La précision est essentielle lorsque quelques microns peuvent déterminer si un composant fonctionne parfaitement ou échoue sous pression. En tant que fournisseur de usinage par électroérosion (EDM), nous sommes spécialisés dans la livraison de tolérances ultra-serrées pour des pièces complexes, trempées et de grande valeur que l’usinage conventionnel ne peut tout simplement pas atteindre.
Dans ce guide, vous découvrirez :
- Ce qu’est l’usinage EDM et pourquoi il surpasse les méthodes de découpe traditionnelles
- Les plages de tolérance standard pour l’EDM fil, l’EDM enfonçage et l’EDM perçage
- Les facteurs clés qui influencent la précision de l’EDM et la qualité de l’état de surface
- Comment l’EDM traite les aciers trempés, le titane, l’Inconel et les alliages exotiques
- Pourquoi les industries aéronautique, médicale, de l’outillage et du moule comptent sur la précision au micron de l’EDM
- Comparaison des tolérances EDM avec le fraisage CNC, la découpe laser et le jet d’eau
Tolérances d'usinage EDM
Qu'est-ce que l'usinage par décharge électrique ?
L'usinage par décharge électrique (EDM) est un processus d'érosion thermique de haute précision utilisé pour fabriquer des pièces complexes à partir de matériaux conducteurs. En tant que leader dans la fabrication de précision, nous utilisons l'EDM pour contourner les limitations des outils de coupe traditionnels. Au lieu de la force mécanique, l'EDM utilise des étincelles électriques contrôlées pour vaporiser le matériau, ce qui en fait le choix privilégié pour l'usinage acier outil, alliages exotiques, et métaux durcis qui seraient autrement impossibles à façonner.
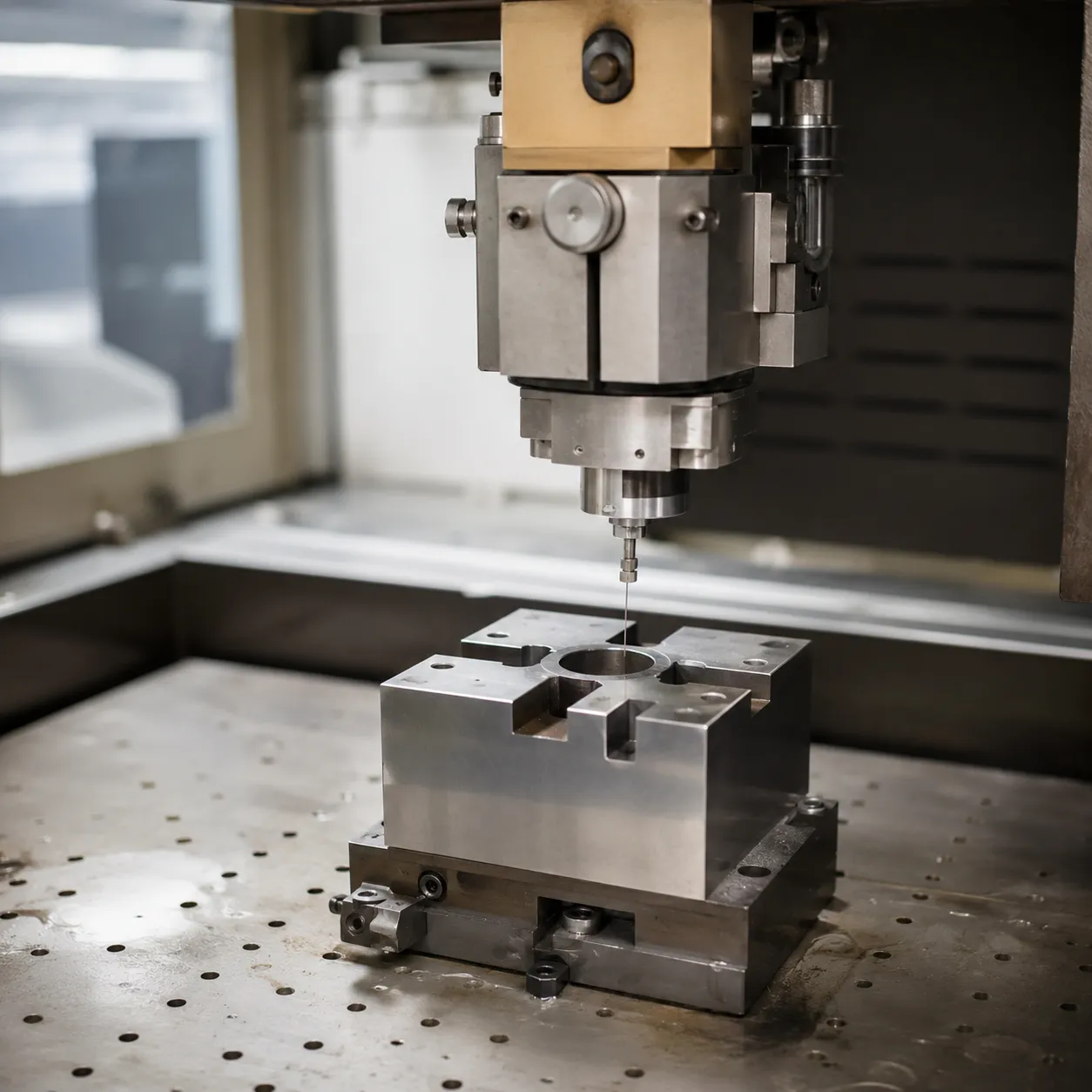
Comment fonctionne le processus EDM ?
