Capacidades de Retificação de Precisão e Alta Exatidão
Elimine as suposições dos seus componentes críticos. Garantimos precisão dimensional quantificável ao nível do micron e controlo excecional do acabamento superficial Ra para geometrias complexas, ligas tratadas termicamente e peças fundidas por investimento.
Acabamento de superfície (Ra)
Alcance requisitos de textura ultra-suave otimizados pelo tipo de material com planeamento integrado tratamento de superfície Controlo superior do acabamento superficial Ra até 0,1 μm a 0,8 μm para faces de vedação e aplicações de alto atrito.
Precisão Dimensional
- Planicidade: Estável dentro de níveis micrométricos
- Circularidade: Controlo cilíndrico de alta precisão
- Concentricidade: Verificação de tolerância apertada
Repetibilidade de Lotes
Mantenha uniformidade rigorosa de SPC desde a prototipagem rápida até produções em grande volume. O controlo dimensional é rigorosamente mantido para minimizar desvios em características críticas de acoplamento.
Adaptação a Geometrias Complexas
Projetado para resolver distorções em secções de paredes finas, geometrias irregulares de fundição por investimento e superfícies endurecidas que a fresagem e torneamento convencionais não conseguem estabilizar.

*Nota: As capacidades alvo são personalizadas conforme os requisitos do desenho. A abordagem final de engenharia depende da estrutura da peça, tipo de material, estado do tratamento térmico e configurações de fixação. A Vastmaterial analisa as tolerâncias de fundição e datums durante o DFM para garantir uma execução fiável.
Superar Desafios de Componentes Críticos com Serviços de Retificação CNC
Quando os métodos padrão Fresagem CNC e Torneamento CNC atingem os seus limites técnicos, a retificação de precisão torna-se essencial. Para fundições metálicas de alta complexidade e componentes industriais críticos, as nossas soluções personalizadas de retificação resolvem erros dimensionais difíceis, distorção severa de material e exigências rigorosas de acabamento superficial.
Instabilidade de Tolerância & Distorção Pós-Tratamento Térmico
O Desafio: O tratamento térmico a altas temperaturas e a dureza extrema do material induzem regularmente deformação estrutural e deriva dimensional imprevisível. Ferramentas de corte convencionais sofrem desgaste rápido e defletem, levando a lotes fora de tolerância em fundições endurecidas.
A Solução: A retificação de materiais endurecidos utilizando rodas abrasivas especializadas remove facilmente o excesso de material após o tratamento térmico. O nosso serviço de retificação CNC mantém requisitos de tolerância apertada até níveis micrométricos, corrigindo deformações térmicas e estabilizando as dimensões finais.
Ideal para: Componentes de aço inoxidável endurecido, eixos de engrenagem de alta resistência e aplicações de maquinação de fundição tratada termicamente.
Limites Rigorosos de Acabamento Superficial Ra para Superfícies de Acoplamento
O Desafio: Sistemas de fluidos de alta pressão, vedantes dinâmicos e interfaces críticas de fricção exigem um acabamento superficial ultra-suave (frequentemente Ra 0,4 µm ou inferior). Caminhos de fresagem padrão deixam marcas visíveis de ferramenta, cristas microscópicas e ondulações direcionais que causam desgaste prematuro do vedante e fugas.
A Solução: A retificação de superfície de precisão otimizada e a retificação cilíndrica eliminam padrões de maquinação direcionais. Controlamos texturas microscópicas cruzadas para alcançar excelente planicidade e consistência seccional, melhorando radicalmente a retenção de fluidos e a resistência ao desgaste.
Ideal para: Vedantes de bombas industriais, assentos de válvulas de alta pressão, êmbolos de cilindros hidráulicos e componentes de controlo de fluidos aeroespaciais.
Exigências Rigorosas de Geometria, Circularidade & Planicidade
O Desafio: Peças complexas de múltiplos eixos requerem frequentemente parâmetros de concentricidade, circularidade e perpendicularidade dentro de ±0,005 mm. Fixações padrão e geometrias assimétricas de fundição criam flexão da peça durante o torneamento, causando taxas elevadas de rejeição para tolerâncias de forma crítica.
A Solução: Utilizando retificação interna dedicada, retificação sem centros e configurações sincronizadas de múltiplos eixos, garantimos controlo geométrico rigoroso. O nosso setup isola o stress de maquinação da estrutura da peça para assegurar que a concentricidade e circularidade permanecem impecáveis em produção de alto volume.
Ideal para: Componentes de turbinas aeroespaciais, diários de fusos de alta velocidade, impulsores de compressores de múltiplos estágios e peças críticas de válvulas.
Degradação Dimensional de Lote para Lote em Produções de Alto Volume
O Desafio: A degradação das ferramentas durante produções prolongadas introduz deriva dimensional. Para conjuntos complexos que requerem encaixes precisos de interferência ou transição, pequenas variações entre lotes de fundição causam estrangulamentos na linha de montagem e falhas em campo.
A Solução: Dressagem automática de rodas, medição contínua em processo e gestão de qualidade SPC em tempo real mantêm parâmetros de retificação idênticos desde a primeira até à 50.000ª peça. Esta abordagem rigorosa minimiza eficazmente o desperdício e elimina ajustes de montagem posteriores.
Ideal para: Componentes de maquinaria industrial OEM, submontagens de precisão automóvel e peças de equipamento pesado que requerem integração sem defeitos.
Quando especificar moagem de precisão vs. fresagem e torneamento
Dureza extrema do material
Ferramentas convencionais de torneamento e fresagem de ponto único não conseguem cortar materiais de superfície dura de forma eficiente. A moagem lida com aços para ferramentas endurecidos, superligas de cobalto-cromo, ligas resistentes ao calor à base de níquel e liga de alta temperatura qualidades sem microfissuras ou fraturas.
Tolerâncias dimensionais submicrométricas
Quando os desenhos exigem controlo dimensional abaixo de ±0,01 mm, a deflexão da ferramenta torna a maquinação padrão impraticável. Os sistemas modernos de moagem CNC utilizam fusos rígidos e tecnologia de microalimentação para atingir parâmetros submicrométricos com repetibilidade absoluta.
Especificações de acabamento superficial especular Ra
Para aplicações críticas onde o desvio de fluidos deve ser completamente evitado ou o desgaste por fricção deve ser drasticamente minimizado, a moagem alcança acabamentos especulares excecionais até Ra 0,1 µm, um padrão inalcançável por configurações de maquinação convencionais.
