Birkaç mikronun bir bileşenin kusursuz çalışıp çalışmayacağını ya da baskı altında başarısız olup olmayacağını belirleyebileceği durumlarda hassasiyet önemlidir. Güvenilir bir EDM işleme tedarikçisi, olarak, geleneksel işleme yöntemlerinin ulaşamayacağı karmaşık, sertleştirilmiş ve yüksek değerli parçalar için ultra sıkı toleranslar sunma konusunda uzmanız.
Bu kılavuzda şunları keşfedeceksiniz:
- EDM işlemenin ne olduğunu ve neden geleneksel kesme yöntemlerini geride bıraktığını
- Tel EDM, Daldırma EDM ve Delik Delme EDM için standart tolerans aralıkları
- EDM hassasiyetini ve yüzey kalitesini etkileyen ana faktörler
- EDM'nin sertleştirilmiş çelikler, titanyum, Inconel ve egzotik alaşımlarla nasıl başa çıktığı
- Havacılık, tıp, alet ve kalıp endüstrilerinin neden mikron seviyesinde EDM hassasiyetine güvendiği
- EDM ile CNC frezeleme, lazer kesme ve su jeti tolerans karşılaştırmaları
EDM İşleme Toleransları
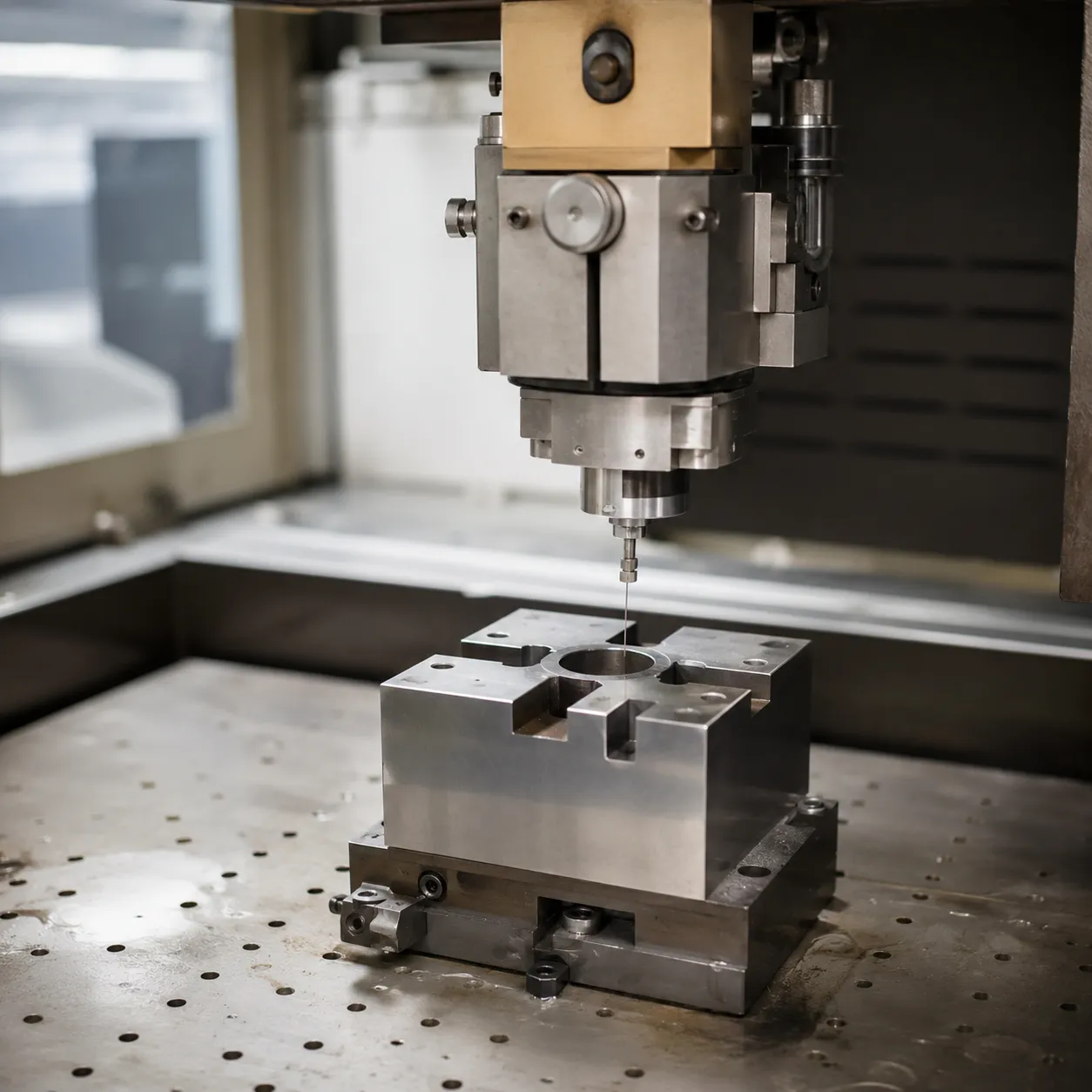
Elektrik Deşarj İşlemesi Nedir?
