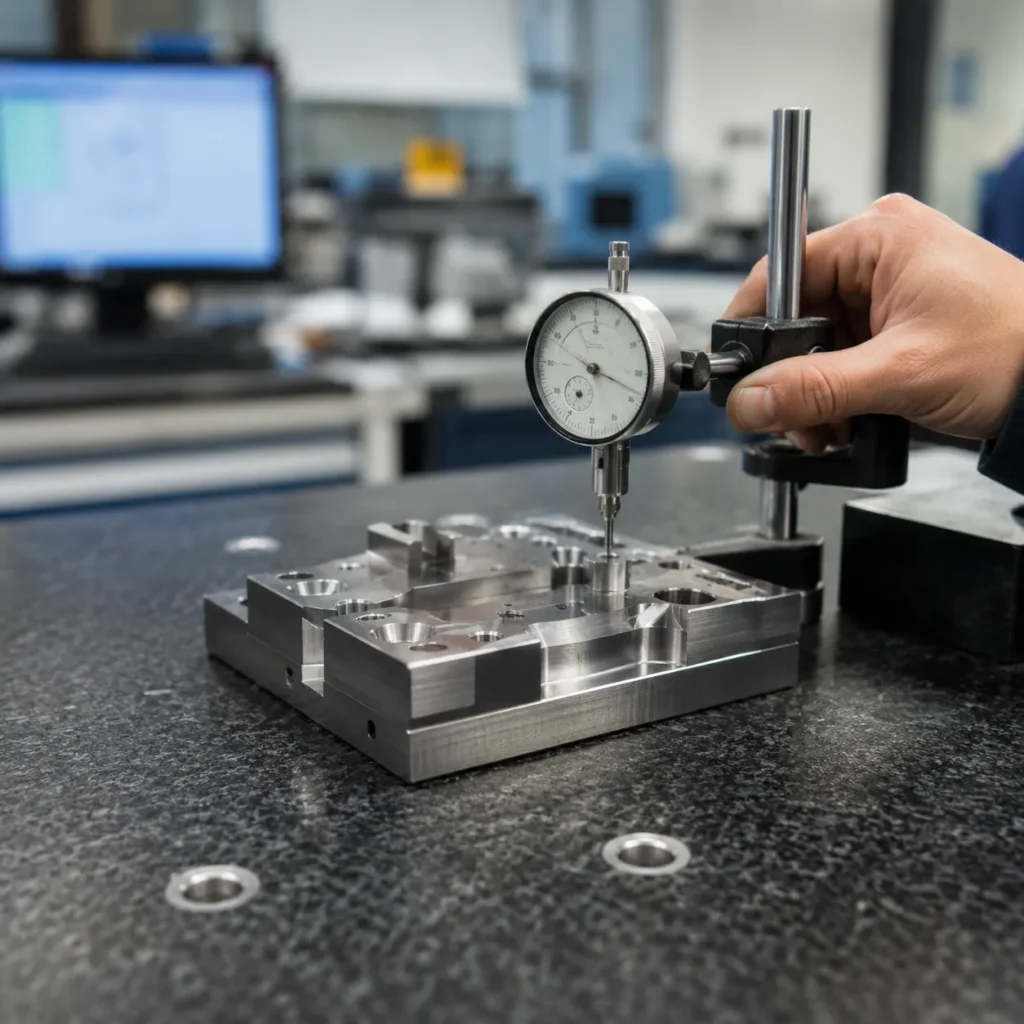
تعتبر الدقة مهمة عندما يمكن أن تقرر بضعة ميكرونات ما إذا كان المكون يعمل بشكل مثالي - أو يفشل تحت الضغط. بصفتنا مورد موثوق لتصنيع EDM, ، نحن متخصصون في تقديم tolerances فائقة الضيق للأجزاء المعقدة والمقواة وعالية القيمة التي لا يمكن أن تحققها عمليات التصنيع التقليدية.
