Investment mould guide for engineers covering wax injection tooling design cost materials lifespan and why vastmaterial is a trusted partner. […]
Vous savez déjà que la coulée sous pression offre des pièces complexes et de haute précision…
Mais le succès de votre projet dépend en réalité d’un facteur critique : le moule d'investissement.
Avez-vous du mal à équilibrer les coûts initiaux des outils avec une longévité des outils? Vous ne savez pas si vous devez spécifier aluminium or des outils en acier pour votre volume de production ?
At Vastmaterial, nous savons qu’un outil de moulage en cire injectée mal conçu peut détruire à la fois votre budget et votre calendrier.
Dans ce guide, nous faisons le tri pour vous donner une analyse d’ingénierie définitive de la conception du moule, la sélection des matériaux, et les calculs de retrait.
Si vous cherchez à optimiser votre stratégie de fabrication et à garantir le meilleur retour sur investissement pour vos outils, ce guide est fait pour vous.
Qu'est-ce qu'un moule d'investissement exactement ?
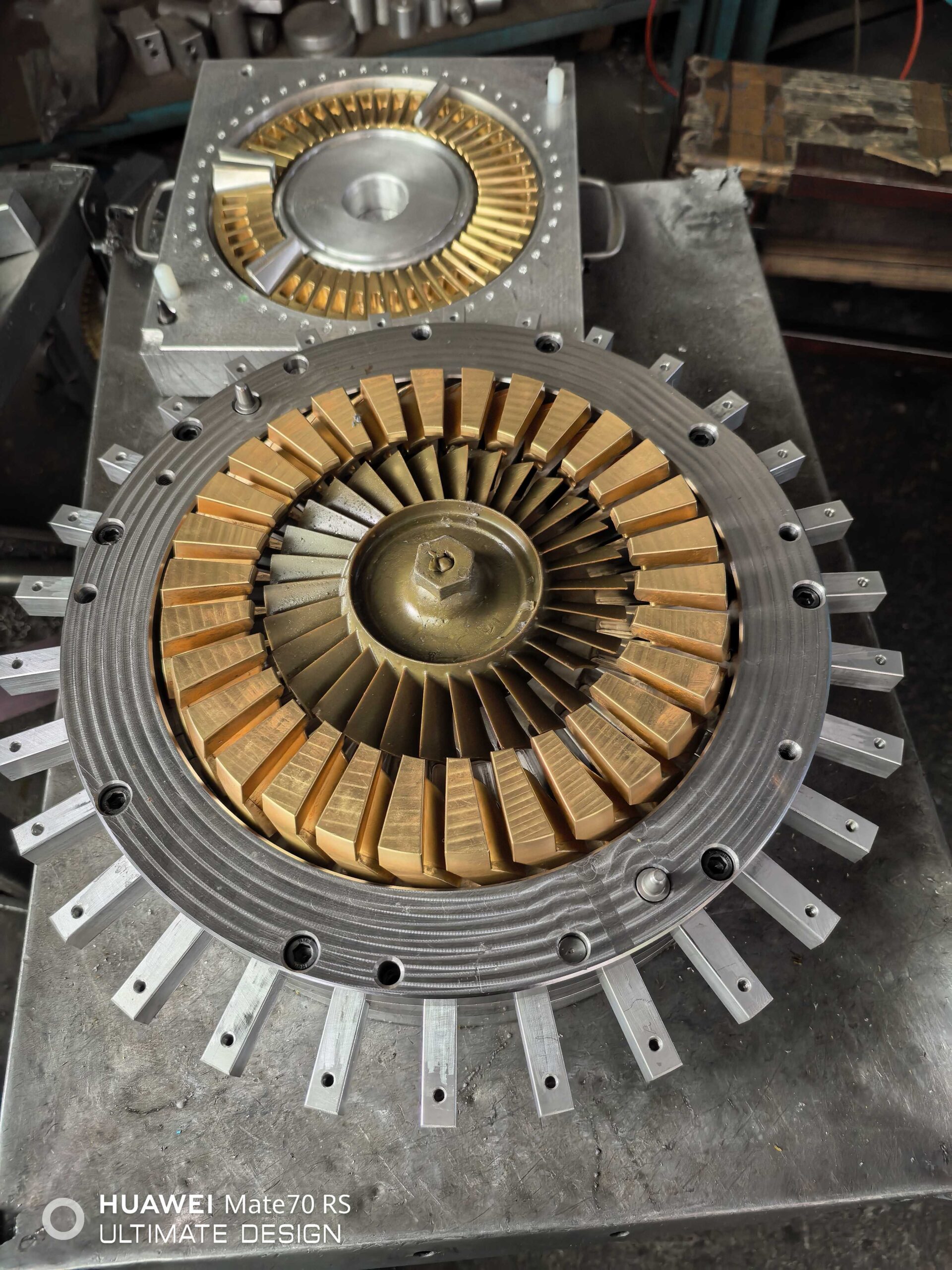
Dans le monde de la fabrication de précision, la terminologie peut souvent devenir floue. Lorsque nous discutons d'un moule d'investissement, nous faisons spécifiquement référence à l'outil permanent utilisé pour créer des modèles en cire, connu techniquement sous le nom de outil de moulage en cire injectée. C'est la base de l'ensemble du processus de moulage à la cire perdue.
Beaucoup d'acheteurs confondent l'outil métallique permanent avec la coquille en céramique temporaire. Pour obtenir la précision dont vous avez besoin, il est crucial de comprendre que le “moule” que vous payez à l'avance est l'actif qui garantit la cohérence tout au long de votre série de production.
Moule d'injection de cire vs. La coquille en céramique finale
La distinction ici est essentielle pour comprendre vos coûts d'outillage. Le moule d'investissement est un bloc métallique usiné avec précision — généralement en aluminium ou en acier — conçu pour former le modèle en cire sacrificielle.
