
Введение в дизайн стальных литейных форм
Что такое стальное литье и оснастка?
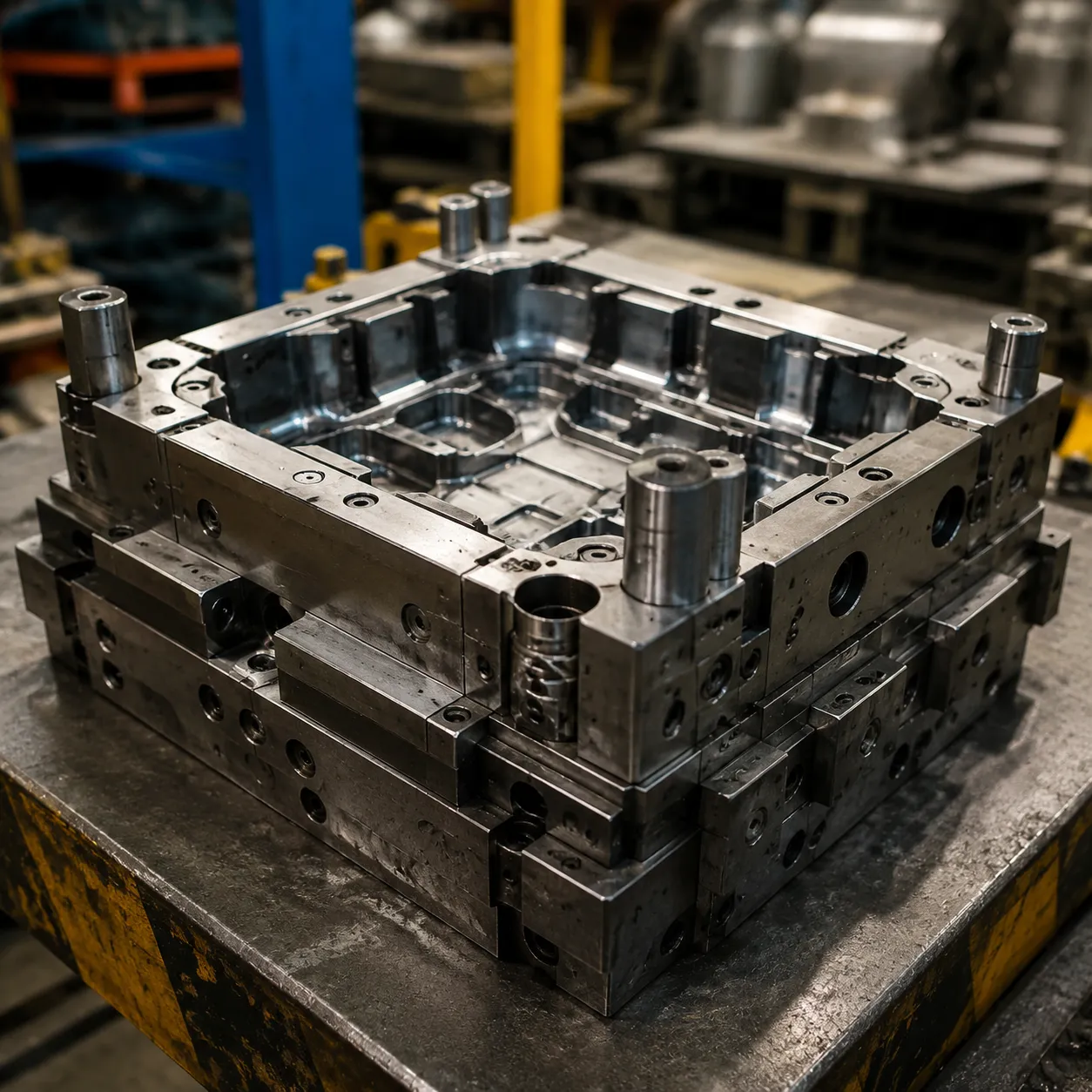
Стальное литье — это базовый производственный процесс, при котором расплавленная сталь заливается в специально разработанную полость для затвердевания в заданной форме. Оснастка — конкретно дизайн стальной литейной формы— выступает архитектурным планом для конечного компонента. Как профессиональные поставщики услуг точного литья, мы проектируем эту специализированную оснастку, чтобы она выдерживала экстремальные тепловые нагрузки, сохраняя при этом точные геометрические профили. Полость формы должна точно учитывать усадку металла, гидродинамику и металлургические переходы, когда жидкая сталь превращается в твёрдый металл высокой прочности.