Otimização proativa de engenharia: Solicite uma revisão DFM gratuita
Antes de finalizar os planos de aquisição, uma revisão abrangente de Design para Manufacturabilidade (DFM) é fundamental para otimizar custos. A nossa equipa de engenharia analisa características-chave dos desenhos para otimizar tolerâncias de fundição, refinar estruturas de referência para limitar acumulação de tolerâncias e confirmar métodos de moagem apropriados. Este alinhamento precoce elimina alterações de engenharia dispendiosas durante a produção em larga escala.
Métodos e soluções de moagem CNC de precisão
Selecionar o processo de moagem adequado é crucial para alcançar tolerâncias ao nível do micrão e texturas superficiais específicas. Oferecemos um conjunto completo de serviços de moagem otimizados para fundições de investimento e peças complexas usinagem componentes.

Moagem de superfície
Ideal para acabamento de faces planas, planos de referência e grandes placas industriais. Utilizamos moagem de superfície para garantir planicidade e paralelismo excecionais em superfícies de acoplamento críticas.
- Alcança planicidade superior e acabamentos superficiais Ra
- Controlo preciso da espessura para placas de calço e espaçadores
- Eficaz em aços para ferramentas endurecidos e fundições tratadas termicamente

Retificação Cilíndrica
Focada nos diâmetros exteriores (DE) de eixos, rotores e cilindros escalonados. Este processo garante elevada precisão na circularidade e concentricidade para conjuntos rotativos.
- Controlo rigoroso da tolerância do DE e do desvio para eixos
- Capaz de retificar perfis cónicos e de múltiplos diâmetros
- Essencial para componentes aeroespaciais e motores de alta velocidade
Retificação Interna
Acabamento de precisão para furos, mangas e diâmetros internos (DI). Visamos uma cilindricidade rigorosa e precisão no tamanho do furo onde o mandrilamento ou brunimento não cumprem as especificações.
- Dimensionamento de furos de alta precisão para encaixes de rolamentos
- Acabamentos consistentes de DI para cilindros hidráulicos e de válvulas
- Trata furos cegos complexos e ombreiras internas

Retificação Sem Centros
Uma solução de alta eficiência para produção em grande volume de eixos longos, pinos e buchas. Este método elimina a necessidade de centros, reduzindo o tempo de preparação.
- Processamento rápido para grandes lotes de peças cilíndricas
- Consistência dimensional excecional em milhares de unidades
- Ideal para varas de pequeno diâmetro e peças com elevada relação comprimento-largura
Conselhos de Engenharia: Escolher o Seu Processo
Quando Priorizar a Retificação
- Quando a dureza do material (HRC 45+) impede a fresagem ou torneamento eficiente
- Para corrigir distorção dimensional após processos de tratamento térmico
- Quando for necessário um acabamento superficial Ra 0,4 ou melhor para vedantes
- Para requisitos críticos de GD&T como concentricidade inferior a 0,01 mm
Eficiência e Otimização de Custos
- Utilize retificação sem centros para reduzir os custos por unidade em veios simples
- Otimize as tolerâncias de fundição para minimizar passagens de desbaste desnecessárias
- Combine o desbaste com torneamento CNC a montante para controlo geométrico total
- Uma revisão precoce de DFM ajuda a evitar configurações excessivas e ferramentas personalizadas
Processamento Pós-Produção Completo
A Vastmaterial integra fundição, tratamento térmico e desbaste internamente para eliminar erros cumulativos de tolerância entre diferentes fornecedores.
Domínio de Materiais Duros
Somos especializados na moagem de precisão de ligas difíceis, incluindo aço inoxidável, superligas resistentes ao calor e aços para ferramentas endurecidos.
Precisão Verificada
Cada componente desbastado é verificado utilizando CMM e perfilómetros de superfície, garantindo que a planicidade, circularidade e objetivos de Ra estão totalmente documentados.
Capacidade de Materiais Avançados & Engenharia de Moagem de Precisão Pós-Fundição
Alcançar tolerâncias submicrométricas em Fundição por Investimento requer uma compreensão profunda da metalurgia e acabamento especializado em maquinação. Como fundição e oficina de precisão com dupla especialização, a Vastmaterial preenche a lacuna entre a geometria bruta da fundição e os requisitos exigentes da moagem CNC secundária. Eliminamos o risco de múltiplos fornecedores ao gerir toda a cadeia de processos, garantindo que os seus componentes quase na forma final sejam desbastados conforme as especificações do desenho, sem desvios dimensionais ou degradação estrutural.
A nossa instalação está totalmente equipada para desbastar aço inoxidável, aço resistente ao calor, aço carbono resistente, aço de baixa liga, superligas de alta temperatura e ligas não ferrosas. Porque analisamos como a microestrutura da fundição, os limites de grão e as linhas de separação se comportam sob maquinação abrasiva de alta carga, a nossa equipa de engenharia adapta velocidades de roda, taxas de avanço e estratégias de arrefecimento específicas para corresponder à fase metalúrgica exata das suas peças.
Pontos de Controlo Chave para Maquinação Pós-Fundição de Fundição de Investimento
- Tolerância de Fundição e Alinhamento de Referência: Projetamos o molde de fundição bruta com tolerâncias de maquinação otimizadas especificamente calculadas para remoção por roda abrasiva. Ao estabelecer sistemas de referência robustos desde a fase de fundição, evitamos erros acumulados e garantimos que os seus diâmetros internos críticos, diâmetros externos e perfis de face se alinham perfeitamente durante a montagem final.
- Efeitos do Tratamento Térmico & Gestão de TensõesO processamento térmico pós-fundição pode induzir tensões residuais e dureza irregular do material. A Vastmaterial resolve isto utilizando sequências de desbaste e acabamento em etapas. Integramos passos controlados de alívio de tensão entre ciclos de maquinação, mitigando microdeformações para preservar a planicidade dimensional rigorosa, redondeza e concentricidade.
- Prevenção de Defeitos de Superfície & Controlo de IntegridadeComponentes de alta liga e resistentes ao calor são altamente suscetíveis a queimaduras de moagem, microfissuras e transformações de fase sob fricção. O nosso controlo de processo baseia-se em testes rigorosos em processo por corrente de Foucault ou partículas magnéticas, entrega de refrigerante otimizada e parâmetros precisos de dressagem da roda para manter valores Ra de acabamento de superfície impecáveis e integridade microestrutural absoluta.
