
Çekirdek Süreçleri Anlama
Haoyu Metal’de biz ağır sanayi imalatının ayrıntılarıyla her gün başa çıkıyoruz. Müşteriler rotor milleri veya değirmen muhafazası gibi büyük ölçekli bileşenler için bize yaklaştığında, ilk teknik karar çoğu zaman şu konu etrafında dönüyor dövme ve döküm arasındaki farkı değerlendiriyorsanız. Bu iki yöntem de ham metali kullanışlı parçalara dönüştürürken nihai bileşenin gücünü, bütünlüğünü ve uygulamasını belirleyen temel fiziksel mekanizmalar açısından faklılık gösterirler.
Anlamak dövme vs döküm kritiktir çünkü üretim yöntemi, madencilik, çelik üretimi ve rüzgar enerjisi gibi talepkâr sektörlerde kullanılan parçaların ömrünü ve güvenilirliğini doğrudan etkiler. Sadece üretim yapmıyoruz; bir parçanın dökümün ayrıntılı geometrisine mi yoksa dövmenin üstün yapısal bütünlüğüne mi ihtiyaç duyduğuna bağlı olarak çözümler mühendislik ile tasarlanır.
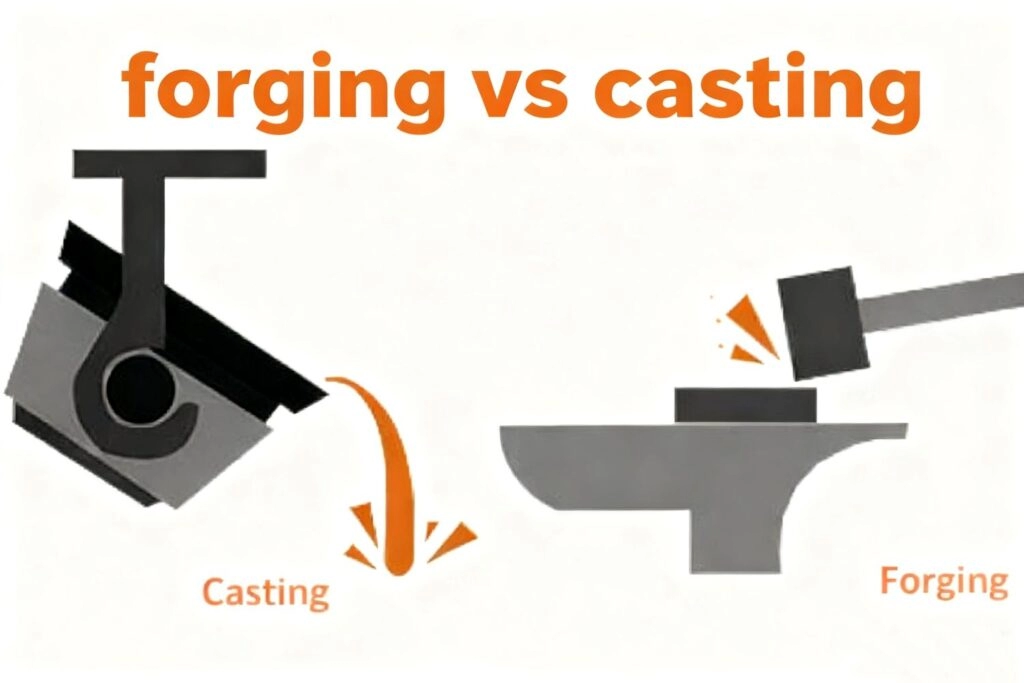
Döküm Nedir?
Döküm is a process that begins with liquidity. We heat material—typically carbon steel, alloy steel, or stainless steel—until it becomes erimiş metal. Bu sıvı, istenen şeklin negatif izi bulunan hazırlanmış bir kalıba dökülür. Metal soğuyup katılaştığında, bileşeni gösteren kalıbı çıkarırız.
Tesisimizde, sert zırhlı kum dökümünü kullanarak, yoğun, karmaşık parçaları üretiriz; bunlar tek bloktan makinelenmesi imkânsız veya çok maliyetli olurdu.
- Ana Özellik: Karmaşık iç boşluklar ve karmaşık tasarımlar oluşturmak için mükemmel.
