Precision matters when a few microns can decide whether a component performs flawlessly—or fails under pressure. As a trusted EDM machining supplier, we specialize in delivering ultra-tight tolerances for complex, hardened, and high-value parts that conventional machining simply cannot achieve.
In this guide, you’ll discover:
- What EDM machining is and why it outperforms traditional cutting methods
- Standard tolerance ranges for Wire EDM, Sinker EDM, and Hole Drill EDM
- Key factors that affect EDM precision and surface finish quality
- How EDM handles hardened steels, titanium, Inconel, and exotic alloys
- Why aerospace, medical, tooling, and mold industries rely on micron-level EDM accuracy
- EDM vs CNC milling, laser cutting, and waterjet tolerance comparisons
EDM Machining Tolerances
What is Electrical Discharge Machining?
Electrical Discharge Machining (EDM) is a high-precision thermal erosion process used to manufacture complex parts from conductive materials. As a leader in precision fabrication, we utilize EDM to bypass the limitations of traditional cutting tools. Instead of mechanical force, EDM employs controlled electrical sparks to vaporize material, making it the premier choice for machining tool steel, exotic alloys, and hardened metals that are otherwise impossible to shape.
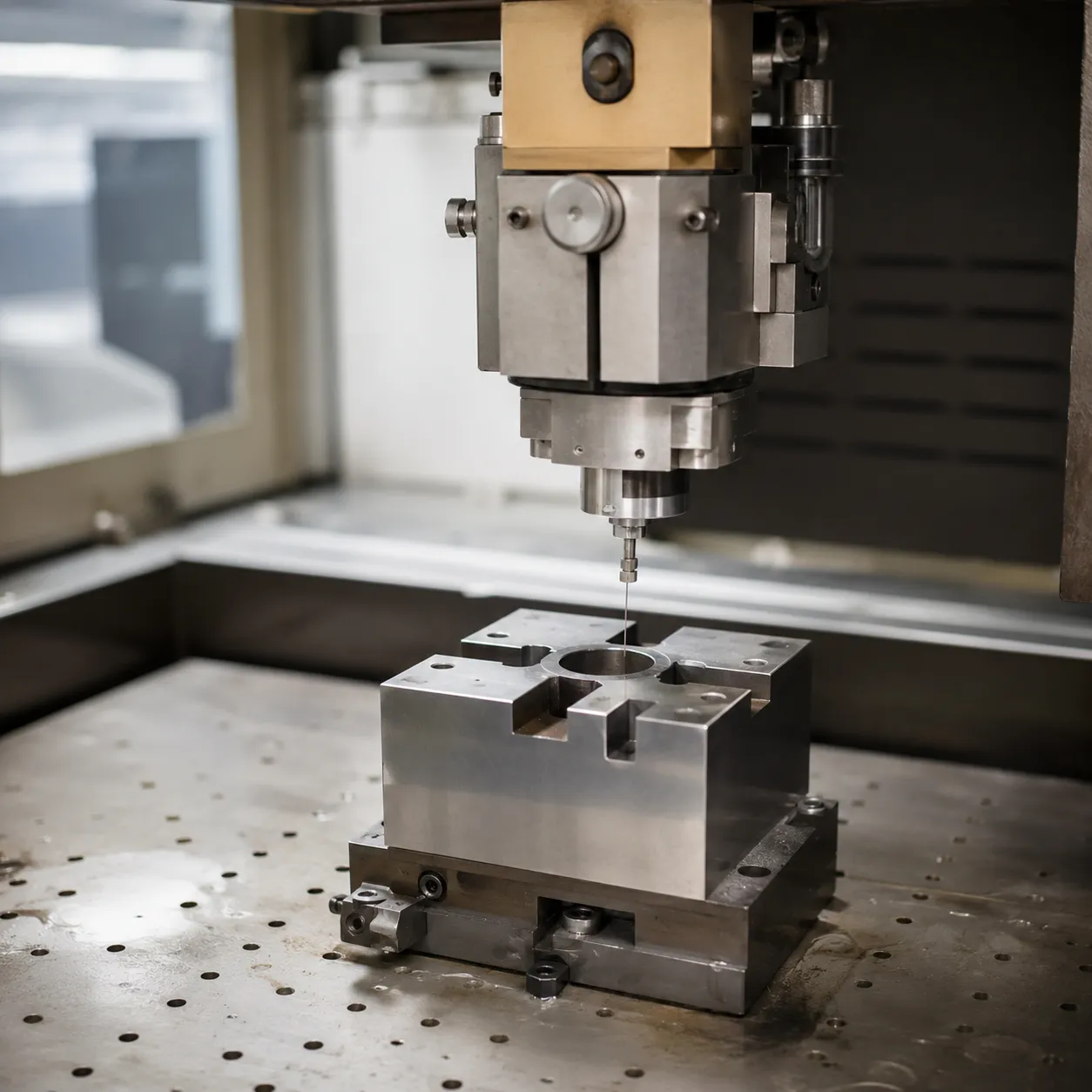
How Does the EDM Process Work?