Ao colaborar com a Vastmaterial, beneficia de um fluxo de trabalho de engenharia integrado onde a metalurgia da fundição informa diretamente os parâmetros de moagem CNC. Esta abordagem unificada minimiza taxas de desperdício, garante índices de capacidade de processo e entrega componentes prontos para montagem para os ambientes industriais mais críticos do mundo.

Peças Típicas e Aplicações Industriais
A Vastmaterial oferece serviços de moagem de precisão OEM de alta precisão adaptados a ambientes industriais exigentes. Ao unir a maquinação de fundição de investimento com moagem avançada de tolerância apertada, servimos setores críticos que requerem controlo dimensional excecional, planicidade precisa, redondeza e concentricidade em geometrias complexas.

Componentes de Motores Aeroespaciais
Moagem aeroespacial especializada para estruturas de ligas de alta temperatura e componentes de propulsão críticos para segurança. Mantemos tolerâncias ao nível do micrão em superligas desafiantes para garantir integridade estrutural sob stress térmico severo.
- Tolerâncias geométricas ultra-apertadas para encaixe fiável de rotor e estator
- Controlo rigoroso do acabamento de superfície Ra para prevenir fissuração por fadiga térmica
- Processamento repetível de conjuntos de turbinas de liga resistente ao calor

Peças de Turbinas de Geração de Energia
Moagem de precisão para peças de turbinas de gás, vapor e vento de serviço pesado. O nosso processo elimina distorção de fundição e microdefeitos, proporcionando planicidade e concentricidade superiores para equipamentos rotativos de grande escala.
- Controlo preciso de planicidade e redondeza para assentos de lâmina seguros
- Verificação de concentricidade e excentricidade para eixos rotativos
- Remoção controlada de material para integrar alívio de tensão pós-moagem

Núcleos de Válvula, Assentos e Superfícies de Vedação
Moagem de assentos de válvula de alto desempenho e moagem interna para conjuntos de manuseamento de fluidos. Alcançamos acabamentos de superfície espelhados necessários para vedação metal-metal e desempenho sem fugas.
- Objetivos de acabamento de superfície Ra submicrónicos para vedantes herméticos
- Otimização da micro-geometria para eliminar desvio de fluido e fricção
- Retificação especializada de aço inoxidável endurecido e ligas à base de cobalto

Buchas, flanges e conectores para equipamentos industriais
Retificação cilíndrica de alta eficiência e retificação sem centros para peças de maquinaria pesada. Otimizamos superfícies de acoplamento em ligações estruturais, mangas hidráulicas e conectores de alta resistência para montagem sem falhas.
- Controlo rigoroso do empilhamento de tolerâncias de furo e diâmetro exterior para encaixes de múltiplas peças
- Controlo de perpendicularidade e excentricidade para componentes de alta velocidade
- Consistência em lotes de grande volume através de protocolos SPC automatizados

Pós-processamento de fundição de precisão
Acabamento dedicado para maquinação de fundição por investimento. Eliminamos o intervalo entre tolerâncias de fundição bruta e dimensões finais de precisão, gerindo a estrutura única do material fundido sem introduzir defeitos de tensão.
- Otimização estratégica das tolerâncias de fundição com base em planos de referência estruturais
- Correção de distorções complexas causadas por tratamento térmico pós-fundição
- Prevenção avançada de queimaduras de retificação e eliminação de defeitos sub-superficiais

Aplicações personalizadas e especializadas
Serviços personalizados de retificação CNC para componentes de paredes finas, geometrias não standard e peças de ligas proprietárias. Cooperamos de perto com a sua equipa de I&D para navegar critérios técnicos únicos sob total proteção de confidencialidade.
- Desenvolvimento de engenharia e produção comercial totalmente protegidos por NDA
- Escalabilidade flexível desde prototipagem rápida inicial até produção em massa completa
- Revisões DFM abrangentes para minimizar o risco de fabrico e o custo unitário
Objetivos principais de retificação em todas as aplicações
Precisão das superfícies de acoplamento
Alcançar tolerâncias dimensionais e geométricas excecionais para garantir encaixes fluidos na montagem, eliminar desajustes físicos e reduzir ajustes secundários em bancada durante a integração do sistema.
Qualidade da Interface de Vedação
Aperfeiçoar as faces de contacto para atingir planicidade exata e baixos valores de acabamento superficial Ra, essenciais para prevenir fugas de gás ou fluido sob parâmetros de alta pressão e vácuo.
Resistência ao Desgaste
Desenvolver texturas superficiais uniformes e de baixo atrito que minimizem o desgaste mecânico, reduzam o calor por fricção e prolonguem a vida útil operacional em sistemas de alta ciclagem.
Consistência de Lote
Implementar protocolos robustos e padronizados de dressagem de rebolos e retificação para replicar perfis físicos idênticos em milhares de peças produzidas ao longo de lotes sucessivos.
Porquê a Vastmaterial para as Suas Necessidades de Retificação de Precisão
A Vastmaterial destaca-se como fabricante integrado de retificação CNC com vasta experiência em fundição de precisão e maquinação multi-eixo. Ao gerir toda a cadeia de fornecimento—desde a fundição e tratamento térmico até ao acabamento superficial final e requisitos de tratamento de superfície associados—eliminamos os erros cumulativos típicos que ocorrem quando as peças passam por subcontratados desconexos.
A nossa mentalidade orientada para a engenharia garante que, antes da retificação, os seus desenhos de componentes passam por uma rigorosa análise de design para fabrico (DFM). Analisamos vetores de distorção de fundição, tensões de fixação e trajetórias de ferramentas antecipadamente para evitar erros dispendiosos, servindo mais de 100 clientes globais de longo prazo com dados de engenharia rastreáveis.
Preparadas para fabrico contratual em grande escala, as nossas instalações possuem uma capacidade de produção mensal de 1,3 milhões de componentes de precisão. O nosso chão de fábrica alberga linhas de retificação CNC de vários tipos, abrangendo retificação plana, cilíndrica, interna e sem centros para processar ligas metálicas duras, aço inoxidável e aço de liga de forma fiável.
Através de parcerias de investigação académica e industrial de longo prazo, melhoramos continuamente a tecnologia de dressagem de rebolos e métodos de arrefecimento para suprimir totalmente os riscos de queimadura e microfissuração na retificação. Cada lote é acompanhado por documentos de inspeção verificados, proporcionando às equipas de compras modernas total transparência na cadeia de fornecimento.