Le processus EDM repose sur une série rapide de décharges électriques récurrentes entre un électrode (l'outil) et la pièce à usiner, tous deux immergés dans un fluide diélectrique.
Espace d'étincelle : Une distance spécifique est maintenue entre l'électrode et la pièce pour garantir des décharges contrôlées.
Élimination de matériau : Chaque étincelle génère une chaleur intense, faisant fondre et vaporiser une quantité microscopique de matériau.
Fluide diélectrique : Ce liquide non conducteur agit comme un refroidisseur et évacue les particules érodées (copeaux) pour maintenir un environnement de coupe stable.
Sans contact : Parce qu'il n'y a pas de contact physique, il n'y a aucun stress mécanique sur la pièce, permettant une haute précision sur des caractéristiques délicates.
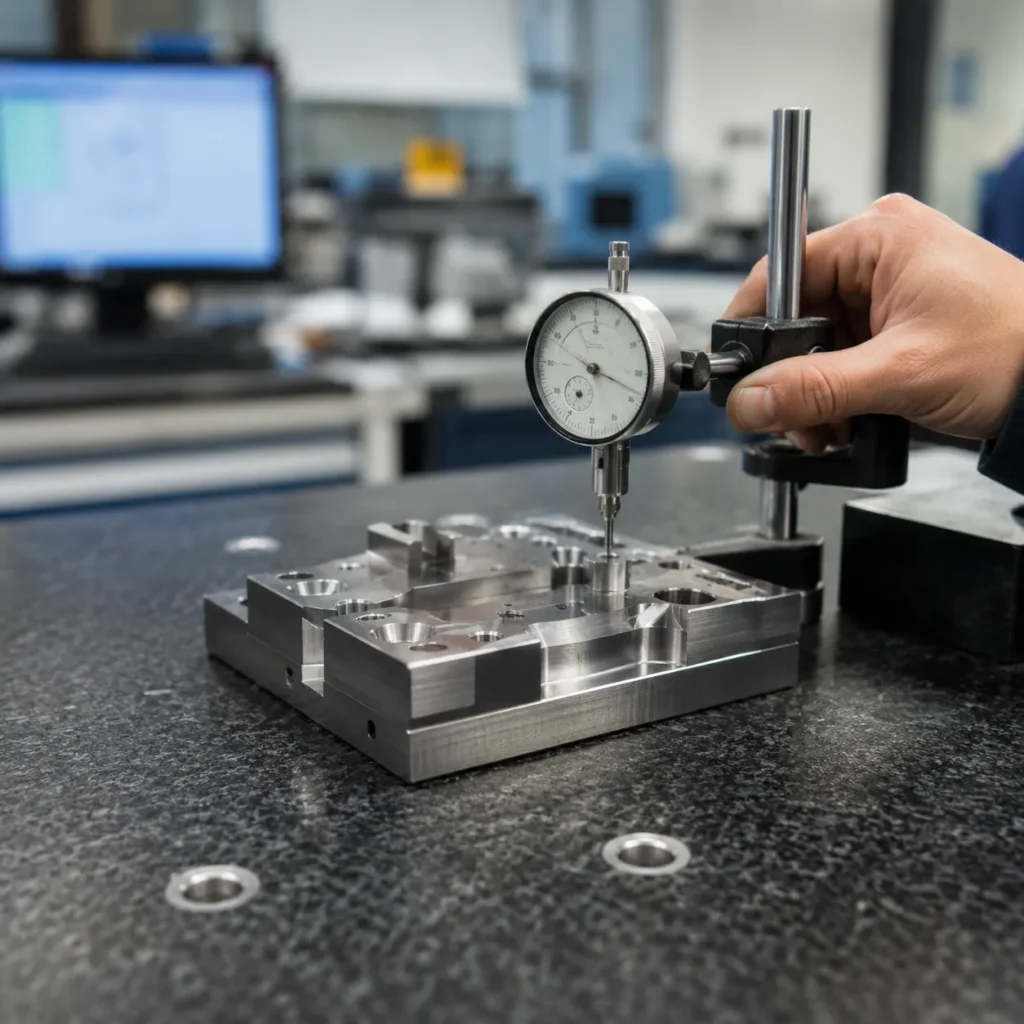
Pourquoi les tolérances sont importantes dans la fabrication de précision
Dans le monde de fabrication mondiale, tolérance serrée les normes font la différence entre un composant fonctionnel et un échec coûteux. tolérances d'usinage EDM sont critiques car elles garantissent :
Interchangeabilité : Les composants s'intègrent parfaitement dans les assemblages sans ajustement manuel.
Performance : Dans les secteurs aérospatial et médical, une déviation de seulement quelques microns peut compromettre la sécurité et l'efficacité.
Intégrité de la surface : Un contrôle précis de l'énergie de l'étincelle dicte directement la fini de surface qualité, réduisant le besoin de polissage secondaire.
Nous nous spécialisons dans le maintien de ces normes rigoureuses, garantissant que chaque pièce répond à vos spécifications techniques exactes avec une cohérence absolue.
Tolérances standard réalisables avec l'EDM