Elektrik Deşarj İşlemesi (EDM) iletken malzemelerden karmaşık parçalar üretmek için kullanılan yüksek hassasiyetli bir termal aşındırma sürecidir. Hassas üretimde lider olarak, geleneksel kesme aletlerinin sınırlamalarını aşmak için EDM kullanıyoruz. Mekanik kuvvet yerine, EDM malzemeyi buharlaştırmak için kontrollü elektrik kıvılcımları kullanarak, şekillendirilmesi imkansız olan takım çeliği, egzotik alaşımlar, ve sert metaller için birinci sınıf bir seçim haline gelmektedir.
EDM Süreci Nasıl Çalışır?
EDM süreci, bir elektrot (alet) ile iş parçası arasında, her ikisi de dielektrik sıvı içinde bulunan hızlı bir dizi tekrarlayan elektrik deşarjına dayanır.
Kıvılcım Aralığı: Kontrollü deşarjları sağlamak için elektrot ile parça arasında belirli bir mesafe korunur.
Malzeme Çıkarma: Her kıvılcım yoğun ısı üretir, mikroskobik bir miktar malzemeyi eritip buharlaştırır.
Dielektrik Sıvı: Bu iletken olmayan sıvı, soğutucu olarak işlev görür ve aşınan parçacıkları (swarf) temizleyerek stabil bir kesim ortamı sağlar.
Temassız: Fiziksel bir temas olmadığı için parçaya sıfır mekanik stres uygulanır, bu da yüksek hassasiyet gerektiren hassas özellikler için olanak tanır.
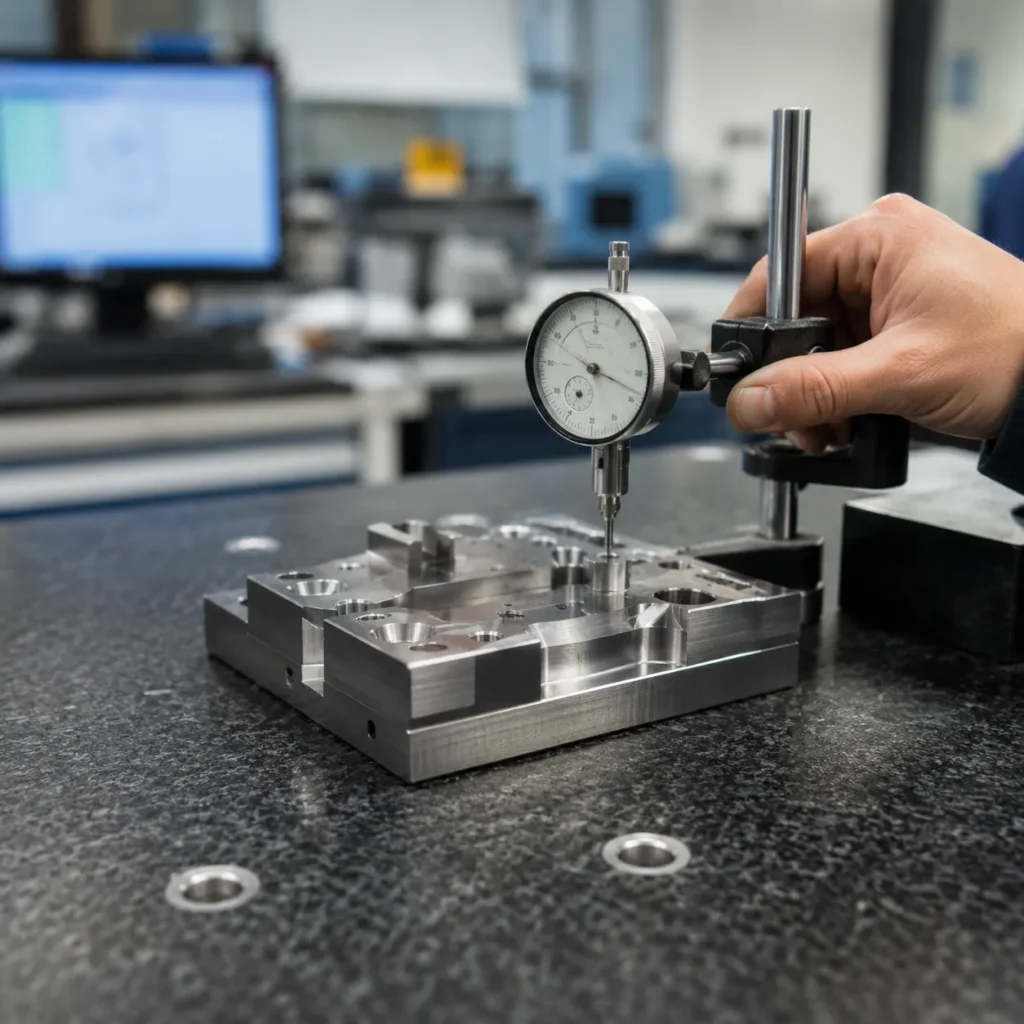
Neden Toleranslar Hassas Üretimde Önemlidir
Dünyada küresel üretim, sıkı tolerans standartları, işlevsel bir bileşen ile maliyetli bir arıza arasındaki farktır. EDM işleme toleransları kritiktir çünkü şunları sağlar:
Değiştirilebilirlik: Bileşenler, manuel ayarlama olmadan montajlara mükemmel bir şekilde uyar.
