
Stampa 3D nel flusso di lavoro della fusione a investitura
La moderna lavorazione dei gioielli e la prototipazione industriale si basano fortemente su stampa 3D per coni per colmare il divario tra precisione digitale e metallo fisico. Abbiamo ottimizzato i nostri materiali per integrarsi perfettamente in questo flusso di lavoro tradizionale, garantendo che la transizione da un file digitale a un pezzo finito fuso sia impeccabile. Sostituendo la cera intagliata a mano con pattern stampati ad alta precisione, abilitiamo la mass customization senza compromettere la qualità del prodotto metallico finale.
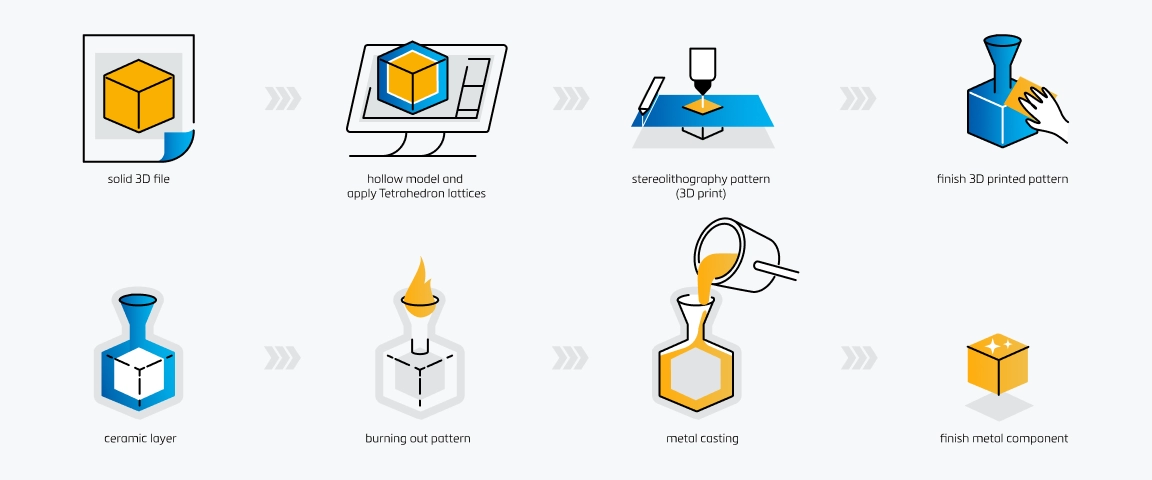
Fase 1: Progettazione digitale e CAD
Il processo inizia con Progettazione CAD per gioielli. I progettisti utilizzano software specializzati per creare geometrie complesse e strutture reticolari intricate che sarebbero quasi impossibili da ottenere tramite intaglio manuale. Il nostro flusso di lavoro si basa sul fatto che questi file digitali siano a tenuta stagna e ottimizzati per la stampa, garantendo che ogni micron di dettaglio nel progetto sia pronto per la produzione fisica.
Fase 2: Produzione del modello con SLA/DLP
Utilizziamo Stampa 3D con SLA, DLP, o tecnologia LCD per produrre lo stampo sacrificaile. Le nostre resine castabili sono formulate specificamente per stampanti a lunghezza d'onda 405nm e sistemi basati su laser. I principali vantaggi a questo stadio includono:
- Alta Risoluzione: Catturare dettagli estremamente fini necessari per gioielli di alta gamma.
- Riduzione del restringimento: Assicurare che il modello stampato corrisponda esattamente alle dimensioni digitali.
- Velocità: Produzione rapida di molteplici modelli in un'unica stampa.
Fase 3: Elementi essenziali di post-elaborazione
Una volta completata la stampa, i modelli subiscono pulizia e indurimento. Le nostre resine presentano bassa viscosità, rendendole facili da pulire senza strofinare vigorosamente che potrebbe danneggiare le caratteristiche delicate. Un adeguato post-indurimento è essenziale per garantire il resina fotopolimerica riesce ad ottenere la necessaria rigidità e stabilità per la gestione durante il processo di spruing.
Fase 4: Tecniche di spruing e Treeing
Attacchiamo i modelli stampati in 3D induriti a un getto di cera centrale, creando un “albero”. Questo passaggio determina come il metallo fuso fluirà nel stampo. Poiché la nostra resina è compatibile con le cere da fusione standard, aderisce facilmente al getto, garantendo un assemblaggio sicuro che non si sposterà durante la colata dell'investimento.