في هذا الدليل، ستكتشف:
- ما هو تصنيع EDM ولماذا يتفوق على طرق القطع التقليدية
- نطاقات tolerances القياسية لتصنيع الأسلاك، وتصنيع الغمر، وثقب الثقوب
- العوامل الرئيسية التي تؤثر على دقة EDM وجودة التشطيب السطحي
- كيف يتعامل EDM مع الفولاذ المقوى، والتيتانيوم، وإنكونيل، والسبائك الغريبة
- لماذا تعتمد صناعات الطيران والطب والأدوات والقوالب على دقة EDM بمستوى الميكرون
- مقارنات tolerances بين EDM و CNC الطحن، والقطع بالليزر، وقطع الماء
ت tolerances تصنيع EDM
ما هو تصنيع التفريغ الكهربائي؟
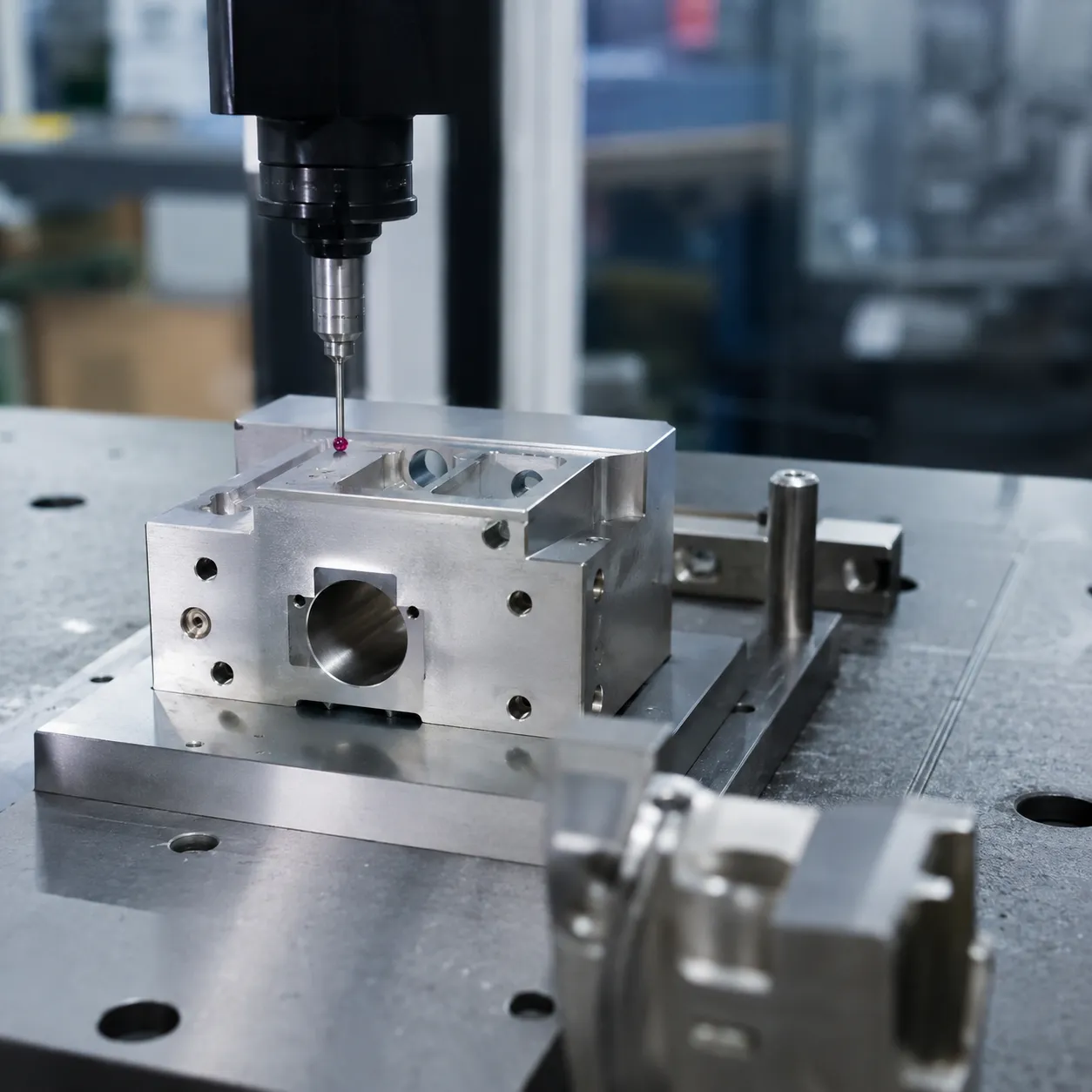
تصنيع التفريغ الكهربائي (EDM) هو عملية تآكل حراري عالية الدقة تُستخدم لتصنيع أجزاء معقدة من المواد الموصلة. كقائد في التصنيع الدقيق، نستخدم EDM لتجاوز قيود أدوات القطع التقليدية. بدلاً من القوة الميكانيكية، يستخدم EDM شرارات كهربائية مسيطر عليها لتبخير المادة، مما يجعله الخيار الأول لتصنيع صلب الأدوات, السبائك الغريبة, ، والمعادن المقواة التي يصعب تشكيلها بطرق أخرى.
كيف تعمل عملية EDM؟
تعتمد عملية EDM على سلسلة سريعة من التفريغات الكهربائية المتكررة بين القطب (الأداة) وقطعة العمل، وكلاهما مغمور في سائل عازل.
فجوة الشرارة: يتم الحفاظ على مسافة محددة بين القطب والجزء لضمان تفريغات محكومة.
إزالة المادة: تولد كل شرارة حرارة شديدة، مما يؤدي إلى صهر وتبخير كمية ميكروسكوبية من المادة.
السائل العازل: يعمل هذا السائل غير الموصل كوسيلة تبريد ويجرف الجسيمات المتهدمة (القصاصات) للحفاظ على بيئة قطع مستقرة.
عدم الاتصال: نظرًا لعدم وجود اتصال مادي، لا يوجد ضغط ميكانيكي على الجزء، مما يسمح بـ دقة عالية في الميزات الحساسة.
لماذا تهم التسامحات في التصنيع الدقيق
في عالم تعتبر المعايير العالمية للتصنيع, تحمل ضيق هي الفارق بين مكون وظيفي وفشل مكلف. تسامحات تشغيل EDM حرجة لأنها تضمن:
التبادل: تتناسب المكونات تمامًا مع التجميعات دون تعديل يدوي.
الأداء: في قطاعات الطيران والطب، يمكن أن تؤدي انحرافات بمقدار بضعة ميكرونات إلى jeopardize السلامة والكفاءة.