Роль дизайна формы в производстве
Дизайн формы определяет успех, эффективность и структурную целостность всего производственного процесса. Научно оптимизированная форма обеспечивает плавный поток материала, исключает внутренние напряжения и напрямую влияет на механические свойства готовой детали.
- Устранение дефектов: Правильная оснастка предотвращает критические дефекты, такие как захват воздуха, усадочные полости и горячие трещины.
- Производственная скорость: Оптимизированная толщина стенок и системы подачи ускоряют циклы, увеличивая общую производительность.
- Качество поверхности: Точность поверхности формы минимизирует необходимость дорогостоящей вторичной механической обработки и операций по отделке поверхности.
Ключевые факторы, влияющие на формы для литья стали
Разработка высокопроизводительных форм для литья стали требует балансировки нескольких критических термодинамических и физических переменных:
| Фактор | Промышленное воздействие | Конструкторские соображения |
|---|---|---|
| Теплопроводность | Контролирует скорость охлаждения и рост зернистой микроструктуры. | Выбор материалов формы и расположение каналов охлаждения. |
| Объемная усадка | Влияет на конечный Размерная точность детали. | Масштабирование модели с увеличением для компенсации сокращения при охлаждении. |
| Система подачи и вентиляции | Влияет на скорость течения жидкости и удаление газов. | Стратегическое расположение литников и вентиляционных отверстий для предотвращения пористости. |
| Углы наклона | Обеспечивает чистое извлечение компонента без повреждения инструмента. | Включение конических стенок в зависимости от глубины и сложности детали. |
Процесс проектирования формы для литья стали
Изготовление модели и подготовка формы
Правильное изготовление формы начинается с точной копии конечного компонента, называемой моделью. Мы учитываем усадку металла уже на этапе проектирования, чтобы гарантировать, что конечный продукт будет соответствовать точным размерам. Во время подготовки формы мы уплотняем специализированный песок или собираем прочные металлические сегменты вокруг этой модели для создания безупречной полости. Идеальная подготовка формы обеспечивает высокую точность размеров и предотвращает ранние структурные ошибки еще до заливки горячего металла в систему.
Проектирование системы вентиляции и литников
Контроль за тем, как расплавленный металл поступает в полость, имеет решающее значение для успешного проектирования формы для литья стали. Система литников служит дорожной сетью, плавно направляя жидкую сталь в форму для предотвращения турбулентности. Наряду с этим правильная вентиляция абсолютно необходима. Если газы окажутся заключёнными внутри полости во время заливки, риск пористости и дефектов поверхности резко возрастает. Стратегически размещённые вентиляционные отверстия позволяют мгновенно выпустить эти газы, сохраняя целостность металлических компонентов.
Охлаждение, затвердевание и твёрдость материала
После заполнения формы сталью этап охлаждения и затвердевания определяет механические свойства готовой детали. Контроль скорости охлаждения — тонкое равновесие; слишком быстрое охлаждение может создать внутренние напряжения и хрупкие зоны, в то время как слишком медленное может привести к снижению прочностных характеристик. Оптимизируя дизайн формы с балансированной толщиной стенок и каналами охлаждения, мы достигаем равномерного затвердевания. Тщательное термическое управление напрямую закрепляет необходимую твёрдость материала и общую долговечность стальной детали.
Преимущества проектирования формы для стального литья
Хорошо спроектированная дизайн стальной литейной формы предлагает значительные производственные преимущества, которые напрямую влияют на вашу прибыль и качество продукции. Как профессиональные поставщики услуг прецизионного литья, мы на собственном опыте видим, как оптимизированные схемы подачи и оснастка превращают расплавленный металл в высокоэффективные детали.
