Точность важна, когда несколько микрон могут определить, работает ли компонент безупречно — или выходит из строя под давлением. В качестве надежного поставщика EDM-обработки, мы специализируемся на обеспечении сверхточных допусков для сложных, закаленных и высокоценных деталей, которые традиционная обработка просто не может достичь.
В этом руководстве вы узнаете:
- Что такое EDM-обработка и почему она превосходит традиционные методы резки
- Стандартные диапазоны допусков для проволочной EDM, Sink EDM и отверстийной EDM
- Ключевые факторы, влияющие на точность EDM и качество поверхности
- Как EDM справляется с закаленными сталями, титаном, Inconel и экзотическими сплавами
- Почему аэрокосмическая, медицинская, инструментальная и формовочная промышленность полагается на микронную точность EDM
- Сравнение допусков EDM с ЧПУ-фрезерованием, лазерной резкой и водоструйной обработкой
Допуски EDM обработки
Что такое электроэрозионная обработка?
Электроэрозионная обработка (EDM) это высокоточный термический процесс эрозии, используемый для производства сложных деталей из проводящих материалов. Будучи лидером в области прецизионного производства, мы используем EDM, чтобы обойти ограничения традиционных режущих инструментов. Вместо механической силы EDM использует контролируемые электрические искры для испарения материала, что делает его первоклассным выбором для обработки инструментальную сталь, экзотических сплавов, и закаленных металлов, которые иначе невозможно сформировать.
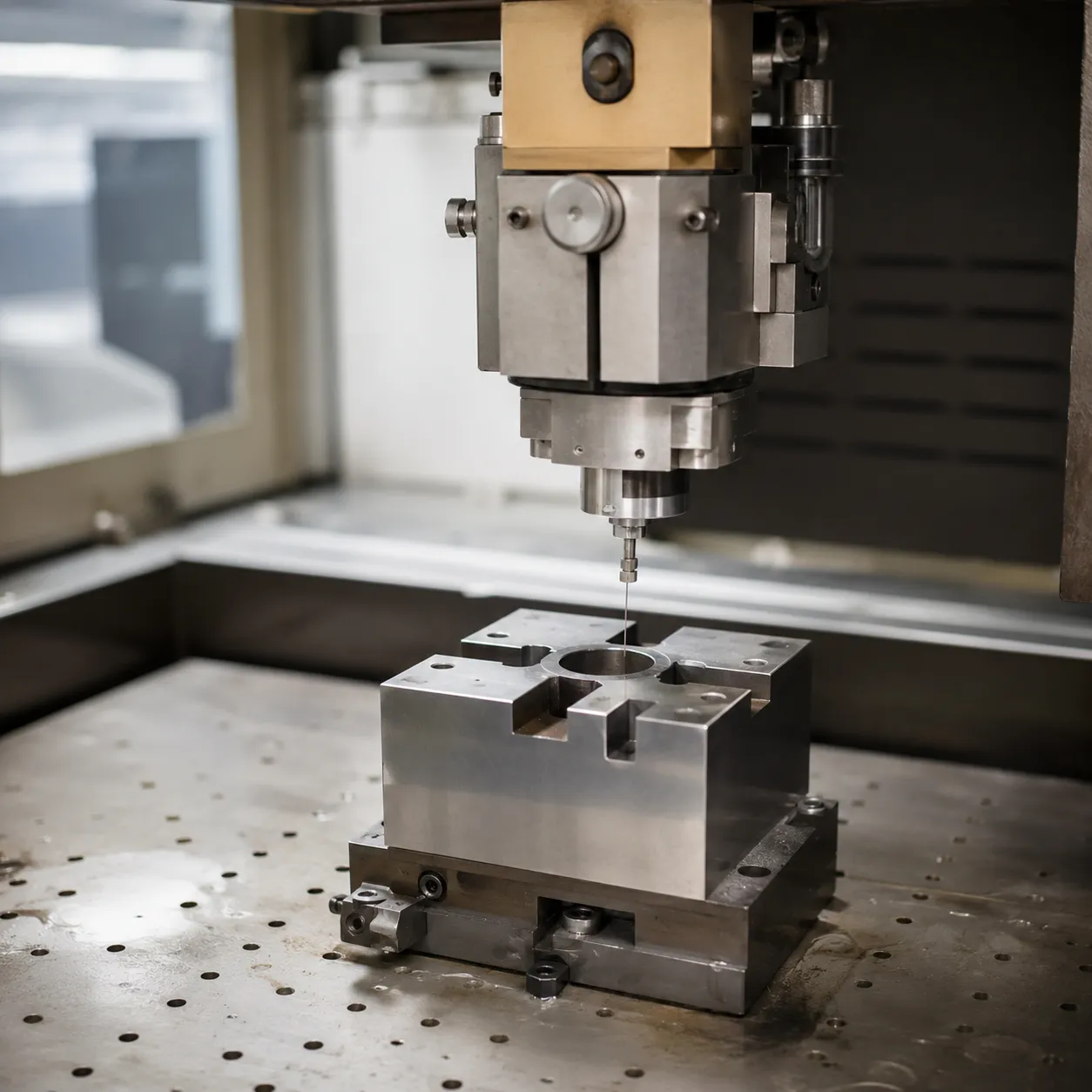
Как работает процесс EDM?