Confidencialidade e Garantia de Entrega
Mantemos fluxos de trabalho de engenharia seguros, assinando e respeitando NDA formais para proteger a sua propriedade intelectual. Todos os componentes personalizados são retificados, inspecionados e validados estritamente de acordo com as indicações dos seus desenhos, especificações de material e definições de tolerância geométrica.
Quer esteja a validar um projeto aeroespacial de baixo volume ou a agendar produções de alto volume para válvulas industriais, a Vastmaterial equilibra capacidade flexível com controlos de qualidade rigorosos para garantir entregas atempadas para linhas de montagem e transporte global.
Do Desenho à Entrega: Processo e Fluxo de Trabalho de Retificação CNC
Na Vastmaterial, o nosso fluxo de trabalho transparente e auditável de retificação de precisão garante repetibilidade absoluta, integridade superficial e expedição atempada. Todas as fases de engenharia e produção—desde a análise inicial do desenho DFM até à embalagem final do componente—são rigorosamente controladas para eliminar desvios dimensionais e cumprir especificações de retificação de tolerância apertada nas suas peças fundidas e maquinadas críticas.
Revisão de Desenho & Especificação Técnica (DFM)
Os nossos engenheiros de aplicação avaliam os seus desenhos técnicos em 24–48 horas. Verificamos minuciosamente tolerâncias dimensionais críticas, datums geométricos, valores alvo de acabamento superficial Ra e expectativas de tratamento de superfície, juntamente com métodos de inspeção pós-retificação. Esta fase proativa assegura alinhamento absoluto nas características e expectativas do material antes de montar qualquer rebolo.
- • Análise detalhada de dimensionamento e toleranciamento geométrico (GD&T), incluindo planicidade, circularidade e concentricidade
- • Verificação das tolerâncias brutas de fundição de precisão, referenciais e viabilidade de fixação
- • Alinhamento sobre os objetivos de rugosidade superficial (Ra) e critérios de ensaios não destrutivos (END)
- • Avaliação da maquinabilidade do material, estado atual do tratamento térmico e variações de dureza
Roteamento de processo e planeamento de maquinação
Formulamos uma folha de roteamento de processo personalizada e multietapas que mapeia as passagens de desbaste, semi-acabamento e acabamento final de rectificação. Para peças fundidas de alta liga, o nosso roteamento integra estrategicamente operações térmicas e ciclos de alívio de tensões para contrariar a deflexão do material e estabilizar as microestruturas em lotes de produção de grande volume.
- • Planeamento sequencial das operações de desbaste e acabamento com parâmetros de rebolo otimizados
- • Agendamento de revenimento de alívio de tensões ou tratamento térmico pós-maquinação para evitar micro-deformações
- • Distribuição personalizada da sobre-espessura de fundição para evitar carregamento prematuro do rebolo
- • Seleção estratégica de abrasivos para rebolos de rectificação (CBN, Al2O3 ou Carboneto de Silício) adequada à sua liga
Conceção de dispositivos de fixação personalizados e configuração precisa de referências
A precisão dimensional ao nível do mícron exige uma fixação perfeita da peça. Os engenheiros da Vastmaterial projetam e constroem dispositivos de fixação dedicados e rígidos que eliminam deformações de aperto, vibrações estruturais e deflexões localizadas. O estabelecimento de superfícies de referência sólidas garante que a rectificação de tolerância apertada produza concentricidade e paralelismo perfeitos.
- • Engenharia interna de dispositivos mecânicos, hidráulicos ou magnéticos dedicados, ajustados às referências do desenho
- • Otimização da força de aperto e simulação FEA para eliminar distorção de componentes de paredes finas
- • Preparação física, limpeza e qualificação de todos os pontos de referência primários e secundários
- • Verificação de excentricidade pré-retificação, leitura total do indicador (TIR) e alinhamento no fuso da máquina
Execução de rectificação CNC e monitorização em processo
Os nossos sistemas de rectificação CNC multieixos operam sob controlos rigorosos e baseados em dados. As taxas de avanço, velocidades superficiais do rebolo e entrega de refrigerante de alta pressão são sincronizadas para isolar a energia térmica, prevenindo queimaduras de rectificação, revenimento metalúrgico e microfissuras. Ciclos de feedback em tempo real garantem taxas constantes de remoção de material e controlo superior do acabamento superficial Ra.
- • Ajuste dinâmico de avanço e velocidade com base na carga do fuso em tempo real e resistência do material
- • Filtragem sintética de refrigerante de alto volume e direcionada para eliminar tensões térmicas e queimaduras superficiais
- • Ciclos automáticos e programáveis de dressagem do rebolo para manter a nitidez e geometria ótimas dos grãos
- • Análise contínua de vibrações e deteção acústica de emissões para mitigar marcas de vibração
Metrologia, inspeção CMM e verificação de qualidade
A precisão só é tão boa quanto a capacidade de a medir. Realizamos amostragens rigorosas ao nível do operador durante a produção, juntamente com uma auditoria final abrangente no nosso laboratório de metrologia com controlo de temperatura. Todos os requisitos críticos de diâmetro exterior (DE), diâmetro interior (DI) e forma são totalmente validados e suportados por dados antes da aprovação.
- • Monitorização coordenada em processo e gráficos de Controlo Estatístico de Processos (CEP) para análise de tendências
- • Inspeção CMM para variáveis geométricas incluindo planicidade, cilindricidade e concentricidade
- • Verificação do perfil de rugosidade superficial utilizando perfilómetros de contacto e scanners ópticos
- • Ensaios por partículas magnéticas ou líquidos penetrantes para confirmar a ausência total de microfissuras e queimaduras
- • Rastreabilidade total do lote com fornecimento padrão de relatórios de inspeção dimensional e certificados de material
Limpeza ultrassónica, prevenção de ferrugem e embalagem para exportação
Após a inspeção final, todos os componentes acabados passam por uma limpeza profunda para eliminar completamente o óleo de moagem e partículas. Tratamos as superfícies com inibidores de ferrugem específicos e embalamos os elementos em materiais robustos com barreira à humidade, concebidos para transporte internacional. Os seus componentes chegam limpos, protegidos e prontos para montagem imediata.