Lorsque nous parlons de fabrication de précision, l'usinage par décharge électrique (EDM) se distingue par sa capacité à maintenir une précision époustouflante. Selon le type de machine et la configuration, nous atteignons régulièrement des dimensions microscopiques que les outils de coupe traditionnels ne peuvent tout simplement pas toucher.
Tolérances normales pour l'EDM par fil
Pour les séries de production standard, EDM par fil maintient facilement une tolérance serrée de ±0,005 mm à ±0,01 mm. Cependant, lorsqu'un projet exige une précision extrême, nous utilisons plusieurs passes de finition sur des machines de pointe pour repousser ces limites jusqu'à un incroyable ±0,001 mm (1 micron). Cette précision extrême explique pourquoi l'EDM par fil est le procédé privilégié pour des composants délicats et complexes nécessitant une perfection absolue. Si votre projet associe ces coupes ultra-précises au fil à des bases usinées complexes, l'intégration de services de pièces métalliques usinées sur mesure par CNC pour des tolérances serrées garantit un alignement parfait de l'ensemble.
Capacités de tolérance pour l'EDM par électrode immergée
L'EDM par électrode immergée—souvent utilisée pour des cavités aveugles, la fabrication de moules et des matrices de découpe métalliques complexes—présente des dynamiques légèrement différentes en raison de l'usure de l'électrode. Même avec ces variables, les opérations standard d'EDM par électrode immergée atteignent de manière fiable tolérances de usinage EDM of ±0,01 mm à ±0,02 mm. En gérant soigneusement nos électrodes en cuivre ou en graphite et en optimisant les canaux de lavage, nous pouvons réduire ces écarts à ±0,005 mm pour des composants critiques dans l'aérospatiale et le médical.
