
Introduzione alla progettazione degli stampi per getti in acciaio
Cos'è la fusione e gli utensili in acciaio?
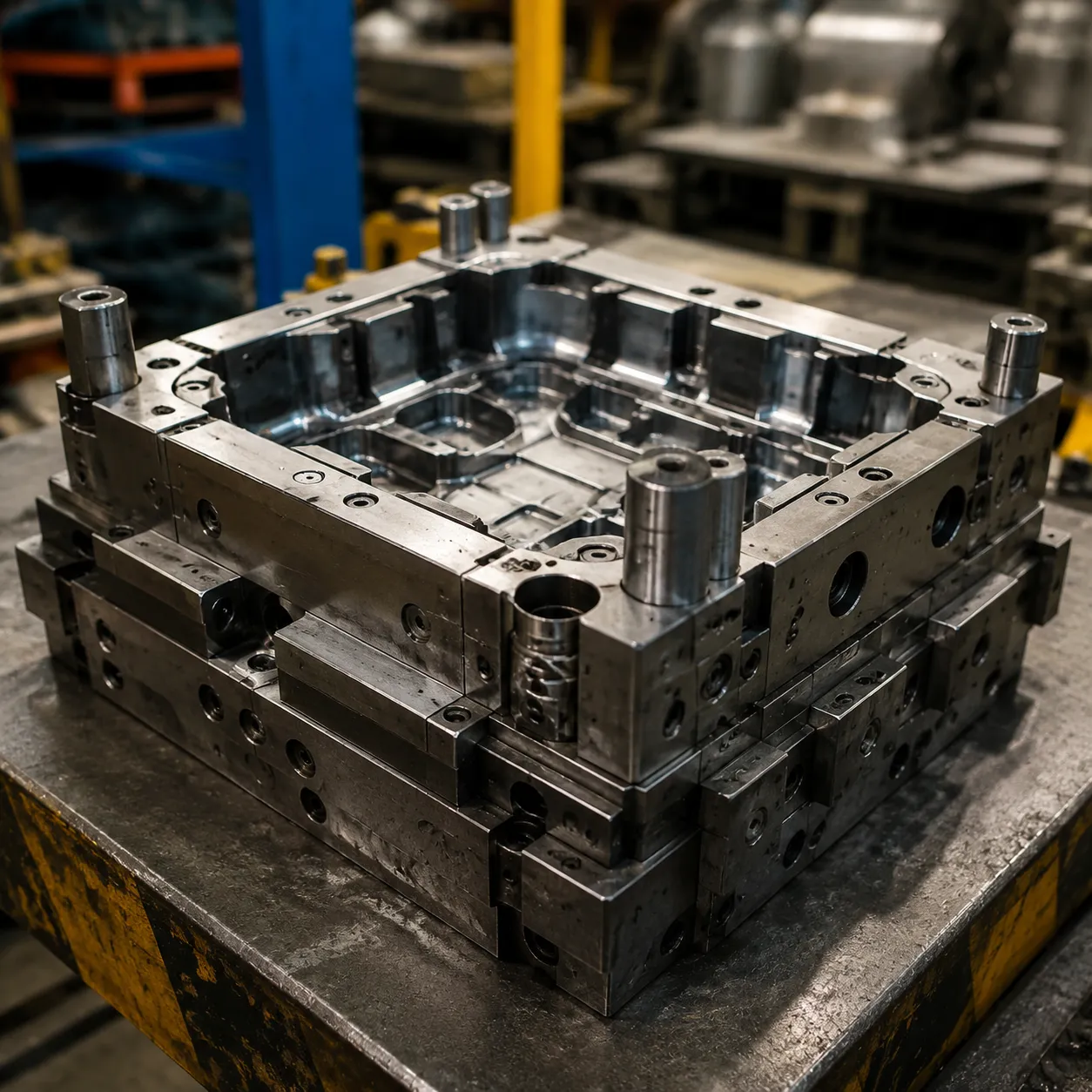
La fusione dell'acciaio è un processo manifatturiero fondamentale in cui l'acciaio fuso viene versato in una cavità appositamente progettata per solidificarsi in una forma specifica. Gli utensili—in particolare il progetto dello stampo per getti in acciaio—servono come il progetto architettonico per il componente finale. Come fornitori professionali di servizi di fusione di precisione, progettiamo questi utensili specializzati per resistere a stress termici estremi mantenendo profili geometrici precisi. La cavità dello stampo deve tener conto con precisione del ritiro del metallo, della dinamica dei fluidi e delle transizioni metallurgiche mentre l'acciaio liquido si trasforma in un componente metallico solido e ad alta resistenza.