- Le moule d'injection de cire : C'est votre actif permanent. Nous injectons de la cire fondue dans ce moule pour créer une réplique de votre pièce finale.
- La coquille en céramique : C'est le moule temporaire. Nous trempons le modèle en cire dans une bouillie de céramique pour construire une coque dure. Une fois le métal versé, cette coque doit être détruite pour révéler la pièce.
Vous investissez dans le moule pour produire les modèles ; la coquille est simplement un récipient pour le métal fondu lors de la phase de moulage en coquille de céramique .
Le rôle du modèle maître
Historiquement, un modèle maître était une réplique physique de la dernière pièce utilisée pour fabriquer le moule. Aujourd'hui, avec l'usinage CNC avancé, nous sautons généralement l'étape du modèle maître physique et découpons le outil de moulage en cire injectée directement à partir de vos données CAO 3D.
Cependant, le concept reste le même : l'outillage agit comme l'image “ négative ”. Il doit prendre en compte des taux de contraction spécifiques — tant pour la cire lors du refroidissement que pour le métal lors de la solidification. Ce calcul de double contraction est intégré directement dans la cavité du moule.
Outillage permanent vs. moules consommables
Lors de la budgétisation d'un projet, vous devez distinguer votre équipement de capital de vos coûts unitaires.
- Outillage permanent (Moule d'investissement) : C'est un coût unique. Qu'il soit usiné à partir d'aluminium de haute qualité ou d'acier de outillage, ce moule est conçu pour durer des milliers de cycles. Il constitue le principal facteur de vos dépenses NRE (Ingénierie Non Récurrente) initiales.
- Moules consommables : L'enveloppe en céramique est à usage unique. Chaque pièce en métal produite nécessite son propre modèle en cire et sa propre coque en céramique. Ce coût est amorti dans le prix de chaque pièce moulée.
En assurant une haute qualité moule d'investissement, vous garantissez que chaque modèle en cire sacrificielle produit est identique, assurant des tolérances strictes dans les composants métalliques finaux.