Précision et tolérances de l'EDM par forage de trous
L'EDM par forage de trous (ou forage rapide de trous) se concentre sur la vitesse et la profondeur plutôt que sur des finitions ultra-fines, ce qui le rend parfait pour les trous de départ ou les passages de refroidissement. Étant donné que l'objectif principal est une pénétration rapide à travers de l'acier trempé ou des alliages exotiques, les tolérances standard sont plus larges, généralement comprises entre ±0,02 mm et ±0,05 mm. Bien qu'il soit moins précis que les opérations au fil ou par électrode immergée, il fournit la base essentielle nécessaire pour les étapes d'usinage de haute précision suivantes.
| Type de procédé EDM | Tolérance de production standard | Tolérance de haute précision (optimisée) |
|---|---|---|
| Découpe par électroérosion par fil | ±0,005 mm à ±0,01 mm | ±0,001 mm (1 micron) |
| EDM à électrode plongeante | ±0,01 mm à ±0,02 mm | ±0,005 mm |
| EDM de perçage de trous | ±0,02 mm à ±0,05 mm | ±0,015 mm |
Facteurs affectant les tolérances d'usinage EDM

Atteindre une répétabilité, tolérance serrée durant l'usinage par décharge électrique nécessite un contrôle strict de plusieurs variables. Comme l'EDM repose sur l'énergie thermique plutôt que sur la force mécanique, la stabilité de l'environnement de coupe dicte directement la précision finale de vos pièces.
Sélection des matériaux et dureté
La conductivité thermique et électrique de la pièce joue un rôle majeur dans le maintien de strictes tolérances de usinage EDM. Alors que les processus CNC traditionnels ont du mal avec les matériaux durcis, l'EDM excelle ici car la dureté du matériau ne limite pas la capacité de coupe. Cependant, les propriétés métallurgiques des différents métaux affectent la propreté avec laquelle les étincelles électriques érodent le matériau.
-
- Acier à outils et alliages exotiques : Une stabilité thermique exceptionnelle permet une précision sub-micron.
- Aluminium : Une conductivité thermique élevée nécessite une livraison d'énergie plus rapide, ce qui peut légèrement élargir l'écart d'étincelle et impacter la cohérence.
- Cuivre et laiton : Très conducteurs, ce qui en fait d'excellents matériaux d'électrode, mais en tant que pièces, ils nécessitent des réglages de puissance soigneusement calibrés pour maintenir un haute précision biseau.
Paramètres de processus et conditions de flushing
Les réglages choisis sur le contrôleur de machine dictent la prévisibilité de l'écart d'étincelle. L'équilibre entre le courant de pointe, le temps d'activation de l'impulsion et le temps de désactivation de l'impulsion détermine si vous obtenez une coupe grossière ou une finition ultra-précise.
Le rinçage est tout aussi crucial. Le fluide diélectrique doit continuellement éliminer les particules métalliques érodées microscopiques (copeaux) de la zone de coupe.
-
- Rinçage insuffisant : Cause l'accumulation de particules, entraînant des étincelles secondaires, des arcs destabilisés et un élargissement des tolérances.
- Rinçage optimal : Assure un écart de spark propre, permettant une précision des passes de finition qui enlèvent des fractions de micron pour un résultat sans défaut fini de surface.
| Paramètre | Impact sur la tolérance | Stratégie d’atténuation |
|---|---|---|
| Temps de pulse activé | Des impulsions plus longues enlèvent le matériau plus rapidement mais augmentent l'écart de spark, réduisant la précision. | Utilisez des temps de pulse activé courts pour les passes de finition finales. |
| Courant de crête | Un courant élevé augmente la vitesse de coupe mais crée des cratères plus grands. | Abaissez l'intensité pendant des passes de finition pour des tolérances serrées. |
| Pression de lavage | Une pression inadéquate provoque une accumulation de chaleur localisée et des étincelles erratiques. | Optimisez l'alignement du flux de fluide diélectrique pour évacuer proprement les débris. |
Calibration de la machine et usure des outils
L'état physique de la machinerie et des outils fixe la limite absolue des tolérances pouvant être atteintes. Dans EDM par fil, la tension du fil et l'alignement des guides doivent être parfaitement calibrés pour éviter les vibrations du fil ou les plis dans les pièces de travail épaisses. Pour l'EDM à électrode plongeante, l'usure de l'électrode doit être continuellement surveillée et compensée, car la forme de l'électrode se déforme légèrement à chaque étincelle. La calibration régulière des guides linéaires de la machine et des échelles en verre garantit que les mouvements des axes se traduisent exactement par les dimensions programmées.
Pour les projets nécessitant un mélange de méthodes de fabrication, comprendre comment ces variables se comparent aux méthodes de découpe traditionnelles est essentiel. Alors que l'EDM offre une précision inégalée sur les métaux durcis, l'utilisation de haute précision services de tournage CNC reste la référence pour la production rapide de composants cylindriques avant d'envoyer les pièces pour les détails finaux en EDM.