The EDM process relies on a rapid series of recurring electrical discharges between an electrode (the tool) and the workpiece, both submerged in a dielectric fluid.
Spark Gap: A specific distance is maintained between the electrode and the part to ensure controlled discharges.
Material Removal: Each spark generates intense heat, melting and vaporizing a microscopic amount of material.
Dielectric Fluid: This non-conductive liquid acts as a coolant and flushes away the eroded particles (swarf) to maintain a stable cutting environment.
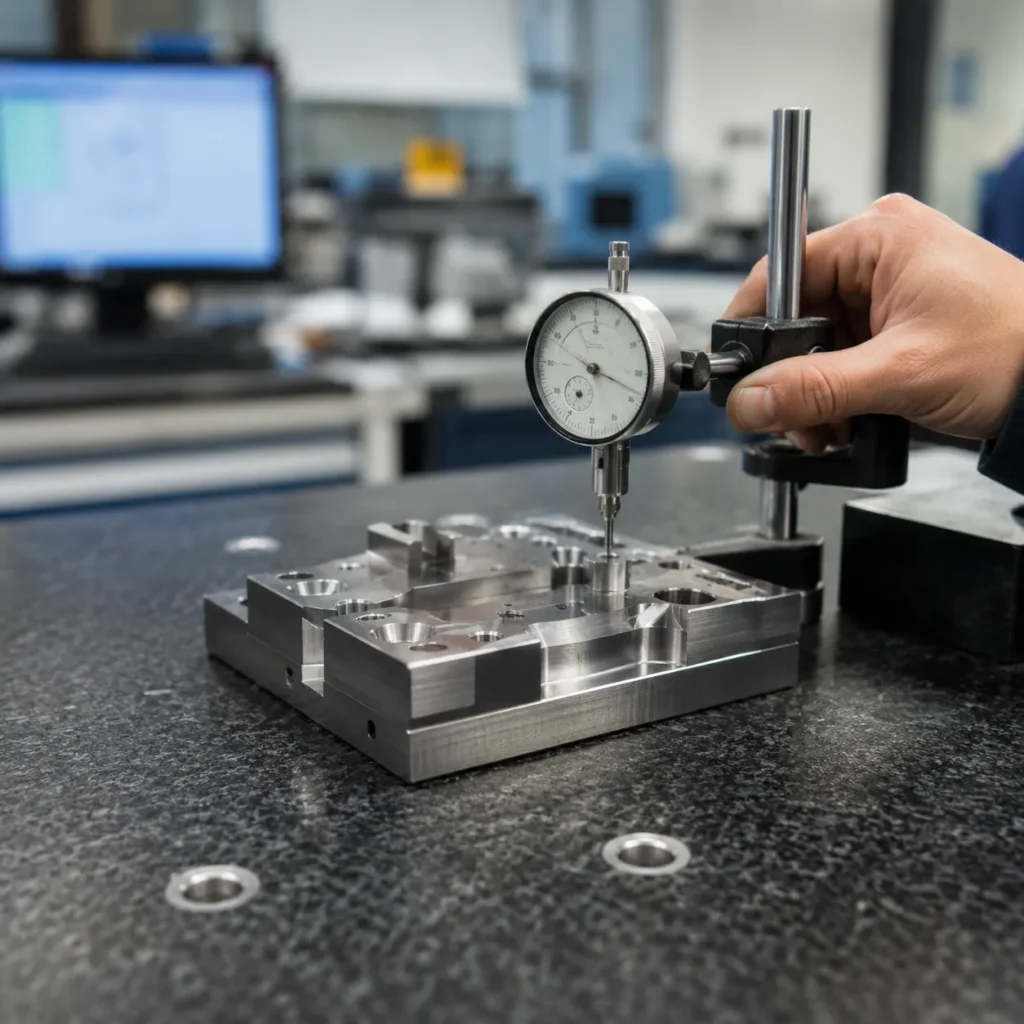
Non-Contact: Because there is no physical contact, there is zero mechanical stress on the part, allowing for high precision on delicate features.