- Proses Akışı: Eritme $rightarrow$ Dökmek $rightarrow$ Katılaşma $rightarrow$ Temizleme.
- Sonuç: A yakın-net şekil ilk malzeme israfını en aza indiren bileşen.
Kalıplama nedir?
Dövme hep hakkında kompresif kuvvet ve plastik deformasyon. Dövme ile karşılaştırıldığında, şekillendirme aşamasında metalleri asla sıvı hale getirmiyoruz. Bunun yerine, katı bir blok veya ingot'u şekillendirilebilir bir sıcaklığa ısıtıyor ve hidrolik presler veya çarkı vuruşlar kullanarak ona muazzam basınç uygulayarak şekillendiriyoruz.
Bu süreç, yüksek gerilimli parçalar için üretimimizin omurgasıdır örneğin basamak miller, eksantrik mil ve dişli boşlukları. Metali fiziksel olarak şekillendirmeye zorlayarak içsel özelliklerini daha iyi hale getiririz.
- Ana Özellik: Üstün başarıya ulaşıyor tane doku hizalanması, parçanın konturunu takip ederek.
- Proses Akışı: Isıtma $rightarrow$Şekillendirme (Pres/Çekiç) $rightarrow$ Isıl İşleme $rightarrow$ İşleme.
- Sonuç: İstisnai bir darbe direnci ve mekanik dayanıklılığa sahip, döküm parçalarında sıkça görülen gözeneklilik sorunlarından arındırılmış.
Dorgunun ve dökümün 5 Temel Farkı
Haoyu Malzeme'de, proje için belirli mekanik gereksinimlere bağlı olarak her iki üretim yöntemini de kullanıyoruz. Her iki süreç de hammadde metal ile başlarken, nihai bileşenin yolculuğu performans ve uygulamada belirgin farklar yaratır. İşte şu konunun özeti dövme ve döküm arasındaki farkı değerlendiriyorsanız.
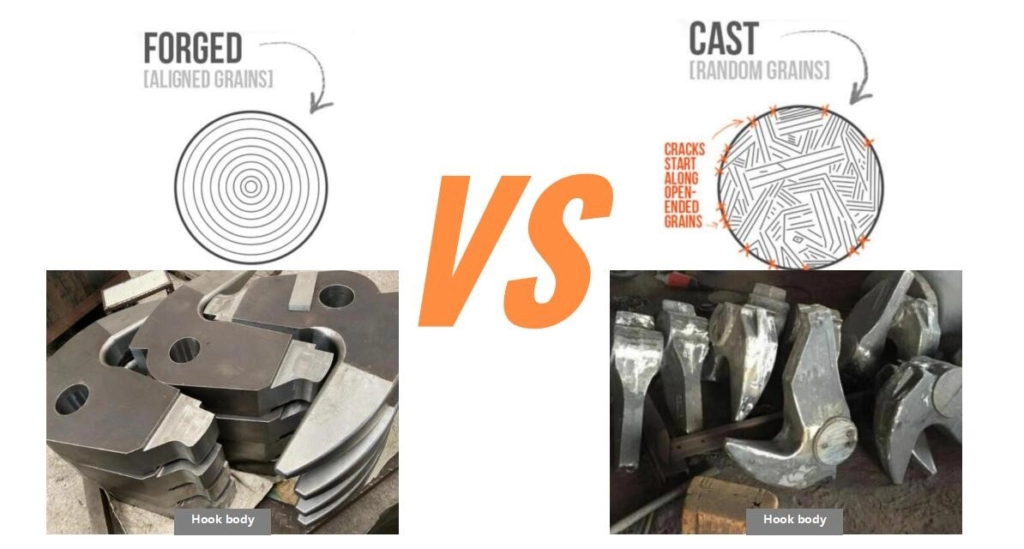
Tahıl Yapısı ve Bütünlük
En kritik ayrım dahili yapıda yatar. Bir bileşen üretirken büyük miktarda uygulanır kompresif kuvvet katı metal üzerinde. Bu işlem tanelerinin yapısını iyileştirir ve parçanın şeklini izleyen sürekli bir akış oluşturur. Bu hizalama yorgunluk sınırını önemli ölçüde artırır çekme dayanımı, darbe direnci, ve yorgunluk sınırı.