Avantages des tolérances EDM de haute précision
Réaliser des géométries complexes sans distorsion
Les forces de découpe traditionnelles peuvent plier, déformer ou distordre des pièces délicates. Comme le fraisage par décharge électrique est un processus sans contact, nous éliminons complètement le stress mécanique. Cela nous permet de maintenir un tolérance serrée sur des parois ultra-fines, des fentes complexes et des géométries compliquées que le fraisage conventionnel détruirait. Que vous travailliez avec de l'acier à outils durci ou des composants fragiles, l'absence de force de découpe garantit que la pièce finale correspond exactement au design CAO sans aucune distorsion géométrique.
Cohérence et répétabilité à grande échelle
Lors de la fabrication à grande échelle, la cohérence est primordiale. Nos tolérances avancées de fraisage EDM garantissent que la première pièce correspond à la dix-millième pièce avec une précision au niveau du micron. En gérant soigneusement la tension du fil et la stabilité de l'étincelle, le processus offre une répétabilité exceptionnelle pour les séries de production à volume élevé. Ce niveau de fiabilité est critique pour les industries où même une variance microscopique peut provoquer une défaillance de la chaîne de montage ou un rejet de produit.
Qualité de finition de surface supérieure
Obtenir un ajustement de haute précision va de pair avec la qualité de surface. Grâce à l'utilisation de des passes de finition, le processus EDM élimine systématiquement des quantités microscopiques de matériau pour effacer les couches de recast. Cela donne une surface miroir fini de surface qui réduit la friction et l'usure. Pour des applications exigeantes comme la coulée d'acier inoxydable guide des processus de haute précision, assortir ces finitions lisses avec des tolérances dimensionnelles exactes garantit une longévité et une performance optimales des outils.
| Avantage de précision EDM | Avantage de la fabrication | Impact sur la production |
|---|---|---|
| Aucune force mécanique | Aucune déformation de la pièce ou déviation de l'outil | Parfait pour les pièces à paroi mince |
| Répétabilité en microns | Dimensions identiques des pièces sur de grands lots | Taux de rebut et déchets réduits |
| Rognage multi-pass | Finitions de surface ultra-lisses et miroir | Élimine le polissage secondaire |
Tolérances EDM pour différents matériaux

Lorsque nous parlons de tolérances de usinage EDM, le matériau avec lequel nous travaillons est tout aussi important que les réglages de la machine. Différents métaux et composites réagissent de manière unique à l'étincelle électrique, ce qui impacte directement le final haute précision de la pièce.
Tolérances d'usinage pour l'acier et les alliages exotiques
Durci acier outil est la “ norme d'or ” pour l'EDM. Parce qu'il est hautement conducteur et stable, nous pouvons régulièrement atteindre des tolérances aussi serrées que ±0,002 mm. Pour les alliages exotiques comme l'Inconel ou le titane, qui sont notoirement difficiles à usiner, l'EDM reste la méthode privilégiée pour maintenir l'intégrité sans distorsion thermique. Choisir le meilleur métal pour le moulage et l'usinage garantit que le matériau de base peut supporter ces exigences de précision extrêmes.
| Type de matériau | Tolérance typique (EDM par fil) | Finition de surface (Ra) |
|---|---|---|
| Acier à outils (durci) | ±0,002 mm – ±0,005 mm | 0,1 μm |
| Alliages exotiques (Inconel/Ti) | ±0,005 mm – ±0,010 mm | 0,4 μm |
| Aluminium | ±0,010 mm – ±0,015 mm | 0,8 μm |
Tolérances d'usinage pour les céramiques conductrices
Les céramiques conductrices deviennent un élément essentiel dans les industries de haute technologie. Bien que ces matériaux soient fragiles, l'EDM nous permet de les façonner sans le stress mécanique d'un outil de coupe physique.
Précision : Habituellement maintenu dans le sous-micron gamme.
Défi : Le taux d'enlèvement de matière est plus lent, nécessitant des réglages de puissance spécialisés pour éviter les micro-fissures.
Avantage : Idéal pour les composants aérospatiaux où la résistance à la chaleur est obligatoire.