Performans: Havacılık ve tıp sektörlerinde, sadece birkaç mikron güvenlik ve verimliliği tehlikeye atabilir.
Yüzey Bütünlüğü: Ateşleme enerjisi üzerindeki hassas kontrol doğrudan dış yüzey bitirme kaliteyi belirler, ikincil parlatma ihtiyacını azaltır.
Bu titiz standartları koruma konusunda uzmanız, her parçanın tam teknik spesifikasyonlarınıza mutlak tutarlılıkla karşılamasını sağlıyoruz.
EDM ile Elde Edilebilen Standart Toleranslar
Hassas üretimden bahsettiğimizde, elektriksel deşarj işleme (EDM) akıl almaz bir hassasiyet sağlama yeteneği ile öne çıkar. Makine türüne ve kurulumuna bağlı olarak, geleneksel kesme aletlerinin dokunamayacağı mikroskobik boyutlara rutin olarak ulaşırız.
Tel EDM için Normal Toleranslar
Standart üretim serileri için, tel edm kolayca ±0.005 mm ile ±0.01 mm. arasında sıkı bir toleransı korur. Ancak, bir proje aşırı yüksek hassasiyet gerektiriyorsa, bu sınırları inanılmaz bir ±0.001 mm (1 mikron). seviyesine indirmek için son teknoloji makinelerde birden fazla trim geçişi kullanıyoruz. Bu aşırı hassasiyet, tel EDM'nin mutlak mükemmeliyet gerektiren hassas, karmaşık bileşenler için tercih edilen süreç olmasının nedenidir. Projeniz bu ultra-hassas tel kesimleri karmaşık frezelenmiş tabanlarla birleştiriyorsa, sıkı toleranslar için özel işlenmiş metal parça CNC hizmetleri tüm montajın kusursuz bir şekilde hizalanmasını sağlar.
Sinker EDM için Tolerans Kapasiteleri
Sinker EDM - genellikle kör boşluklar, kalıp yapımı ve karmaşık metal damga kalıpları için kullanılan - elektrot aşınması nedeniyle biraz farklı dinamiklere sahiptir. Bu değişkenlere rağmen, standart sinker EDM işlemleri güvenilir bir şekilde edm işleme toleransları of ±0.01 mm ile ±0.02 mm. Bakır veya grafit elektrotlarımızı dikkatlice yöneterek ve yıkama kanallarını optimize ederek, bu varyansları ±0.005 mm kritik havacılık ve medikal bileşenler için küçültebiliriz.
Delik Delme EDM Hassasiyeti ve Toleransları
Delik delme EDM (veya hızlı delik delme), ultra ince yüzeyler yerine hız ve derinliğe odaklanır, bu da onu başlangıç delikleri veya soğutma kanalları için mükemmel kılar. Ana hedef sert alet çeliği veya egzotik alaşımlar üzerinden hızlı penetrasyondur, bu nedenle standart toleranslar daha geniştir ve genellikle ±0.02 mm ile ±0.05 mm arasında. bulunur. Tel veya çökertme işlemlerine göre daha az hassas olmasına rağmen, sonraki yüksek hassasiyetli işleme adımları için gerekli olan temel temeli sağlar.