Fase 5: Investimento con slurry ceramico
L’albero viene posizionato all'interno di una campana e riempito con materiale di investimento liquido, tipicamente una polvere a base gesso o fusione con guscio di ceramica slurry. Ci assicuriamo che i nostri materiali siano chimicamente compatibili con le polveri di investimento standard per prevenire qualsiasi reazione avversa all'interfaccia superficiale, garantendo una cavità dello stampo liscia.
Fase 6: La Fase di Burnout
Questo è il differenziatore più critico in stampa 3D per coni. Il matraccio viene posto in una fornace per bruciare via il motivo stampato. Le nostre resine sono progettate per zero contenuto di ceneri, il che significa che bruciano completamente pulite.
- Nessun residuo: Elimina difetti nel metallo finale.
- Controllo dell’espansione termica: Previene la crepa dello stampo di investimento durante il riscaldamento.
- Sostituzione Diretta: Simula il tradizionale processo a cera perduta comportamento.
Fase 7: Colata e Finitura del metallo
Una volta che lo stampo è pulito e caldo, il metallo fuso viene versato nella cavità. A causa della combustione pulita fornita dalla nostra resina per fusione a stampa, il metallo fluisce senza ostacoli in ogni dettaglio. Dopo il raffreddamento, l'investimento viene spezzato per rivelare un pezzo di metallo con qualità superficiale superiore e nessuna porosità, riducendo significativamente il tempo e la manodopera necessari per la lucidatura e la finitura finali.
Scegliere la resina castsabile giusta

Selezionare il materiale corretto è la decisione singola più critica in stampa 3D per coni. La resina agisce come stampo sacrificale, e le sue proprietà chimiche dettano direttamente la qualità del pezzo metallico finale. Progettiamo le nostre resine fotopolimeriche per colmare il divario tra precisione digitale e requisiti tradizionali della fonderia.
Importanza dello Zero Contenuto di Ceneri
Per una colata riuscita, il pattern deve scomparire completamente durante la fase di burnout. Diamo la massima priorità a zero contenuto di ceneri nelle nostre formulazioni per garantire che la resina bruci in modo netto senza lasciare fuliggine o residui all'interno dello stampo. Anche quantità microscopiche di ceneri residue possono reagire con il metallo fuso, causando porosità opuntinature superficiali nel pezzo finale. Questo è particolarmente cruciale quando si lavora con materiali reattivi come lega di alluminio, dove la purezza è non negoziabile.
Gestione dell' Espansione Termica
Una delle sfide più grandi in colata con stampante 3D le resine sono l'espansione termica. A differenza della ceretta tradizionale, le plastiche standard si espandono notevolmente prima di sciogliersi o bruciare. Se una resina si espande troppo all'interno del guscio ceramico indurito o dell'investimento di gesso, può incrinare lo stampo, rovinando la parte. Le nostre resine castabili sono formulate per ammorbidire e sciogliersi prima di una significativa espansione, alleviando la pressione interna e proteggendo l'integrità dello stampo di investimento.
Raggiungere alta dettaglio e precisione
Il vantaggio primario dell'uso di stampanti SLA o DLP è la risoluzione. Una resina d'alta qualità resina cerata castabile deve catturare le geometrie intricate di una progettazione CAD per gioielli o prototipo industriale senza ammorbidimento o perdita di definizione durante il processo di stampa. Ci concentriamo su alta stabilità dimensionale e bassa restringimento, assicurando che il modello stampato corrisponda esattamente al file digitale. Questa precisione è ciò che consente la colata diretta di caratteri complessi come filigrane o fori filettati che sono impossibili con la tradizionale lavorazione a cera.
Compatibilità del programma di burnout
Non tutte le resine reagiscono allo stesso modo al calore. Una resina per colata pratica deve essere compatibile con standard programmi di burnout utilizzati dalle fonderie. Ciò significa che il materiale dovrebbe bruciare in modo pulito all'interno dei range di temperatura tipici (di solito tra 700°C e 950°C) senza richiedere investimenti specializzati ad alte temperature. Che tu stia colando lega di rame componenti o metalli preziosi, la resina deve seguire una curva di burnout prevedibile per garantire risultati coerenti e ripetibili in un ambiente di produzione.