سلامة السطح: التحكم الدقيق في طاقة الشرارة يحدد مباشرة تشطيب السطح الجودة، مما يقلل من الحاجة إلى التلميع الثانوي.
نحن متخصصون في الحفاظ على هذه المعايير الصارمة، مما يضمن أن كل جزء يلبي مواصفاتك الفنية الدقيقة مع اتساق مطلق.
التفاوتات القياسية الممكن تحقيقها باستخدام EDM
عندما نتحدث عن التصنيع الدقيق، تبرز تقنية قطع التفريغ الكهربائي (EDM) لقدرتها على الحفاظ على دقة مذهلة. اعتمادًا على نوع الآلة وإعدادها، نحقق بانتظام أبعادًا مجهرية لا تستطيع أدوات القطع التقليدية لمسها ببساطة.
التفاوتات العادية لقطع الأسلاك EDM
لعمليات الإنتاج القياسية،, قطع الأسلاك EDM تحافظ بسهولة على تفاوت ضيق قدره ±0.005 مم إلى ±0.01 مم. ومع ذلك، عندما يتطلب المشروع دقة عالية للغاية، نستخدم عدة تمريرات قص لتقنيات متطورة لدفع تلك الحدود إلى دقة مذهلة تبلغ ±0.001 مم (1 ميكرون). هذه الدقة القصوى هي السبب في أن قطع الأسلاك EDM هي العملية المفضلة للمكونات الدقيقة والمعقدة التي تتطلب الكمال المطلق. إذا كان مشروعك يجمع بين هذه القطع الدقيقة للغاية مع قواعد مصنوعة بدقة، فإن دمج خدمات تصنيع الأجزاء المعدنية المخصصة باستخدام CNC للتفاوتات الضيقة يضمن أن يتماشى التجميع بالكامل بشكل مثالي.
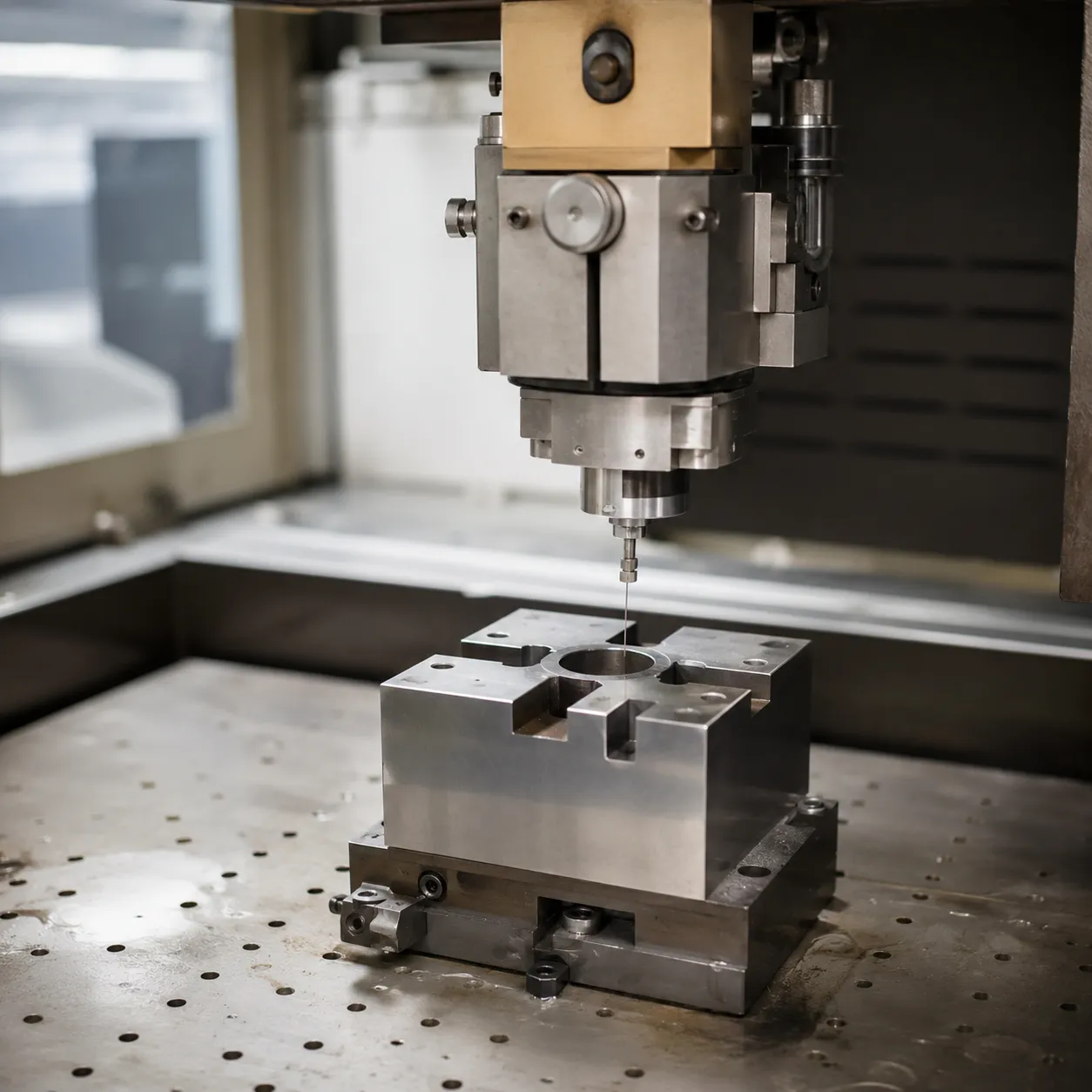
قدرات التفاوت لقطع الغمر EDM
آلة EDM الغاطسة - التي تُستخدم غالبًا للفراغات العمياء، وصناعة القوالب، وقوالب تشكيل المعادن المعقدة - تتميز بديناميكيات مختلفة قليلاً بسبب تآكل الأقطاب. حتى مع هذه المتغيرات، فإن عمليات EDM الغاطسة القياسية تحقق بشكل موثوق ت tolerances تشغيل EDM of ±0.01 مم إلى ±0.02 مم. من خلال إدارة أقطاب النحاس أو الجرافيت لدينا بعناية وتحسين قنوات التدفق، يمكننا تقليص هذه الفروقات إلى ±0.005 مم للمكونات الحرجة في الطيران والطب.