Aksine, döküm, erimiş metal bir kalıba dökülür ve burada sertleşir. Buradaki tanelik yapısı rastgeledir. Modern döküm teknikleri sağlam olsa da genellikle dövülmüş çelikte bulunan yönsel dayanıklığı eksik kalır.
Tasarım Karmaşıklığı ve Toleranslar
Tasarımınız karmaşık iç hacimlere, ince duvarlara veya kompleks eşit olmayan geometrilere sahipse, döküm çoğu zaman tek uygulanabilir seçenektir. Bize şu sonuçları elde etmemizi sağlar yakın-net şekil sonuçlar sağlar, daha sonraki aşamada kaldırılacak malzeme miktarını minimize eder.
Birleşim, bloklar, halkalar ve mil gibi daha basit geometrilerle sınırlıdır. Şekillendirme sırasında metal katı olduğundan, onu çok karmaşık boşluklara zorlayamayız. Bu nedenle, dövülecek parçaların genellikle daha büyük olması gerekir İşleme payı son nihai spesifikasyonlara ulaşmak için.
Mevcut Malzeme Seçenekleri
Karbon çelik, alaşımlı çelik ve paslanmaz çelik dahil olmak üzere geniş bir malzeme yelpazesini ele alıyoruz.
- Döküm: Daha fazla esneklik sunar alaşım bileşimi. Erimeye belirli elementler ekleyerek (örneğin ısıya dayanıklılık veya aşınmaya dayanıklılık gibi) metalin dövülmesini zorlaştırabilecek benzersiz özelliklere ulaşmak için.
- Dövme: Yeterli sünekliğe sahip malzemeler gerektirir plastik deformasyon kırılmadan.
Maliyet Yansımaları: Kalıplama ile Birim Fiyatı
verimliliği en yüksek olan dövme ile döküm karşılaştırması üretim hacmi ve boyutuna güçlü bağımlı.
- Döküm: Genellikle daha yüksek başlangıç kalıp maliyetleri kalıplar ve modeller için. Ancak yüksek hacimli üretimlerde veya karmaşık şekillerde birim fiyatı önemli ölçüde düşer.
- Dövme: Açık kalıp dövme (büyük parçalar için kullandığımız) daha düşük kalıp maliyetleriyle birlikte birim başına daha yüksek işçilik ve enerji gerektirdiği için işleme maliyetlerini artırır.
Yüzey Fini ve Potansiyel Kusurlar
Dövme parçalar tipik olarak daha temiz bir yapı sergiler dış yüzey bitirme ve üstün yapısal bütünlük sağlar. Dövmenin başlıca avantajı iç boşlukların ortadan kaldırılmasıdır.
Dösterimlerin, katılaşma süreci gereği, söz konusu metalurjik porözlük (küçük hava cepleri) veya büzülme boşluklarına karşı hassastır. Güvenilirliği sağlamak için, bizim profesyonel döküm tesisimiz ultrasonic testing (UT) gibi regresyon dışı testlerle titizlikle çalışır, her döküm parçasının ağır sanayi standartlarına uygun olmasını garanti etmek için.
Yandakı Karşılaştırma Tablosu
Arasında karar verirken dövme ile döküm karşılaştırması ağır sanayi bileşenleri için teknik özellikleri yan yana görmek, projeniz için en iyi yolu belirlemeye yardımcı olur. Haoyu Malzeme'de, maksimum yapısal bütünlük veya geometrik karmaşıklığa öncelik verildiğine göre her iki yöntemi de kullanıyoruz.
Aşağıdaki tablo kritik farkları özetler tane yapısı, bütünlük ve üretim sınırlamaları.