Why Tolerances Matter in Precision Manufacturing
In the world of global manufacturing, tight tolerance standards are the difference between a functional component and a costly failure. EDM machining tolerances are critical because they ensure:
Interchangeability: Components fit perfectly into assemblies without manual adjustment.
Performance: In aerospace and medical sectors, a deviation of just a few microns can compromise safety and efficiency.
Surface Integrity: Precise control over the spark energy directly dictates the surface finish quality, reducing the need for secondary polishing.
We specialize in maintaining these rigorous standards, ensuring every part meets your exact technical specifications with absolute consistency.
Standard Tolerances Achievable with EDM
When we talk about precision manufacturing, electrical discharge machining (EDM) stands out for its ability to hold mind-blowing accuracy. Depending on the machine type and setup, we routinely hit microscopic dimensions that traditional cutting tools simply cannot touch.
Normal Tolerances for Wire EDM
For standard production runs, wire edm easily maintains a tight tolerance of ±0.005 mm to ±0.01 mm. However, when a project demands extreme high precision, we utilize multiple trim passes on state-of-the-art machines to push those boundaries down to an incredible ±0.001 mm (1 micron). This extreme accuracy is why wire EDM is the go-to process for delicate, intricate components that require absolute perfection. If your project pairs these ultra-precise wire cuts with complex milled bases, incorporating custom machined metal part CNC services for tight tolerances ensures the entire assembly aligns flawlessly.
Tolerance Capabilities for Sinker EDM
Sinker EDM—often used for blind cavities, mold making, and complex metal stamping dies—features slightly different dynamics due to electrode wear. Even with these variables, standard sinker EDM operations reliably achieve edm machining tolerances of ±0.01 mm to ±0.02 mm. By carefully managing our copper or graphite electrodes and optimizing flushing channels, we can shrink these variances down to ±0.005 mm for critical aerospace and medical components.
Hole Drill EDM Accuracy and Tolerances
Hole drill EDM (or fast hole drilling) focuses on speed and depth rather than ultra-fine finishes, making it perfect for start holes or cooling passages. Because the primary goal is rapid penetration through hardened tool steel or exotic alloys, the standard tolerances are broader, typically landing between ±0.02 mm and ±0.05 mm. While it is less precise than wire or sinker operations, it provides the essential foundation needed for subsequent high-precision machining steps.
| EDM Process Type | Standard Production Tolerance | High-Precision Tolerance (Optimized) |
|---|---|---|
| Wire EDM | ±0.005 mm to ±0.01 mm | ±0.001 mm (1 micron) |
| Sinker EDM | ±0.01 mm to ±0.02 mm | ±0.005 mm |
| Hole Drill EDM | ±0.02 mm to ±0.05 mm | ±0.015 mm |
Factors Affecting EDM Machining Tolerances

Achieving a repeatable, tight tolerance during electrical discharge machining requires tight control over several variables. Because EDM relies on thermal energy rather than mechanical force, the stability of the cutting environment directly dictates the final precision of your parts.