Types d'options d'outillage pour moules d'investissement
Choisir la bonne stratégie d'outillage est crucial car elle détermine directement vos coûts initiaux et le prix par unité. Nous n'utilisons pas une approche “ taille unique ” ; le choix dépend fortement de votre volume de production, de votre budget et de la rapidité avec laquelle vous avez besoin de pièces en main.
Prototypage rapide et outillage souple
Pour de faibles volumes ou pour la vérification de conception, nous recourons à des solutions d'outillage rapide. Si vous n'avez besoin que d'une poignée de pièces pour tester l'ajustement et la fonction, investir dans de l'acier trempé est une perte d'argent.
- Modèles imprimés en 3D : Nous pouvons contourner le outil de moulage en cire injectée entièrement par impression 3D des motifs directement en cire perdue ou PMMA. C'est idéal pour des quantités inférieures à 10 unités.
- Outils souples : Nous utilisons de l'aluminium de qualité inférieure ou des alliages plus doux pour fabriquer rapidement des moules simples. Ils sont parfaits pour des séries de 50 à 100 pièces où vous avez besoin d'un moule physique mais sans nécessiter une durabilité à long terme.
Outils de production : aluminium (T6/7075) vs acier (P20/H13)
Lorsque vous êtes prêt à passer à l'échelle supérieure, le débat porte sur les outils en aluminium vs en acier. Cette décision influence la durée de vie de la matrice et le cycle d'injection de la cire.
- Aluminium (T6/7075 de qualité aéronautique) : C'est le travailleur pour une production de faible à moyenne volume. L'aluminium est plus facile à usiner que l'acier, ce qui réduit le coût initial des outils. Il offre également une excellente conductivité thermique, permettant à la cire de refroidir plus rapidement. Cependant, il est plus mou et plus susceptible de s'user après des milliers de cycles.
- Acier (P20/H13) : Pour une production à volume élevé, l'acier trempé est la norme. P20 est un acier pré-trempé adapté à un usage général, tandis que H13 est entièrement trempé et utilisé pour les zones à forte usure ou les glissières complexes. Les moules en acier maintiennent des tolérances strictes sur des millions de tirages. En tant que fournisseur de référence en moulage à la cire perdue pour composants métalliques de précision, nous recommandons généralement l'acier lorsque la cohérence est primordiale sur un cycle de vie long du produit.
Outils manuels vs outils automatiques
La complexité du moule d'investissement détermine la façon dont nous extrayons le motif en cire.
- Outils manuels : L'opérateur désassemble manuellement le moule pour retirer le motif en cire. Cela maintient les coûts d'outillage faibles car il n'y a pas de mécanismes d'éjection complexes, mais cela ralentit considérablement le cycle.
- Outils Automatisés : Ces moules fonctionnent comme des moules d'injection plastique, utilisant des systèmes d'éjection hydrauliques ou mécaniques pour sortir automatiquement le modèle en cire. Bien que le coût initial soit plus élevé, la réduction du temps de cycle diminue le prix unitaire pour les commandes importantes.
Comparaison des Matériaux de Fabrication
| Caractéristique | Aluminium (7075/T6) | Acier (P20/H13) |
|---|---|---|
| Coût d'Usinage | Plus bas | Plus élevé |
| Dissipation Thermique | Excellent (Cycles plus rapides) | Modéré |
| Durabilité | Bon (Volume faible/moyen) | Excellent (Volume élevé) |
| Réparabilité | Difficile à souder/réparer | Plus facile à souder/réparer |
| Finition de surface | Bon | Supérieur |
L'Anatomie d'un Moule d'Investissement de Haute Qualité
Composants Principaux : Cavité, Cores, et Pions d'Éjection
Lorsque nous concevons un moule d'investissement, nous construisons essentiellement un négatif précis pour créer un replica en cire positif. L'assemblage repose sur trois acteurs principaux :
- La Cavité : Cela façonne le profil extérieur de la pièce.