| Özellik | Dövme (Haoyu Süreci) | Döküm (Haoyu Süreci) |
|---|---|---|
| tane Yapısı | Hızlı desenli akış parça şekline uyum sağlar; üstün yönsel dayanım. | Düzgün, tane yapısı; izotropik özellikler ancak tane akış yönlendirmesi yok. |
| Dahili Bütünlük | Yüksek yoğunluk; sıkıştırıcı kuvvet iç boşlukları ve poroziteyi giderir. | Potansiyel için metalurjik porözlük kontrol edilmezse küçülme boşluklarına yol açabilir. |
| Tasarım Karmaşıklığı | Gövde ve yüzeyler gibi daha basit, simetrik şekiller için en uygun. | İnce ayrıntılı tasarımlar, iç boşluklar ve karmaşık geometriler için ideal kullanıma uygun dökme demir bileşenlerini işleyebilme yeteneğine sahiptir. |
| Mekanik Özellikler | Daha Yüksek çekme dayanımı, darbe direnci, ve yorgunluk sınırı. | Kavrama gücü iyi, ancak genelde dövülmüş parçalara göre sünekliği daha düşüktür. |
| İşleme Payı | Nihai boyutlara ulaşmak için genellikle daha fazla işleme ihtiyaç duyar. | Daha yakına üretilebilir yakın-net şekil, malzeme israfını azaltır. |
| Isıl İşlem | İşlem görmeye karşı tutarlıdır, ince taneliğa sahip olduğu için. | Yapıyı homogenize etmek ve iç gerilmeleri gidermek için kritik. |
Bu karşılaştırma neden olduğunu vurgular kalıplama yüksek stresli parçalar için rotor şaftları gibi durumlarda başvurulan yöntem iken döküm karmaşık muhafazalar ve tabanlar için ise temel olan kalıplama yöntemi önemini korur. Bu değişkenleri anlamak, performans ile maliyet verimliliğini dengeleyen süreci seçmenizi sağlar.
Hangi Süreç Ne Zaman Seçilir?

Arasında karar vermek dövme ile döküm karşılaştırması sonuç olarak başvurunuzun özel taleplerine bağlıdır. Haoyu Malzeme olarak biz mekanik yükü, tasarım geometrisini ve hacim gereksinimlerini analiz ederek doğru yolu önermekteyiz. Maliyet her zaman bir faktör olsa da, ağır hizmet ortamlarındaki son bileşenin performansı—çelik fabrikaları veya madencilik operasyonları gibi—önceliğimizdir.
Döküm İçin Senaryolar
Döküm, geometrinin üretim yaklaşımını belirlediği durumlarda genellikle tercih edilen yöntemdir. Tasarımınız ayrıntılı iç yapılar, iç boşluklar veya katı bir bloktan machinelenmesi imkânsız veya çok pahalı olacak karmaşık kesitler içeriyorsa, döküm cevap olur. Bu, bize bir yakın-net şekil, önemli ölçüde azaltarak İşleme payı sonradan gerekli olan.
Dökmeyi tercih etmelisin:
- Karmaşık Tasarımlar: Parça iç odalar, ince duvarlar veya asimetrik şekiller gerektirir.
- Kısmın Ölçeği Büyük: Standart dövme preslerinin kapasitesini aşan ağır makine muhafazaları veya değirmen tabanları gibi son derece büyük bileşenlere ihtiyacınız var.
- Spesifik Alaşım Gereksinimleri: Kalıp için iyi plastikleşmeyen ve dövülmesi zor malzemeler kullanıyorsunuz.
- Maliyet Verimliliği: Geniş, karmaşık parçaların düşük hacimli üretimi için, döküm çok sayıda kalıptan üretim öncesi maliyeti azaltır. kalıp maliyetleri birden fazla pres kalıbı oluşturmakla karşılaştırıldığında.
Üretim yöntemlerini değerlendirirken, kum döküm ile kalıplama süreçlerinin nüanslarını anlamak tekrar üretim hacminin hassasiyetle dengesini kurmak için kritiktir.
Kalıplama için Seçim Senaryoları
Döküm, arıza dahi güvenlik açısından kritik bileşenler için estándardır. Süreç şunu kullanır kompresif kuvvet hassasiyeti tane doku hizalanması metalin kendisi ile parça şekline uygun olarak burulur. Bu, yüksek stres uygulamaları için ideal olan dövme parçaları üstün mekanik özelliklere sahip olmasını sağlar.
Dövme için tercih etmelisiniz:
- Yüksek Dayanım Gereksinimleri: Bileşen aşırı dayanıklılık gerektirir çekme dayanımı yükler ve darbe direnci.
- Döngüsel Yüklenme: Parça dönüş veya tekrarlanan gerilimi içerir (bizim adımlı mil, rotor mili ve eksen mil gibi), yüksek bir yorgunluk sınırı.
- Yapısal Bütünlük: yoğun malzeme yapısına ihtiyaç vardır, boşluksuz metalurjik porözlük veya boşluklar.