Сложные геометрии и свобода дизайна
Одним из главных преимуществ индивидуальной дизайн стальной литейной формы главное — это абсолютная свобода, которую она дает инженерам. Вы можете создавать сложные формы, внутренние полости и запутанные геометрические конструкции, которые было бы невозможно или чрезвычайно дорого получить фрезеровкой из цельных заготовок. Оптимизируя внутренние каналы и расположение сердечников уже на этапе проектирования, мы можем отливать заготовки близкие к чистовой форме с подрезами и тонкими стенками, исключая необходимость в сложных многокомпонентных сборках.
Высокая размерная точность и качество поверхности
Достижение строгих допусков сразу из формы экономит время и деньги. Современные схемы оснастки обеспечивают равномерный поток металла, минимизируя усадку и деформацию. Эта точность приводит к исключительному Размерная точность и более гладкой поверхностное покрытие, сокращая объем послепроцессной фрезерной обработки ЧПУ после литья. Для проектов, требующих предельно высокой точности, внедрение передовых методов, таких как те, что описаны в нашем руководстве по высокоточному литью из нержавеющей стали гарантирует, что ваши компоненты будут соответствовать точным инженерным спецификациям каждый раз.
Гибкость в выборе материалов и диапазон размеров
Надежная конфигурация формы справляется с широким спектром металлургических вариантов. Независимо от того, заливаете ли вы углеродистую сталь, низколегированную сталь или специальные марки нержавеющей стали, оснастку можно адаптировать под разные точки плавления и коэффициенты усадки. Кроме того, этот процесс отлично масштабируется. Вы можете использовать одни и те же базовые принципы проектирования для литья небольших сложных медицинских деталей весом в несколько граммов или массивных корпусов насосов весом в несколько тонн.
Экономическая эффективность при крупносерийном производстве
Хотя первоначальные затраты на оснастку могут быть значительными, долгосрочная экономия при больших тиражах непревзойденна. Прочная, хорошо вентилируемая форма минимизирует процент брака и ускоряет циклы.
| Производственный фактор | Выгода от оптимизированного проектирования формы | Влияние на рентабельность инвестиций |
|---|---|---|
| Отходы материала | Производство близкое к окончательной форме снижает расход сырого металла | Снижает материальные затраты на единицу |
| Время цикла | Спроектированные охлаждающие каналы ускоряют затвердевание | Увеличивает суточный объем производства на заводе |
| Постобработка | Лучшее качество отливки означает меньше вторичной шлифовки | Сокращает затраты труда и время механической обработки |
Инвестируя в премиальную оснастку для форм заранее, ваша стоимость за деталь резко падает по мере роста объемов производства, что делает этот подход самым экономичным для коммерческого производства.
Недостатки и ограничения стальных литейных форм

Хотя наша инженерная команда использует передовые инструменты для изготовления сложных компонентов, важно понимать преимущества и недостатки конструкции стальных литейных форм необходимо прозрачно оценивать ограничения. Проектирование форм для металлов с высокой температурой плавления сопряжено с определенными физическими и финансовыми трудностями, которые влияют на планирование производства.
Высокие первоначальные затраты на оснастку и капиталовложения
Первоначальная стоимость изготовления прецизионных стальных литейных форм значительна. Проектирование и обработка высококачественных инструментальных сталей или специализированной керамики требует переднего ЧПУ‑оборудования и квалифицированных инженеров. Из‑за этих высоких первоначальных капиталовложений индивидуальная разработка форм редко экономически целесообразна для прототипирования или мелкосерийного производства.
Риск пористости и дефектов поверхности
Управление захватом газа является постоянной проблемой в дизайн стальной литейной формы. Если в форме отсутствуют оптимизированные системы вентиляции или впуска, захваченный воздух и газы, выделяемые расплавленным металлом, создают внутренние пористости. Эти микроскопические полости подрывают механическую целостность компонента, что потенциально может привести к отказу детали при высоких нагрузках.
