e Fusione: Carichiamo le materie prime nel forno e aumentiamo la temperatura. Una volta raggiunto il punto di fusione dell'alluminio (circa 630°C), il metallo solido si trasforma in una piscina di alluminio fuso pronta per essere versata.
- Fase 3: Degassificazione e Rimozione della Scoria: Il gas intrappolato provoca parti deboli e porose. Injectiamo argon o azoto nel bagno di fusione per estrarre i gas di idrogeno intrappolati. Dopo la degassificazione, rimuoviamo attentamente la scoria, eliminando le impurità di ossido sulla superficie del liquido.
- Fase 4: Versamento dell'Alluminio Fuso: Trasferiamo con costanza il metallo liquido pulito nello stampo. A seconda delle esigenze di progettazione del pezzo, versiamo usando semplicemente la gravità o lo iniettiamo con macchinari automatizzati ad alta pressione.
- Fase 5: Raffreddamento e Solidificazione: Il metallo deve raffreddarsi a una velocità strettamente controllata. Un raffreddamento corretto garantisce che l'alluminio si solidifichi uniformemente nello stampo, mantenendo l'integrità strutturale e prevenendo il restringimento interno.
- Fase 6: Demoldaggio e Post-elaborazione: Una volta completamente solidificato e raffreddato, stacchiamo lo stampo dalla parte. Rimuoviamo le porte e i riser residui, limiamo i bordi ruvidi e applichiamo le finiture superficiali richieste. Mentre i metodi di manipolazione possono variare a seconda del metallo—simili alle configurazioni specializzate richieste per lega di acciaio per microfusione componenti—questi passaggi fondamentali garantiscono un pezzo finale affidabile e di alta qualità.
5 Metodi principali di colata dell'alluminio spiegati
Quando si tratta di capire esattamente come colare l'alluminio per il proprio progetto specifico, questi cinque metodi coprono quasi tutte le esigenze industriali.
1. Colata in sabbia
Questo è il nostro metodo preferito per pezzi grandi, geometrie complesse e produzioni a basso volume. Usiamo uno stampo in sabbia verde o sabbia di resina per compattare strettamente attorno a uno stampo fisico. Una volta rimosso lo stampo, versiamo il metallo fuso direttamente nella cavità. È un metodo molto conveniente in termini di costi per fusione in sabbia di alluminio.
[Immagine del diagramma del processo di colata in sabbia]
2. Colata in pressofusione
Iniettiamo metallo liquido direttamente in stampi in acciaio temprato. Utilizzando pressofusione ad alta pressione o configurazioni a bassa pressione è ideale per pompare componenti di grande volume, altamente precisi e con pareti estremamente sottili. Colata di alluminio in pressofusione garantisce una finitura superficiale liscia, quasi a forma di pezzo finito, direttamente dalla macchina.
3. Colata a cera persa
che l'alluminio può sopportare in tensione prima di fratturarsi. colata a cera persa con cera perduta, questo processo prevede la costruzione di una replica in cera, rivestendola con una corazza in ceramica dura, e poi sciogliendo la cera per formare lo stampo. È la scelta assolutamente migliore per dettagli intricati e tolleranze strette. (Se i tuoi progetti pesanti richiedono alla fine metalli diversi insieme ai tuoi pezzi in alluminio, agiamo anche come un affidabile Steel Casting Manufacturer for Durable Wear Resistant OEM Parts).
Colata in stampo permanente
Invece di distruggere lo stampo dopo un uso singolo, versiamo il metallo fuso in stampi in ferro o acciaio riutilizzabili. Colata a stampo permanente offre eccellenti proprietà meccaniche e raffreddamento rapido, rendendolo una scelta solida per volumi di produzione da medi a elevati.
Colata con schiuma perduta
Utilizziamo modelli di schiuma di polistirene evaporativa circondati da sabbia non legata. Il metallo fuso vaporizza istantaneamente la schiuma al contatto, riempiendo la forma esatta del modello. Il più grande vantaggio qui? Elimina completamente la necessità di angoli di tiro e scatole di anima.
Difetti di colata nell'alluminio
Quando analizziamo come si colano gli alluminio, gestire i potenziali difetti è una priorità assoluta. Anche in un ambiente altamente controllato, possono verificarsi problemi se le variabili non sono impostate correttamente. Ecco i più comuni difetti di colata nell'alluminio e esattamente come li preveniamo:
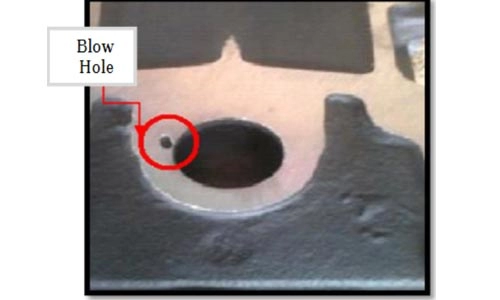
- Porosità: Ciò si manifesta come piccoli fori o punti deboli causati da gas intrappolato o contrazione irregolare del metallo.
