
Apprendimento come realizzare stampi per la colata di metallo inizia con la scelta della famiglia di stampi giusta—stampini in sabbia, microfusione gusci in ceramica, o stampini permanenti—poi costruendo il fiasco, modello e sistemi di colata che controllano il flusso del metallo e il restringimento. Questa guida copre colata con stampo espendibile e utensili in stampo riutilizzabili, da imbottitura del getto con sabbia di formatura fino a fusione a cera persa deseccatura e stampi permanenti, più note di sicurezza e una tabella di confronto dei metodi per volume e adattamento della lega.
Come Realizzare Stampi per la Colata di Metallo
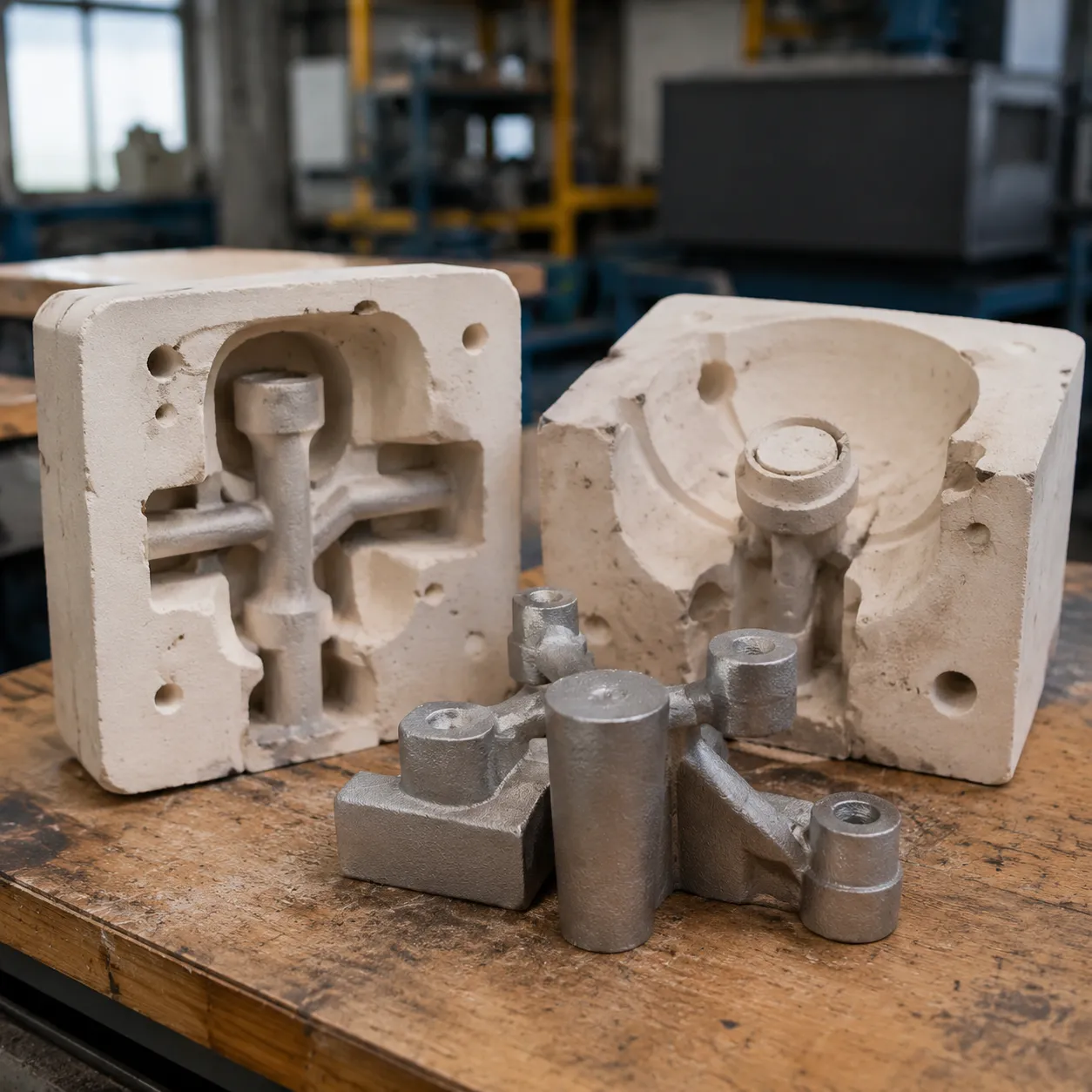
Nel settore manifatturiero, uno stampo è il contenitore fondamentale che definisce la forma, la finitura superficiale e l'integrità strutturale di un componente in metallo colato. La colata di metallo implica versare metallo fuso in una cavità progettata su misura, dove si raffredda e si solidifica in una geometria specifica. Lo stampo deve resistere a shock termici estremi, contenere l'alta pressione del metallo liquido e permettere ai gas di fuoriuscire in modo sicuro per prevenire difetti.