- • Limpeza ultrassónica em várias etapas para remover microabrasivos e resíduos de refrigerante
- • Aplicação de óleos premium anticorrosivos ou filmes secos VCI adaptados aos prazos de armazenamento
- • Inserções de espuma moldadas à medida e selagem a vácuo com barreira à humidade para eliminar danos por impacto físico
- • Rotulagem clara da caixa exterior contendo números de peça, detalhes da encomenda, códigos de lote e selos de aprovação de controlo de qualidade
- • Conformidade com as normas internacionais ISPM-15 para madeira e embalagem segura para transporte marítimo/aéreo
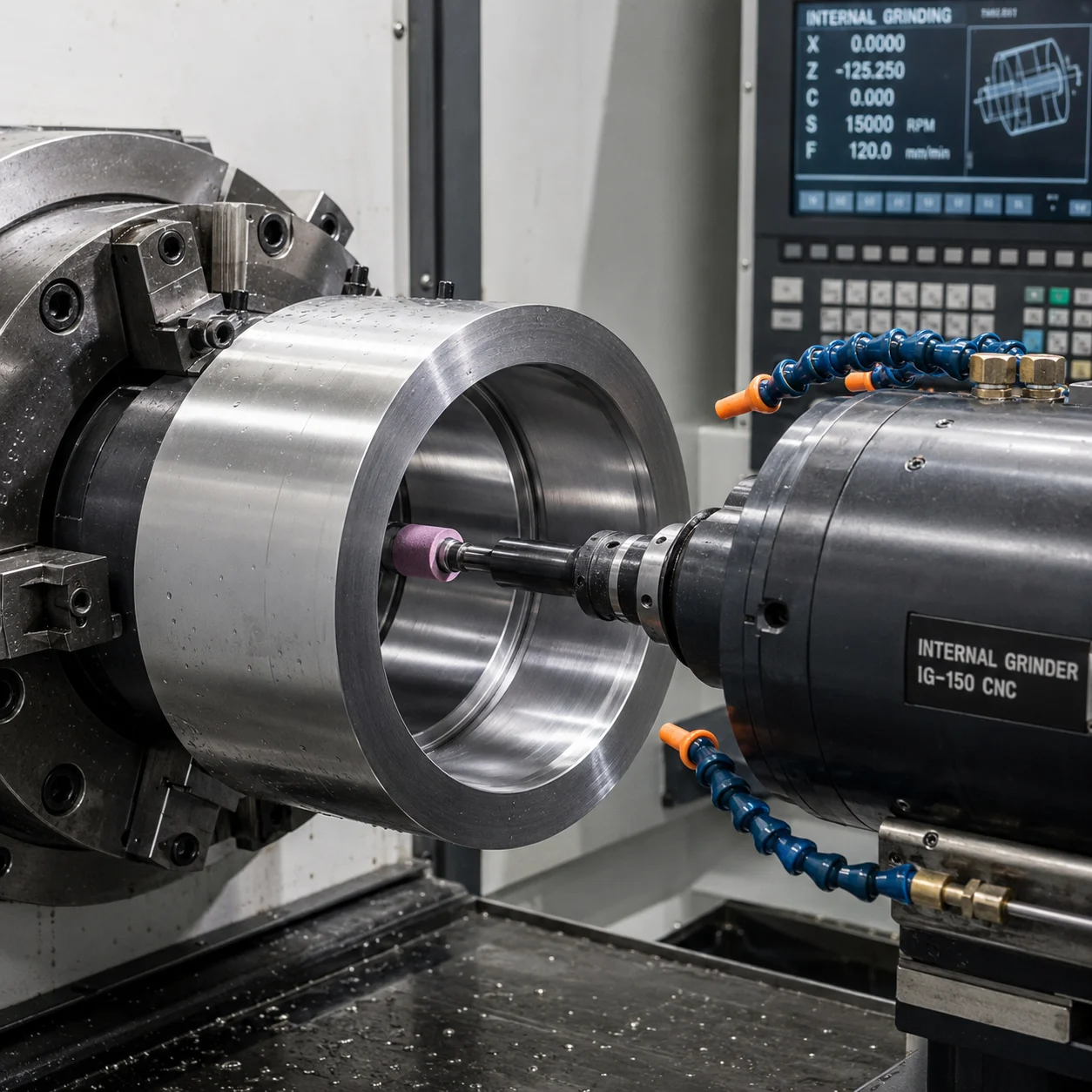
Retificação CNC de precisão em ação
Explore a precisão e eficiência da retificação CNC (Controlo Numérico Computorizado), um processo crítico para alcançar acabamentos de superfície ultrafinos e tolerâncias dimensionais extremamente rigorosas na fabricação moderna. Esta técnica avançada utiliza sistemas automatizados para guiar as rodas de retificação com precisão milimétrica, garantindo que cada componente cumpra padrões de qualidade exigentes.
Desde a indústria aeroespacial e dispositivos médicos até ao setor automóvel e de ferramentas, a retificação CNC de precisão é indispensável para produzir peças de alto desempenho. Melhora significativamente a durabilidade, funcionalidade e aspeto do produto ao remover material com precisão ao nível do micron. O nosso compromisso com tecnologia de ponta e mão de obra qualificada garante resultados superiores mesmo para as geometrias mais complexas.
Assista à transformação de matérias-primas em componentes altamente refinados, demonstrando o poder da automação para alcançar precisão e integridade superficial incomparáveis.

Porque o nosso fluxo de trabalho de retificação protege a sua cadeia de abastecimento
Rastreabilidade sem compromissos
Cada etapa de fabrico e inspeção é documentada, serializada e auditável. Recebe dados completos de metrologia e registos de lote para uma visibilidade sólida da cadeia de abastecimento.
Mitigação de Risco em Engenharia
A nossa análise aprofundada de DFM na fase inicial identifica potenciais distorções térmicas, discrepâncias nas tolerâncias de fundição e fraquezas estruturais antes do início da produção.
Consistência Absoluta de Lotes
Ao combinar folhas de roteamento de processos CNC padronizadas com intervalos rigorosos e automatizados de dressagem de rodas, garantimos precisão idêntica ao nível do mícron desde o protótipo até à produção em massa.
Pronto para Optimizar o Seu Projeto de Retificação CNC?
Envie hoje os seus desenhos de engenharia complexos para receber uma avaliação de fabrico abrangente e um orçamento comercial preciso em 24–48 horas. A nossa equipa técnica está pronta para analisar as suas tolerâncias, refinar os datums de fabrico e propor um percurso de processamento fiável e económico.