- La soluzione: Garantiamo una corretta aerazione dello stampo e una degassificazione accurata del alluminio fuso prima che raggiunga lo stampo.
- Inclusioni: Questi sono particelle non metalliche indesiderate o sporco intrappolati all'interno del pezzo finito.
- La soluzione: Attenta skimming per completa rimozione della scoria è obbligatoria, insieme al passaggio del metallo liquido attraverso filtri ceramici di alta qualità.
- Chiusure fredde: Questo difetto si verifica quando due flussi separati di metallo liquido si raffreddano troppo in fretta prima di poter fondere perfettamente, lasciando una giunzione debole.
- La soluzione: Ottimizziamo rigorosamente la velocità di colata e monitoriamo attentamente la temperatura per mantenere il metallo in flusso corretto.
Regolare temperatura, tempismo e sfiato richiede esperienza. Perché un piccolo errore può rovinare un'intera produzione, molti produttori italiani si affidano a esperti fusione di precisione configurazioni per garantire pezzi impeccabili e durevoli ogni volta.
Colata di alluminio fai-da-te vs. industriale
Se stai cercando di capire come colare l'alluminio, noterai rapidamente una differenza enorme tra un progetto nel cortile nel fine settimana e una produzione professionale.
Fonderie domestiche
Le configurazioni nel cortile si affidano a strumenti di base e accessibili. Gli hobbisti di solito fondono rottami di metallo usando piccoli forni a carbone o a propano e versano il metallo fuso in stampi semplici di gesso o sabbia verde. È un ottimo modo per imparare le basi della colata, ma manca di coerenza, precisione e controlli di sicurezza necessari per parti strutturali affidabili.
Fonderie industriali
La produzione commerciale è un gioco completamente diverso. In un'azienda professionale fonderia di fusione di alluminio, utilizziamo leghe certificate di alta qualità, macchinari automatizzati e controlli rigorosi della temperatura. azienda leader nella fusione di metalli per parti industriali personalizzate resistenti all'usura Facciamo affidamento su spettrometri avanzati per analisi metallurgiche precise per garantire l'integrità delle parti ed eliminare difetti di colata.
Se il tuo progetto richiede tolleranze strette e alta durabilità, lavorare con un
| Caratteristica | Fornace domestica fai-da-te | Fonderia Industriale |
|---|---|---|
| Materiali | Alluminio di scarto, lattine riciclate | Leghe di alluminio certificate di alta qualità |
| Attrezzature | Forno a propano o carbone | Forni a induzione automatizzati, controllo climatico rigoroso |
| Controllo Qualità | Ispezione visiva di base | Spettrometri, analisi metallurgiche |
| Volume e Precisione | Volume basso, tolleranze approssimative | Produzione ad alto volume, altamente ripetibile |
Domande frequenti (FAQ)
A quale temperatura è necessario fondere l'alluminio per la colata?
L' punto di fusione dell'alluminio è esattamente 1.220°F (660°C). Tuttavia, in una fonderia di alluminio operativa, non ci fermiamo al minimo. Di solito riscaldo il metallo tra 1.300°F e 1.400°F. Questo margine extra garantisce che l'alluminio fuso rimanga abbastanza fluido da riempire ogni dettaglio dello stampo prima di iniziare a solidificarsi.
Quale lega di alluminio è la migliore per la colata?
Per la maggior parte delle applicazioni, A356 e 319 sono i pesi massimi indiscutibili nel mercato statunitense.
- A356: Offre una forza incredibile, un'eccellente duttilità e una resistenza alle crepe di livello superiore.
- 319: Altamente versatile e conveniente per componenti del motore di uso generale.
Quando si confronta leghe di alluminio per pressofusione, A356 si distingue come la scelta premium per l'integrità strutturale, soprattutto in parti automobilistiche o aerospaziali soggette a elevate sollecitazioni.
L'alluminio fuso è forte quanto quello lavorato (billette)?
In un confronto diretto materiale su materiale, l'alluminio in billette (lamierato) è più resistente. La billette inizia come un blocco estruso con una struttura di grano continua e densa, mentre le parti fuse possono talvolta mantenere una porosità microscopica dal processo di raffreddamento.
Tuttavia, la fusione moderna non è da meno. Applicando un trattamento termico T6 alle parti fuse, possiamo portare la loro resistenza allo snervamento a livelli altamente competitivi. Inoltre, utilizziamo frequentemente Lavorazione CNC di alluminio fuso per rifinire superfici critiche. Questo approccio ti offre il massimo equilibrio: l'efficienza dei costi di colata di forme complesse combinata con la precisione affilata della lavorazione del billette.