Процесс EDM основан на быстром чередовании электрических разрядов между электродом (инструментом) и заготовкой, оба погружены в диэлектрическую жидкость.
Искровой зазор: Поддерживается определенное расстояние между электродом и деталью для обеспечения контролируемых разрядов.
Удаление материала: Каждая искра генерирует интенсивное тепло, плавя и испаряя микроскопическое количество материала.
Диэлектрическая жидкость: Эта некондуктивная жидкость действует как охладитель и смывает эродированные частицы (стружку), чтобы поддерживать стабильную режущую среду.
Без контакта: Поскольку физического контакта нет, механическое напряжение на детали равно нулю, что позволяет высокой точности на деликатных чертах лица.
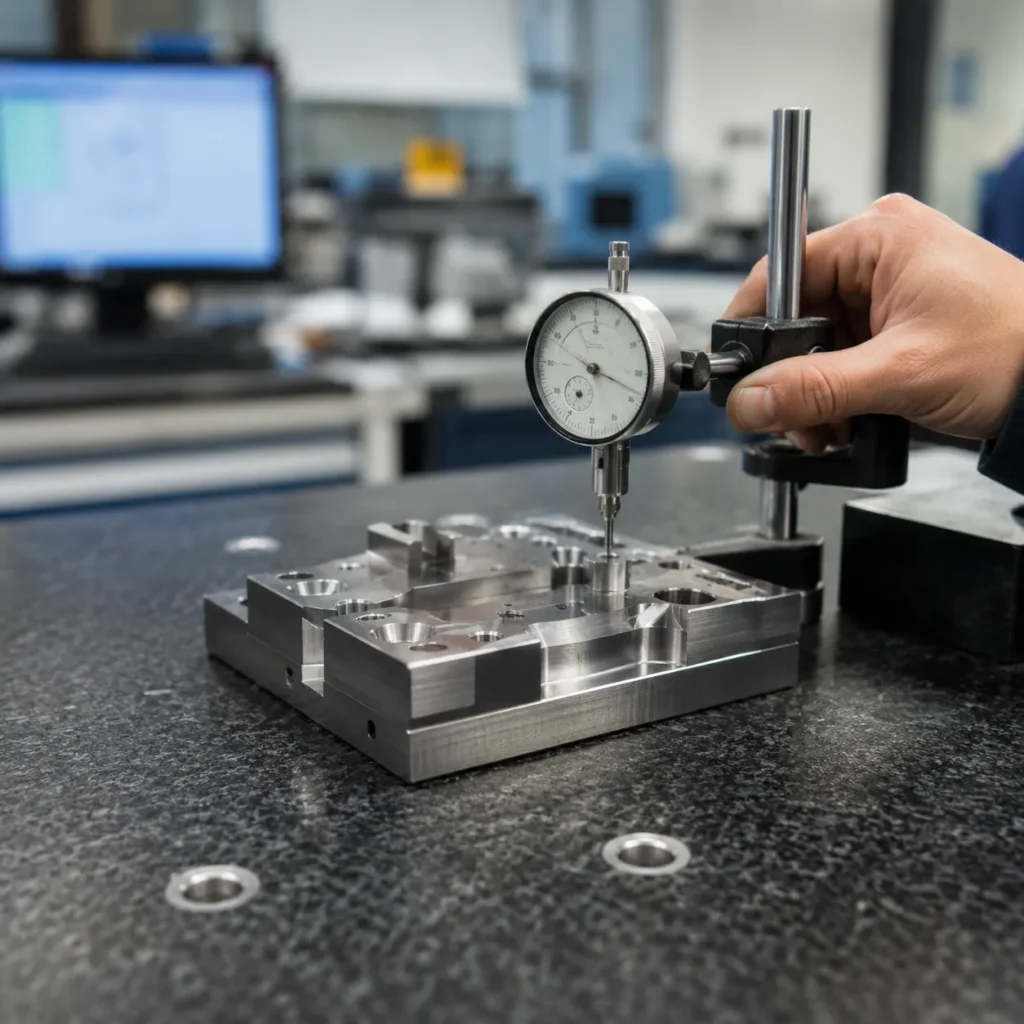
Почему важны допуски в прецизионном производстве
В мире глобальное производство, жесткий допуск стандарты — это разница между функциональным компонентом и дорогостоящим отказом. Допуски при EDM-обработке имеют решающее значение, потому что обеспечивают:
Взаимозаменяемость: Компоненты идеально подходят для сборки без ручной настройки.
