
Lernu kiel verki aluminion kun paŝo post paŝo metodoj ekipaĵa sekurecaj konsiloj kaj difekta preventado.
Kiel Vi Verki Elkonduki Aluminion: Esencaj Ekipaĵoj kaj Materialoj
Mirante kion ĝi efektive postulas por trakti likvan metalon sekure? Antaŭ ol eĉ pensi pri verŝado, mi certigas ke la tuta aranĝo estas fiksita. En ajna funkcia aluminia verŝadofabriko, mallongigi la vojon sur via ekipaĵo estas la plej rapida maniero detrui verŝadon—aŭ pli malbone, vundiĝi grave.
Jen la preciza detalo de la ekipaĵoj kaj materialoj kiujn ni uzas por fari la laboron ĝuste.
Aluminiaj alojoj por verŝado
Ni ne simple ĵetas hazardan rubon en fajron. Por akiri fidindajn, profesiajn rezultojn, ni komencas kun la ĝuste taŭgaj bazaj materialoj.
- Primaraj aluminiaj ingotoj: Puraj, solidaj metalaj blokoj kiuj servas kiel la pura bazo por altkvalitaj partoj.
- Sekundara rubo: Reuzita metalo kiu malaltigas produktokostojn dum restas tre efika por normaj verŝoj.
- Komunaj alĝustigaj elementoj: Ni kutime fidas je specifaj industriaj gradoj kiel A356 kaj 319. Tiuj specifaj alojoj fluas tre bone kiam varmigitaj kaj solidiĝas en tre daŭraj, strukture fortaj komponantoj.
Fandadilo por Moltena Aluminio
Vi bezonas specializitan, pezan aparataron por sekure atingi la fandopunkton de aluminio kaj konservi tiun varmeco.
- Fandiloj: Depende de la grandeco de la kuro, ni fidas je reverberatoriaj aŭ indukciaj fandiloj por generi intensan, konstantan varmigon.
- Kruciboloj: Tiuj estas la ekstreme-temperaturaj, rezistaj ujoj kun izolaj materialoj, kiuj situas ene de la forno kaj fizike tenas la metalon dum ĝi ŝanĝiĝas de solida al likva.
Ne-negociinda Sekureca Ekipaĵo
Prilabori moltenan aluminio postulas absolutan respekton por la procezo. Jen la deviga protekta ekipaĵo, kiun mi postulas antaŭ iu ajn proksimiĝi al varma forno:
- Alt-temperaturaj foundrilo-gantoj: Dikaj, specialigitaj barieroj por protekti viajn manojn kaj antaŭbrakojn kontraŭ intensa radianta varmego.
- Vizaĝprotektantoj: Peza, plena kovra viziero por blokadi neatenditajn eksplodojn, sparkojn aŭ ŝprucojn.
- Leðrajupoj: Mola, ne-flamema ekstera tavolo por protekti vian kernon kaj vestaĵon.
- Respiratoroj: Absolute esencaj por filtri for malutilaj fumo, gasado, kaj metala polvo dum la fandado kaj degazado fazoj.
Paŝo-paŝo: La Ĝenerala Aluminia Ŝtampadprocezo

Se vi demandas kiel vi fandas aluminion por industriaj aŭ komercaj aplikoj, la laborfluoj devas esti tre kontrolitaj. Jen la kernaj paŝoj de la aluminia fandadprocezo, kiujn ni sekvas sur la fandadfloroj por certigi elstaran rezulton.
- Paŝo 1: Ŝablono kaj Ŝtofo-Kreado: Ni komencas per kreado de majstra ŝablono. Ĉi tiu ŝablono formiĝas la precizan ŝtofo-kavon necesan por la parto. Precizeco en fandado de ŝtofo estas kritika ĉar ajna difekto ĉi tie rekte transiras al la fina produkto.
- Paŝo 2: Antaŭvarmigo kaj Fandado: Ni ŝarĝas la krudmaterialojn en la forno kaj pligrandigas la varmecon. Kiam ni atingas la fandopunkton de aluminio (proksimume 1,220°F), la solida metalo disrompiĝas en preta por verŝi poŝo de moligita aluminio.
- Paŝo 3: Degazado kaj Forigo de Dross: Kapta gaso kaŭzas malfortajn, porozajn partojn. Ni injektas argon aŭ nitrogenon en la fandon por forigi kaptitajn hidrogen-gasojn. Post degazado, ni zorgeme forigas la drosson, forŝirante la krustajn oksidajn malpuraĵojn de la supra parto de la likva poŝo.
- Paŝo 4: Verŝado de la Moligita Aluminio: Ni konstante transdonas la puran likvan metalon en la formon. Laŭ la specifaj dezajnpostuloj de la parto, ni aŭ verŝas ĝin per simpla gravito aŭ injektas ĝin per aŭtomata alta premo maŝinaro.