| EDM Süreç Türü | Standart Üretim Toleransı | Yüksek Hassasiyet Toleransı (Optimize Edilmiş) |
|---|---|---|
| Tel EDM | ±0.005 mm ile ±0.01 mm | ±0.001 mm (1 mikron) |
| Çökertme EDM | ±0.01 mm ile ±0.02 mm | ±0.005 mm |
| Delik Delme EDM | ±0.02 mm ile ±0.05 mm | ±0.015 mm |
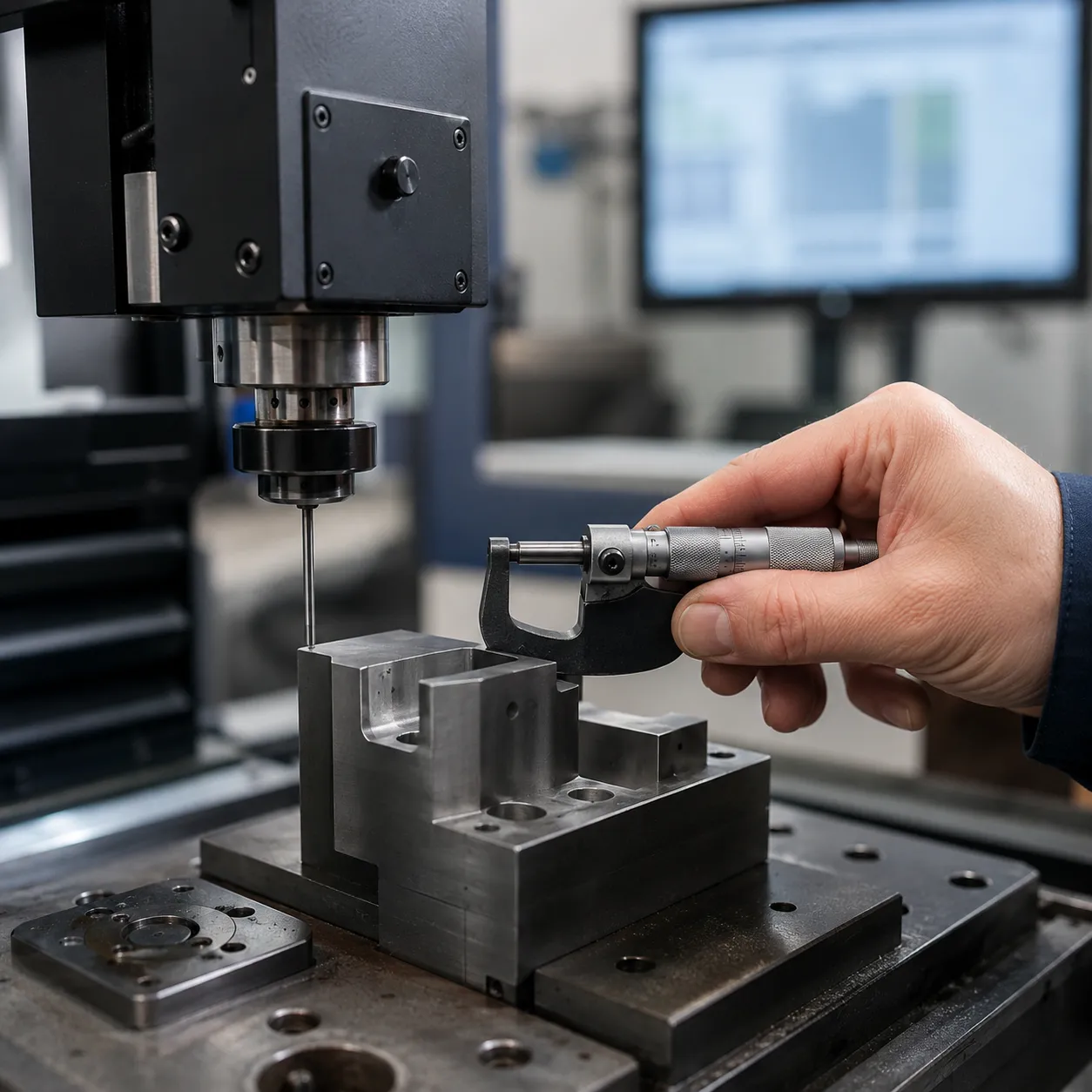
EDM İşleme Toleranslarını Etkileyen Faktörler

Tekrarlanabilir bir, sıkı tolerans elektrik deşarjı işleme sırasında birkaç değişken üzerinde sıkı kontrol gerektirir. EDM, mekanik kuvvet yerine termal enerjiye dayandığı için, kesim ortamının stabilitesi parçalarınızın nihai hassasiyetini doğrudan belirler.
Malzeme Seçimi ve Sertlik
İş parçasının termal ve elektriksel iletkenliği, katı kuralları korumada büyük bir rol oynamaktadır. edm işleme toleransları. Geleneksel CNC süreçleri sert malzemelerle mücadele ederken, EDM burada mükemmel bir performans sergiler çünkü malzeme sertliği kesme yeteneğini sınırlamaz. Ancak, farklı metallerin metalurjik özellikleri, elektriksel kıvılcımların malzemeyi ne kadar temiz bir şekilde aşındırdığını etkiler.
-
- Takım Çeliği ve Egzotik Alaşımlar: Olağanüstü termal stabilite, alt mikron hassasiyetine olanak tanır.
- Alüminyum: Yüksek termal iletkenlik, daha hızlı enerji iletimini gerektirir, bu da kıvılcım boşluğunu hafifçe genişletebilir ve tutarlılığı etkileyebilir.
- Bakır ve Pirinç: Son derece iletken olup, mükemmel elektrot malzemeleri yapar, ancak iş parçaları olarak, bir kenarı korumak için dikkatlice kalibre edilmiş güç ayarları gerektirir. yüksek hassasiyet Süreç Parametreleri ve Durulama Koşulları.
Makine kontrolcüsünde seçilen ayarlar, kıvılcım boşluğunun öngörülebilirliğini belirler. Zirve akımını, darbe süresini ve darbe kapalı süresini dengelemek, kaba bir kesim mi yoksa ultra hassas bir yüzey mi elde edeceğinizi belirler.
Durulama da aynı derecede kritiktir. Dielektrik sıvı, kesim bölgesinden mikroskobik aşınmış metal parçacıklarını (swarf) sürekli olarak temizlemelidir.
Kötü Durulama:.
-
- Parçacıkların birikmesine neden olur, bu da ikincil kıvılcımlara, dengesiz arklar ve genişletilmiş toleranslara yol açar. Optimal Durulama:.