Limitations d'épaisseur de matériau et impact sur la précision
L'épaisseur de la pièce joue un rôle majeur dans EDM par fil la précision. À mesure que la hauteur de la pièce augmente, le risque de “ retard de fil ” ou de vibration augmente, ce qui peut légèrement coniciser la coupe.
-
- Pièces minces (<50 mm) : Les plus faciles à maintenir tolérance serrée et rectitude.
- Pièces de travail épaisses (>150mm) : Peut nécessiter plusieurs des passes de finition pour corriger la verticalité et obtenir une cohérence fini de surface.
- Efficacité du rinçage : Des parties plus épaisses rendent l’évacuation des débris (copeaux) plus difficile, ce qui peut entraîner des étincelles instables et des tolérances plus larges si cela n’est pas géré par un opérateur expert.
Comprendre comment ces variables interagissent est la raison pour laquelle nous privilégions la coulée de précision et la performance des matériaux pour garantir que la pièce soit uniforme avant même d’entrer dans le bain d’EDM.
Applications nécessitant des tolérances serrées en usinage EDM
Lorsque l’usinage standard ne suffit pas, l’usinage par décharge électrique de haute précision prend le relais. De nombreux secteurs dépendent de tolérances serrées en EDM pour garantir que les composants critiques s’ajustent parfaitement et fonctionnent de manière fiable dans des conditions extrêmes.
Outillage de précision et matrices de découpe de tôle
Dans la fabrication en grande série, les matrices de découpe de tôle et l’outillage de précision exigent une exactitude absolue. L’EDM à fil offre les niveaux de tolérance ultra-serrés nécessaires pour découper l’acier à outils trempé sans introduire de contraintes thermiques ni de microfissures. Cette précision garantit que les jeux entre poinçon et matrice restent uniformes, prolongeant directement la durée de vie de l’outil et évitant des arrêts de production coûteux. Pour obtenir ces résultats impeccables, faire appel à une entreprise de moules industriels pour la coulée de précision et la CNC est essentiel pour intégrer ces composants spécialisés dans des ensembles plus larges.
Fabrication aérospatiale et de dispositifs médicaux
Les secteurs aérospatial et médical n’ont aucune marge d’erreur. Pour l’aéronautique, l’EDM découpe des trous de refroidissement complexes dans les aubes de turbine et façonne des alliages exotiques résistants comme le titane et l’Inconel. Dans la fabrication de dispositifs médicaux, le procédé atteint des tolérances au micron pour les instruments chirurgicaux, les implants orthopédiques et les composants de valves microscopiques. Ces applications exigent la répétabilité extrême et la finition de surface lisse que seule l’usinage par décharge électrique avancé peut garantir.
Fabrication de moules et développement de prototypes
La création de moules d’injection complexes nécessite un niveau de détail impeccable et des dimensions exactes. L’EDM enfonçage est particulièrement apprécié ici pour creuser des cavités profondes, des angles internes vifs et des textures fines dans les moules en acier trempé. Lors du développement de prototypes, cette capacité permet aux ingénieurs de tester des spécifications de conception exactes avant de passer à la production à grande échelle. Associer ces tolérances serrées d’usinage EDM à une base de guide de moulage de métaux de précision pour ingénieurs et acheteurs OEM aide les équipes produit à combler l’écart entre le prototypage initial et une fabrication évolutive et de haute qualité.
Comparer les tolérances EDM avec d’autres méthodes d’usinage
Lors du choix du bon procédé de fabrication, comprendre comment les différentes technologies se comparent aux normes tolérances de usinage EDM est essentiel pour la réussite du projet et la gestion du budget.
Tolerances de Wire EDM vs. fraisage CNC
Bien que le fraisage CNC conventionnel soit incroyablement polyvalent, il fait face à des limitations structurelles lorsqu'il s'agit de matériaux ultra-résistants ou d'angles internes aigus.
-
- Limites de précision : Le fraisage CNC haut de gamme atteint généralement des tolérances d'environ $\pm0.005\text{ mm}$. En revanche, EDM par fil atteint facilement un tolérance serrée de $\pm0.002\text{ mm}$ ou mieux.
- Gestion de la géométrie : Le fraisage CNC utilise des outils rotatifs qui laissent un rayon dans les coins. L'usinage par décharge électrique coupe proprement à travers la pièce, quelle que soit la dureté du matériau, ce qui en fait le choix préféré pour des caractéristiques complexes et de haute précision.