Структурное качество и ограничения охлаждения
У стали высокая температура заливки, что создаёт крутые тепловые градиенты внутри формы.
Неравномерные скорости охлаждения: Более толстые участки отливки остывают медленнее, чем тонкие стенки, что приводит к внутренним напряжениям.
Горячее растрескивание: Быстрая усадка в процессе кристаллизации может вызвать трещины или деформацию конструкции, если конструкция формы ограничивает естественное сокращение металла.
Вариации микроструктуры: Непостоянное охлаждение изменяет локальную твердость материала и зеренную структуру по всему готовому компоненту.
Для требовательных условий, где требуется абсолютная структурная целостность без уязвимости к тепловым напряжениям, отрасли часто обращаются к специализированным точным отливкам методом литья по выплавляемым моделям и индивидуальным деталям из кобальтовых суперсплавов чтобы выдерживать экстремальные температуры и износ.
Ограниченный срок службы для применений при высоких температурах
Формы, используемые для заливки расплавленной стали, испытывают сильный тепловой удар в каждом цикле. Со временем повторяющиеся расширение и сжатие вызывают “тепловую усталость”, приводящую к сетчатости поверхности, растрескиванию и в конечном итоге к деградации формы. Этот ограниченный срок службы означает, что производителям необходимо закладывать в бюджет периодическое техническое обслуживание инструментов, восстановление или полную замену форм в течение длительных производственных циклов.
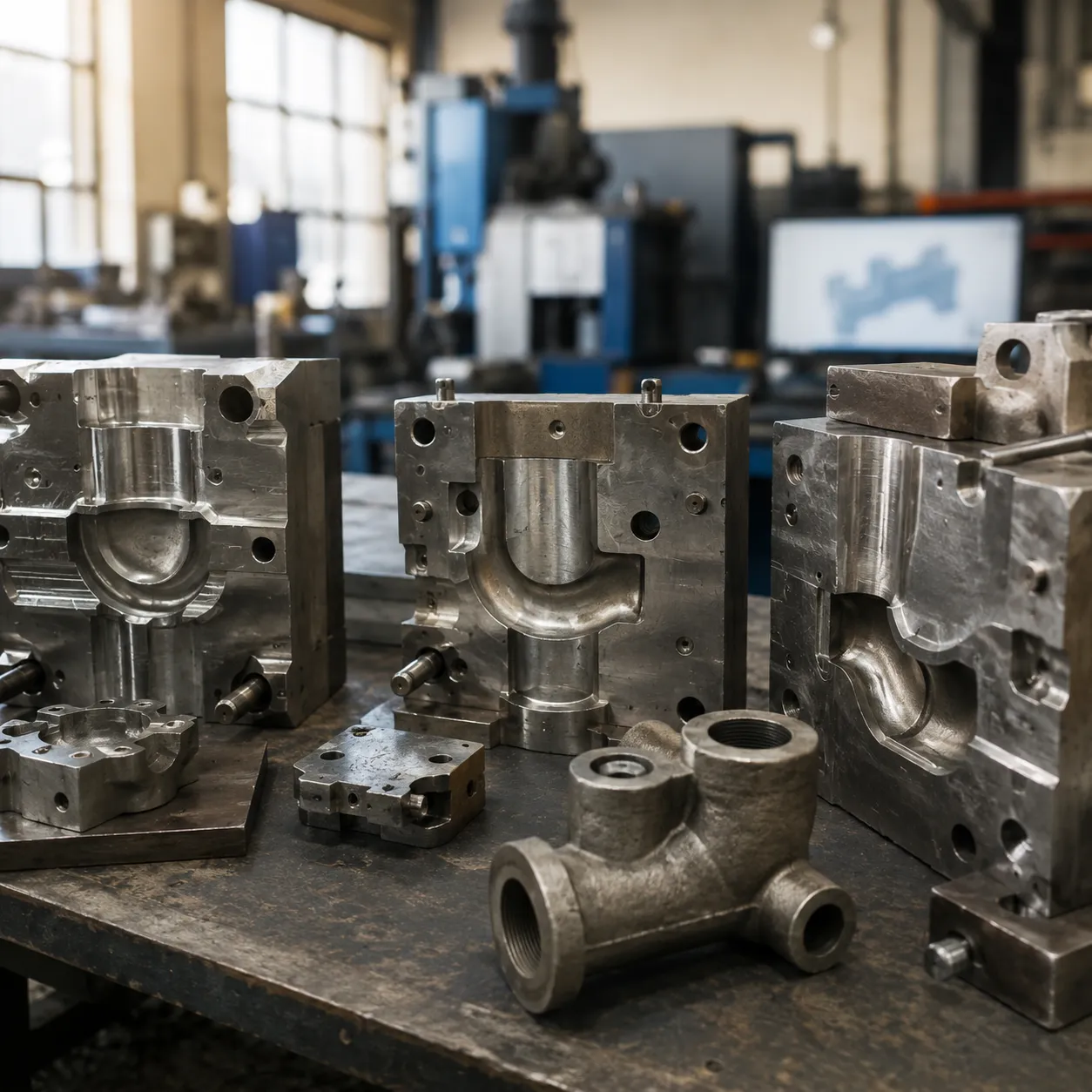
Типы форм для литья и методы
Разные производственные задачи требуют разных подходов к инструменту. Выбор преимуществ и недостатков конструкции стальной литейной формы во многом зависит от конкретного метода, используемого для формовки расплавленного металла. Как профессиональные поставщики услуг прецизионного литья, мы используем несколько основных техник, чтобы сбалансировать скорость производства, финиш поверхности и затраты на инструмент.
Постоянное формовочное литье