Material Selection and Hardness
The thermal and electrical conductivity of the workpiece plays a massive role in maintaining strict edm machining tolerances. While traditional CNC processes struggle with hardened materials, EDM excels here because material hardness does not limit cutting ability. However, the metallurgical properties of different metals affect how cleanly the electrical sparks erode the material.
-
- Tool Steel and Exotic Alloys: Exceptional thermal stability allows for sub-micron precision.
- Aluminum: High thermal conductivity requires faster energy delivery, which can slightly expand the spark gap and impact consistency.
- Copper and Brass: Highly conductive, making them excellent electrode materials, but as workpieces, they require carefully calibrated power settings to maintain a high precision edge.
Process Parameters and Flushing Conditions
The settings chosen on the machine controller dictate the predictability of the spark gap. Balancing the peak current, pulse-on time, and pulse-off time determines whether you achieve a rough cut or a ultra-precise finish.
Flushing is equally critical. Dielectric fluid must continuously clear away the microscopic eroded metal particles (swarf) from the cutting zone.
-
- Poor Flushing: Causes particles to accumulate, leading to secondary sparking, destabilized arcs, and widened tolerances.
- Optimal Flushing: Ensures a clean spark gap, allowing for precise trim passes that shave off fractions of a micron for a flawless surface finish.
| Parameter | Impact on Tolerance | Mitigation Strategy |
|---|---|---|
| Pulse-On Time | Longer pulses remove material faster but increase the spark gap, reducing precision. | Use short pulse-on times for final finishing passes. |