- Les Cores : Ces inserts forment la géométrie interne et les trous.
- Broches d'éjection : Ces mécanismes poussent le modèle en cire solidifiée hors du moule.
Le placement des broches d'éjection est critique ; elles doivent appliquer une force uniformément pour éviter la déformation de la cire molle. Pour les industries nécessitant des tolérances strictes, telles que celles desservies par un Aerospace Casting Manufacturer for High Performance Alloy Components, même un micron de décalage dans ces composants peut rendre l'outil inutilisable.
Cœurs en cire soluble pour intérieurs complexes
Les cœurs en acier standard ont des limites — ils ne peuvent pas gérer les sous-découpes emprisonnées. Si vous ne pouvez pas retirer le cœur en métal en ligne droite, la conception échoue. Nous résolvons ce défi avec des cœurs en cire soluble.
Nous moulons la forme interne en utilisant une cire soluble spéciale, plaçons cette pièce solide dans le principal outil de moulage en cire injectée, et injectons la cire de modèle standard autour. Plus tard, nous dissolvons le cœur interne dans un bain d'acide doux ou d'eau, laissant derrière une géométrie creuse et complexe. Cette technique est essentielle pour les outils de moulage de précision où les canaux internes sont courbés ou irréguliers.
Calcul du “ Double Rétrécissement ”
Vous ne pouvez pas simplement couper le moule aux dimensions finales de la pièce. Nous devons calculer la marge de rétrécissement du modèle en fonction de deux phases distinctes, souvent appelées “ Double Rétrécissement ” :
- Rétrécissement de la cire : La cire se contracte en refroidissant à l'intérieur de l'outil en aluminium ou en acier.
- Rétrécissement du métal : L'alliage final se contracte en se solidifiant dans la coquille en céramique.
Le taux de contraction varie considérablement en fonction du matériau. Par exemple, les facteurs d'expansion dans un guide de fonderie d'aluminium moulé pour les processus et les alliages différeront de ceux utilisés pour l'acier inoxydable. Se tromper dans ce calcul signifie que la pièce finale sera hors tolérance, nous calculons donc toujours le facteur d'expansion total avant l'usinage CNC du moule.
Lignes directrices de conception pour la réussite en ingénierie

Lorsque nous concevons un moule d'investissement, l'objectif est simple : créer un outil qui produit des modèles en cire cohérents avec un minimum de rebuts. Une bonne conception dès le départ permet d'économiser des milliers d'euros en retouches ultérieures et garantit la longévité des outils.
Angles de tirage : exigences essentielles
Vous ne pouvez pas ignorer la physique. Si les murs verticaux sont parfaitement droits, le vide créé lors de l'éjection endommagera le modèle en cire sacrificielle. Nous appliquons toujours exigences d'angle de tirage— généralement autour de 0,5 à 1 degré — sur les faces verticales. Cette légère inclinaison permet au cire de se libérer proprement du outil de moulage en cire injectée sans traîner ni déformer. Pour les poches profondes ou les caractéristiques internes complexes, nous augmentons souvent cet angle pour assurer une éjection fluide à chaque cycle.
Stratégies de placement des portes
La porte est l'endroit où la cire liquide entre dans le moule, et son emplacement détermine la qualité du flux. Nous positionnons les portes pour alimenter en premier les sections les plus épaisses de la pièce. Cette stratégie minimise la turbulence et l'entrapment d'air, qui sont des coupables courants de défauts de surface. Un bon positionnement des portes est une partie fondamentale du processus de coulée en investissement en acier inoxydable, garantissant que la transition de la cire au métal donne un composant dense et sans défauts.
Gestion des lignes de séparation
Chaque Moule usiné CNC se compose d'au moins deux moitiés, et là où elles se rejoignent, une ligne de séparation est inévitable. Nous plaçons stratégiquement ces lignes sur des surfaces ou des arêtes non critiques où une légère marque témoin n'affectera ni la fonctionnalité ni l'esthétique.