Литье в многоразовые формы опирается на переиспользуемые стальные или чугунные формы для производства больших объемов однородных металлических компонентов. Этот метод высоко ценится за свою быструю скорость охлаждения, которая значительно улучшает механические свойства и твердость материала конечной детали.
- Лучше всего подходит для: Средние и высокие объемы производства.
- Ключевая выгода: Исключительная размерная точность и минимальные отходы.
- Ограничение: Высокие первоначальные инвестиции в инструмент делают его менее подходящим для малосерийных индивидуальных заказов.
Для проектов, требующих высокой структурной целостности и гладких поверхностей, наши услуг литья по песку дают точные результаты для цветных (неферрометаллических) применений.
Традиционное песчано-прессовое литье
Песчаное литье остается самым универсальным и широко используемым методом заливки сложных геометрий при низкой первоначальной стоимости. Оно использует смесь песка и связующих для формирования одноразовой формы, что делает его идеальным выбором для масштабного производства и разработки прототипов.
- Многообразие материалов: Подходит для почти всех сплавов, включая стали с высокой температурой плавления.
- Размерный диапазон: Способно производить крупногабаритные промышленные детали, с которыми другие методы не справляются.
- Качество поверхности: Как правило, обеспечивает более грубую поверхность, требующую последующей механической обработки.
Литье по выплавляемым моделям
Часто называемое литьём по выплавляемым моделям, инвестиционное литьё является предпочтительным процессом для создания сложных форм с жесткими допусками по размерам. Восковая модель покрывается керамической суспензией для создания формы, которая затем расплавляется перед заливкой стали.
- Свобода проектирования: Легко обрабатывает очень сложные геометрические формы без необходимости наклонных углов.
- Отделка поверхности: Обеспечивает исключительно гладкую поверхность сразу после формовки.
- Фактор стоимости: Более высокие трудозатраты на деталь, но значительно сокращает необходимость в дополнительной обработке.