Производительность: В аэрокосмической и медицинской сферах отклонение всего в несколько микронов может поставить под угрозу безопасность и эффективность.
Целостность поверхности: Точное управление энергией искры напрямую определяет поверхностное покрытие качество, уменьшая необходимость вторичной полировки.
Мы специализируемся на соблюдении этих строгих стандартов, обеспечивая, чтобы каждая деталь соответствовала вашим точным техническим спецификациям с абсолютной стабильностью.
Стандартные допуски, достигаемые при EDM
Когда речь идет о прецизионном производстве, электроэрозионная обработка (EDM) выделяется своей способностью поддерживать поразительную точность. В зависимости от типа и настройки машины, мы регулярно достигаем микроскопических размеров, которые традиционные режущие инструменты просто не могут достичь.
Обычные допуски для проволочной EDM
Для стандартных серийных производств, проволочная EDM легко поддерживает жесткие допуски ±0,005 мм до ±0,01 мм. Однако, когда проект требует экстремальной высокой точности, мы используем несколько проходов на современных станках, чтобы снизить эти границы до невероятных ±0,001 мм (1 микрон). Эта экстремальная точность является причиной, по которой проволочный EDM является предпочтительным процессом для деликатных, сложных компонентов, требующих абсолютного совершенства. Если ваш проект сочетает эти ультра-точные проволочные резы со сложными фрезерованными основаниями, включение услуг CNC по изготовлению металлических деталей на заказ для жестких допусков обеспечивает идеальное выравнивание всей сборки.
Возможности допусков для Sinker EDM
Sinker EDM — часто используется для слепых полостей, изготовления форм и сложных штампов для металла — имеет несколько другие динамические характеристики из-за износа электрода. Даже с этими переменными стандартные операции Sinker EDM надежно достигают допусков EDM обработки of ±0,01 мм до ±0,02 мм. Тщательно управляя нашими медными или графитовыми электродами и оптимизируя каналы промывки, мы можем уменьшить эти вариации до ±0.005 мм для критически важных аэрокосмических и медицинских компонентов.
Точность и допуски Hole Drill EDM
Hole drill EDM (или быстрое сверление отверстий) сосредоточено на скорости и глубине, а не на ультра-тонких отделках, что делает его идеальным для стартовых отверстий или охлаждающих каналов. Поскольку основной целью является быстрое проникновение через закаленную инструментальную сталь или экзотические сплавы, стандартные допуски шире, обычно находясь между ±0,02 мм и ±0,05 мм. Хотя он менее точен, чем проволочные или Sinker операции, он обеспечивает необходимую основу для последующих этапов высокоточной обработки.