Principali applicazioni della stampa 3D per colata

La versatilità di stampa 3D per coni l'ha portata ben oltre i laboratori hobbistici. Colmando il gap tra precisione digitale e metallurgia tradizionale, permettiamo alle industrie di produrre parti metalliche complesse che prima erano impossibili o troppo costose da produrre con strumenti standard.
Made in Jewelry Manufacturing and Custom Designs
Questo è il nostro terreno di casa. L'industria della gioielleria ha adottato in modo aggressivo Progettazione CAD per gioielli per offrire pezzi su misura senza l'intensità di lavoro della scultura a cera a mano. Utilizzando resine castabili ad alta precisione, i gioiellieri possono stampare filigrane complesse, impostazioni pavé e forme organiche che mantengono la loro forma perfettamente durante il processo di investitura.
- Massima Customizzazione: Crea anelli di fidanzamento unici su richiesta.
- Qualità della Superficie: Le nostre resine assicurano che il metallo colato richieda una lucidatura minimale.
- Affidabilità: La colata diretta da stampi 3D elimina la necessità di stampi in gomma in lotti a basso volume.
Corone e ponti nell'industria dentale
Nei laboratori dentali, l'adattamento è tutto. Modelli di fusione dentale prodotti tramite stampa SLA o DLP offrono superiori integrità marginale rispetto ai tradizionali modelli in cera. Vediamo laboratori utilizzare colata con stampante 3D la tecnologia per produrre capaggi, corone e strutture di protesi parziale. Il fattore critico qui è una bruciatura pulita; ogni residuo di cenere può causare porosità nel metallo, portando a una restaurazione fallita. I nostri materiali sono progettati per bruciare completamente, garantendo che il dispositivo medico finale sia sicuro e durevole.
Prototipi di Ingegneria Industriale
Gli ingegneri usano resine castabili per bypassare attrezzature costose per parti metalliche a corto raggio. Invece di soustrare un blocco di acciaio, possono stampare un modello e colarlo in alluminio, bronzo o acciaio per test funzionali. Questa capacità di prototipazione rapida riduce drasticamente i tempi di consegna per Prototipi di Ingegneria Industriale. Quando si passa da un prototipo stampato a una parte metallica funzionale, facendo riferimento a una guida alla fonderia di pressofusione di acciaio per componenti di precisione aiuta a garantire che il progetto soddisfi gli standard industriali per stress e durabilità. Questo flusso di lavoro consente test sul campo dei componenti metallici prima di impegnarsi nella produzione di massa degli stampi.
Ottimizzazione delle stampe per la fusione
Gestione della contrazione e dei fattori di scala
Quando si tratta di stampa 3D per coni, la precisione è non negoziabile. Il metallo si restringe naturalmente mentre si raffredda da liquido a stato solido, il che significa che il modello stampato deve essere leggermente più grande dell'oggetto finale desiderato. Calcolo sempre un fattore di scala basato sull' lega metallica specifica utilizzata; ad esempio, la fusione in materiali complessi come lega di titanio richiede una compensazione accurata per la contrazione termica. Le nostre resine sono progettate per una elevata stabilità dimensionale, garantendo che la stampa stessa non si deformi o si restringa in modo imprevedibile prima che inizi il processo di fusione. Questo ci permette di isolare la variabile di restringimento del metallo e di regolare il modello digitale nel software di slicer con fiducia.
Migliorare la finitura superficiale
La qualità della superficie del modello stampato in 3D determina direttamente la finitura del pezzo metallico finale. In colata con stampante 3D workflow, qualsiasi linea di strati o pixellatura sul modello in resina verrà fedelmente riprodotta nel metallo. Per ottenere una finitura professionale, consiglio di stampare a altezze di strato inferiori, tipicamente tra 25 e 50 micron. Questa risoluzione riduce al minimo l'effetto di gradino. Mentre le nostre resine sono progettate per una cattura dettagli ad alta precisione, assicurando che la mesh digitale sia ad alta risoluzione e che le impostazioni della stampante siano calibrate, si ridurrà significativamente la necessità di levigatura manuale dopo la fusione.
Modelli cavi vs Solid
Scegliere tra geometrie cave e solide è fondamentale per prevenire il fallimento dello stampo d'investimento. Mentre oggetti piccoli come anelli possono spesso essere stampati solidi, parti industriali più grandi o pezzi di gioielleria impallidita dovrebbero essere cave. Blocchi solidi di resina si espandono notevolmente durante le fasi iniziali di burnout, il che può esercitare una pressione sufficiente a incrinare la cappa in ceramica dell'investimento.