Литейное производство под давлением и формовка оболочкой
Литьё под давлением заставляет расплавленный металл проникать в стальные формы под огромным давлением, что делает метод чрезвычайно эффективным для массового производства. Однако, как правило, это ограничивается цветными металлами из-за высокой температуры плавления стали.
| Особенность | Прессовка под давлением | Литье в оболочковой форме |
|---|---|---|
| Материал формы | Многоразовые стальные матрицы | Песчаные оболочки на основе смол |
| Объем производства | Очень высокий | Средняя и высокая |
| Сложность | Ограничено более простыми формами | Хорошо обрабатывает сложные геометрии |
| Риск пористости | Выше из‑за быстрого впрыска | Ниже из‑за естественной вентиляции |
Шелл-молдинг заполняет нишу между традиционным песчаным литьем и постоянными оснастками. Он использует смесь песка с смолой и нагревом для создания тонких, прочных оболочек. Этот метод обеспечивает гораздо лучшее качество поверхности и более точные размеры по сравнению с традиционным песчаным литьем, при этом затраты на оснастку остаются приемлемыми. Для более подробного сравнения того, как эти методы под давлением и гравитационные методы соотносятся, вы можете ознакомиться с нашим анализом на песочное литье против прессовки чтобы определить оптимальный вариант для вашего проекта.
Сравнение методов изготовления металлических литейных форм

Выбор подходящей конструкции литейной формы для стали требует четкого понимания того, как различные производственные процессы соотносятся друг с другом. Каждый метод имеет свои компромиссы в отношении затрат на оснастку, объема производства и качества поверхности.
Постоянная форма против песчаного литья
При сравнении литья в постоянные формы и традиционного песчаного литья выбор обычно сводится к объему производства и точности размеров. Постоянные формы используют многоразовые металлические компоненты, что делает их идеальными для массовых серий, где важна стабильность. С другой стороны, процесс песочного литья из нержавеющей стали превосходит по универсальности материалов и низким первоначальным затратам на оснастку, что делает его предпочтительным выбором для крупногабаритных деталей или коротких производственных серий.
| Особенность | Постоянное формовочное литье | Пескоструйное литьё |
|---|---|---|
| Затраты на оснастку | Высокие первоначальные инвестиции | Очень низкие |
| Объем производства | Средний до высокого | Низкий до среднего |
| Поверхностная отделка | Хорошая, гладкая поверхность | Шероховатая, требует механической обработки |
| Темп охлаждения | Быстро (металлическая форма) | Медленно (песчаная форма) |
Литье по выплавляемым моделям против литья в оболочковые формы
Для сложных форм и геометрий литье по выплавляемым моделям и оболочковое формование являются главными претендентами. Литье по выплавляемым моделям обеспечивает непревзойденную точность размеров и превосходную отделку поверхности, устраняя необходимость вторичной механической обработки. Инвестиционный процесс формовки для высокоточного литья металлов Оболочковое формование представляет средний вариант, использующий смесь песка с связующим на основе смолы для достижения лучших допусков по сравнению с традиционным песчаным литьем, но по более низкой цене, чем оснастка для литья по выплавляемым моделям.
| Особенность | Литье по выплавляемым моделям | Литье в оболочковой форме |
|---|---|---|
| Свобода в дизайне | Отлично для сложных геометрий | Умеренный до высокого |
| Точность размеров | Наивысшая точность | Хорошая |
| Риск пористости | Очень низкие | Низкая до умеренной |
| Скорость производства | Медленный, многослойный процесс | Быстрые циклы |
Как выбрать правильную конструкцию литейной формы
Чтобы оптимизировать преимущества и недостатки конструкции стальной литейной формы для вашего конкретного проекта, оцените эти основные производственные показатели:
- Оцените сложность конструкции: Если вашей детали требуются сложные формы и тонкие стенки, отдавайте приоритет литью по выплавляемым моделям или литью под давлением.
- Рассчитайте общий объем: Большие объемы производства оправдывают дорогие затраты на оснастку для постоянных форм, тогда как при малых объемах целесообразно песчано-глинистое литье.
- Определите допуски: Строгие требования к точности размеров ограничивают использование простых песчаных форм и требуют прецизионно спроектированной оснастки.
- Проанализируйте потребности в материале: Убедитесь, что выбранный метод форм соответствует температуре плавления и скорости охлаждения вашей конкретной стальной сплавы.