| Тип процесса EDM | Стандартный производственный допуск | Высокоточная толерантность (оптимизированная) |
|---|---|---|
| Проволочная EDM | ±0,005 мм до ±0,01 мм | ±0,001 мм (1 микрон) |
| Электроэрозионная обработка с погружением | ±0,01 мм до ±0,02 мм | ±0.005 мм |
| Электроэрозионная обработка сверлением | ±0,02 мм до ±0,05 мм | ±0,015 мм |
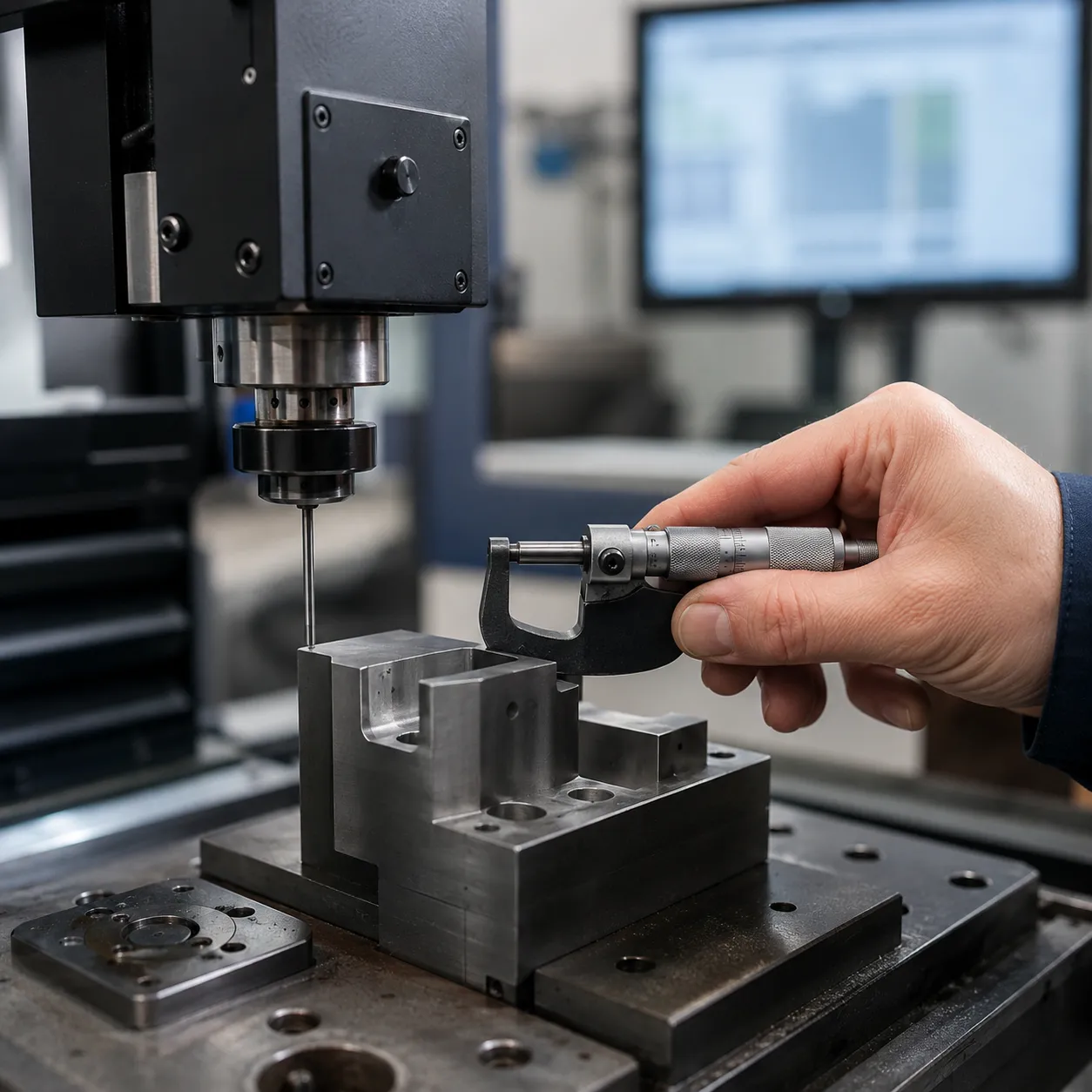
Факторы, влияющие на допуски электроэрозионной обработки

Достижение повторяемости, жесткий допуск в процессе электроэрозионной обработки требует строгого контроля над несколькими переменными. Поскольку электроэрозионная обработка полагается на тепловую энергию, а не на механическую силу, стабильность режущей среды напрямую определяет окончательную точность ваших деталей.
Выбор материала и твердость
Теплопроводность и электрическая проводимость заготовки играют огромную роль в поддержании строгих допусков EDM обработки. В то время как традиционные процессы ЧПУ испытывают трудности с закаленными материалами, электроэрозионная обработка здесь преуспевает, поскольку твердость материала не ограничивает способность резки. Однако металлургические свойства различных металлов влияют на то, насколько чисто электрические искры эрозируют материал.
-
- Инструментальная сталь и экзотические сплавы: Исключительная термическая стабильность позволяет достигать субмикронной точности.
- Алюминий: Высокая теплопроводность требует более быстрой подачи энергии, что может немного увеличить зазор искры и повлиять на согласованность.
- Медь и латунь: Высокая проводимость делает их отличными материалами для электродов, но в качестве заготовок они требуют тщательно откалиброванных настроек мощности для поддержания высокой точности кромки.