- Temiz bir kıvılcım boşluğu sağlar, böylece hassas kesim geçişleri mikronun kısımlarını alacak şekilde kusursuz dış yüzey bitirme.
| Parametre | Tolerans Üzerindeki Etki | Azaltma Stratejisi |
|---|---|---|
| Darbe Süresi | Daha uzun darbeler, malzemeyi daha hızlı çıkarır ancak kıvılcım boşluğunu artırır, hassasiyeti azaltır. | Son yüzey geçişleri için kısa darbe süreleri kullanın. |
| Tepe Akım | Yüksek akım kesme hızını artırır ancak daha büyük kraterler oluşturur. | Amperajı düşürün mikronun dar toleranslar için. |
| Boşaltma Basıncı | Yetersiz basınç, lokalize ısı birikimine ve düzensiz kıvılcım oluşumuna neden olur. | Dielektrik sıvı akış hizalamasını optimize ederek kalıntıları temiz bir şekilde tahliye edin. |
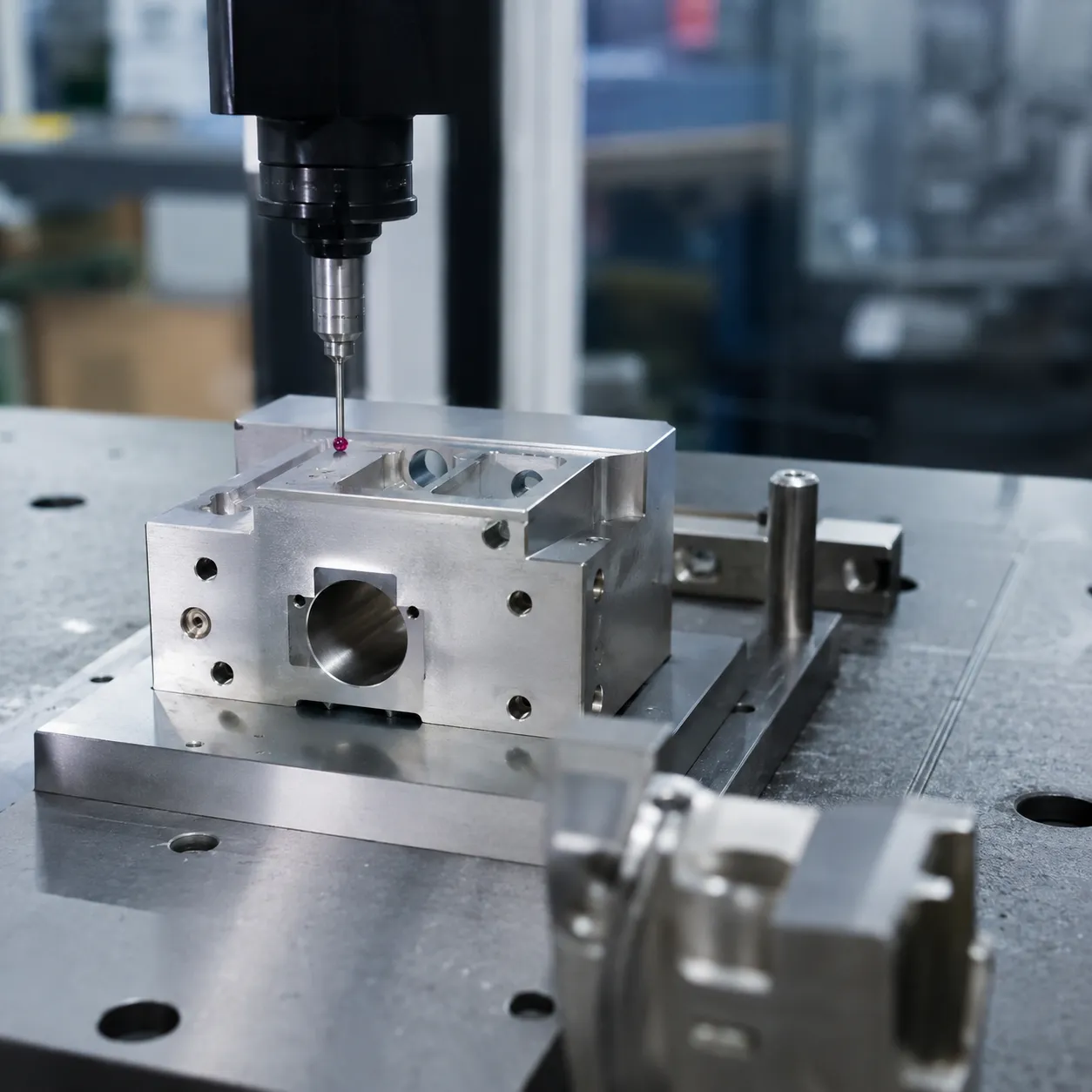
Makine Kalibrasyonu ve Takım Aşınması
Makinelerin ve aletlerin fiziksel durumu, ulaşılabilecek toleransların kesin sınırını belirler. tel edm, Tel gerilimi ve kılavuz hizalaması, kalın iş parçalarında tel titreşimini veya karın kırışıklıklarını önlemek için mükemmel şekilde kalibre edilmelidir. Sinker EDM’de, elektrot aşınması sürekli izlenmeli ve telafi edilmelidir, çünkü her kıvılcımda elektrot şekli hafifçe deforme olur. Makinenin doğrusal kılavuzlarının ve cam cetvellerinin düzenli kalibrasyonu, eksen hareketlerinin tam olarak programlanan boyutlara aktarılmasını sağlar.