Контроль качества и предотвращение дефектов в конструкции формы
Проверка размеров и испытания
Обеспечение высокой точности размеров в конструкции стальной литейной формы требует строгой процедуры верификации до начала производства. Мы используем современные координатно-измерительные машины (CMM) и 3D-сканирование для проверки каждого критического размера полости формы по исходной CAD-модели. Это гарантирует, что конечные металлические изделия соответствуют точным конструкционным спецификациям, устраняя дорогостоящие ошибки в дальнейшем. Регулярные методы неразрушающего контроля (NDT), такие как ультразвуковая и радиографическая проверка, проводятся для выявления внутренних дефектов в самой структуре формы до того, как она соприкоснется с расплавленной сталью.
Инспекция и управление дефектами металлического литья
Предотвращение дефектов является краеугольным камнем наших производственных процессов. При работе с литьём стали дизайн форм должен активно противодействовать распространенным проблемам, таким как пористость, усадочные полости и горячие трещины. Мы тщательно инспектируем тестовые отливки, чтобы проследить коренные причины любых проблем с отделкой поверхности или структурных слабых мест. Для проектов, требующих сочетания различных методов литья, мы применяем аналогично строгие меры контроля качества, подобно стандартам, которые применяются для нашей высокоточной пользовательская услуга литья бронзы, обеспечивая бесперебойную работу каждой системы подачи и выпуска газов под производственным стрессом.
Оптимизация дизайна формы для обеспечения качества
Оптимизация дизайна формы является самым эффективным способом предотвратить дефекты до их возникновения. Мы настраиваем следующие элементы дизайна для обеспечения надежного массового производства:
- Оптимизированные системы затворки: Сглаживает потоки жидкого металла, уменьшая турбулентность и задержанный воздух.
- Стратегическое размещение подпорок (risers): Питают литьё по мере его усадки, устраняя внутреннюю пористость.
- Контролируемые скорости охлаждения: Уравновешивают падения температуры по сложным геометриям, чтобы предотвратить термические трещины.
- Передовое программное обеспечение для моделирования: Прогнозирует схемы затвердевания, чтобы устранить слабые места до изготовления оснастки.
Часто задаваемые вопросы о стальных литейных формах
Какой метод литья является самым прочным для стали?
Литье в инвестиционные формы и специализированные постоянные формы обычно дают самые прочные металлические компоненты. Прочность стального отливка в значительной степени зависит от того, как управляется скорость охлаждения в процессе изготовления. Тщательно оптимизируя преимущества и недостатки конструкции стальных литейных форм, мы можем контролировать упрочнение зеренной структуры. Для требовательных промышленных применений использование нашего процесс литья из легированной стали для высокоточных ЧПУ-деталей обеспечивает максимальную структурную целостность, исключительную универсальность материалов и превосходные механические свойства.
Какой тип стальной литейной формы самый дорогой?
Литье под давлением и литье в постоянные формы связаны с наивысшими начальными затратами на оснастку из‑за сложных геометрий и инструментальных сталей высокого класса, необходимых для выдерживания экстремальных температур. Хотя первоначальные капитальные вложения в эти формы значительны, они предлагают непревзойденную экономическую эффективность для массового производства. Напротив, традиционное песчаное литье и формование в скорлупу требуют гораздо меньших начальных затрат на оснастку, но в долгосрочной перспективе влекут за собой более высокие затраты на обработку за единицу.
Как предотвратить пористость при проектировании формы?
Предотвращение пористости требует точного сочетания продвинутой инженерии литниковой системы и правильной компоновки вентиляции. В качестве надежных Steel Casting Manufacturer for Durable Wear Resistant OEM Parts, мы устраняем захват газов и дефекты усадки посредством стратегического моделирования формы.
- Оптимизированное расположение литников: Обеспечивает непрерывную подачу расплавленного металла для борьбы с усадкой во время охлаждения.
- Проницаемые материалы для форм: Позволяют газам естественным образом выходить до их захвата внутри сложных форм.
- Контролируемая температура литья: Соответствует тепловому дизайну формы для поддержания равномерной скорости затвердевания.