Параметры процесса и условия промывки
Настройки, выбранные на контроллере машины, определяют предсказуемость зазора искры. Балансировка пикового тока, времени включения импульса и времени выключения импульса определяет, достигнете ли вы грубой резки или ультраточной отделки.
Смывка также критически важна. Диэлектрическая жидкость должна постоянно удалять микроскопические эродированные металлические частицы (стружку) из зоны резания.
-
- Плохая смывка: Вызывает накопление частиц, что приводит к вторичному искрению, нестабильным дугам и увеличению допусков.
- Оптимальная смывка: Обеспечивает чистый зазор искры, позволяя точно проводить обрезные проходы которые срезают доли микрона для безупречного поверхностное покрытие.
| Параметр | Влияние на допуск | Стратегия снижения рисков |
|---|---|---|
| Время импульса | Длинные импульсы удаляют материал быстрее, но увеличивают зазор искры, снижая точность. | Используйте короткие времена импульса для окончательных проходов. |
| Пиковый ток | Высокий ток увеличивает скорость резки, но создает большие кратеры. | Снизьте ампераж во время проводить обрезные проходы для жестких допусков. |
| Давление промывки | Недостаточное давление вызывает локальное накопление тепла и нестабильные искры. | Оптимизируйте выравнивание потока диэлектрической жидкости для чистого удаления мусора. |
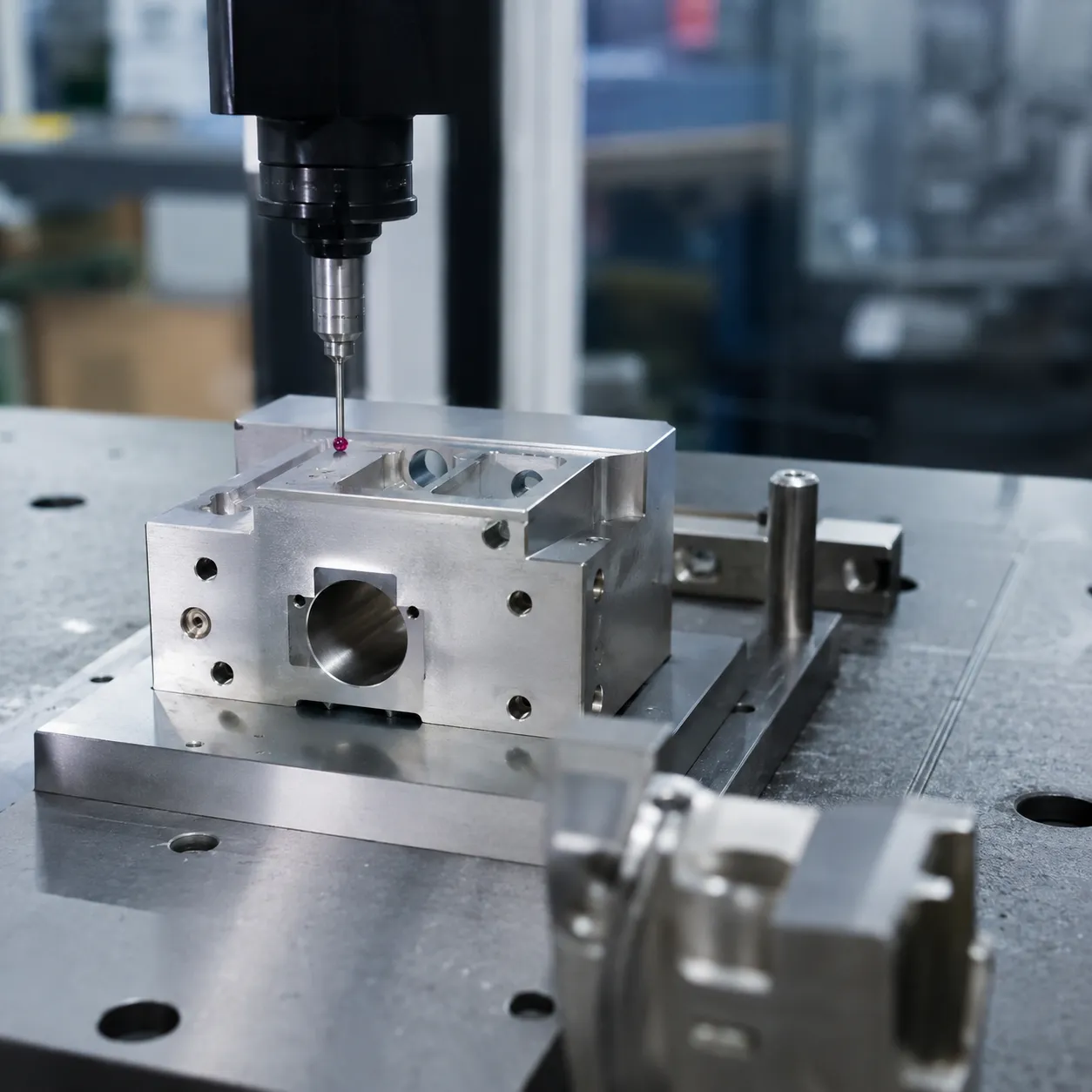
Калибровка машины и износ инструмента
Физическое состояние оборудования и инструмента устанавливает абсолютный предел того, каких допусков можно достичь. В проволочная EDM, натяжение провода и выравнивание направляющих должны быть идеально откалиброваны, чтобы предотвратить вибрацию провода или складки на толстых заготовках. Для EDM с погружением износ электрода должен постоянно контролироваться и компенсироваться, так как форма электрода немного деформируется с каждым искровым разрядом. Регулярная калибровка линейных направляющих машины и стеклянных шкал обеспечивает точное соответствие движений осей запрограммированным размерам.