- Surfaces planes : Nous évitons de placer des lignes sur de grandes zones esthétiques plates où le polissage serait difficile.
- Bords : Aligner la ligne de séparation avec un coin facilite l’élimination du surplus lors de la finition.
- Tolérance : Nous maintenons les surfaces de fermeture étanches pour minimiser le surplus, réduisant ainsi le travail manuel nécessaire pour la finition finale. outils de moulage de précision.
Analyse des coûts : Qu’est-ce qui influence les prix des outillages ?
Lorsque nous calculons un estimation du coût de l’outillage pour un nouveau projet, le prix n’est pas arbitraire. Il est strictement déterminé par le temps nécessaire pour concevoir et usiner le moule, ainsi que par les matériaux utilisés pour le fabriquer. Comprendre ces facteurs vous aide à prendre des décisions plus éclairées concernant votre budget et votre calendrier de production.
Comment la complexité et les sous-découpes impactent le temps d’usinage
La géométrie de votre pièce est le principal facteur influençant le coût des moules usinés par CNC. Si votre conception permet un moule simple “ ouverture et fermeture ” (deux moitiés se séparant facilement), le temps d’usinage est minimal.
Cependant, des caractéristiques comme les sous-découpes, les filetages ou les passages internes complexes compliquent le processus. Ceux-ci nécessitent :
- Des glissières ou cames : Des pièces mécaniques qui se déplacent perpendiculairement à l’ouverture du moule pour libérer les sous-découpes.
- Des noyaux amovibles : Des inserts qui doivent être retirés manuellement du modèle en cire après chaque cycle.
- Des noyaux solubles : Un outillage séparé nécessaire pour créer des inserts en cire soluble pour la géométrie interne.
Chaque mécanisme supplémentaire augmente le temps d’ingénierie et le nombre d’heures que le bloc passe sur la machine CNC.
Cavité unique vs. Multi-cavité : équilibrer le coût initial vs. le prix unitaire
Décider entre un moule à cavité unique et un moule à multi-cavités est un exercice d’équilibre entre votre investissement initial et le prix de votre pièce à long terme.
- Cavité unique : Coût d’outillage initial plus faible. Idéal pour les commandes de faible volume (moins de 1 000 pièces/an). Le compromis est un prix unitaire plus élevé par motif en cire car le cycle d’injection ne produit qu’une pièce à la fois.
- Multi-cavité : Coût initial plus élevé. Nous devons usiner la cavité plusieurs fois. Cependant, cela réduit considérablement le prix unitaire car nous produisons 2, 4 ou 8 motifs en un seul cycle d’injection.
Impact du choix du matériau : pourquoi l’acier coûte plus cher que l’aluminium
Outillage en aluminium vs acier est souvent l’endroit où nous pouvons réaliser des économies pour des projets de volume faible à moyen.
- Aluminium (7075/T6) : Il est plus mou et coupe beaucoup plus vite que l’acier. Cela réduit le temps d’usinage et l’usure de l’outil, abaissant le coût du moule. Il est excellent pour le développement rapide et les séries de production jusqu’à 50 000 pièces.
- Acier (P20/H13) : L’acier trempé est difficile à usiner et nécessite une EDM (Usinage par décharge électrique) pour les détails fins. Il coûte plus cher mais est pratiquement indestructible dans un moule d'investissement environnement.
Contrairement au processus de fonte sous pression industrielle où des moules en acier robuste sont obligatoires pour résister à une force immense, la cire d’investissement implique une injection de cire à basse pression. Cela nous donne la flexibilité d’utiliser un outillage en aluminium pour réduire vos coûts initiaux sans sacrifier la précision.