- Paŝo 5: Malvarmigo kaj Solidigo: La metalo devas malvarmiĝi ĉe strikte kontrolita rapideco. Taŭga malvarmigo certigas ke la aluminio solidiĝas egale tra la tuta formo, konservante la strukturon kaj evitante internan ŝrumpadon.
- Paŝo 6: Malmoldado kaj Post-Traktado: Post kiam tute solida kaj malvarma, ni rompas la formon for de la parto. Ni forigas la restantan pordegojn kaj riserojn, muelas malglatajn randojn, kaj aplikiĝas la postulataj surfacaj finpoluroj. Dum manĝmetodoj povas ŝanĝiĝi depende de la metalo—simile al la specializitaj aranĝoj postulataj por investaj gisŝtalaj alojoj komponentoj—ĉi tiuj fundamentaj paŝoj certigas fidindan, altkvalitan finan parton.
5 Ĉefaj Aluminiaj Kastingaj Metodo Ekzamenitaj
Kiam vi kalkulas precize kiel fari aluminian kastingon por via specifa projekto, ĉi tiuj kvin metodoj kovras preskaŭ ĉiun industrian bezonon.
1. Sanda Kastingado
Tio estas nia ĉefa metodo por grandaj partoj, kompleksaj geometrioj, kaj malaltvolumaj produktadoj. Ni uzas verdan sablan formon aŭ rezina sablo por firme ĉirkaŭi fizikajn ŝablonojn. Post kiam ni forigas la ŝablonon, ni verŝas la fanditan metalon rekte en la kavon. Ĝi estas tre kost-efika metodo por sablo fandado aluminio.
[Bildigo de sablo fandada procezo]
2. Malmola Fandado
Ni injektas likvan metalon rekte en malmolecigitajn ŝtalajn malmolajn formojn. Uzante alta premo muldado aŭ malalta premo aranĝoj estas ideala por pumpi el alta volumeno, tre precizaj, kaj tre maldikaj muroaj komponantoj. Aluminiuma Ĝisdungo garantias glatan, proksime de rektangula surfacfinadon tuj el la maŝino.
3. Investado Fandado
Oftaj nomata perdita cireja investa verŝado, ĉi tiu procezo implikas konstrui cirean replikaĵon, kovri ĝin per malmola keramikŝelo, kaj poste fandi la cireon por formi la muldon. Ĝi estas la absolute plej bona elekto por komplikaj detaloj kaj mallertaj toleroj. (Se viaj pezaĵaj dezajnoj finfine postulas malsamajn metalojn kune kun viaj aluminioj partoj, ni ankaŭ agas kiel fidinda Steel Casting Manufacturer for Durable Wear Resistant OEM Parts).
4. Permanenta Mulda Verŝado
Anstataŭ detrui la muldon post unu uzo, ni verŝas la fanditan metalon en reuzeblajn ferajn aŭ ŝtalajn muldilojn. Permanenta mulda verŝado donas elstare mekanikajn trajtojn kaj rapidan malvarmigon, farante ĝin solidan elekton por mez- ĝis alta produktadkvanto.
5. Perdita Ŝaŭmo Verŝado
Ni uzas evaporadan polistirensan ŝaŭmpatrojn ĉirkaŭitajn de ne-ligita sablo. La fandita metalo tuj vaporigas la ŝaŭmon ĉe kontakto, plenigante la ekzaktan formon de la ŝaŭmo. La plej granda avantaĝo ĉi tie? Ĝi tute forigas la bezonon de malantaŭaj anguloj kaj kernujaj skatoloj.
Fandaj Difektoj en Aluminiumo
Kiam ni analizi kiel ni fandas aluminiumon, administri eblajn difektojn estas ĉefa prioritato. Eĉ en tre kontrolita medio, problemoj povas aperi se la variabloj ne estas ĝuste agorditaj. Jen la plej oftaj fandaj difektoj en aluminiumo kaj precize kiel ni preventas ilin:
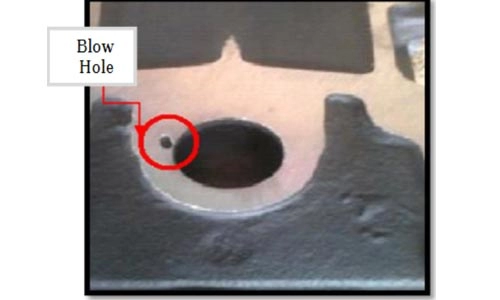
- Poroso: Tio montriĝas kiel etaj truoj aŭ malfortaj punktoj kaŭzitaj de kaptita gaso aŭ nevenkinta metala ŝrumpado.
- La Solvo: Ni certigas ĝustan ventoladon de la ŝaŭmo kaj plene degasas la fanditan aluminiumon antaŭ ol ĝi iam atingas la formon.
- Inkluzivoj: Tiuj estas nevolaj ne-metala partikloj aŭ malpuraĵoj kaptitaj ene de la finita parto.
- La Solvo: Kore skanado por kompleta forigon de ŝlako estas deviga, kune kun kurado de la likva metalo tra altkvalitaj ceramika filtraĵoj.