Farklı üretim yöntemlerinin karışımını gerektiren projelerde, bu değişkenlerin geleneksel kesme yöntemleriyle nasıl karşılaştırıldığını anlamak önemlidir. EDM, sertleştirilmiş metallerde benzersiz bir hassasiyet sağlarken, yüksek hassasiyetli kullanımı CNC tornalama hizmetleri hızlı, silindirik bileşen üretimi için ölçüt olmaya devam ediyor ve parçaları nihai EDM detaylandırması için göndermeden önce.
Yüksek Hassasiyetli EDM Toleranslarının Avantajları
Bozulma Olmadan Karmaşık Geometrilerin Elde Edilmesi
Geleneksel kesme kuvvetleri hassas iş parçalarını bükebilir, deform edebilir veya şekil değiştirebilir. Elektrik boşaltma işleme temas olmayan bir süreç olduğu için mekanik gerilimi tamamen ortadan kaldırırız. Bu sayede bir tutmamıza olanak tanır sıkı tolerans ultra ince duvarlar, karmaşık yarıklar ve geleneksel frezeleme ile yok edilebilecek karmaşık geometriler üzerinde. Sertleştirilmiş alet çeliği veya hassas bileşenlerle mi uğraşıyorsunuz, kesme kuvvetinin olmaması, nihai parçanın tam CAD tasarımına uygun olmasını ve herhangi bir geometrik bozulma olmamasını garanti eder.
Yüksek Hacimlerde Tutarlılık ve Tekrar Edilebilirlik
Büyük ölçekli üretim yaparken, tutarlılık her şeydir. Gelişmiş EDM işleme toleranslarımız, ilk parçanın on bininci parça ile eşleşmesini sağlar. mikron seviyesinde hassasiyet. Tel gerilimini ve kıvılcım stabilitesini dikkatlice yöneterek, bu süreç yüksek hacimli üretim çalışmaları için olağanüstü tekrarlanabilirlik sunar. Bu güvenilirlik seviyesi, mikroskobik bir varyansın bile bir montaj hattı arızasına veya ürün reddine neden olabileceği endüstriler için kritik öneme sahiptir.
Üstün Yüzey Bitirme Kalitesi
Yüksek hassasiyetli bir uyum sağlamak, yüzey kalitesi ile el ele gider. Gelişmiş mikronun, EDM süreci, yeniden döküm katmanlarını silmek için sistematik olarak mikroskobik miktarlarda malzeme keser. Bu, ayna gibi bir dış yüzey bitirme sürtünmeyi ve aşınmayı azaltır. Zorlu uygulamalar için paslanmaz çelik kılavuz yüksek hassasiyetli süreçler, bu pürüzsüz yüzeyleri tam boyutsal toleranslarla eşleştirmek, optimal alet ömrü ve performansı sağlar.
| EDM Hassasiyet Avantajı | Üretim Faydası | Üretim Etkisi |
|---|---|---|
| Sıfır Mekanik Kuvvet | Parça deformasyonu veya alet sapması yok | İnce duvarlı parçalar için mükemmel |
| Mikron Tekrarlanabilirlik | Büyük partilerde aynı parça boyutları | Azaltılmış atık oranları ve israf |
| Çoklu Geçiş Kesimi | Ultra pürüzsüz, ayna gibi yüzey finisajları | İkincil parlatmayı ortadan kaldırır |
Farklı Malzemeler için EDM Toleransları

Bahsettiğimizde edm işleme toleransları, üzerinde çalıştığımız malzeme, makine ayarları kadar önemlidir. Farklı metaller ve kompozitler elektrik kıvılcımına benzersiz bir şekilde tepki verir, bu da nihai yüksek hassasiyet parçanın.
Çelik ve Egzotik Alaşımlar için İşleme Toleransları
Sertleştirilmiş takım çeliği EDM için “altın standart”tır. Yüksek iletkenliği ve stabilitesi sayesinde, toleransları düzenli olarak ±0.002mm. kadar sıkı bir şekilde tutabiliyoruz. Inconel veya Titanyum gibi, frezeleme açısından son derece zorlayıcı olan egzotik alaşımlar için, EDM, termal deformasyon olmadan bütünlüğü korumanın en iyi yöntemidir. En iyi metalin seçilmesi döküm ve işleme için temel malzemenin bu aşırı hassasiyet gereksinimlerini destekleyebilmesini sağlar.
| Malzeme Türü | Tipik Tolerans (Tel EDM) | Yüzey Pürüzlülüğü (Ra) |
|---|---|---|
| Alet Çeliği (Sertleştirilmiş) | ±0.002mm – ±0.005mm | 0.1 μm |
| Egzotik Alaşımlar (Inconel/Ti) | ±0.005mm – ±0.010mm | 0.4 μm |
| Alüminyum | ±0.010mm – ±0.015mm | 0.8 μm |
İletken Seramikler için İşleme Toleransları
İletken seramikler, yüksek teknoloji endüstrilerinde temel bir unsur haline geliyor. Bu malzemeler kırılgan olmasına rağmen, EDM, fiziksel bir kesme aletinin mekanik stresine maruz kalmadan şekillendirmemizi sağlıyor.