Il ruolo della progettazione dello stampo nella produzione
La progettazione dello stampo determina il successo, l'efficienza e l'integrità strutturale dell'intera operazione di produzione. Uno stampo ottimizzato scientificamente garantisce un flusso del materiale regolare, elimina tensioni interne e influisce direttamente sulle proprietà meccaniche del pezzo finito.
- Eliminazione dei Difetti: La corretta realizzazione degli utensili previene difetti critici come l'inclusione d'aria, le cavità da ritiro e le lacerazioni da caldo.
- Velocità di produzione: Spessori delle pareti e sistemi di alimentazione ottimizzati accelerano i tempi di ciclo, aumentando la produttività complessiva.
- Qualità della Superficie: La precisione della faccia dello stampo riduce al minimo la necessità di costose operazioni secondarie di lavorazione e finitura superficiale.
Fattori chiave che influenzano gli stampi per colata in acciaio
Sviluppare stampi per colata in acciaio ad alte prestazioni richiede di bilanciare diverse variabili termodinamiche e fisiche critiche:
| Fattore | Impatto Industriale | Considerazioni sul progetto |
|---|---|---|
| Conducibilità Termica | Controlla il tasso di raffreddamento e la crescita dei grani nella microstruttura. | Selezione dei materiali dello stampo e posizione dei canali di raffreddamento. |
| Ritiro volumetrico | Influisce sul precisione dimensionale del pezzo. | Scalare il modello per compensare la contrazione durante il raffreddamento. |
| Canalizzazione e aerazione | Influisce sulla velocità del fluido e sull'evacuazione dei gas. | Posizionamento strategico di riser e sfiati per prevenire porosità. |
| Angoli di Prova | Facilita l'espulsione pulita del componente senza danneggiare l'utensile. | Incorporando pareti s vasate basate sulla profondità e la complessità del pezzo. |
Il processo di progettazione dello stampo per fusione in acciaio
Realizzazione del modello e preparazione dello stampo
Mettere a punto lo stampo inizia con una replica esatta del componente finale, nota come modello. Consideriamo il ritiro del metallo sin dal design per garantire che il prodotto finale soddisfi le dimensioni esatte. Durante la preparazione dello stampo, confezioniamo sabbia specializzata o assemblamo segmenti metallici durevoli intorno a questo modello per creare una cavità impeccabile. Una fase di preparazione dello stampo senza difetti assicura un'alta precisione dimensionale e previene errori strutturali precoci prima che il metallo caldo entri nel sistema.
Ventilazione e design del sistema di spruzzi
Gestire come il metallo fuso entra nella cavità è fondamentale per il successo di qualsiasi progetto di stampo per fusione in acciaio. Il sistema di spruzzi funge da rete stradale, guidando l'acciaio liquido in modo fluido nello stampo per prevenire turbolenze. Insieme a questo, una ventilazione adeguata è assolutamente essenziale. Se i gas rimangono intrappolati all'interno della cavità durante la colata, il rischio di porosità e difetti superficiali aumenta notevolmente. Ventilazioni posizionate strategicamente permettono a questi gas intrappolati di sfuggire immediatamente, mantenendo intatta l'integrità dei componenti in metallo.
Raffreddamento, solidificazione e durezza del materiale
Una volta che l'acciaio riempie lo stampo, la fase di raffreddamento e solidificazione determina le proprietà meccaniche del pezzo finito. Controllare la velocità di raffreddamento è un equilibrio; raffreddare troppo in fretta può creare tensioni interne e zone fragili, mentre raffreddare troppo lentamente potrebbe comportare una qualità strutturale debole. Ottimizzando la nostra progettazione dello stampo con spessori di parete bilanciati e canali di raffreddamento, otteniamo una solidificazione uniforme. Questo attento controllo termico fissa direttamente la durezza del materiale richiesta e la durabilità complessiva del pezzo in acciaio.