Для проектов, требующих сочетания методов производства, понимание того, как эти переменные соотносятся с традиционными методами резки, имеет решающее значение. Хотя электроэрозионная обработка обеспечивает непревзойденную точность на закаленных металлах, использование высокоточной услугах токарной обработки на ЧПУ остается эталоном для быстрого производства цилиндрических компонентов перед отправкой деталей на окончательную электроэрозионную доработку.
Преимущества высокоточных допусков электроэрозионной обработки
Достижение сложных геометрий без искажений
Традиционные резательные силы могут изгибать, деформировать или искажать деликатные заготовки. Поскольку электроэрозионная обработка является бесконтактным процессом, мы полностью исключаем механическое напряжение. Это позволяет нам удерживать жесткий допуск на ультратонких стенках, сложных пазах и сложных геометриях, которые традиционное фрезерование разрушило бы. Независимо от того, работаете ли вы с закаленной инструментальной сталью или хрупкими компонентами, отсутствие резательной силы гарантирует, что окончательная деталь соответствует точному CAD-дизайну без каких-либо геометрических искажений.
Согласованность и повторяемость при больших объемах
При производстве в больших масштабах согласованность имеет решающее значение. Наши передовые допуски электроэрозионной обработки обеспечивают соответствие первой детали десятитысячной детали с точностью на уровне микрон. Тщательно управляя натяжением проволоки и стабильностью искры, процесс обеспечивает исключительную повторяемость для серийного производства. Этот уровень надежности критически важен для отраслей, где даже микроскопическое отклонение может привести к сбою на конвейере или отклонению продукта.
Высокое качество поверхности
Достижение высокоточной подгонки идет рука об руку с качеством поверхности. С помощью передовых проводить обрезные проходы, процесс электроэрозионной обработки систематически срезает микроскопические количества материала, чтобы стереть перезалитые слои. Это приводит к зеркальной поверхностное покрытие поверхности, которая снижает трение и износ. Для требовательных приложений, таких как литье нержавеющей стали, высокоточные процессы, соответствие этих гладких отделок точным размерным допускам обеспечивает оптимальную долговечность инструмента и производительность.
| Преимущество точности электроэрозионной обработки | Преимущество в производстве | Влияние на производство |
|---|---|---|
| Нулевая механическая сила | Отсутствие деформации деталей или отклонения инструмента | Идеально для тонкостенных деталей |
| Микронная повторяемость | Идентичные размеры деталей в больших партиях | Сниженные уровни отходов и потерь |
| Многоходовая обрезка | Ультра-гладкие, зеркальные поверхности | Исключает вторичную полировку |
Допуски EDM для различных материалов

Когда мы говорим о допусков EDM обработки, материал, с которым мы работаем, так же важен, как и настройки машины. Разные металлы и композиты реагируют по-разному на электрическую искру, что напрямую влияет на окончательный высокой точности детали.