Formatos Suportados: STEP, IGES, SolidWorks, PDF | Protocolos Rigorosos de NDA Aplicados | Envio Global Sem Barreiras
Controlo de Qualidade & Verificação de Tolerâncias Apertadas para Retificação CNC
Na Vastmaterial, os nossos serviços de retificação de precisão são suportados por um rigoroso controlo de qualidade para retificação. Garantimos que cada peça maquinada por fundição cumpre rigorosamente os requisitos dos seus desenhos de engenharia e as normas internacionais de fabrico.
Métodos de Controlo de Qualidade em Circuito Fechado
Verificação de Material Recebido & Blanks
Auditamos as fundições recebidas quanto à integridade estrutural, dureza e tensões de tratamento térmico antes de chegarem às nossas rodas de retificação para prevenir defeitos de processamento.
Monitorização Dimensional em Processo
A inspeção em tempo real durante as etapas de rectificação de superfícies, cilíndrica e sem centros protege contra queimaduras de rectificação, deformação térmica e desvios dimensionais.
Encerramento de Não Conformidades & SPC
Qualquer variação desencadeia uma análise imediata da causa raiz, correções de desvio de ferramenta e protocolos rigorosos de isolamento para salvaguardar a consistência da sua produção desde o protótipo até ao volume de massa.
Itens de Inspeção Mensuráveis & Características Geométricas
Análise Dimensional Crítica
Verificação ao nível do micrão de diâmetros exteriores (DE), diâmetros interiores (DI), alturas de degrau e espessura de parede para características de encaixe complexas.
Verificações de Forma & Localização GD&T
Inspeções abrangentes de rectificação de circularidade, rectificação de planicidade e rectificação de concentricidade utilizando sistemas avançados de medição automática multi-eixo.
Avaliação do Acabamento Superficial Ra
Inspeções com perfilómetro para garantir requisitos específicos de textura de acabamento superficial em micro-polegadas em vedantes industriais críticos e componentes de desgaste aeroespacial.
Registo de Dimensões Chave & Amostragem Estatística
Planos de amostragem por lotes em conformidade com AQL, juntamente com arquivo digital de registos, asseguram rastreabilidade estrutural para auditorias industriais exigentes.


Conformidade Rigorosa & Normas de Metrologia
A Vastmaterial preenche a lacuna entre fundição de precisão e tolerâncias ultra-apertadas. O nosso laboratório de metrologia dedicado dispõe de inspeção CMM avançada e ferramentas especializadas de análise de superfície para confirmar que cada geometria complexa corresponde perfeitamente ao seu desenho.
Rastreabilidade total do material desde o vazamento da liga bruta até ao acabamento final de rectificação em micro-superfície
Relatórios de inspeção personalizados (registos dimensionais, traços de rugosidade) fornecidos mediante pedido
Controlo Estatístico do Processo (SPC) implementado em linhas de produção em massa para monitorizar tendências de CPK
Adesão rigorosa aos protocolos de qualidade ISO e normas de engenharia específicas do cliente
Precisa de Relatórios de Inspeção Verificáveis para o Seu Projeto?
Apoiamos as nossas reivindicações de moagem de tolerância apertada com dados físicos verificáveis. Contacte a nossa equipa de engenharia para analisar documentos de amostras CMM e acabamento de superfície antes do início da sua produção.
Especificações de Fabricação Entregáveis: Planicidade, Redondeza e Capacidades de Superfície
Em vez de fazer afirmações generalizadas sobre precisão, a Vastmaterial fornece uma lista explícita dos parâmetros geométricos, dimensionais e de textura (incluindo tratamento de superfície) que entregamos rotineiramente para componentes críticos fundidos e maquinados. Ao otimizar a seleção da roda de moagem, taxas de avanço e fixação das peças, a nossa equipa de produção controla a distorção complexa das peças após o tratamento térmico para atingir objetivos de moagem de tolerância apertada em peças industriais exigentes.
Controlo Dimensional
- • Ajustes de precisão do diâmetro exterior (DE)
- • Alinhamento do furo do diâmetro interior (DI)
- • Controlo de espessura a nível microscópico
- • Altura de degrau e ombros correspondentes
- • Dimensões críticas de encaixe por interferência
Forma Geométrica e Desvio
- • Retificação de planicidade para faces de vedação
- • Precisão de redondeza e perfil cilíndrico
- • Retificação de concentricidade para furos concêntricos
- • Coaxialidade e desvio total do indicador (DTI)
- • Forma de posição verdadeira conforme especificações do desenho
Acabamento e Integridade da Superfície
- • Objetivos de acabamento superficial Ra a níveis micrométricos
- • Consistência da textura cruzada da superfície de vedação
- • Desbarbagem e chanfragem de arestas de precisão
- • Prevenção de queimaduras de retificação e microfissuras
- • Passagens sem tensão para peças de paredes finas
Nota de Conformidade: As tolerâncias exatas, planicidade, redondeza e concentricidade alcançáveis são determinadas pelas propriedades inerentes do material, geometria do componente, dureza do tratamento térmico e esquemas de referência de base. A Vastmaterial faz a correspondência entre as tolerâncias de fundição por investimento e as permissões finais de rectificação CNC durante a nossa revisão inicial de DFM para garantir conformidade repetível e verificável com o desenho.
Porque Escolher a Vastmaterial para Rectificação CNC
Desde fundições brutas até tolerâncias finais ao nível do micrón, unificamos fundição, tratamento térmico e rectificação de precisão sob o mesmo teto para eliminar erros cumulativos de múltiplos fornecedores.
Controlo Integrado de Processos
Gerimos todo o ciclo de vida, desde a geometria da fundição e permissões de maquinação até ao alívio de tensões e rectificação final, reduzindo o risco de distorção dimensional e gargalos de acabamento.
Especialização em Componentes de Fundição Complexos
Especializados no manuseamento de geometrias de paredes finas, configurações de referência complexas e materiais difíceis de maquinar como aço inoxidável e ligas de alta temperatura sem microfissuras ou queimaduras superficiais.
Colaboração Proativa de DFM
A nossa equipa de engenharia fornece feedback de fabrico em 24–48 horas, otimizando fixação, permissões de rectificação e planos de referência para garantir a capacidade do processo antes da produção.

Capacidade de Produção e Qualidade Comprovadas
1,3 Milhões de Componentes Mensais
A nossa instalação de precisão de alto volume lida facilmente com exigências de escala, desde avaliação rápida de protótipos até séries completas de fabrico comercial.