Vantaggi della progettazione dello stampo per fusione in acciaio
Un design ben ingegnerizzato progetto dello stampo per getti in acciaio offre enormi benefici di produzione che influenzano direttamente i vostri profitti e la qualità del prodotto. In quanto fornitori professionali di servizi di colata di precisione, vediamo in prima persona come una gestione ottimizzata del combus e delle configurazioni di utensili trasformi il metallo fuso grezzo in componenti ad alte prestazioni.
Geometrie complesse e libertà di progettazione
Una delle maggiori forze di un progetto su misura progetto dello stampo per getti in acciaio è la pura libertà che offre agli ingegneri. È possibile creare forme complesse, cavità interne e geometrie intricate che sarebbero impossibili o incredibilmente costose da lavorare da blocchi solidi. Ottimizzando i percorsi interni e il posizionamento dei nuclei già nella fase di progettazione, possiamo colare forme quasi finite con sottosquadri e pareti sottili, eliminando la necessità di complessi assemblaggi multipartiti.
Alta precisione dimensionale e finitura superficiale
Ottenere tolleranze ristrette direttamente dallo stampo fa risparmiare tempo e denaro. I layout degli stampi moderni garantiscono che il metallo fluisca in modo uniforme, minimizzando il ritiro e le distorsioni. Questa precisione si traduce in eccezionale precisione dimensionale e una superficie più liscia Finitura superficiale, riducendo la quantità di lavorazioni CNC post-colata richieste. Per progetti che richiedono il massimo livello di precisione, l'integrazione di tecniche avanzate come quelle presenti nella nostra guida alla fusione in acciaio inossidabile ad alta precisione assicura che i tuoi componenti soddisfino specifiche ingegneristiche esatte ogni singola volta.
Flessibilità dei materiali e ambito dimensionale
Una configurazione dello stampo robusta gestisce un'ampia gamma di opzioni metallurgiche. Che tu stia colando acciaio al carbonio, acciaio a basso tenore di lega o gradi specializzati di acciaio inossidabile, lo stampo può essere adattato per gestire punti di fusione e tassi di ritiro differenti. Inoltre, questo processo si scala in modo eccellente. È possibile utilizzare gli stessi principi di progettazione fondamentali per colare piccoli componenti medicali intricati del peso di pochi grammi, o ingombranti carter di pompe industriali del peso di diverse tonnellate.
Efficienza dei costi per produzioni ad alto volume
Sebbene i costi iniziali dello stampo possano essere significativi, i risparmi a lungo termine per grandi tirature sono impareggiabili. Uno stampo durevole e ben ventilato minimizza i tassi di scarto e accelera i tempi di ciclo.
| Fattore di produzione | Beneficiare di un design dello stampo ottimizzato | Impatto sul ROI |
|---|---|---|
| Spreco di materiale | La produzione near-net riduce l'uso di metallo grezzo | Riduce i costi unitari del materiale |
| Tempo ciclo | I canali di raffreddamento ingegnerizzati accelerano la solidificazione | Aumenta l'output quotidiano dello stabilimento |
| Post-elaborazione | Una migliore finitura della colata significa meno rettifica secondaria | Taglia i tempi di manodopera e lavorazione |
Investendo fin dall'inizio in una configurazione di stampo premium, il costo per pezzo cala drasticamente man mano che aumenta il volume di produzione, rendendolo la scelta più economica per la manifattura commerciale.
Disvantaggi e limiti degli stampi per fusione in acciaio

Mentre il nostro team di ingegneria sfrutta strumenti avanzati per fornire componenti complessi, la comprensione vantaggi e svantaggi della progettazione di stampi in fusione d'acciaio richiede uno sguardo trasparente sui limiti. Progettare stampi per metalli con punto di fusione elevato comporta ostacoli fisici e finanziari distinti che influenzano la pianificazione della produzione.
Elevato costo iniziale di tooling e investimento capitale
Il costo iniziale per creare stampi di fusione in acciaio di precisione è sostanziale. Progettare e lavorare acciai-d'utensile di alta gamma o ceramiche specializzate richiede attrezzature CNC avanzate e ingegneria qualificata. A causa di questo alto investimento di capitale iniziale, la progettazione personalizzata degli stampi raramente è economicamente praticabile per prototipazione o produzioni a basso volume.