Il Ruolo degli Stampi nel Processo di Colata
Lo stampo funge da pianta fondamentale durante l'intera fase di solidificazione. I suoi ruoli principali includono:
- Precisione dimensionale: Garantire che il componente finale rispetti le tolleranze geometriche esatte.
- Gestione Termica: Controllare la velocità di raffreddamento e solidificazione del metallo fuso per ottimizzare la struttura interna dei grani.
- Qualità della finitura superficiale: Trasferire dettagli fini e texture direttamente dalle pareti dello stampo al pezzo di metallo.
- Permeabilità al gas: Ventilare aria e gas intrappolati per eliminare porosità e vuoti interni.
Componenti chiave di uno stampo per fusione
Uno stampo di fusione industriale standard è un sistema altamente ingegnerizzato composto da diverse componenti vitali che lavorano in sinergia:
- La Cavità: Lo spazio negativo modellato esattamente come il pezzo di metallo desiderato.
- Il Cuore: Inserti rimovibili posizionati all’interno della cavità per creare sezioni cave o caratteristiche interne.
- La vasca di colata / Coppa: Il punto di ingresso in cui il metallo fuso viene introdotto nel sistema dello stampo.
- Il sistema di sprue e canali di alimentazione: La rete interna di canali che indirizza in modo sicuro il metallo liquido dalla vasca di colata alla cavità principale.
- Le porte: I punti di ingresso specifici dove il metallo passa dai canali alla cavità dello stampo.
- I riser (alimentatori): Reservoir di metallo fuso che prevengono difetti di restringimento alimentando materiale extra nella cavità mentre la fusione si raffredda.
Tipi comuni di stampi per la fusione di metalli
Stampi di Sabbia (Colata con Stampo Espendibile)
Gli stampi di sabbia rappresentano il metodo più diffuso nell'industria della fonderia. Questa tecnica di colata con stampo espendibile si basa su una miscela di sabbia, argilla e umidità per formare una cavità temporanea.[1]
- Tipi di Materiale: Le fonderie generalmente utilizzano sabbie a base d'acqua (sabbia verde) per convenienza economica o sabbie a base di olio (Petrobond) per dettagli più precisi e finiture più lisce.
- Applicazione: Ideale per versare grandi componenti in ferro, acciaio e bronzo. Poiché lo stampo di sabbia viene distrutto per estrarre il pezzo finito, è necessario preparare un nuovo stampo per ogni colata.
Stampi per Colata a Cera Persa (Metodo a Cera Perduta)
Per geometrie complesse e finiture superficiali eccezionali, la colata con stampo a cera persa è lo standard del settore. Questo processo utilizza una corazza ceramica costruita attorno a un modello di cera sacrificabile.
Utilizziamo questo metodo per produrre pezzi quasi a forma finale che richiedono una post-lavorazione minima. Se il tuo progetto richiede alta precisione dimensionale per parti intricate, collaborare con un fornitore principale di fusione a cera persa per componenti metallici di precisione garantisce qualità di livello industriale e tolleranze strette.
Stampi in Metallo Permanenti (Colata Non Espendibile)
Quando i volumi di produzione raggiungono migliaia di unità, gli stampi temporanei diventano inefficienti. Gli stampi permanenti sono lavorati direttamente da metalli ad alta resistenza come ferro, acciaio o grafite.
- Costo iniziale elevato degli attrezzi: Progettare e lavorare questi stampi robusti richiede un investimento iniziale significativo.
- Efficienza nella Produzione di Massa: Resistono a shock termici ripetuti da leghe di alluminio fuso, magnesio e rame, consentendo migliaia di colate identiche senza deterioramento dello stampo.
Stampi e Modelli Stampati in 3D
| Approccio | Come Funziona | Migliore utilizzo |
|---|---|---|
| Stampa 3D Diretta | Le stampanti industriali legano strato dopo strato sabbia di silice specializzata per creare uno stampo di sabbia completo in modo automatico. | Prototipazione rapida e colate industriali altamente complesse e uniche. |
| Stampa 3D Indiretta | Le stampanti producono PLA o resine specializzate per creare il modello, che viene poi utilizzato per riempire la sabbia tradizionale. | Produzioni a basso volume che richiedono rapide iterazioni di progettazione. |
Fuso, Sabbia da Stampo e Strumenti per Stampi di Sabbia
Scegliere le Sabbie da Stampo e i Materiali Giusti
La base di uno stampo di sabbia eccellente risiede nel tipo di sabbia che si sceglie. La tua scelta dipende interamente dalla complessità del progetto e dal punto di fusione del metallo.