| Peak Current | High current increases cutting speed but creates larger craters. | Lower the amperage during trim passes for tight tolerances. |
| Flushing Pressure | Inadequate pressure causes localized heat buildup and erratic sparking. | Optimize dielectric fluid flow alignment to cleanly evacuate debris. |
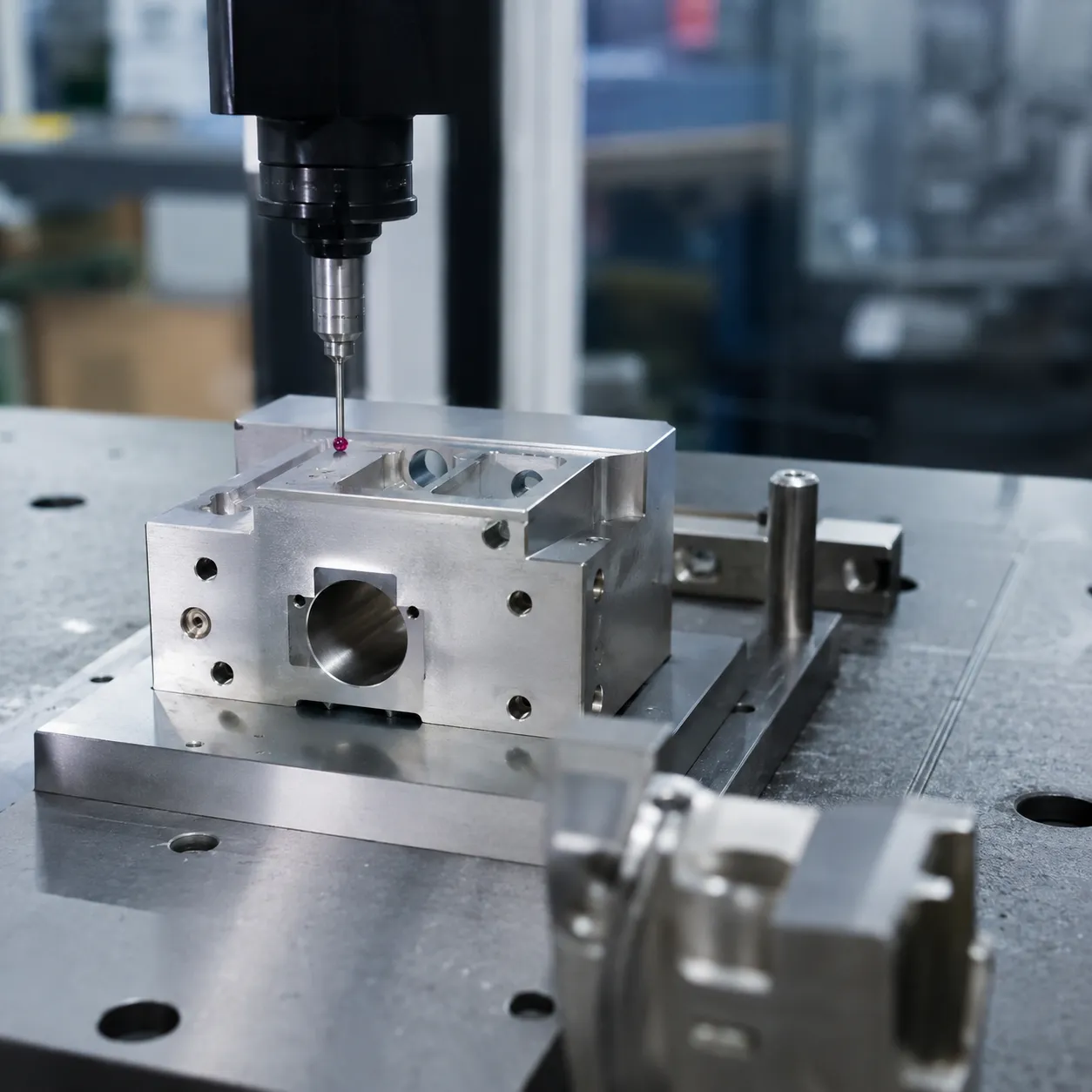
Machine Calibration and Tool Wear
The physical state of the machinery and tooling sets the absolute limit on what tolerances can be reached. In wire edm, wire tension and guide alignment must be perfectly calibrated to prevent wire vibration or belly wrinkles in thick workpieces. For sinker EDM, electrode wear must be continuously monitored and compensated for, as the electrode shape deforms slightly with every spark. Regular calibration of the machine’s linear guides and glass scales ensures that axis movements translate exactly to the programmed dimensions.
For projects requiring a mix of manufacturing methods, understanding how these variables compare to traditional cutting methods is essential. While EDM delivers unmatched accuracy on hardened metals, utilizing high-precision CNC turning services remains the benchmark for rapid, cylindrical component production before sending parts for final EDM detailing.
Advantages of High-Precision EDM Tolerances
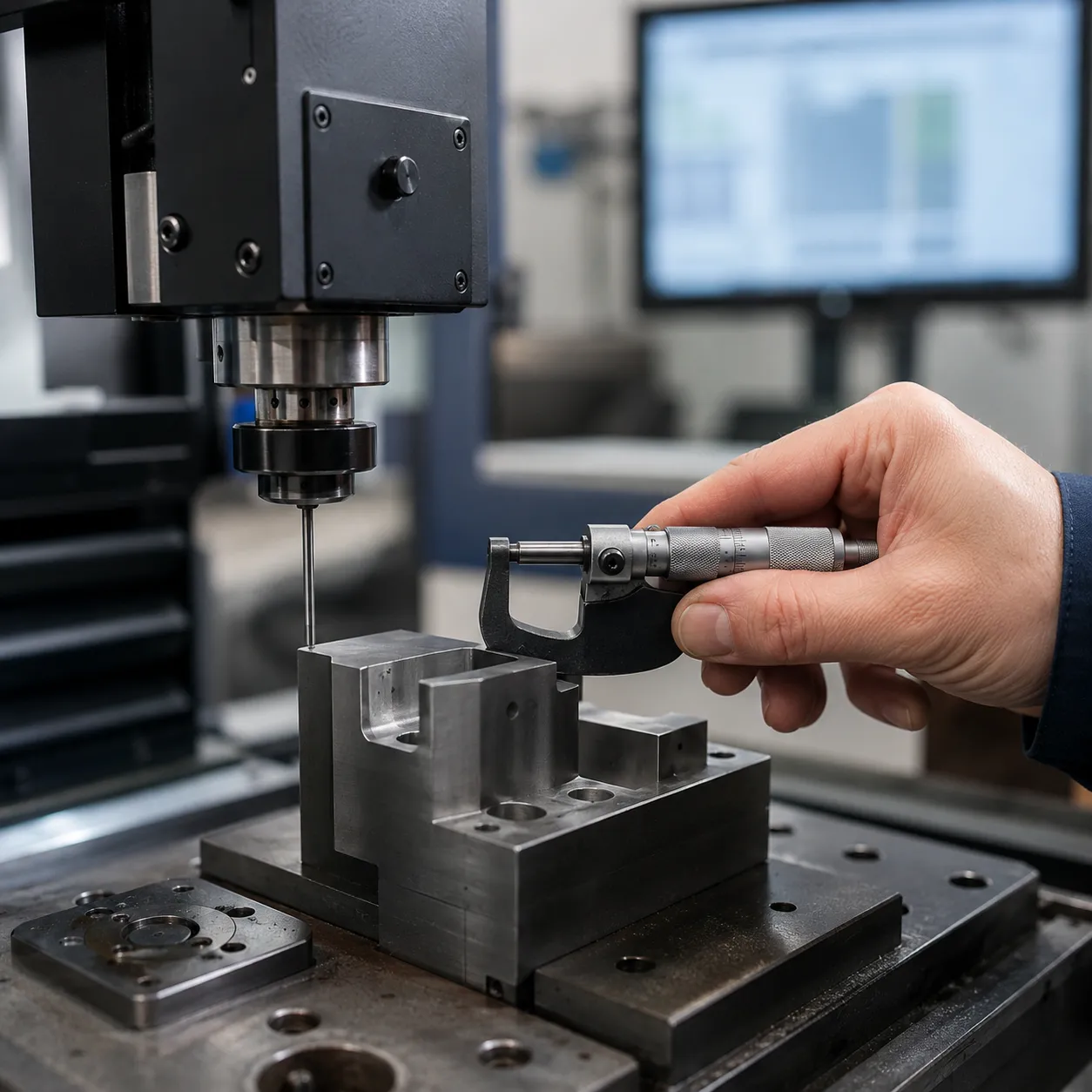
Achieving Complex Geometries Without Distortion
Traditional cutting forces can bend, warp, or distort delicate workpieces. Because electrical discharge machining is a non-contact process, we eliminate mechanical stress entirely. This allows us to hold a tight tolerance on ultra-thin walls, intricate slots, and complex geometries that conventional milling would destroy. Whether you are dealing with hardened tool steel or fragile components, the absence of cutting force guarantees that the final part matches the exact CAD design without any geometric distortion.