Rischio di porosità e difetti superficiali
La gestione dell'intrappolamento dei gas è una sfida costante in progetto dello stampo per getti in acciaio. Se lo stampo manca di sistemi di ventilazione o di alimentazione ottimizzati, l'aria intrappolata e i gas rilasciati dal metallo fuso creano porosità. interni. Questi vuoti microscopici compromettono l'integrità meccanica del componente, potenzialmente causando il guasto della parte sotto condizioni di elevato stress.
Qualità strutturale e restrizioni di raffreddamento
L'acciaio ha una temperatura di colata elevata, che crea forti gradienti termici all'interno dello stampo.
Velocità di raffreddamento non uniformi: Le sezioni più spesse della gettata si raffreddano più lentamente rispetto alle pareti più sottili, portando a tensioni interne.
Lacerazione a caldo: Il rapido restringimento durante la solidificazione può causare crepe o deformazioni strutturali se il progetto dello stampo limita la contrazione naturale del metallo.
Variazioni nella microstruttura: Un raffreddamento incoerente altera la durezza locale del materiale e la struttura dei grani attraverso il componente finito.
Per ambienti esigenti che richiedono integrità strutturale assoluta senza vulnerabilità da stress termico, i settori spesso si rivolgono a soluzioni specializzate getti di precisione con cera persa e componenti personalizzati in superleghe di cobalto per resistere a calore estremo e usura.
Durata limitata per applicazioni ad alte temperature
Gli stampi utilizzati per colare acciaio fuso subiscono un forte shock termico ad ogni ciclo. Nel tempo, la ripetuta espansione e contrazione provoca “fatica termica”, portando a fessurazioni superficiali, crepature e degrado progressivo dello stampo. Questa durata limitata significa che i produttori devono prevedere nel budget la manutenzione periodica degli utensili, il rinnovo o la sostituzione totale dello stampo durante cicli di produzione prolungati.
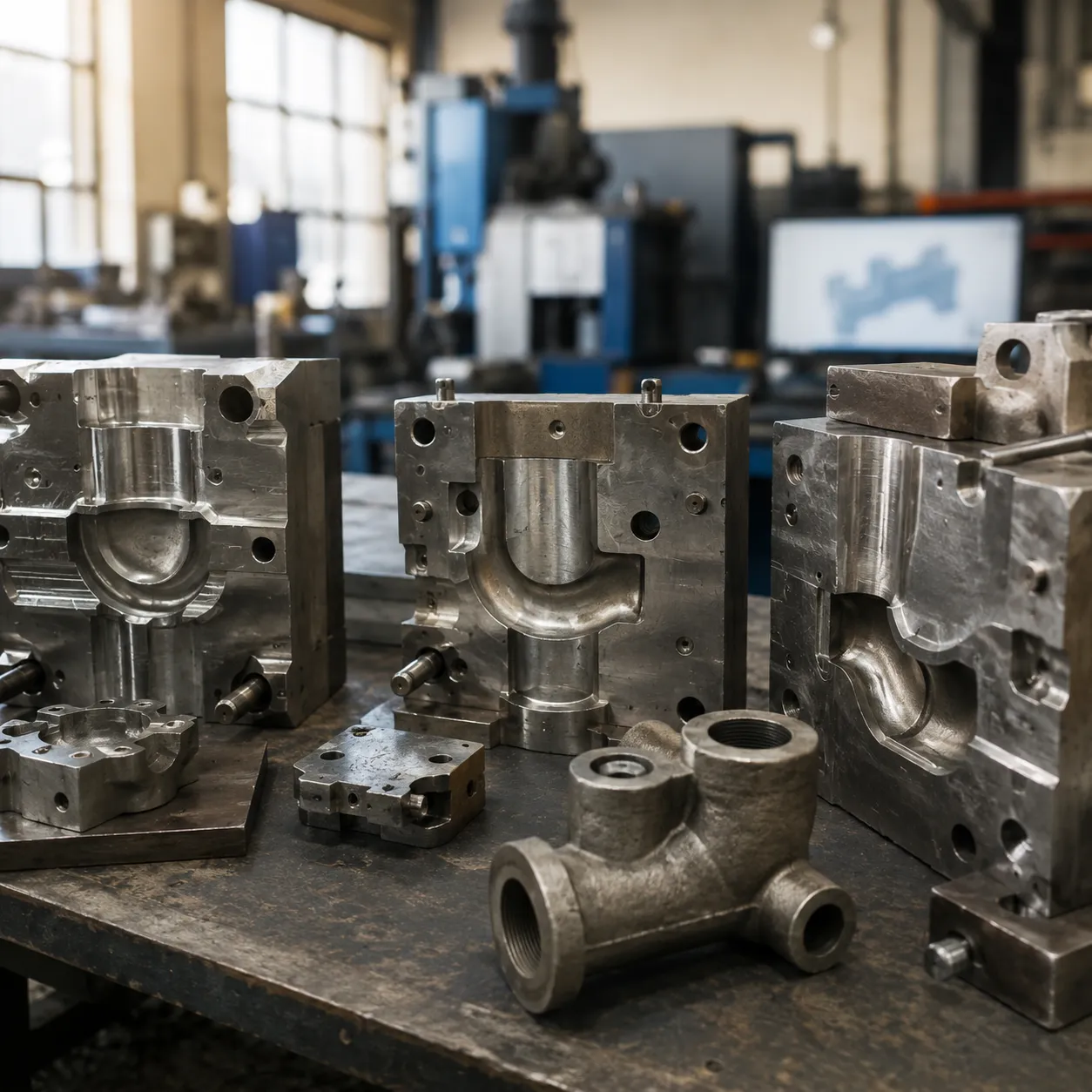
Tipi di stampi e metodi di colata
Obiettivi di produzione diversi richiedono approcci agli utensili differenti. Scegliere il giusto design dello stampo per colata in acciaio, vantaggi e svantaggi, dipende fortemente dal metodo specifico usato per modellare il metallo fuso. Come fornitori professionali di servizi di fusione di precisione, utilizziamo diverse tecniche fondamentali per bilanciare velocità di produzione, finitura superficiale e costi degli utensili.