دقة وتحمل حفر الثقوب EDM
تركز حفر الثقوب EDM (أو حفر الثقوب السريعة) على السرعة والعمق بدلاً من التشطيبات فائقة الدقة، مما يجعلها مثالية لثقوب البداية أو ممرات التبريد. نظرًا لأن الهدف الأساسي هو الاختراق السريع من خلال الفولاذ الصلب المعالج أو السبائك الغريبة، فإن التحملات القياسية تكون أوسع، وعادة ما تتراوح بين ±0.02 مم و ±0.05 مم. بينما هي أقل دقة من عمليات السلك أو الغاطسة، فإنها توفر الأساس الضروري المطلوب للخطوات اللاحقة من التشغيل عالي الدقة.
| نوع عملية EDM | تحمل الإنتاج القياسي | تحمل عالي الدقة (محسن) |
|---|---|---|
| EDM السلكي | ±0.005 مم إلى ±0.01 مم | ±0.001 مم (1 ميكرون) |
| EDM الغاطسة | ±0.01 مم إلى ±0.02 مم | ±0.005 مم |
| EDM حفر الثقوب | ±0.02 مم إلى ±0.05 مم | ±0.015 مم |
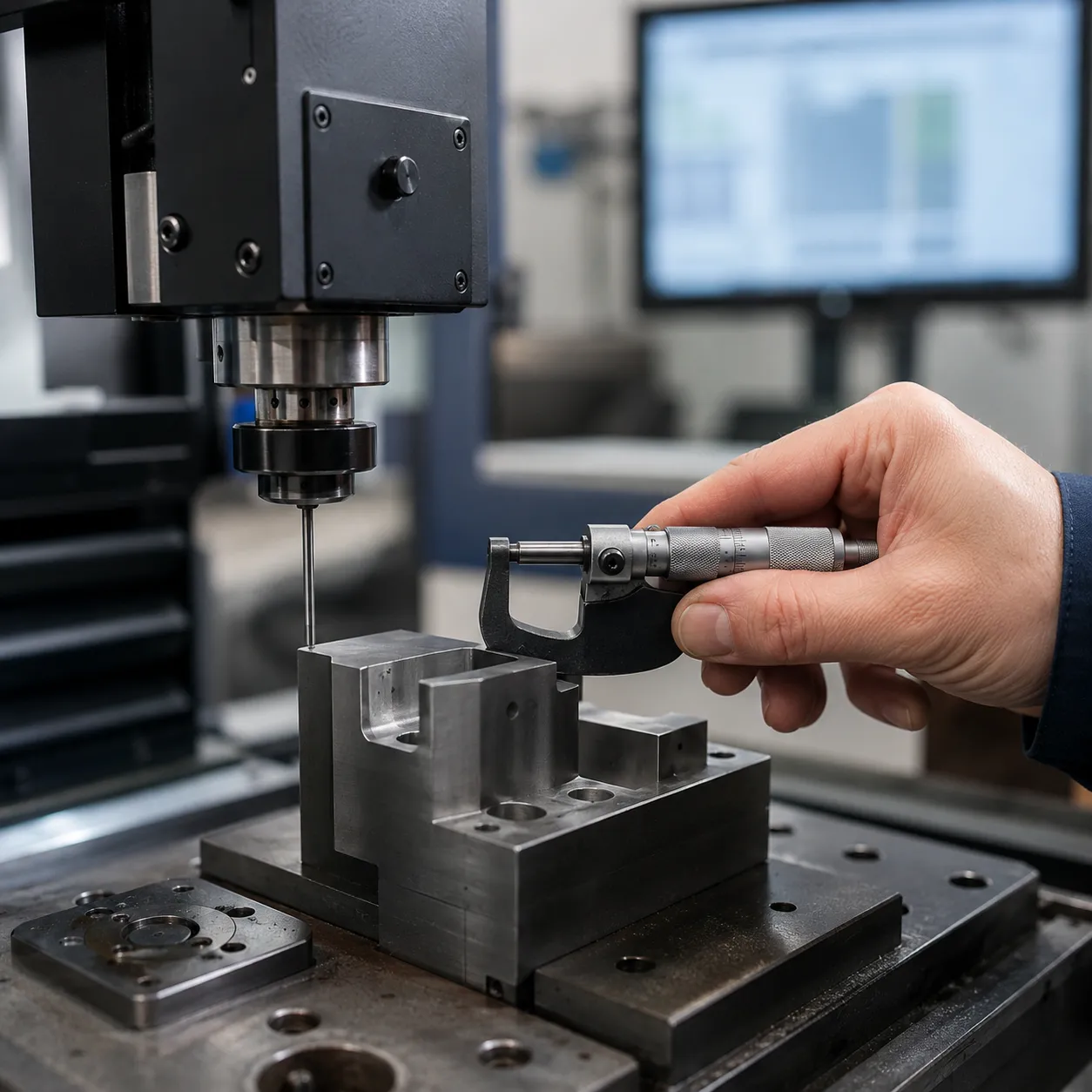
العوامل المؤثرة على تحمل تشغيل EDM

تحقيق قابلية التكرار،, تحمل ضيق يتطلب تشغيل الآلات الكهربائية أثناء عملية التفريغ الكهربائي تحكمًا دقيقًا في عدة متغيرات. نظرًا لأن عملية التفريغ الكهربائي تعتمد على الطاقة الحرارية بدلاً من القوة الميكانيكية، فإن استقرار بيئة القطع يحدد مباشرة الدقة النهائية لأجزائك.