- Stress matériel : Le fraisage CNC introduit une force mécanique et de la chaleur, ce qui peut déformer des pièces à parois minces. L'EDM est un processus sans contact qui élimine complètement le stress mécanique.
Pour les projets nécessitant un mélange des deux méthodes, équilibrer votre production avec un guide sur les tolérances serrées de précision CNC vous assure d'atteindre les spécifications exactes nécessaires pour vos assemblages sur mesure.
EDM vs. découpe laser et jet d'eau
La découpe laser et la découpe au jet d'eau sont excellentes pour la fabrication rapide, mais elles ne peuvent pas rivaliser lorsque la précision au niveau micron et un fini de surface sont requis.
| Méthode d'usinage | Capacité de tolérance moyenne | Qualité des bords et conicité |
|---|---|---|
| Usinage par décharge électrique | $\pm0.001\text{ mm}$ à $\pm0.005\text{ mm}$ | Bords droits et verticaux sans conicité |
| Découpe au laser | $\pm0.1\text{ mm}$ | Risque de zones affectées par la chaleur et légère ébarbage |
| Découpe par jet d’eau | $\pm0.08\text{ mm}$ | Marques de striation et conicité naturelle sur les pièces plus épaisses |
Rentabilité du choix de l'EDM pour des tolérances serrées
Opter pour l'EDM est très rentable lorsque la complexité de la pièce rend l'usinage traditionnel risqué ou sujet à des rebuts.
-
- Réduction de l’usure des outils : Puisqu'il n'y a pas de contact physique, l'usure de l'outil ne compromet pas la cohérence des pièces lors de longues séries.
- Moins d'opérations : Un seul montage EDM peut gérer des acier outil ou des superalliages complexes à base de matrices de découpe métallique durcies qui nécessiteraient autrement plusieurs étapes de recuit, de fraisage et de meulage.
- Production optimisée : En utilisant des méthodes avancées des passes de finition, nous atteignons haute précision des dimensions et des finitions miroir dans un flux de travail continu, économisant sur les coûts de matières premières et réduisant le travail secondaire.
FAQ
Quelle est la tolérance standard d'usinage par EDM à fil ?
Pour les séries de production standard, EDM à fil tient facilement un tolérance serrée de $\pm0.005\text{ mm}$ à $\pm0.01\text{ mm}$. Lorsqu'on pousse pour une précision maximale avec plusieurs des passes de finition, des machines spécialisées peuvent atteindre une précision ultra-précise micron niveau de $\pm0.001\text{ mm}$.
L'usinage par décharge électrique peut-il traiter des matériaux durcis ?
Oui. Parce que l'usinage par décharge électrique utilise l'énergie thermique plutôt que la force mécanique, la dureté du matériau n'affecte pas la précision de coupe. Nous façonnons régulièrement des matériaux durcis acier outil, du titane et d'autres alliages à haute résistance sans déformer le profil de la pièce ou compromettre les haute précision exigences. Pour un aperçu plus approfondi des performances des matériaux à haute résistance, vous pouvez consulter les propriétés et applications de la résistance à la traction du titane pour voir comment ces alliages se comportent dans des conditions de fabrication extrêmes.
Comment l'EDM atteint-elle une finition de surface supérieure ?
Le fini de surface la qualité dépend de la fréquence des étincelles et des réglages d'énergie. Des étincelles à haute énergie éliminent rapidement le métal lors de l'ébauche, tandis que des étincelles à faible énergie et haute fréquence lors des passes de finition rasent doucement le matériau. Ce contrôle précis élimine les micro-bavures, rendant le processus idéal pour des matrices de tôlerie et des moules d'injection.
Quelles sont les principales variables qui impactent la précision de l'EDM ?
Atteindre des tolérances cohérentes et répétables dépend de trois facteurs principaux :
-
- Conditions de flushing : Un fluide diélectrique propre doit continuellement éliminer les débris microscopiques de la zone de coupe pour prévenir les arcs secondaires.
- Usure de l'électrode : Dans l'EDM à électrode plongeante, l' le ou l'électrode en graphite s'érode avec le temps et doit être calibrée pour maintenir la précision.
- Tension et stabilité du fil : Dans le découpage au fil, une tension de fil appropriée empêche la déviation, surtout lors du travail à travers des blocs de métal épais.