Colata in stampo permanente
La colata in stampi permanenti si basa su stampi riutilizzabili in acciaio o ghisa per produrre componenti metallici coerenti in grandi volumi. Questo metodo è molto apprezzato per il suo rapido tasso di raffreddamento, che migliora significativamente le proprietà meccaniche e la durezza del materiale della parte finale.
- Ideale per: Volumi di produzione da medi ad alti.
- Vantaggio Chiave: Eccezionale precisione dimensionale e spreco minimo.
- Limitazione: Il forte investimento iniziale negli utensili lo rende meno adatto per lotti personalizzati a basso volume.
Per progetti che richiedono elevata integrità strutturale e superfici lisce, i nostri servizi di pressofusione a stampo permanente offrono risultati precisi per applicazioni non ferrose.
Colata a sabbia tradizionale
La colloidale sabbiatura rimane il metodo più versatile e ampiamente utilizzato per colare geometrie complesse a un costo iniziale più basso. Utilizza una miscela di sabbia e leganti per formare una cannaia monouso, rendendolo la scelta ideale per componenti su larga scala e lo sviluppo di prototipi.
- Versatilità dei materiali: Acconcia quasi qualsiasi lega, inclusi acciai ad alto punto di fusione.
- Estensione delle dimensioni: In grado di produrre pezzi industriali massivi che altri metodi non possono gestire.
- Qualità della Superficie: Generalmente offre una finitura superficiale più grezza che può richiedere lavorazioni secondarie.
Fusione a cera persa
Spesso indicata come colata a cera persa, la colata di precisione è il processo preferito per creare forme intricate con tolleranze dimensionali rigide. Un modello in cera viene rivestito con una sospensione ceramica per creare la lavorazione, che viene poi fusa prima di versare l'acciaio.
- Libertà di Progettazione: Gestisce facilmente geometrie altamente complesse senza richiedere angoli di dragaggio.
- Finitura superficiale: Produce una superficie eccezionalmente liscia proprio uscita dallo stampo.
- Fattore di costo: Costi del lavoro per pezzo più elevati, ma riducono drasticamente la necessità di post-lavorazioni.