اختيار المواد والصلابة
تلعب الموصلية الحرارية والكهربائية للقطعة العمل دورًا كبيرًا في الحفاظ على دقة صارمة ت tolerances تشغيل EDM. بينما تكافح العمليات التقليدية للسي إن سي مع المواد الصلبة، تتفوق عملية التفريغ الكهربائي هنا لأن صلابة المادة لا تحد من القدرة على القطع. ومع ذلك، تؤثر الخصائص المعدنية لمختلف المعادن على مدى نظافة تآكل الشرارات الكهربائية للمادة.
-
- فولاذ الأدوات والسبائك الغريبة: تتيح الاستقرار الحراري الاستثنائي دقة دون الميكرون.
- الألمنيوم: تتطلب الموصلية الحرارية العالية تسليم طاقة أسرع، مما قد يؤدي إلى توسيع فجوة الشرارة قليلاً ويؤثر على الاتساق.
- النحاس والبرونز: موصلية عالية، مما يجعلها مواد أقطاب ممتازة، ولكن كقطع عمل، تتطلب إعدادات طاقة مضبوطة بعناية للحفاظ على دقة عالية الحافة.
معلمات العملية وظروف التدفق
تحدد الإعدادات المختارة على وحدة التحكم في الآلة قابلية التنبؤ بفجوة الشرارة. إن موازنة التيار الأقصى، ووقت النبضة، ووقت الإيقاف تحدد ما إذا كنت ستحصل على قطع خشن أو إنهاء فائق الدقة.
التدفق مهم بنفس القدر. يجب أن يقوم السائل العازل بإزالة جزيئات المعدن المتهدمة المجهرية (القصاصات) من منطقة القطع باستمرار.
-
- تدفق ضعيف: يسبب تراكم الجزيئات، مما يؤدي إلى شرارة ثانوية، وأقواس غير مستقرة، وتوسيع التسامحات.
- تدفق مثالي: يضمن فجوة شرارة نظيفة، مما يسمح ب تمريرات تقليم تزيل أجزاء من الميكرون لإنهاء خالي من العيوب. تشطيب السطح.
| معامل | التأثير على التسامح | استراتيجية التخفيف |
|---|---|---|
| نبض-على الوقت | تزيل النبضات الأطول المادة بشكل أسرع ولكنها تزيد من فجوة الشرارة، مما يقلل من الدقة. | استخدم أوقات نبض قصيرة للمرورات النهائية. |
| التيار الذروي | يزيد التيار العالي من سرعة القطع ولكنه يخلق فوهات أكبر. | قلل من الأمبير أثناء تمريرات تقليم للتفاوتات الضيقة. |
| ضغط الشطف | يؤدي الضغط غير الكافي إلى تراكم الحرارة المحلي وشرارة غير منتظمة. | قم بتحسين محاذاة تدفق السائل العازل لإخلاء الحطام بشكل نظيف. |
معايرة الآلة وتآكل الأدوات
تحدد الحالة الفيزيائية للآلات والأدوات الحد المطلق لما يمكن الوصول إليه من تفاوتات. في قطع الأسلاك EDM, يجب أن تكون توتر السلك ومحاذاة الدليل مضبوطة بدقة لمنع اهتزاز السلك أو تجاعيد البطن في قطع العمل السميكة. بالنسبة لآلة EDM الغاطسة، يجب مراقبة تآكل القطب باستمرار والتعويض عنه، حيث يتشوه شكل القطب قليلاً مع كل شرارة. تضمن المعايرة المنتظمة للأدلة الخطية للآلة والمقاييس الزجاجية أن تتحول حركات المحاور بدقة إلى الأبعاد المبرمجة.