- Malvarmaj Fandadoj: Ĉi tiu difekto okazas kiam du apartaj fluaj metalaj fluoj malvarmiĝas tro rapide antaŭ ol ili povas perfekte kuniĝi, lasante malfortan fendon.
- La Solvo: Ni strikte optimumigas la verŝaĵan rapidecon kaj atente observas la temperaturon por konservi la metalon flui ĝuste.
Ĝuste akiri la temperaturon, tempigon kaj ventoladon postulas sperton. Ĉar unu malgranda eraro povas ruinigi tutan produktadon, multaj fabrikantoj el None fidas je fakuloj preciza ŝtofa aranĝoj por garantii perfektajn, daŭrajn partojn ĉiufoje.
DIY kontraŭ Industria Aluminia Fandado
Se vi esploras kiel fandi aluminion, vi rapide rimarkos grandegan diferencon inter semajnfina kortprojekto kaj profesia fabrikado. Kiel industria profesiulo, mi ĉiam emfazas, ke la skalo kaj precizeco de via aranĝo diktas la kvaliton de via fina produkto.
Hejmaj Fandejoj
Kortaj aranĝoj dependas de bazaj, alireblaj iloj. Hobiistoj tipe fandas rubmetalon uzante malgrandajn karbajn aŭ propanajn fornojn kaj verŝas la fanditan metalon en simplajn gipsajn aŭ verdajn sablajn muldilojn. Ĝi estas bonega maniero lerni la bazojn de fandado, sed al ĝi mankas la konsistenco, precizeco kaj sekurecaj kontroloj necesaj por fidindaj strukturaj partoj.
Industriaj Fandejoj
Komerca produktado estas tute alia ludo. En profesia aluminiuma verkiĝejo, ni uzas altkvalitajn atestitajn alojojn, aŭtomatigitajn maŝinojn, kaj striktajn temperaturojn. Ni fidas je progresintaj spektrometroj por preciza metalurgia analizo por garantii partan integrecon kaj elimini verkiĝajn difektojn. Se via projekto postulas striktajn toleradojn kaj altan daŭrecon, labori kun la plej alta metala fandadkompanio por kutimaj rezistaj industriaj partoj estas la sola maniero plenumi rigorajn usonajn produktadnormojn.
Rapida Komparo
| Trajto | DIY Hejma Verkiĝejo | Industria Fundamento |
|---|---|---|
| Materialoj | Ruba aluminiumo, reciklitaj ujoj | Altkvalitaj atestitaj aluminiummalojoj |
| Ekipado | Propano aŭ karbonfajro-furano | Aŭtomataj eniga forneloj, strikta klimato-regado |
| Kvalita Kontrolo | Bazaj vida inspektadoj | Spektrometroj, metalurgia analizo |
| Volumeno & Precizeco | Malalta volumeno, krudaj toleroj | Alta volumeno, tre ripetebla produktado |
Kelkfoje Demandedaj Demandoj (KDD)
Kiom da gradoj estas bezonataj por fandi aluminio por fandado?
La Fandopunkto de aluminio Ĝi estas ĝuste 1,220°F (660°C). Tamen, en funkcianta aluminia fandado-fabriko, ni ne ĉesas nur ĉe la plej baza minimumo. Mi kutime varmigas la metalon inter 1,300°F kaj 1,400°F.. Tiu ĉi ekstra spaco certigas ke la moltenaj aluminio restas sufiĉe fluida por plenigi ĉiun detalon de via fandadŝtofo antaŭ ol ĝi komencas solidiĝi.
Kiu aluminio alojo estas plej bona por fandado?
Por plej multaj aplikoj, A356 kaj 319 estas la nediskuteblaj pezegoj en la usona merkato.
- A356: Donas mirindan forton, bonegan ductilecon, kaj pintan reziston al krakado.
- 319: Tre tre diverse kaj kost-efika por ĝenerala uzo motoro-ŝtofoj.
Kiam oni komparas aluminiaj alojoj por fandado, A356 elstaras kiel la supera elekto por struktura integreco, precipe en alt-stresaj aŭtaj aŭ spacaj partoj.
Ĉu fandita aluminio estas tiel forta kiel maŝinita (billeta) aluminio?
En rekta material-al-materiala komparo, billeta (elaborita) aluminio estas pli forta. Billeta komenciĝas kiel ekstrudita bloko kun kontinua, densa grena strukturo, dum fanditaj partoj iĝas foje reteni mikroskopian porozon de la malvarmiga procezo.
Tamen, moderna fandado ne estas malforta. Per apliko de T6 varmtraktado al fanditaj partoj, ni povas puŝi ilian rendimentan forton al tre konkurencivaj niveloj. Krome, ni ofte uzas CNC-maŝinadon fanditan aluminio por purigi kritikajn surfacojn. Ĉi tiu aliro donas al vi la ultimatan dolĉan punkton: la kost-efikecon de verŝado de kompleksaj formoj kombinitaj kun la razorega precizeco de billeta maŝinado.