Parceiro de Cadeia de Abastecimento Global
Servimos mais de 100 clientes internacionais de longo prazo nos setores aeroespacial, bombas industriais, válvulas, turbomáquinas e energia.
Alianças de I&D e Académicas
Colaboramos com institutos de investigação aeroespacial de elite e laboratórios metalúrgicos para avançar continuamente as nossas técnicas de rectificação para superligas avançadas resistentes ao calor.
Tem Componentes Complexos com Tolerâncias Apertadas?
Carregue hoje os seus desenhos STEP, IGES ou PDF. Os nossos especialistas de engenharia irão analisar as suas tolerâncias, especificações de material e referências para fornecer uma proposta de fabrico otimizada.
Retificação CNC e Maquinação de Precisão: Perguntas Frequentes
Explore informações técnicas sobre operações de retificação de alta precisão, considerações específicas de materiais, prazos de produção e protocolos de qualidade. As nossas análises de engenharia em fases iniciais ajudam a mitigar riscos de fabrico e a otimizar os fluxos de trabalho entre fundição e maquinação.
Quando deve um projeto utilizar retificação CNC em vez de fresagem ou torneamento convencional?
A retificação de precisão é o processo de acabamento preferido quando os desenhos das peças exigem um controlo dimensional extremamente rigoroso, tolerâncias geométricas a nível microscópico ou acabamentos superficiais ultra-suaves que as ferramentas de corte convencionais não conseguem garantir de forma fiável. A retificação CNC é normalmente necessária quando:
- A dureza do material da peça excede 45 HRC, como aços para ferramentas endurecidos, ligas à base de cobalto ou peças fundidas por investimento tratadas termicamente.
- O requisito de acabamento superficial é rigoroso, visando uma rugosidade superficial de Ra 0,4 µm até níveis de refletividade a nível micrométrico.
- Superfícies de vedação críticas, moentes de rolamentos ou sedes de válvulas requerem precisão geométrica absoluta em planicidade, circularidade ou concentricidade para evitar fugas de fluidos ou desgaste mecânico prematuro.
- As etapas subsequentes de fabrico exigem estabilidade dimensional perfeita, sendo necessário corrigir distorções induzidas durante o tratamento térmico a alta temperatura.
Como é que a Vastmaterial mitiga riscos como queimaduras de retificação, microfissuras e distorção térmica?
Queimaduras de retificação, microfissuras e distorção estrutural ocorrem quando o atrito descontrolado gera energia térmica excessiva na zona de contacto. Na Vastmaterial, os nossos engenheiros de maquinação implementam controlos de processo rigorosos para salvaguardar a integridade do material:
- Remoção de Material em Etapas: Isolamos parâmetros agressivos de retificação grosseira das passagens delicadas de acabamento, minimizando o acumular de calor no substrato.
- Fornecimento de Refrigerante de Alta Pressão: Utilizamos sistemas de filtração de refrigerante de alto fluxo e temperatura regulada, direcionados precisamente para a interface roda-peça para dissipar o calor e remover imediatamente o cavaco.
- Seleção e Dressagem da Roda: O grão da roda, tipos de ligante e intervalos de dressagem são cientificamente ajustados à metalurgia específica da liga para evitar o vitrificação da roda.
- Alívio de Tensões Térmicas: Ao processar componentes de alta tensão, operações integradas de revenido para alívio de tensões são agendadas entre as sequências de desbaste e acabamento.
- Ensaios Não Destrutivos: Utilizamos técnicas de inspeção especializadas juntamente com perfilometria de superfícies para confirmar a ausência de defeitos térmicos subtis.
Consegue finalizar peças fundidas em bruto? Que tolerâncias de material devem ser planeadas?
Sim. Utilizando uma infraestrutura integrada de fundição e maquinação, a Vastmaterial é especializada no acabamento de peças fundidas por investimento em bruto. A tolerância adequada para maquinação e rectificação varia consoante as dimensões gerais da peça, a configuração da fundição e os objetivos de tolerância final:
- Superfícies Fundidas em Bruto: É recomendada uma tolerância de 0,5 mm a 1,5 mm por lado se for para evitar operações preliminares de torneamento ou fresagem e remover diretamente a pele da fundição através de rectificação grosseira.
- Passagens de Acabamento de Precisão: Para superfícies pré-maquinadas, uma tolerância de limpeza de 0,1 mm a 0,3 mm garante que a roda abrasiva remove todas as marcas de ferramenta e atinge a dimensão nominal.
- Referências Geométricas Primárias: A alocação de 0,2 mm a 0,5 mm de material permite-nos estabelecer planos de referência perfeitamente planos e esquadrados que estabilizam as configurações subsequentes.
- Tolerância para Tratamento Térmico: Para ligas que requerem endurecimento após maquinação grosseira, recomendamos adicionar 0,3 mm a 0,8 mm de material para rectificar com segurança qualquer deformação volumétrica causada pelo têmpera.
Que documentação de qualidade, dados de inspeção e relatórios são fornecidos com a entrega?
Fornecemos uma verificação abrangente de garantia de qualidade com cada lote de produção para garantir o cumprimento rigoroso das especificações do cliente:
- Relatórios Dimensionais: Documentação completa de todas as dimensões lineares críticas, incluindo diâmetros exteriores (DE), diâmetros interiores (DI), comprimentos e ressaltos.
- Dimensionalidade Geométrica & Tolerâncias (GD&T) Dados verificados para indicações complexas como planicidade, circularidade, cilindricidade, concentricidade e excentricidade total.
- Traçados de Perfilómetro de Superfície: Verificação quantitativa dos requisitos de acabamento de superfície (expressos em valores Ra, Rz ou Rmax) utilizando instrumentos de medição calibrados.
- Relatórios Avançados de MMC e Visão: Perfis de inspeção de máquinas de medição por coordenadas de alta precisão podem ser gerados para aplicações complexas na indústria aeroespacial, defesa ou sistemas de potência de fluidos.
- Rastreabilidade Total do Lote: Registos completos que ligam os componentes acabados ao seu calor de fundição original, certificações de material e gráficos de tratamento térmico.
Quais são os seus prazos típicos para protótipos de moagem personalizada e séries de produção em massa?
Os prazos são determinados pela geometria do componente, volume total da encomenda, requisitos de engenharia de fixação e linhas de fornecimento de matéria-prima integradas:
- Cotações e Revisões de Viabilidade: Feedback de engenharia detalhado e cotações comerciais firmes são concluídos em 24 a 48 horas.