للمشاريع التي تتطلب مزيجًا من طرق التصنيع، فإن فهم كيفية مقارنة هذه المتغيرات بطرق القطع التقليدية أمر ضروري. بينما توفر EDM دقة لا مثيل لها على المعادن الصلبة، فإن استخدام خدمات التشغيل باستخدام CNC يظل المعيار لإنتاج المكونات الأسطوانية السريعة قبل إرسال الأجزاء للتفاصيل النهائية باستخدام EDM.
مزايا تفاوتات EDM عالية الدقة
تحقيق أشكال معقدة دون تشويه
يمكن أن تؤدي قوى القطع التقليدية إلى انحناء أو تشويه قطع العمل الدقيقة. نظرًا لأن عملية قطع التفريغ الكهربائي هي عملية غير تلامسية، فإننا نقضي تمامًا على الضغط الميكانيكي. وهذا يسمح لنا بالاحتفاظ بـ تحمل ضيق على الجدران الرقيقة للغاية، والشقوق المعقدة، والأشكال المعقدة التي ستدمرها الطحن التقليدي. سواء كنت تتعامل مع فولاذ أدوات صلب أو مكونات هشة، فإن غياب قوة القطع يضمن أن الجزء النهائي يتطابق تمامًا مع تصميم CAD دون أي تشويه هندسي.
الاتساق والتكرار في الأحجام الكبيرة
عند التصنيع على نطاق واسع، الاتساق هو كل شيء. تضمن تسامحات التصنيع المتقدمة لدينا أن يتطابق الجزء الأول مع الجزء العاشر آلاف بدقة على مستوى الميكرون. من خلال إدارة توتر السلك واستقرار الشرارة بعناية، يوفر العملية تكرارًا استثنائيًا لعمليات الإنتاج عالية الحجم. هذا المستوى من الاعتمادية حاسم للصناعات التي يمكن أن يتسبب فيها حتى تباين ميكروسكوبي في فشل خط التجميع أو رفض المنتج.
جودة تشطيب السطح المتفوقة
تحقيق ملاءمة عالية الدقة يسير جنبًا إلى جنب مع جودة السطح. من خلال استخدام تمريرات تقليم, ، يقوم عملية EDM بشكل منهجي بإزالة كميات ميكروسكوبية من المادة لإزالة طبقات إعادة الصب. وهذا يؤدي إلى تشطيب السطح مثل المرآة الذي يقلل من الاحتكاك والتآكل. للتطبيقات المت demanding مثل, صب الفولاذ المقاوم للصدأ عمليات عالية الدقة.
| ، يضمن مطابقة هذه التشطيبات السلسة مع تسامحات أبعاد دقيقة طول عمر الأداء والأدوات المثلى. | ميزة دقة EDM | فائدة التصنيع |
|---|---|---|
| أثر الإنتاج | صفر قوة ميكانيكية | لا تشوه في الأجزاء أو انحراف في الأدوات |
| مثالي للأجزاء ذات الجدران الرقيقة | تكرار الميكرون | أبعاد أجزاء متطابقة عبر دفعات كبيرة |
| قص الشريط المتعدد | تشطيبات سطحية فائقة السلاسة تشبه المرآة | يقضي على التلميع الثانوي |
تحملات EDM لمواد مختلفة

عندما نتحدث عن ت tolerances تشغيل EDM, المادة التي نعمل بها مهمة بقدر إعدادات الآلة. المعادن والمركبات المختلفة تتفاعل بشكل فريد مع الشرارة الكهربائية، مما يؤثر مباشرة على النهاية دقة عالية للجزء.
تحملات التشغيل للصلب والسبائك الغريبة
مُعَزَّز صلب الأدوات هو المعيار الذهبي لـ EDM. لأنه موصل للغاية ومستقر، يمكننا بانتظام تحقيق تحملات ضيقة تصل إلى ±0.002 مم. بالنسبة للسبائك الغريبة مثل إنكونيل أو التيتانيوم، التي يصعب طحنها بشكل ملحوظ، تظل EDM هي الطريقة المفضلة للحفاظ على السلامة دون تشوه حراري. اختيار أفضل معدن للصب والتشغيل يضمن أن المادة الأساسية يمكن أن تدعم هذه المتطلبات الدقيقة للغاية.
| نوع المادة | تحمل نموذجي (EDM سلكي) | التشطيب السطحي (Ra) |
|---|---|---|
| صلب الأدوات (مُعَزَّز) | ±0.002 مم – ±0.005 مم | 0.1 ميكرون |
| سبائك غريبة (إنكونيل/تي) | ±0.005 مم – ±0.010 مم | 0.4 ميكرومتر |
| ألمنيوم | ±0.010 مم – ±0.015 مم | 0.8 ميكرومتر |
ت tolerances التصنيع للسيراميك الموصل
تعتبر السيراميك الموصل مادة أساسية في الصناعات عالية التقنية. على الرغم من أن هذه المواد هشة، إلا أن تقنية EDM تتيح لنا تشكيلها دون الضغط الميكانيكي لأداة قطع فعلية.
الدقة: عادة ما يتم الحفاظ عليها ضمن دون الميكرون النطاق.
التحدي: معدل إزالة المادة أبطأ، مما يتطلب إعدادات طاقة متخصصة لمنع التشقق الدقيق.
الفائدة: مثالي لمكونات الطيران حيث المقاومة للحرارة إلزامية.