Consistency and Repeatability at High Volumes
When manufacturing at scale, consistency is everything. Our advanced EDM machining tolerances ensure that the first part matches the ten-thousandth part with micron-level precision. By carefully managing wire tension and spark stability, the process delivers exceptional repeatability for high-volume production runs. This level of reliability is critical for industries where even a microscopic variance can cause a assembly line failure or product rejection.
Superior Surface Finish Quality
Achieving a high-precision fit goes hand-in-hand with surface quality. Through the use of advanced trim passes, the EDM process systematically shaves away microscopic amounts of material to erase recast layers. This results in a mirror-like surface finish that reduces friction and wear. For demanding applications like casting stainless steel guide high precision processes, matching these smooth finishes with exact dimensional tolerances ensures optimal tool longevity and performance.
| EDM Precision Advantage | Manufacturing Benefit | Production Impact |
|---|---|---|
| Zero Mechanical Force | No part deformation or tool deflection | Perfect for thin-walled parts |
| Micron Repeatability | Identical part dimensions across large batches | Reduced scrap rates and waste |
| Multi-Pass Trimming | Ultra-smooth, mirror-like surface finishes | Eliminates secondary polishing |
EDM Tolerances for Different Materials

When we talk about edm machining tolerances, the material we are working with is just as important as the machine settings. Different metals and composites react uniquely to the electrical spark, which directly impacts the final high precision of the part.