- Sabbia Verde: Una miscela tradizionale di sabbia di silice, argilla e acqua. È economica, riutilizzabile e eccellente per la colata generale.
- Sabbie a Base di Olio (Petrobond): Questa miscela utilizza olio invece dell'acqua. Fornisce dettagli molto più nitidi, produce meno vapore e lascia una finitura superficiale più liscia sui tuoi pezzi di metallo.
- Resine e Materiali Specializzati: Per applicazioni di alta precisione o tecniche di stampaggio alternative, la ricerca di materiali professionali per stampi e colate assicura che i tuoi stampi mantengano la loro forma perfettamente sotto stress termici intensi.
Comprendere il Flask: Cope e Drag
L' fiasco è la struttura rigida che mantiene la sabbia di modellatura in posizione durante il processo di fusione. È divisa in due sezioni essenziali:
| Componente del Flask | Posizione | Funzione |
|---|---|---|
| Gestisci | Metà Superiore | Tiene il contenitore di colata, il canale di colata e i riser dove entra il metallo. |
| Trascina | Metà Inferiore | Contiene la metà inferiore dello stampo; imbottitura del getto stretto è fondamentale per una base stabile. |

Queste due metà si bloccano insieme usando perni di allineamento per garantire che rimangano perfettamente registrate quando il metallo fuso viene versato.
Attrezzature di Sicurezza e Materiali dello Stampo
La fusione del metallo comporta temperature estreme, rendendo obbligatorio l'uso di dispositivi di sicurezza robusti. La tua officina deve includere:
- Dispositivi di Protezione Individuale (DPI): Giubbotti da saldatura in pelle, guanti resistenti al calore per la fusione, visiere di protezione e stivali con punta in acciaio.
- Materiali dello Stampo: Lo stampo è il modello del tuo oggetto finale. Legno, plastica e resine stampate in 3D sono le scelte più comuni perché possono resistere alla pressione della sabbia compressa senza deformarsi.
Come Realizzare uno Stampo di Sabbia per la Fusione del Metallo
Creare uno stampo di sabbia richiede precisione, il giusto sabbia di formatura, e un approccio chiaro passo dopo passo per garantire che il pezzo finale venga senza difetti. Comprendere come funziona il processo di pressofusione in sabbia è essenziale per padroneggiare questi passaggi.
Fase 1: Creazione e Preparazione dello Stampo
Il modello è la replica dell'oggetto che si desidera colare. Può essere realizzato in legno, plastica o metallo, ma deve essere leggermente più grande della parte finale per compensare il restringimento del metallo durante il raffreddamento.
- Applica un agente distaccante (come talco o grafite) sul modello in modo che si stacchi facilmente dalla sabbia.
- Assicurati che il modello abbia una leggera inclinazione, nota come angolo di tiro, per evitare che la forma di sabbia si sgretoli quando il modello viene rimosso.

Fase 2: Compattare lo stampo del coppo
Una scatola di colata standard consiste di due parti: il coppo (superiore) e il coppo (inferiore). Si inizia sempre preparando la metà inferiore.
- Posiziona il striscia cornice capovolta su una tavola di modellatura piatta.
- Centra il modello preparato all’interno della cornice.
- Setaccia fine sabbia di formatura sulla forma per catturare i dettagli fini.
- Riempi il resto della cornice con sabbia più grossa e inizia a imbottitura del getto compattare saldamente con un martello.
- Rimuovi l’eccesso di sabbia con una riga dritta in modo che sia perfettamente allineata con il bordo della scatola.
Fase 3: Impostare la linea di divisione, il canale di colata e i fori di colata di alimentazione
Una volta che il coppo è stato compattato, capovolgi l’intera cornice. Il modello è ora esposto sulla superficie superiore.
- Spolvera la superficie con altra polvere di separazione per creare una superficie pulita linea di separazione in modo che le due metà dello stampo non si attacchino tra loro.
- Posiziona il coppa (la cornice superiore) direttamente sulla paratia.
- Inserisci spilli di legno conico o tubi nel sabbione per creare il gettata (dove viene versato il metallo fuso) e il riser (dove il metallo in eccesso risale per compensare il restringimento e per evacuare i gas).