- Uniformluk: Uygulama, parçanın tüm kesitinde tutarlı mekanik özellikler talep eder.
İmalatta Malzeme Kalitesinin Rolü
Tartışma hakkında dövme ve döküm arasındaki farkı değerlendiriyorsanız genelde kritik bir faktörü gölgeleyen erimiş metal kullanılan kusurlu metalı düzeltmek mümkün değildir. İster döküm yapıyor olalım kompresif kuvvet bir kalıba döküyoruz ya da büyük baskı uyguluyoruz alaşım bileşimi için, nihai bileşenin temel performansını belirler.
Haoyu Malzeme'de yüksek düzeyde başarı elde etmeye odaklanıyoruz çekme dayanımı ve dayanıklılık şekillendirme süreci başlamadan önce başlar. Baz metalinizin özel özelliklerini, bizimdeki ticari tavizler gibi, anlama" alaşımlı çelik - paslanmaz çelik karşılaştırmasında onu "alaşımlı çelik" tarafına koyarım., madencilik veya rüzgar gücü gibi ağır hizmet uygulamalarında ömrü tahmin etmek için gereklidir.
Kritik Kalite Faktörleri
Büyük ölçekli mil ve halkalarımızın sıkı endüstriyel standartları karşılamasını sağlamak için, malzeme kalitesinin üç ana direğine odaklanıyoruz:
- Erime Saflığı Erime evresinde kimyasal bileşimi kontrol etmek, yapısal zayıflığa yol açan istenmeyen safları önler.
- Isıl İşlem: Metal şekillendikten sonra, tam mekanik potansiyeli açığa çıkarmak için hassas ısıtma tedavisi (sertleşme ve temperleme) gerekir, geliştirmek için yorgunluk sınırı ve sertlik.
- Yıkıcı Olmayan Test (NDT): İç yapının sağlam olduğundan emin olmak için iç mekik Ultrasonic Testing (UT) ve Magnetic Particle Testing (MT) uyguluyoruz; parça dövülmüş olsun ya da döküm olsun farketmez.
Metal Üretimi Hakkında Sık Sorulan Sorular
Dövme çelik, dökme çelikten daha mı güçlü?
Çoğu ağır hizmet uygulamasında evet. Fark, tane doku hizalanması. Büyük bir baskı uyguladığımızda kompresif kuvvet during the forging process, the metal’s internal grain flows with the shape of the part. This plastik deformasyon sonuçta üstün çekme dayanımı, daha yüksek darbe direnci, ve çok daha iyi bir yorgunluk sınırı kullanılan döküm parçalarına kıyasla. Döküm parçaları, güçlü olmalarına rağmen zaman zaman metalurjik porözlük (küçük hava boşlukları) meydana geldiğinde erimiş metal katılaşır ve bu da aşırı stres altında yapısal bütünlüğü tehdit edebilir.
Döküm, kalıplama işleminden daha ucuz mu?
Çoğu zaman tasarım karmaşıklığı ve üretim hacmine bağlıdır. Döküm, ayrıntılı parçalar için genellikle daha maliyet etkindir çünkü bir yakın-net şekil kalıptan doğrudan elde eder. Bu, önemli ölçüde azaltır İşleme payı—you don’t have to cut away as much excess material. While the initial kalıp maliyetleri kalıplar için maliyetler daha yüksek olabilir, birim başına maliyet daha büyük üretimlerde düşer. Güvenilir birini arıyorsanız çelik döküm şirketi olarak karmaşık geometrileri işlemek için, döküm genellikle kritik olmayan yapı parçaları için fiyat ile performans arasındaki en iyi dengeyi sunar.
Karmaşık şekiller dövülebilir mi?
Dövme, geometrik karmaşıklık söz konusu olduğunda bir ölçüde sınırlıdır. Mil sayacı, halkalar ve bloklar gibi simetrik bileşenler için idealdir. Süreç katı metalin vurulması veya bastırılmasıyla ilgili olduğundan iç boşluklar, ince duvarlar veya çentikler oluşturmak kolay değildir. Sıkı toleranslar ve ayrıntılı özellikler gerektiren yüksek ayrıntılı tasarımlar için, karmaşık metal parçalar için hassas döküm hizmetleri. tavsiye ederiz.