Hassasiyet: Genellikle içinde tutulur sub-mikron aralık.
Zorluk: Malzeme çıkarma hızı daha yavaştır, mikro çatlakları önlemek için özel güç ayarları gerektirir.
Fayda: Isı direncinin zorunlu olduğu havacılık bileşenleri için idealdir.
Malzeme Kalınlığı Sınırlamaları ve Hassasiyet Üzerindeki Etkisi
İş parçasının kalınlığı büyük bir rol oynar tel edm doğrulukta. Parçanın yüksekliği arttıkça, “tel gecikmesi” veya titreşim riski artar, bu da kesimi hafifçe konik hale getirebilir.
-
- İnce İş Parçaları (<50mm): Bakımı en kolaydır sıkı tolerans ve düzlük.
- Kalın İş Parçaları (>150mm): Birden fazla gerektirebilir mikronun dikeyliği düzeltmek ve tutarlı bir dış yüzey bitirme.
- Yıkama Verimliliği: Daha kalın parçalar, talaşları (çapakları) temizlemeyi zorlaştırır, bu da uzman bir operatör tarafından yönetilmezse kararsız kıvılcımlara ve daha geniş toleranslara yol açabilir.
Bu değişkenlerin nasıl etkileşimde bulunduğunu anlamak, öncelik vermemizin nedenidir hassas döküm ve malzeme performansı iş parçasının EDM tankına girmeden önce homojen olmasını sağlamak için.
Sıkı EDM İşleme Toleransları Gerektiren Uygulamalar
Standart işleme yetersiz kaldığında, yüksek hassasiyetli elektrik deşarjlı işleme devreye girer. Birçok endüstri, kritik bileşenlerin mükemmel şekilde oturmasını ve aşırı koşullar altında güvenilir bir şekilde performans göstermesini sağlamak için sıkı EDM işleme toleranslarına güvenir.
Hassas Takım ve Sac Metal Damgalama Kalıpları
Yüksek hacimli üretimde, sac metal damgalama kalıpları ve hassas takımlar mutlak doğruluk gerektirir. Tel EDM, sertleştirilmiş takım çeliğini termal gerilim veya mikro çatlaklar oluşturmadan kesmek için gereken ultra sıkı tolerans seviyelerini sunar. Bu hassasiyet, zımba ve kalıp boşluklarının tekdüze kalmasını sağlayarak takım ömrünü doğrudan uzatır ve maliyetli üretim duruşlarını önler. Bu kusursuz sonuçları elde etmek için güvenilir bir hassas döküm ve CNC için endüstriyel kalıp şirketi operasyonlar, bu özel bileşenlerin daha büyük montajlara entegre edilmesi için gereklidir.
Havacılık ve Tıbbi Cihaz Üretimi
Havacılık ve tıbbi alanlarda hata payı sıfırdır. Havacılıkta, EDM, türbin kanatlarında karmaşık soğutma delikleri açar ve titanyum ve Inconel gibi sert egzotik alaşımları şekillendirir. Tıbbi cihaz üretiminde, bu süreç cerrahi aletler, ortopedik implantlar ve mikroskobik valf bileşenleri için mikron seviyesinde toleranslar elde eder. Bu uygulamalar, yalnızca ileri düzey elektriksel deşarj işleme ile garanti edilebilen aşırı tekrarlanabilirlik ve pürüzsüz yüzey finisajı gerektirir.
Kalıp Yapımı ve Prototip Geliştirme
Karmaşık enjeksiyon kalıpları oluşturmak, kusursuz detay ve tam boyutlar gerektirir. Sinker EDM, sertleştirilmiş çelik kalıplara derin boşluklar, keskin iç köşeler ve ince dokular yakmak için burada oldukça tercih edilmektedir. Prototip geliştirme sırasında, bu yetenek mühendislerin tam ölçekli üretime geçmeden önce tam tasarım spesifikasyonlarını test etmelerine olanak tanır. Bu sıkı EDM işleme toleranslarını temel bir mühendisler ve OEM alıcıları için hassas metal döküm kılavuzu ürün ekiplerinin başlangıç prototipleme ile ölçeklenebilir, yüksek kaliteli üretim arasındaki boşluğu kapatmalarına yardımcı olur.
EDM Toleranslarını Diğer İşleme Yöntemleri ile Karşılaştırma
Doğru üretim sürecini seçerken, farklı teknolojilerin standartlarla nasıl karşılaştırıldığını anlamak edm işleme toleransları proje başarısı ve bütçe yönetimi için kritik öneme sahiptir.
Tel EDM vs. CNC Freze Toleransları
Geleneksel CNC frezeleme son derece çok yönlü olsa da, ultra sert malzemeler veya keskin iç köşelerle başa çıkarken yapısal sınırlamalarla karşılaşır.
-
- Hassasiyet Sınırları: Yüksek kaliteli CNC frezeleme genellikle yaklaşık $\pm0.005\text{ mm}$ toleranslarında sınırlıdır. Buna karşılık, tel edm kolayca sıkı tolerans $\pm0.002\text{ mm}$ veya daha iyi bir tolerans elde eder.