- Spessore delle pareti: In genere miro a uno spessore della parete di 2 mm a 3 mm. Questo offre abbastanza resistenza per la maneggevolezza riducendo al minimo il volume di materiale che deve bruciare.
- Fori di drenaggio: È essenziale aggiungere fori di drenaggio ai modelli cavi. La resina non indurita intrappolata all'interno può causare difetti di fusione o persino danneggiare lo stampo durante il ciclo di riscaldamento.
- Dischi di reticolo: Per sezioni cave di grandi dimensioni, strutture a reticolo interne aiutano a mantenere la forma del modello senza creare una massa solida di plastica.
Risoluzione dei problemi comuni di fusione
Passare da un file digitale a un pezzo metallico fisico comporta variabili che possono determinare il successo o l'insuccesso del prodotto finale. Mentre stampa 3D per coni snellisce la fase di pattern-making, la transizione ai turni di burnout e versamento richiede un controllo di processo rigoroso. Anche con la resina della massima qualità, ignorare la fisica del processo di investimento porterà a difetti. Ecco come affrontiamo i problemi più frequenti che incontrano fonderie e gioiellieri.
Prevenzione delle Crepe dell'Investimento
Il guasto più comune quando si passa dalla cera alla resina è la crepa dello stampo o del guscio. Questo accade perché le resine fotopolimerizzate tendono a espandersi termicamente prima di fondersi o bruciare, creando una pressione interna che spinge contro il materiale dell'investimento.
- Controlla il Tasso di Rampaggio: Non affrettare la fase iniziale di riscaldamento. Si consiglia un riscaldamento lento (circa 1-2°C al minuto), in particolare durante la finestra tra 200°C e 300°C, per permettere alla resina di ammorbidirsi e combustione senza shockare lo stampo.
- Selezione della Resina: Usa materiali appositamente progettati per una bassa espansione termica. Le nostre resine sono progettate per collassare verso l'interno anziché espandersi verso l'esterno, proteggendo l'integrità dello stampo.
- Resistenza dello Stampo: Assicura che la tua combinazione di investimenti sia corretta. Quando si utilizza un professionista servizi di fusione a cera persa di precisione, lo shell ceramico è costruito per sopportare queste pressioni specifiche, ma i setup fai-da-te devono garantire che la fiala sia robusta.
RIPARARE SUPERFICI METALLICHE RUVIDE
Una finitura superficiale ruvida o punteggiata indica di solito una reazione tra la resina e l'investimento, o residuo di cenere rimasto all'interno dello stampo.
- Contenuto di cenere zero: Questo è non negoziabile. Se la tua resina lascia cenere dietro, quel residuo si innoculerà sulla superficie metallica. Formuliamo le nostre resine per bruciare completamente in modo pulito.
- Post-cottura adeguata: Mai investire una stampa appiccicosa o sottoposta a cura insufficiente. La resina non indurita sulla superficie del modello può reagire chimicamente con l'investimento di gesso o di fosfato, creando una texture ruvida simile a una buccia d'arancia sul casting finale.
- Lavaggio pulito: Assicurarsi che tutto l'alcol isopropilico sia evaporato dal modello prima della fusione. Il solvente intrappolato può bollire durante la fase di impostazione, creando micro-porosità.
Risoluzione dei problemi di colata incompleta
Colature incomplete, o “mancanze di colata”, si verificano quando il metallo fuso si solidifica prima di riempire l'intera cavità dello stampo. In colata con stampante 3D modelli, ciò è spesso dovuto a gas intrappolato o a una bruciatura insufficiente.
- Rilascio dei gas: I modelli in resina producono più gas durante la bruciatura rispetto alla cera tradizionale. Devi progettare la tua albero di sprue con aerazione adeguata per consentire a questi gas di sfuggire rapidamente.
- Durata della bruciatura: Assicurati di mantenere la temperatura di picco abbastanza a lungo. Se il centro di un modello spesso non si è completamente vaporizzato, si crea un blocco.
- Gestione della Temperatura: Allinea la temperatura del tuo matraccio alla temperatura del metallo. Per applicazioni ad alta temperatura, come leghe di acciaio per la colata in investimento, lo stampo deve essere sufficientemente caldo da mantenere la fluidità del metallo durante l'iniezione, assicurando che i dettagli fini vengano catturati prima della solidificazione.