قيود سمك المادة وتأثيرها على الدقة
يلعب سمك قطعة العمل دورًا كبيرًا في قطع الأسلاك EDM الدقة. مع زيادة ارتفاع الجزء، تزداد مخاطر “تأخر السلك” أو الاهتزاز، مما قد يؤدي إلى تقليل القطع قليلاً.
-
- قطع العمل الرقيقة (<50 مم): أسهل في الصيانة تحمل ضيق والاستقامة.
- قطع العمل السميكة (>150 مم): قد تتطلب عدة تمريرات تقليم لتصحيح العمودية وتحقيق تشطيب السطح.
- كفاءة التدفق: تجعل الأجزاء السميكة من الصعب طرد الحطام (القطع)، مما قد يؤدي إلى شرارات غير مستقرة وتفاوتات أوسع إذا لم يتم إدارتها بواسطة مشغل خبير.
فهم كيفية تفاعل هذه المتغيرات هو السبب في أننا نعطي الأولوية لـ الصب الدقيق وأداء المواد لضمان أن تكون قطعة العمل متجانسة قبل أن تصل إلى خزان EDM.
التطبيقات التي تتطلب دقة تشغيل EDM صارمة
عندما تفشل المعالجة القياسية، تتدخل المعالجة الكهربائية ذات التفريغ العالي الدقة. تعتمد العديد من الصناعات على تحملات المعالجة الكهربائية الدقيقة لضمان أن تناسب المكونات الحرجة بشكل مثالي وتعمل بشكل موثوق تحت ظروف قاسية.
أدوات الدقة وقوالب تشكيل الصفائح المعدنية
في التصنيع عالي الحجم، تتطلب قوالب تشكيل الصفائح المعدنية والأدوات الدقيقة دقة مطلقة. توفر تقنية قطع الأسلاك EDM مستويات تحمل فائقة الضيق اللازمة لقطع الفولاذ المقاوم للصدأ دون إدخال إجهاد حراري أو تشققات دقيقة. تضمن هذه الدقة أن تظل الفجوات بين القالب والمطرقة متساوية، مما يمدد عمر الأداة بشكل مباشر ويمنع التوقف المكلف عن الإنتاج. لتحقيق هذه النتائج الخالية من العيوب، يجب استخدام مورد موثوق. شركة قوالب صناعية للصب الدقيق والتشغيل الآلي بالتحكم الرقمي العمليات ضرورية لدمج هذه المكونات المتخصصة في التجميعات الأكبر.
تصنيع الطائرات والأجهزة الطبية
تتمتع مجالات الطيران والطب بهامش خطأ صفر. في مجال الطيران، تقوم تقنية القطع بالتفريغ الكهربائي بعمل ثقوب تبريد معقدة في شفرات التوربينات وتشكل سبائك غريبة قوية مثل التيتانيوم والإينكونيل. في تصنيع الأجهزة الطبية، تحقق العملية دقة على مستوى الميكرون للأدوات الجراحية، وزرعات العظام، ومكونات الصمامات المجهرية. تتطلب هذه التطبيقات التكرارية القصوى وتشطيب السطح الأملس الذي لا يمكن أن تضمنه سوى تقنية القطع بالتفريغ الكهربائي المتقدمة.
صناعة القوالب وتطوير النماذج الأولية
إنشاء قوالب حقن معقدة يتطلب تفاصيل دقيقة وأبعاد دقيقة. يُفضل استخدام ماكينة الحفر الكهربائية الغاطسة هنا لحرق تجاويف عميقة وزوايا داخلية حادة وملمس ناعم في قوالب الصلب المعالج. خلال تطوير النماذج الأولية، تتيح هذه القدرة للمهندسين اختبار المواصفات التصميمية الدقيقة قبل الانتقال إلى الإنتاج الكامل. يجمع دمج هذه التسامحات الضيقة في معالجة الحفر الكهربائية مع أساسيات دليل صب المعادن الدقيق للمهندسين ومشتري المعدات الأصلية يساعد فرق المنتجات على سد الفجوة بين النماذج الأولية الأولية والتصنيع القابل للتوسع وعالي الجودة.
مقارنة تسامحات EDM مع طرق التشغيل الأخرى
عند اختيار عملية التصنيع المناسبة، من المهم فهم كيفية تكدس التقنيات المختلفة مقارنةً بالمعايير. ت tolerances تشغيل EDM يعد أمرًا حاسمًا لنجاح المشروع وإدارة الميزانية.
تفاوتات واير EDM مقابل الطحن CNC
بينما تعتبر عملية الطحن باستخدام CNC التقليدية متعددة الاستخدامات بشكل لا يصدق، إلا أنها تواجه قيودًا هيكلية عند التعامل مع المواد فائقة الصلابة أو الزوايا الداخلية الحادة.
-
- حدود الدقة: تصل دقة الطحن باستخدام ماكينة CNC عالية الجودة عادةً إلى حدود تقريبية تبلغ $\pm0.005\text{ مم}$. على النقيض من ذلك،, قطع الأسلاك EDM يحقق بسهولة تحمل ضيق من $\pm0.002\text{ مم}$ أو أفضل.
- معالجة الهندسة: تستخدم عملية الطحن CNC قواطع دوارة تترك نصف قطر في الزوايا. تقطع عملية التفريغ الكهربائي بوضوح عبر قطعة العمل بغض النظر عن صلابة المادة، مما يجعلها الخيار المفضل للميزات المعقدة عالية الدقة.