Moule d’investissement vs. Moule de fonderie sous pression
Lorsque les clients demandent la différence entre un moule d'investissement et un moule de coulée sous pression, je commence toujours par le médium d'injection. En coulée sous pression, nous forçons le métal en fusion dans une cavité en acier sous une pression extrême. Dans la processus de moulage à la cire perdue, nous n'injectons que de la cire. Cette différence fondamentale dicte tout, de estimation du coût de l’outillage à la cycle de vie du moule.
Comparer les pressions d'injection et l'usure des outils
Les moules de coulée sous pression subissent beaucoup. Ils font face à un métal en fusion à haute vitesse et à un choc thermique, nécessitant un acier trempé pour survivre. À l'inverse, un outil de moulage en cire injectée fonctionne à basse température et à basse pression. Étant donné que la cire n'est pas abrasive, l'usure de la cavité est minimale. Cela nous permet d'utiliser de l'aluminium pour la base du moule, qui est plus rapide à usiner et plus facile à manipuler.
Analyse de la durée de vie et coûts de mise en place
Parce que l'environnement de fonctionnement est si doux, moules d'investissement surpassent souvent les outils de coulée sous pression. Il n'est pas rare qu'une cire en aluminium produise plus de 100 000 motifs sans dégradation significative.
Pour la mise en place initiale, l'outillage d'investissement est le gagnant évident. Vous ne payez pas pour de gros blocs d'acier H13 ou pour les canaux de refroidissement complexes nécessaires à la coulée sous pression. Si vous cherchez à produire des pièces en aluminium A356 ou 6061, la coulée d'investissement offre une barrière à l'entrée plus faible, surtout pour des séries de faible à moyenne volume où l'amortissement d'un moule en fonte coûteux n'a tout simplement pas de sens.
Principales différences en un coup d'œil :
- Pression : La coulée sous pression utilise une haute pression (force de verrouillage) ; la coulée d'investissement utilise une faible pression (injection de cire).
- Matériau : Les moules de coulée sous pression nécessitent de l'acier trempé ; les moules d'investissement utilisent souvent de l'aluminium.
- Usure : Les moules de coulée sous pression subissent une fatigue thermique ; les moules d'investissement connaissent une usure minimale.
- Coût : L'outillage d'investissement est généralement 30 à 50 % moins cher que l'outillage de coulée sous pression.
Maintenance et stockage pour la longévité
Protection de votre moule d'investissement ne concerne pas seulement la manipulation soigneuse lors de la production ; elle nécessite des protocoles de maintenance rigoureux pour prolonger le cycle de vie du moule. Depuis le outil de moulage en cire injectée est la base de l'ensemble du processus de moulage à la cire perdue, la négliger entraîne immédiatement des inexactitudes dimensionnelles et des défauts de surface dans vos pièces moulées finales.
Protocoles de nettoyage pour les résidus de cire
L'accumulation de cire est le principal ennemi de la précision dans cette industrie. Après une série de production, nous n'utilisons jamais d'outils abrasifs comme la laine d'acier ou les brosses métalliques, car ils peuvent rayer les surfaces de cavité très polies et ruiner la finition.
- Nettoyage par solvant : Utilisez des nettoyants pour moules spécialisés qui dissolvent les résidus de cire sans attaquer la surface métallique.
- Outils doux : Utilisez uniquement des grattoirs en cuivre, en laiton ou en plastique pour enlever la cire tenace des lignes de séparation.
- Projection d'air : Dégagez les évents et les trous de broches d'éjection avec de l'air comprimé pour éviter les obstructions pouvant affecter le modèle en cire sacrificielle.
Prévenir l'oxydation dans les moules en acier
Alors que le les outils en aluminium vs en acier le débat porte souvent sur la vitesse de cycle, les exigences de maintenance diffèrent considérablement. L'aluminium forme naturellement une couche d'oxyde protectrice, mais l'acier nécessite une protection active. Même les alliages d'acier de haute qualité utilisés dans les outils de production peuvent rouiller s'ils sont exposés à l'humidité sans barrières.