Colata in die e stampaggio a guscio
La colata a pressofusione costringe il metallo fuso in stampi in acciaio sotto una pressione immensa, rendendola incredibilmente efficiente per processi di produzione ad alto volume. Tuttavia, è tipicamente limitata ai metalli non ferrosi a causa degli estremi punti di fusione dell'acciaio.
| Caratteristica | Colata in pressofusione | Stampaggio a guscio |
|---|---|---|
| Materiale dello stampo | Dima in acciaio riutilizzabile | Gusci di sabbia legati con resina |
| Volume di produzione | Molto alto | Da medio a alto |
| Complessità | Limitato a forme più semplici | Gestisce bene geometrie complesse |
| Rischio di porosità | Più elevato a causa dell'iniezione rapida | Più basso grazie alla ventilazione naturale |
La shell molding colma il divario tra la fusione tradizionale in sabbia e gli utensili permanenti. Utilizza una miscela di sabbia e resina riscaldata per creare gusci sottili e durevoli. Questo metodo offre una finitura superficiale molto migliore e una precisione dimensionale più elevata rispetto alla fusione tradizionale in sabbia, mantenendo però i costi degli utensili gestibili. Per un'analisi più approfondita di come questi metodi a pressione e a gravità si confrontano, puoi consultare la nostra analisi su fusione a sabbia vs. pressofusione per determinare la soluzione più adatta al tuo progetto.
Confronto dei metodi di stampaggio per la fusione dell'acciaio

Scegliere il giusto progetto di stampo per la fusione dell'acciaio richiede una chiara comprensione di come i diversi processi di produzione si confrontano. Ogni metodo presenta compromessi specifici riguardo ai costi degli utensili, al volume di produzione e alla finitura superficiale.
Stampo permanente vs. fusione in sabbia
Quando si confronta la fusione in stampo permanente con la fusione tradizionale in sabbia, la scelta di solito dipende dal volume di produzione e dalla precisione dimensionale. Gli stampi permanenti utilizzano componenti metallici riutilizzabili, rendendoli ideali per produzioni ad alto volume dove la coerenza è fondamentale. D'altra parte, la processo di colata in sabbia dell'acciaio inossidabile eccelle in versatilità dei materiali e bassi costi iniziali degli utensili, rendendola la scelta preferita per pezzi di grandi dimensioni o per lotti di produzione più brevi.
| Caratteristica | Colata in stampo permanente | Fusione a sabbia |
|---|---|---|
| Costi degli utensili | Elevato investimento iniziale | Molto bassi |
| Volume di produzione | Da medio ad alto | Da basso a medio |
| Finitura superficiale | Buono, superficie liscia | Rugoso, richiede lavorazione |
| Velocità di raffreddamento | Veloce (stampo metallico) | Lento (stampo in sabbia) |
Fusione a cera persa vs. stampaggio a conchiglia
Per forme intricate e geometrie complesse, la fusione a cera persa e lo stampaggio a conchiglia sono i principali contendenti. La Processo di stampaggio a investimento per colata di metalli ad alta precisione offre un'accuratezza dimensionale senza pari e una finitura superficiale superiore, eliminando la necessità di lavorazioni secondarie. Lo stampaggio a conchiglia offre una via di mezzo, utilizzando una miscela di sabbia legata con resina per ottenere tolleranze migliori rispetto alla fusione tradizionale in sabbia ma a un costo inferiore rispetto agli utensili per la fusione a cera persa.
| Caratteristica | Fusione a cera persa | Stampaggio a guscio |
|---|---|---|
| Libertà di progettazione | Eccellente per geometrie complesse | Da moderato ad alto |
| Precisione dimensionale | Massima precisione | Buono |
| Rischio di porosità | Molto bassi | Da basso a moderato |
| Velocità di produzione | Processo più lento e a più fasi | Tempi di ciclo più rapidi |
Come scegliere il design giusto dello stampo per fusioni
Per ottimizzare i vantaggi e gli svantaggi del design dello stampo per fusioni in acciaio per il tuo progetto specifico, valuta queste metriche di produzione fondamentali:
- Valuta la complessità del design: Se il tuo componente richiede forme intricate e pareti sottili, dai priorità alla fusione a cera persa o alla pressofusione.
- Calcola il volume totale: Alti volumi di produzione giustificano gli elevati costi degli utensili per stampi permanenti, mentre bassi volumi indicano la fusione in sabbia.
- Definisci le tolleranze: Requisiti rigorosi di precisione dimensionale limitano l'uso di stampi di sabbia di base e favoriscono utensili progettati con precisione.
- Analizza le esigenze dei materiali: Assicurati che il metodo di stampo scelto corrisponda al punto di fusione e al comportamento della velocità di raffreddamento della tua specifica lega di acciaio.