- إجهاد المادة: تintroduce عملية الطحن CNC قوة ميكانيكية وحرارة، مما قد يؤدي إلى تشوه الأجزاء ذات الجدران الرقيقة. عملية EDM هي عملية غير تلامسية تقضي تمامًا على الإجهاد الميكانيكي.
للمشاريع التي تتطلب مزيجًا من كلا الطريقتين، فإن التوازن في الإنتاج الخاص بك مع دليل حول دقة تحمل CNC الضيقة يضمن لك الوصول إلى المواصفات الدقيقة المطلوبة لتجميعاتك المخصصة.
EDM مقابل القطع بالليزر وقطع الماء
القطع بالليزر وقطع الماء ممتازان للتصنيع السريع، لكنهما لا يمكنهما المنافسة عندما تكون الدقة على مستوى الميكرون و تشطيب السطح مطلوبة.
| طريقة التشغيل | قدرة التحمل المتوسطة | جودة الحافة والميل |
|---|---|---|
| عملية التفريغ الكهربائي | $\pm0.001\text{ مم}$ إلى $\pm0.005\text{ مم}$ | حواف مستقيمة ورأسية بدون ميل |
| القطع بالليزر | $\pm0.1\text{ مم}$ | خطر المناطق المتأثرة بالحرارة والخبث الطفيف |
| قطع باستخدام نفاث الماء | $\pm0.08\text{ مم}$ | علامات التموج وحافة طبيعية مدببة على الأجزاء السميكة |
جدوى التكلفة لاختيار EDM للت tolerances الضيقة
اختيار EDM هو خيار فعال من حيث التكلفة عندما تجعل تعقيدات الجزء المعالجة التقليدية محفوفة بالمخاطر أو عرضة للهدر.
-
- تقليل تآكل الأدوات: نظرًا لعدم وجود اتصال مادي، فإن تآكل الأدوات لا يؤثر على اتساق الأجزاء خلال التشغيل الطويل.
- عدد أقل من العمليات: يمكن لإعداد EDM واحد التعامل مع صلب الأدوات أو معقد قوالب تشكيل المعادن المعالجة التي ستتطلب خلاف ذلك خطوات متعددة من التلدين، والتفريز، والطحن.
- إنتاج محسن: من خلال استخدام تمريرات تقليم, نحقق دقة عالية الأبعاد والتشطيبات الشبيهة بالمرايا في سير عمل مستمر واحد، مما يوفر تكاليف المواد الخام ويقلل من العمل الثانوي.
أسئلة شائعة
ما هو معيار تحمل المعالجة باستخدام سلك EDM؟
لعمليات الإنتاج القياسية،, سلك EDM يحتفظ بسهولة بـ تحمل ضيق من $\pm0.005\text{ مم}$ إلى $\pm0.01\text{ مم}$. عند الدفع لتحقيق أقصى دقة مع عدة تمريرات تقليم, آلات متخصصة يمكن أن تصل إلى دقة فائقة الميكرون بمستوى $\pm0.001\text{ مم}$.
هل يمكن لآلات التفريغ الكهربائي التعامل مع المواد الصلبة؟
نعم. لأن تشغيل التفريغ الكهربائي يستخدم الطاقة الحرارية بدلاً من القوة الميكانيكية، فإن صلابة المادة لا تؤثر على دقة القطع. نحن نشكل بانتظام المواد الصلبة صلب الأدوات, ، والتيتانيوم، وغيرها من السبائك عالية القوة دون تشويه شكل الجزء أو المساس بـ دقة عالية المتطلبات. للحصول على نظرة أعمق على أداء المواد عالية القوة، يمكنك مراجعة قوة الشد لخصائص درجات التيتانيوم وتطبيقاتها لرؤية كيف تتصرف هذه السبائك تحت ظروف التصنيع القاسية.
كيف تحقق EDM تشطيب سطح متفوق؟
المقارنة تشطيب السطح تعتمد الجودة على تردد الشرارة وإعدادات الطاقة. تزيل الشرارات عالية الطاقة المعدن بسرعة أثناء عملية الخشونة، بينما تقوم الشرارات منخفضة الطاقة وعالية التردد أثناء عمليات التشطيب بإزالة المادة بسلاسة. هذا التحكم الدقيق يقضي على البروزات الدقيقة، مما يجعل العملية مثالية للأجزاء المعقدة الصفائح المعدنية وقوالب الحقن.
ما هي المتغيرات الرئيسية التي تؤثر على دقة EDM؟
تحقيق التسامحات المتسقة والقابلة للتكرار يعتمد على ثلاثة عوامل رئيسية:
-
- ظروف التدفق: يجب أن يزيل سائل العزل النظيف باستمرار الحطام المجهري من منطقة القطع لمنع حدوث تفريغ ثانوي.
- تآكل القطب: في EDM الغاطس، يتم تآكل القطب النحاسي أو الجرافيت مع مرور الوقت ويجب معايرته للحفاظ على الدقة.
- توتر السلك والثبات: في قطع الأسلاك، يمنع توتر السلك المناسب الانحراف، خاصة عند العمل من خلال كتل معدنية سميكة.