- Prototipagem e Primeiro Artigo (1–10 Peças): Normalmente concluído em 2 a 4 semanas, abrangendo o design de fixação personalizado, perfilagem de rodas e relatório completo de inspeção.
- Lotes de Médio Volume (11–100 Peças): Varia entre 3 a 6 semanas, dependendo da obtenção de material, requisitos de pré-maquinação e filas de tratamento térmico.
- Produção em Massa de Alto Volume (100+ Peças): Requer 6 a 12 semanas para otimizar parâmetros de processamento, estabelecer ciclos de controlo estatístico de processos (SPC) e coordenar horários de entrega contínua.
- Pistas de Fabricação Acelerada: Cronogramas acelerados podem ser implementados para prazos críticos de projetos, sujeitos à capacidade atual da instalação.
Como é que as estratégias de moagem CNC de precisão se adaptam a diferentes tipos de metalurgia?
As propriedades químicas e mecânicas de uma liga determinam a sua moabilidade, características de carregamento da roda e taxas de avanço ideais:
- Aços Inoxidáveis (Séries 300 & 400, Duplex): Altamente propenso ao encruamento e comportamento pegajoso; gerido através de estruturas abrasivas especializadas e dressagem contínua da roda para evitar vitrificação da superfície.
- Superligas e Aços Resistentes ao Calor (Inconel, Hastelloy): Força de cisalhamento extrema e baixa condutividade térmica exigem rodas superabrasivas (como CBN) e arrefecimento intenso para manter os perfis geométricos.
- Ligas de Carbono e Aços para Ferramentas: Proporcionam características de retificabilidade previsíveis, permitindo tempos de ciclo rápidos, elevada precisão dimensional e economia de acabamento ideal.
- Ferros Fundidos (Nodular, Cinzento): O grafite livre auxilia na fragmentação das aparas, mas exige fixação estruturada para eliminar o risco de micro-lascas ao longo de arestas vivas não suportadas.
- Ligas Não Ferrosas (Alumínio, Cobre, Bronze): Materiais macios propensos a entupir os poros da roda; processados com rodas de estrutura aberta a altas velocidades superficiais e lubrificantes específicos.
A Vastmaterial suporta acordos formais de confidencialidade (NDAs) e embalamento internacional para exportação?
Sim. Ao apoiar clientes industriais internacionais em sectores como aeroespacial, energia e dispositivos médicos, aplicamos protocolos rigorosos de segurança de dados e expedição:
- Proteção de Dados Confidenciais: Executamos rotineiramente NDAs mútuos. Desenhos técnicos proprietários e processos de fabrico permanecem isolados em redes internas seguras.
- Embalamento Preventivo de Corrosão: Superfícies retificadas de alta precisão recebem proteção especializada em múltiplas camadas, incluindo revestimentos VCI (Inibidor Volátil de Corrosão), barreiras de óleo e selagem a vácuo.
- Proteção Segura no Transporte: Os componentes são acondicionados individualmente em espuma moldada personalizada ou divisórias celulares dentro de caixas de madeira robustas para eliminar danos por impacto durante o transporte internacional.
- Apoio à Conformidade de Exportação: Fornecemos toda a documentação regulatória essencial, incluindo folhas de material da fábrica, certificados de conformidade (CoC) e manifestos de envio personalizados.
A moagem está disponível como um serviço contratual independente, ou deve ser combinada com a fundição?
Oferecemos moagem CNC tanto como serviço de acabamento independente como parte de uma solução de fabrico totalmente integrada:
- Serviço de Acabamento Independente: Os clientes podem fornecer os seus próprios componentes pré-maquinados, fundidos brutos ou forjados. Gerimos o controlo de qualidade de entrada, engenharia de configuração e execução precisa da moagem.
- Salvaguardas de Inspeção de Entrada: Para peças fornecidas pelo cliente, verificamos a geometria pré-moagem, consistência da dureza e características de referência antes de iniciar o processo de moagem.
- A Vantagem de Fonte Única: Transferir todo o processo de fundição, tratamento térmico, pré-maquinação e moagem final para a Vastmaterial elimina tempos de trânsito entre fornecedores e lacunas de responsabilidade.
- Otimização de Custos: Combinar fundição e maquinação sob o mesmo teto permite-nos projetar envelopes de stock menores, reduzindo o peso total do componente e os tempos de ciclo em cerca de 15% a 25%.
Como são tratadas as não conformidades de fabrico se um componente falhar na inspeção?
O nosso fluxo de gestão de qualidade enfatiza a resolução transparente e ação corretiva imediata para quaisquer dimensões fora de tolerância:
- Isolamento em Tempo Real: Os ciclos de controlo em processo isolam variações imediatamente, contendo potenciais defeitos muito antes da embalagem final.
- Investigação da Causa Raiz: As equipas de qualidade analisam a origem do erro, verificando a rigidez do dispositivo, deflexão térmica, desgaste da roda ou variação do material bruto.
- Ação Corretiva e Preventiva (CAPA): Os programas CNC, ciclos de dressagem de rebolos ou configurações de dispositivos de fixação são modificados para evitar recorrências.
- Engenharia de Retrabalho: Se um componente fora de especificação ainda tiver material remanescente, é cuidadosamente retrabalhado de acordo com as especificações do desenho sob supervisão rigorosa de engenharia.
- Relatórios Detalhados: Os clientes recebem Relatórios Formais de Não Conformidade (NCR) detalhando as causas raiz e os ajustes técnicos específicos realizados para garantir os lotes subsequentes.
Envie o seu desenho para um orçamento de retificação CNC
Receba análises DFM completas, planeamento de processos e orçamentos competitivos de retificação de precisão OEM em 24 a 48 horas para requisitos posteriores de fresagem CNC e torneamento CNC.
Por que fazer parceria com a Vastmaterial?
- Feedback de Engenharia em 24–48h: Avaliações técnicas rápidas, análise de prevenção de queima na retificação e estruturas de custos precisas.
- Protótipo a Produção em Massa: Escalabilidade perfeita, desde ensaios de baixo volume e alta variedade até produções contínuas de alto volume.
- Proteção Rigorosa de NDA: Total conformidade com acordos de confidencialidade para proteger componentes industriais e designs proprietários.
Assistência Direta ao Projeto
Divisão de Maquinação de Precisão Vastmaterial
Dongying, Shandong, China
Email: precisionmetal@vast-cast.com
WhatsApp/Tel: WhatsAPP: 0086-13345064499