Допуски механической обработки для стали и экзотических сплавов
Закаленная инструментальную сталь является “золотым стандартом” для EDM. Поскольку она обладает высокой проводимостью и стабильностью, мы можем регулярно достигать допусков до ±0,002 мм. Для экзотических сплавов, таких как Инконель или Титан, которые notoriously трудно обрабатывать, EDM остается предпочтительным методом для поддержания целостности без термического искажения. Выбор лучшего металла для литья и механической обработки обеспечивает, что базовый материал может поддерживать эти экстремальные требования к точности.
| Тип материала | Типичный допуск (провод EDM) | Обработка поверхности (Ra) |
|---|---|---|
| Инструментальная сталь (закаленная) | ±0.002мм – ±0.005мм | 0.1 мкм |
| Экзотические сплавы (Инконель/Титан) | ±0.005мм – ±0.010мм | 0.4 мкм |
| Алюминий | ±0.010мм – ±0.015мм | 0.8 мкм |
Допуски обработки для проводящих керамик
Проводящие керамики становятся основным материалом в высоких технологиях. Хотя эти материалы хрупкие, ЭДМ позволяет формировать их без механического напряжения от физического режущего инструмента.
Точность: Обычно поддерживается в пределах субмикрон диапазон.
Задача: Скорость удаления материала медленнее, что требует специализированных настроек мощности для предотвращения микротрещин.
Преимущество: Идеально подходит для компонентов аэрокосмической отрасли, где обязательна термостойкость.
Ограничения по толщине материала и влияние на точность
Толщина заготовки играет огромную роль в проволочная EDM точности. По мере увеличения высоты детали риск “задержки провода” или вибрации возрастает, что может слегка сужать рез.
-
- Тонкие заготовки (<50мм): Легче всего поддерживать жесткий допуск и прямолинейности.
- Толстые заготовки (>150 мм): Может потребоваться несколько проводить обрезные проходы для корректировки вертикальности и достижения однородной поверхностное покрытие.
- Эффективность промывки: Толстые части усложняют удаление мусора (шлама), что может привести к нестабильным искрам и более широким допускам, если это не контролируется опытным оператором.
Понимание взаимодействия этих переменных — причина, по которой мы делаем акцент на прецизионном литье и характеристиках материала чтобы обеспечить однородность заготовки до попадания в ванну EDM.
Применения, требующие точных допусков при EDM-обработке
Когда стандартная обработка не справляется, на помощь приходит высокоточная электроэрозионная обработка. Многие отрасли полагаются на точные допуски EDM, чтобы обеспечить идеальную посадку критически важных компонентов и их надежную работу в экстремальных условиях.
Прецизионное инструментальное оборудование и штамповочные формы для листового металла
В массовом производстве штамповочные формы и прецизионное оборудование требуют абсолютной точности. Проволочная EDM обеспечивает ультраточные уровни допусков, необходимые для резки закаленной инструментальной стали без возникновения термических напряжений или микротрещин. Эта точность гарантирует постоянство зазоров между пуансоном и матрицей, что напрямую увеличивает срок службы инструмента и предотвращает дорогостоящие простои производства. Для достижения этих безупречных результатов необходимо использовать доверенную компанию по производству промышленных форм для прецизионного литья и ЧПУ операций, что важно для интеграции этих специализированных компонентов в более крупные сборки.
Производство аэрокосмической и медицинской техники
В аэрокосмической и медицинской сферах нет места ошибкам. В аэрокосмической отрасли EDM используется для прорезания сложных охлаждающих отверстий в турбинных лопатках и формовки твердых экзотических сплавов, таких как титан и Inconel. В производстве медицинских устройств процесс достигает допусков в микронном диапазоне для хирургических инструментов, ортопедических имплантатов и микроскопических клапанных компонентов. Эти применения требуют экстремальной повторяемости и гладкой поверхности, которые может обеспечить только передовая электроэрозионная обработка.
Создание форм и разработка прототипов
Создание сложных форм для литья требует безупречной детализации и точных размеров. Синкер EDM широко используется для выжигания глубоких полостей, острых внутренних углов и тонких текстур в закаленных стальных формах. Во время разработки прототипов эта возможность позволяет инженерам тестировать точные проектные спецификации перед переходом к полномасштабному производству. Совмещение этих точных допусков EDM с основными руководстве по прецизионному литью металлов для инженеров и OEM-покупателей помогает командам по разработке продуктов преодолеть разрыв между первоначальным прототипированием и масштабным, высококачественным производством.
Сравнение допусков EDM с другими методами обработки
При выборе подходящего производственного процесса важно понимать, как различные технологии сравниваются со стандартными допусков EDM обработки для успеха проекта и управления бюджетом.
Wire EDM против допусков фрезерования с ЧПУ
Хотя традиционное фрезерование с ЧПУ невероятно универсально, оно сталкивается со структурными ограничениями при работе с ультра-твердыми материалами или острыми внутренними углами.