- Geometri Yönetimi: CNC frezeleme, köşelerde bir yarıçap bırakan döner kesiciler kullanır. Elektriksel deşarj işleme, malzeme sertliğinden bağımsız olarak iş parçasını temiz bir şekilde keser, bu da onu karmaşık, yüksek hassasiyetli özellikler için tercih edilen bir seçim haline getirir.
- Malzeme Stresi: CNC frezeleme, ince duvarlı parçaları deforme edebilecek mekanik kuvvet ve ısıyı tanıtır. EDM, mekanik stresi tamamen ortadan kaldıran bir temas etmeyen süreçtir.
Her iki yöntemin bir karışımını gerektiren projeler için, üretiminizi dengelemek kesin CNC sıkı toleransları hakkında bir kılavuz özel montajlarınız için gereken tam spesifikasyonlara ulaşmanızı sağlar.
EDM ile Lazer ve Su Jeti Kesimi
Lazer ve su jeti kesimi hızlı üretim için mükemmeldir, ancak mikron seviyesinde hassasiyet ve kusursuz dış yüzey bitirme gerektiğinde rekabet edemezler.
| İşleme Yöntemi | Ortalama Tolerans Kapasitesi | Kenar Kalitesi ve Konik |
|---|---|---|
| Elektrik Deşarj İşleme | $\pm0.001\text{ mm}$ ile $\pm0.005\text{ mm}$ | Sıfır konik ile düz, dik kenarlar |
| Lazer Kesimi | $\pm0.1\text{ mm}$ | Isı etkilenmiş bölgeleri ve hafif cüruf riski |
| Su Jeti Kesim | $\pm0.08\text{ mm}$ | Daha kalın parçalarda çizgi izleri ve doğal kenar konisi |
Sıkı Toleranslar için EDM Seçmenin Maliyet Etkinliği
EDM'yi tercih etmek, parçanın karmaşıklığı geleneksel işleme için riskli veya atık olma eğilimindeyken son derece maliyet etkindir.
-
- Azaltılmış Takım Aşınması: Fiziksel temas olmadığı için, takım aşınması uzun süreli üretimlerde parça tutarlılığını etkilemez.
- Daha Az Operasyon: Tek bir EDM kurulumu, sertleştirilmiş takım çeliği ve her boyutun sıkı geometrik toleransları karşılamasını sağlıyoruz. Zor çalışmamız gereken metal şekillendirme kalıplarını, aksi takdirde birden fazla tavlama, frezeleme ve taşlama adımı gerektirecek olan işlemleri tek başına gerçekleştirebilir.
- Optimum Üretim: Gelişmiş mikronun, tek bir sürekli iş akışında yüksek hassasiyet ölçüler ve ayna gibi yüzeyler elde ederek hammadde maliyetlerinden tasarruf ediyor ve ikincil el işçiliğini azaltıyoruz.
Sıkça Sorulan Sorular
Standart tel EDM işleme toleransı nedir?
Standart üretim serileri için, tel EDM kolayca sıkı tolerans $\\pm0.005\\text{ mm}$ ile $\\pm0.01\\text{ mm}$ aralığında tutabilir. mikronun, maksimum hassasiyet için birden fazla alacak şekilde kullanıldığında, özel makineler ultra hassas.
$\\pm0.001\\text{ mm}$ seviyesine ulaşabilir.
Elektriksel deşarj işleme sertleştirilmiş malzemeleri işleyebilir mi? Evet. Çünkü elektriksel deşarj işleme takım çeliği, mekanik kuvvet yerine termal enerji kullandığı için, malzeme sertliği kesme hassasiyetini etkilemez. Düzenli olarak sertleştirilmiş yüksek hassasiyet yüksek mukavemetli malzeme performansına daha derin bir bakış için, inceleyebilirsiniz titanium özellikleri, dereceleri ve uygulamaları bu alaşımların aşırı üretim koşulları altında nasıl davrandığını görmek için.
EDM, üstün bir yüzey finisajını nasıl elde eder?
The dış yüzey bitirme kalite, kıvılcım frekansı ve enerji ayarlarına bağlıdır. Yüksek enerjili kıvılcımlar, kaba işleme sırasında metali hızlı bir şekilde çıkarırken, düşük enerjili, yüksek frekanslı kıvılcımlar, son geçişlerde malzemeyi pürüzsüz bir şekilde tıraşlar. Bu hassas kontrol, mikro kenarları ortadan kaldırarak süreci karmaşık sac metal şekillendirme kalıpları ve enjeksiyon kalıpları için ideal hale getirir.
EDM hassasiyetini etkileyen ana değişkenler nelerdir?
Tutarlı, tekrarlanabilir toleranslar elde etmek üç ana faktöre bağlıdır:
-
- Temizleme Koşulları: Temiz dielektrik sıvı, ikincil ark oluşumunu önlemek için kesim bölgesinden sürekli olarak mikroskobik kalıntıları çıkarmalıdır.
- Elektrot Aşınması: Daldırma EDM'de, bakır veya grafit elektrot zamanla aşınır ve doğruluğu korumak için kalibre edilmelidir.
- Tel Gerilimi ve Stabilite: Tel kesiminde, uygun tel gerilimi, özellikle kalın metal bloklar üzerinde çalışırken sapmayı önler.