Machining Tolerances for Steel and Exotic Alloys
Hardened tool steel is the “gold standard” for EDM. Because it is highly conductive and stable, we can regularly hit tolerances as tight as ±0.002mm. For exotic alloys like Inconel or Titanium, which are notoriously difficult to mill, EDM remains the go-to method for maintaining integrity without thermal distortion. Choosing the best metal for casting and machining ensures that the base material can support these extreme accuracy requirements.
| Material Type | Typical Tolerance (Wire EDM) | Surface Finish (Ra) |
|---|---|---|
| Tool Steel (Hardened) | ±0.002mm – ±0.005mm | 0.1 μm |
| Exotic Alloys (Inconel/Ti) | ±0.005mm – ±0.010mm | 0.4 μm |
| Aluminum | ±0.010mm – ±0.015mm | 0.8 μm |
Machining Tolerances for Conductive Ceramics
Conductive ceramics are becoming a staple in high-tech industries. While these materials are brittle, EDM allows us to shape them without the mechanical stress of a physical cutting tool.
Precision: Usually maintained within the sub-micron range.
Challenge: The material removal rate is slower, requiring specialized power settings to prevent micro-cracking.
Benefit: Ideal for aerospace components where heat resistance is mandatory.
Material Thickness Limitations and Impact on Precision
The thickness of the workpiece plays a massive role in wire edm accuracy. As the height of the part increases, the risk of “wire lag” or vibration grows, which can slightly taper the cut.
-
- Thin Workpieces (<50mm): Easiest to maintain tight tolerance and straightness.
- Thick Workpieces (>150mm): May require multiple trim passes to correct verticality and achieve a consistent surface finish.
- Flushing Efficiency: Thicker parts make it harder to flush out debris (swarf), which can lead to unstable sparks and wider tolerances if not managed by an expert operator.
Understanding how these variables interact is why we prioritize precision casting and material performance to ensure the workpiece is uniform before it ever hits the EDM tank.
Applications Requiring Tight EDM Machining Tolerances
When standard machining falls short, high-precision electrical discharge machining steps in. Many industries rely on tight EDM machining tolerances to ensure that critical components fit perfectly and perform reliably under extreme conditions.
Precision Tooling and Sheet Metal Stamping Dies
In high-volume manufacturing, sheet metal stamping dies and precision tooling demand absolute accuracy. Wire EDM delivers the ultra-tight tolerance levels needed to cut hardened tool steel without introducing thermal stress or micro-cracks. This precision ensures that punch and die clearances remain uniform, directly extending tool life and preventing costly production downtime. To achieve these flawless results, utilizing a trusted industrial molds company for precision casting and CNC operations is essential for integrating these specialized components into larger assemblies.
Aerospace and Medical Device Manufacturing
The aerospace and medical fields have zero margin for error. For aerospace, EDM cuts intricate cooling holes in turbine blades and shapes tough exotic alloys like titanium and Inconel. In medical device manufacturing, the process achieves micron-level tolerances for surgical instruments, orthopedic implants, and microscopic valve components. These applications require the extreme repeatability and smooth surface finish that only advanced electrical discharge machining can guarantee.
Mold Making and Prototype Development
Creating complex injection molds requires pristine detail and exact dimensions. Sinker EDM is highly favored here for burning deep cavities, sharp internal corners, and fine textures into hardened steel molds. During prototype development, this capability allows engineers to test exact design specifications before moving into full-scale production. Combining these tight EDM machining tolerances with a foundational precision metal casting guide for engineers and OEM buyers helps product teams bridge the gap between initial prototyping and scalable, high-quality manufacturing.