-
- Пределы точности: Высококачественная фрезеровка с ЧПУ обычно ограничивается допусками около $\pm0.005\text{ мм}$. В отличие от этого, проволочная EDM легко достигает жесткий допуск $\pm0.002\text{ мм}$ или лучше.
- Обработка геометрии: CNC-фрезерование использует вращающиеся резцы, которые оставляют радиус в углах. Электроэрозионная обработка чисто прорезает заготовку независимо от твердости материала, что делает её предпочтительным выбором для сложных, высокоточных деталей.
- Материальное напряжение: CNC-фрезерование вводит механическую силу и тепло, что может привести к деформации тонкостенных деталей. ЭДМ — это бесконтактный процесс, который полностью устраняет механическое напряжение.
Для проектов, требующих сочетания обоих методов, сбалансируйте ваше производство с помощью руководство по прецизионным ЧПУ с жесткими допусками обеспечивает соответствие точным спецификациям, необходимым для ваших индивидуальных сборок.
Электроэрозионная обработка против лазерной и гидроабразивной резки
Лазерная и водоструйная резка отлично подходят для быстрого производства, но они не могут конкурировать, когда требуется точность на уровне микрон и безупречное качество. поверхностное покрытие требуются.
| Метод обработки | Средняя допустимая погрешность | Качество края и сужение |
|---|---|---|
| Электроэрозионная обработка | $\pm0.001\text{ мм}$ до $\pm0.005\text{ мм}$ | Прямые, вертикальные края без сужения |
| Лазерная резка | $\pm0.1\text{ мм}$ | Риск появления термически измененных зон и легкой шлаковости |
| Водяная резка | $\pm0.08\text{ мм}$ | Следы полос и естественное сужение краев на более толстых деталях |
Экономическая эффективность выбора EDM для жестких допусков
Выбор EDM является высокоэкономичным, когда сложность детали делает традиционную обработку рискованной или подверженной отходам.
-
- Снижение износа инструмента: Поскольку нет физического контакта, износ инструмента не влияет на согласованность деталей при длительных запусках.
- Меньше операций: Одно оборудование EDM может обрабатывать закаленные инструментальную сталь или сложными металлоформы матрицы, которые в противном случае потребовали бы нескольких этапов отжига, фрезерования и шлифования.
- Оптимизированное производство: Используя передовые проводить обрезные проходы, мы достигаем высокой точности размеров и зеркальных отделок в одном непрерывном процессе, экономя затраты на сырье и уменьшая вторичные работы.
Часто задаваемые вопросы
Каков стандартный допуск при обработке проволокой EDM?
Для стандартных серийных производств, проволока EDM легко удерживает жесткий допуск от $\pm0.005\text{ мм}$ до $\pm0.01\text{ мм}$. При использовании максимальной точности с несколькими проводить обрезные проходы, специализированные машины могут достигать ультраточного микрона уровня $\pm0.001\text{ мм}$.
Может ли электроэрозионная обработка справляться с закаленными материалами?
Да. Поскольку электроэрозионная обработка использует тепловую энергию, а не механическую силу, твердость материала не влияет на точность резки. Мы регулярно формируем закаленные инструментальную сталь, титан и другие высокопрочные сплавы без искажения профиля детали или ухудшения высокой точности требований. Для более глубокого понимания характеристик высокопрочных материалов, вы можете ознакомиться с прочностью на растяжение свойств титана и его марками и применениями чтобы увидеть, как эти сплавы ведут себя в условиях экстремального производства.
Как EDM достигает превосходной отделки поверхности?
эволюция поверхностное покрытие качество зависит от частоты искр и настроек энергии. Искры высокой энергии быстро удаляют металл во время грубой обработки, в то время как искры с низкой энергией и высокой частотой во время финальных проходов аккуратно срезают материал. Этот точный контроль исключает микроскопические заусенцы, делая процесс идеальным для сложных листовых металлов штамповочных форм и литейных пресс-форм.
Какие основные переменные влияют на точность EDM?
Достижение стабильных, повторяемых допусков зависит от трех основных факторов:
-
- Условия промывки: Чистая диэлектрическая жидкость должна постоянно удалять микроскопические частицы из зоны резания, чтобы предотвратить вторичное дуговое разряд.
- Износ электрода: В электроэрозионной обработке с погружным электродом медь или графитовый электрод со временем изнашивается и должен быть откалиброван для поддержания точности.
- Напряжение проволоки и стабильность: При резке проволокой правильное натяжение проволоки предотвращает отклонение, особенно при работе с толстыми металлическими блоками.