Controllo qualità e prevenzione dei difetti nel design dello stampo
Verifica dimensionale e test
Assicurare un'elevata accuratezza dimensionale nel design dello stampo per fusioni in acciaio richiede un rigoroso processo di verifica prima dell'inizio della produzione. Utilizziamo avanzate macchine di misura a coordinate (CMM) e scansione 3D per controllare ogni dimensione critica della cavità dello stampo rispetto al modello CAD iniziale. Questo garantisce che i componenti metallici finali corrispondano esattamente alle specifiche di progetto, eliminando costosi errori in seguito. Vengono eseguiti regolari controlli non distruttivi (CND), come test ultrasonici e radiografici, per identificare difetti interni nella struttura dello stampo prima che entri a contatto con l'acciaio fuso.
Ispezione e gestione dei difetti di fusione dei metalli
La prevenzione dei difetti è una pietra angolare dei nostri processi di produzione. Quando si tratta di ghisa d'acciaio, il progetto dello stampo deve contrastare attivamente problemi comuni come porosità, cavità da ritiro e cricche da caldo. Ispezioniamo attentamente i provini di colata per risalire alle cause principali di eventuali problemi di finitura superficiale o punti deboli strutturali. Per i progetti che richiedono una combinazione di diversi metodi di colata, applichiamo misure di controllo qualità altrettanto rigorose, analoghe agli standard utilizzati per il nostro ad alta precisione servizio di colata personalizzata in ottone, garantendo che ogni sistema di canalizzazione e sfiato funzioni alla perfezione sotto lo stress di produzione.
Ottimizzazione del progetto dello stampo per la garanzia di qualità
Ottimizzare il progetto dello stampo è il modo più efficace per eliminare i difetti prima che si verifichino. Regoliamo i seguenti elementi di progettazione per garantire una produzione affidabile ad alto volume:
- Sistemi di colatura ottimizzati: Uniforma il flusso del metallo liquido per ridurre turbolenze e aria intrappolata.
- Posizionamento strategico dei riser: Alimenta la colata durante il ritiro, eliminando la porosità interna.
- Rate di raffreddamento controllati: Bilancia le cadute di temperatura su geometrie complesse per prevenire crepe termiche.
- Software avanzato di simulazione: Prevede schemi di solidificazione per correggere punti deboli prima della creazione degli stampi.
Domande frequenti sugli stampi per colata di acciaio
Qual è il metodo di colata più forte per l'acciaio?
La colata a investimento e la colata in stampi permanenti specializzati tendono a produrre componenti metallici tra i più resistenti. La resistenza di una colata in acciaio dipende notevolmente da come viene gestita la velocità di raffreddamento durante i processi di produzione. Ottimizzando attentamente il vantaggi e svantaggi della progettazione di stampi in fusione d'acciaio, possiamo controllare il perfezionamento della struttura granulare. Per applicazioni industriali esigenti, sfruttando il nostro processo di fusione in acciaio legato per parti CNC di alta precisione assicura la massima integrità strutturale, eccezionale versatilità del materiale e proprietà meccaniche superiori.
Qual è il tipo di stampo per colata in acciaio più costoso?
La pressofusione e la colata in stampi permanenti comportano i costi iniziali di utensili più elevati a causa delle geomet-rie complesse e degli acciai utensili di alto grado necessari per sopportare temperature estreme. Sebbene l'investimento iniziale per questi stampi sia sostanziale, offrono un'efficienza dei costi imbattibile per produzioni ad alto volume. Al contrario, la tradizionale sabbiatura e lo stampaggio a conchiglia richiedono investimenti iniziali molto inferiori, ma comportano costi di lavorazione per pezzo più elevati nel tempo.
Come si evita la porosità nella progettazione degli stampi?
Prevenire la porosità richiede una combinazione precisa di ingegneria avanzata del sistema di convogliamento e una corretta disposizione di sfiato. In qualità di partner affidabili Steel Casting Manufacturer for Durable Wear Resistant OEM Parts, eliminiamo l'ingresso di gas e difetti di restringimento attraverso una modellazione strategica dello stampo.
- Posizionamento ottimizzato degli sprue: Assicura un flusso continuo di metallo fuso per combattere il restringimento durante il raffreddamento.
- Materiali per stampi permeabili: Permette ai gas di fuoriuscire naturalmente prima di rimanere intrappolati nelle forme intricate.
- Temperatura di colata controllata: Si abbina al progetto termico dello stampo per mantenere un tasso di solidificazione uniforme.