Comparing EDM Tolerances with Other Machining Methods
When choosing the right manufacturing process, understanding how different technologies stack up against standard edm machining tolerances is critical for project success and budget management.
Wire EDM vs. CNC Milling Tolerances
While conventional CNC milling is incredibly versatile, it faces structural limitations when dealing with ultra-tough materials or sharp internal corners.
-
- Precision Limits: High-end CNC milling typically caps out at tolerances around $\pm0.005\text{ mm}$. In contrast, wire edm easily achieves a tight tolerance of $\pm0.002\text{ mm}$ or better.
- Geometry Handling: CNC milling uses rotating cutters that leave a radius in corners. Electrical discharge machining cuts cleanly through the workpiece regardless of material hardness, making it the preferred choice for complex, high-precision features.
- Material Stress: CNC milling introduces mechanical force and heat, which can warp thin-walled parts. EDM is a non-contact process that eliminates mechanical stress entirely.
For projects requiring a blend of both methods, balancing your production with a guide on precision CNC tight tolerances ensures you hit the exact specifications needed for your custom assemblies.
EDM vs. Laser and Waterjet Cutting
Laser and waterjet cutting are excellent for rapid fabrication, but they cannot compete when micron-level accuracy and a flawless surface finish are required.
| Machining Method | Average Tolerance Capability | Edge Quality & Taper |
|---|---|---|
| Electrical Discharge Machining | $\pm0.001\text{ mm}$ to $\pm0.005\text{ mm}$ | Straight, vertical edges with zero taper |
| Laser Cutting | $\pm0.1\text{ mm}$ | Risk of heat-affected zones and slight dross |
| Waterjet Cutting | $\pm0.08\text{ mm}$ | Striation marks and natural edge taper on thicker parts |
Cost-Effectiveness of Choosing EDM for Tight Tolerances
Opting for EDM is highly cost-effective when the complexity of the part makes traditional machining risky or prone to scrap.
-
- Reduced Tool Wear: Since there is no physical contact, tool wear doesn’t compromise part consistency during long runs.
- Fewer Operations: A single EDM setup can handle hardened tool steel or complex metal stamping dies that would otherwise require multiple annealing, milling, and grinding steps.
- Optimized Production: By utilizing advanced trim passes, we achieve high precision dimensions and mirror-like finishes in a single continuous workflow, saving raw material costs and reducing secondary benchwork.
FAQs
What is the standard wire EDM machining tolerance?
For standard production runs, wire EDM easily holds a tight tolerance of $\pm0.005\text{ mm}$ to $\pm0.01\text{ mm}$. When pushing for maximum precision with multiple trim passes, specialized machines can hit an ultra-precise micron level of $\pm0.001\text{ mm}$.
Can electrical discharge machining handle hardened materials?
Yes. Because electrical discharge machining uses thermal energy rather than mechanical force, material hardness does not affect cutting accuracy. We regularly shape hardened tool steel, titanium, and other high-strength alloys without distorting the part profile or compromising the high precision requirements. For a deeper look at high-strength material performance, you can review the tensile strength of titanium properties grades and applications to see how these alloys behave under extreme manufacturing conditions.
How does EDM achieve a superior surface finish?
The surface finish quality depends on the spark frequency and energy settings. High-energy sparks remove metal quickly during roughing, while low-energy, high-frequency sparks during finish passes smoothly shave away material. This precise control eliminates micro-burrs, making the process ideal for intricate sheet metal stamping dies and injection molds.
What are the main variables that impact EDM precision?
Achieving consistent, repeatable tolerances depends on three primary factors:
-
- Flushing Conditions: Clean dielectric fluid must continuously remove microscopic debris from the cutting zone to prevent secondary arcing.
- Electrode Wear: In sinker EDM, the copper or graphite electrode erodes over time and must be calibrated to maintain accuracy.
- Wire Tension and Stability: In wire cutting, proper wire tension prevents deflection, especially when working through thick metal blocks.