Perché le Fonderie Usano Resine Vastmaterial

Quando parliamo di stampa 3D per coni, sappiamo che la coerenza è l'unico metro di misura che conta sul piano della fonderia. Abbiamo formulato le nostre resine per colmare il divario tra la precisione digitale e l'affidabilità della colata fisica, assicurando che la transizione da un modello 3D a un pezzo in metallo sia senza soluzione di continuità.
Affidabilità e Coerenza Chimica
Comprendiamo che una colata fallita significa tempo perso e metallo sprecato. Il nostro processo di produzione garantisce una stretta coerenza chimica da lotto a lotto. Non dovrai continuamente regolare le impostazioni; la nostra resina per fusione a stampa funziona in modo prevedibile ogni volta, consentendoti di aumentare la produzione senza la paura del fallimento del modello. Questa affidabilità è cruciale per aziende che non possono permettersi i tempi morti associati a materiali incoerenti.
Compatibilità della Stampante
Abbiamo progettato i nostri materiali per essere universalmente compatibili con l'hardware che probabilmente possiedi già. Che tu stia usando sistemi SLA basati su laser o stampanti LCD/DLP a 405 nm, le nostre resine sono ottimizzate per offrire stampe ad alta risoluzione. Questa versatilità rende colata con stampante 3D la tecnologia accessibile senza la necessità di attrezzature proprietarie e costose, snellendo immediatamente il tuo flusso di lavoro.
Equilibrio rigidità e duttilità
Il pattern perfetto deve essere abbastanza resistente da supportare ma abbastanza pulito da bruciare. Abbiamo progettato un equilibrio specifico per soddisfare queste esigenze opposte:
- Resistenza alla manipolazione: Le nostre resine offrono alta stabilità dimensionale e rigidità, garantendo che pareti sottili e dettagli intricati non si deformino durante il processo di investimento.
- Brucia Pulita: Abbiamo dato priorità a una zero contenuto di ceneri formula. La resina si scioglie e vaporizza completamente, lasciando una cavità di stampo pulita pronta per qualsiasi cosa, dai metalli preziosi alle prototipazioni industriali per soluzioni di pressofusione in acciaio di grandi dimensioni.
Questo equilibrio garantisce che il pezzo metallico finale rifletta esattamente il design digitale, senza residui che rovinino la superficie.
Domande frequenti
Qual è la migliore resina per la fusione a cera persa?
La resina più efficace per la stampa 3D a fusione è quella che garantisce zero contenuto di ceneri al servizio di fusione. Se una resina lascia residui all'interno dello stampo, il pezzo metallico finale soffrirà di porosità e difetti superficiali. Selezionare un materiale progettato specificamente per la fusione in investimento che offra alta stabilità dimensionale e bassa contrazione. Le nostre resine castabili sono formulate per funzionare senza problemi con stampanti SLA, DLP e LCD, fornendo la pulita combustione necessaria per gioielleria professionale e applicazioni industriali.
Come prevenire l’accumulo di cenere nella fusione?
Prevenire la cenere parte dalla scelta del materiale giusto. Le resine standard per stampa 3D spesso lasciano cenere di carbonio che ostruisce la conchiglia ceramica, causando sculture/infusioni fallite. Per evitarlo, utilizzare una speciale resina per fusione a stampa progettata per vaporizzarsi completamente. Inoltre, attenersi a un rigido programma di burnout è cruciale. In quanto fornitore leader di fusione a cera persa, sappiamo che controllare la velocità di salita e i tempi di hold nel forno assicura che lo stampo sia completamente eliminato senza danneggiare la fusione di investimento.
Posso utilizzare qualsiasi stampante 3D per creare modelli da fusione?
Sebbene esistano molte stampanti, non tutte sono adatte per creare modelli utilizzabili per la fusione. Le stampanti FDM (filamento) generalmente mancano della risoluzione necessaria per dettagli di gioielli fini o dentali. Per ottenere i migliori risultati in fusione con una stampante 3D, consigliamo di utilizzare sistemi a base di resina come SLA, DLP o LCD macchine che operano a una lunghezza d’onda di 405 nm. Queste stampanti offrono la finitura superficiale liscia e i dettagli intricati necessari per avere successo in un contesto professionale fonderia di fusione a cera persa.