- Élimination de l'humidité: Assurez-vous que le moule est complètement sec et exempt de condensation d'eau provenant des lignes de refroidissement avant le stockage.
- Revêtement Protecteur : Appliquez immédiatement après le nettoyage un spray inhibiteur de rouille ou un bouclier contre les moules pour sceller la surface.
- Lubrification : Graissez les broches de guidage, les bagues et les glissières pour éviter la saisie lors du prochain montage.
Meilleures Pratiques pour le Stockage à Long Terme
La façon dont vous stockez l'outillage détermine sa préparation pour la prochaine commande. Nous stockons toujours les moules en position “ fermée ” sous faible pression. Cela empêche la poussière et les débris en suspension dans l'air de se déposer sur les surfaces critiques de la cavité et protège la ligne de séparation contre les dommages accidentels. Stockez l'outillage dans un environnement contrôlé pour minimiser les cycles d'expansion et de contraction thermiques qui pourraient desserrer les composants avec le temps.
FAQ : Questions Fréquemment Posées sur les Moules d'Investissement
Lorsque nous discutons avec les clients de la mise en place d'une ligne de production, les mêmes questions concernant la outil de moulage en cire injectée et la longévité de l'outillage ont tendance à revenir. Voici les réponses précises aux questions les plus fréquentes que nous recevons sur le processus d'outillage.
Combien de temps dure un moule d'investissement en aluminium ?
C'est là que l'outillage de coulée sous investissement brille par rapport à d'autres méthodes. Parce que nous injectons de la cire non abrasive plutôt que du métal en fusion dans le moule, l'usure est minimale.
- Outillage en aluminium : Pour la plupart des projets, un moule en aluminium de haute qualité (comme T6 ou 7075) peut facilement durer 50 000 à 100 000 coups.
- Outillage en acier : Si vous optez pour l'acier, le cycle de vie du moule est effectivement permanent pour la plupart des besoins en volume, dépassant facilement 500 000 cycles.
Étant donné que la pression et la température sont faibles, la fatigue thermique n'est pas vraiment un problème. À moins de le endommager par une mauvaise manipulation, un moule en aluminium est un atout durable et rentable.
Pouvons-nous modifier un moule existant pour des changements de conception ?
Oui, mais il y a des limitations. Nous utilisons moules usinés par CNC pour couper la cavité, donc enlever du métal du moule (ce qui ajoute du matériau à votre pièce finale) est simple. Cela est souvent appelé être “ métal sûr ”.”
Cependant, si votre changement de conception nécessite de remettre du métal dans le moule (pour rendre un mur plus fin ou un trou plus petit), cela devient compliqué. Nous devons souder et re-machiner, ou utiliser des inserts. Il est toujours moins cher et plus rapide de bien concevoir avant de couper l'outil, mais les ajustements mineurs sont généralement gérables.
Quel est le délai typique pour la fabrication d'un moule à injection de cire ?
La rapidité est un avantage majeur ici. Comme nous n'avons pas besoin de durcir l'acier pendant des semaines comme dans la fonderie sous pression, nous pouvons avancer rapidement.
- Géométrie simple : 2–3 semaines.
- Complexe / Multi-Cavités : 4–5 semaines.
Si vous avez besoin des solutions d'outillage rapide, nous pouvons parfois couper des outils en aluminium simples en moins de deux semaines. Notre objectif est de préparer le moule d'investissement pour l'échantillonnage aussi rapidement que possible afin de passer à la phase de moulage.
Suis-je propriétaire de l'outillage après la production ?
Absolument. Sur le marché français et mondial, la pratique standard est qu'une fois que vous payez les frais d'ingénierie non récurrente (NRE) ou d'outillage, le moule vous appartient. Nous agissons en tant que custodien de votre propriété. Nous stockons, nettoyons et entretenons l'outillage entre les séries de production pour garantir qu'il soit prêt pour la prochaine commande, mais l'actif reste 100% à vous.