Fase 4: Imbottitura dello stampo di copertura e rimozione del modello
Con gli spilli della gettata e del riser in posizione, sei pronto per riempire la metà superiore dello stampo.
- Riempi la copertura con sabbia e compattala saldamente, proprio come hai fatto con la paratia.
- Estrai con attenzione gli spilli della gettata e del riser per lasciare canali puliti e aperti.
- Separa delicatamente la copertura dalla paratia.
- Taglia un piccolo sistema di canali di alimentazione (canali) sulla faccia di sabbia collegando la gettata e il riser alla cavità del modello.
- Sollevare con attenzione il modello dalla sabbia. Chiudi di nuovo la scatola, fissala saldamente con la morsa, e il tuo stampo di sabbia è pronto per la colata.
Come Realizzare Stampi per Colata a Cera Persa (Metodo a Cera Perduta)
La colata a cera persa è il metodo preferito quando il tuo progetto richiede precisione estrema, finiture superficiali lisce e geometrie complesse che gli stampi di sabbia semplicemente non possono ottenere. Ecco come costruiamo uno stampo di alta precisione da zero.
Fase 1: Creazione del Modello in Cera
Ogni stampo per fusione a investimento inizia con una replica altamente dettagliata della parte finale in metallo, realizzata interamente in cera da fusione specializzata.
- Iniezione di cera: Per le produzioni in serie, iniettiamo cera fusa in uno stampo in metallo per creare modelli identici. Per lavori personalizzati o di prototipazione, questi modelli possono anche essere stampati in 3D.
- Il Sistema di Valvole: Assemblamo più modelli in cera su una barra centrale di alimentazione in cera, creando un “albero di cera”. Questo albero stabilisce i canali attraverso cui fluirà il metallo fuso.
- Ispezione: Qualsiasi imperfezione sul modello in cera si manifesterà sul pezzo finale in metallo, quindi puliamo e ispezioniamo meticolosamente l'assemblaggio prima di passare alla fase successiva.
Fase 2: Applicazione del Rivestimento di Pasta Ceramica
Per trasformare l'albero di cera in uno stampo rigido, lo rivestiamo con una corazza in ceramica di alta qualità. Questo richiede un processo ripetuto di immersione e stuccatura.
- Immersione nella Pasta di Base: Immergiamo l'albero di cera in una pasta ceramica liquida per rivestire ogni fessura in modo uniforme.
- Stuccatura: Mentre è ancora umido, rivestiamo l'albero con particelle di sabbia fine o silice per aumentare lo spessore.
- Asciugatura e Ripetizione: Lo strato viene lasciato asciugare completamente in un ambiente controllato. Ripetiamo questo ciclo di immersione e asciugatura da 5 a 10 volte, usando gradualmente sabbia più grossa per costruire una corazza ceramica spessa e resistente in grado di sopportare temperature estreme di colata del metallo.
Fase 3: Dewaxing e Cottura dello Stampo
Una volta che la corazza ceramica è completamente indurita, il modello in cera deve essere rimosso per creare la cavità vuota per il metallo.
- Dewaxing con Autoclave a Vapore: Posizioniamo lo stampo in ceramica in un autoclave a vapore. Il calore intenso scioglie rapidamente la cera, permettendone il drenaggio sicuro dal fondo dello stampo. Per questo motivo il processo è ampiamente conosciuto come fusione a cera persa.
- Cottura ad Alta Temperatura: Dopo la decolorazione, riscaldiamo il guscio di ceramica vuoto in un forno a temperature tra 800°C e 1100°C.
- Preparazione: Questo processo di cottura brucia eventuali residui di cera rimanenti, sinterizza la ceramica per massimizzare la sua resistenza strutturale e preriscalda lo stampo in modo che sia pronto a ricevere acciaio fuso o alluminio senza crepe.
Come creare stampi metallici permanenti e riutilizzabili
Quando hai bisogno di aumentare la produzione, è essenziale imparare come realizzare stampi per la colata di metallo che duri migliaia di cicli. Gli stampi permanenti sostituiscono strutture temporanee in sabbia o cera con cavità durevoli e lavorate con precisione in grado di sopportare ripetuti shock termici.
Selezione dei Materiali per Stampi Riutilizzabili
Scegliere il materiale giusto garantisce che lo strumento possa resistere al calore intenso del metallo fuso senza deformarsi o erodersi.
- Ghisa Grigia: Eccezionale resistenza alla fatica termica e altamente conveniente; la scelta preferita per la fusione di metalli non ferrosi.
- Acciaio da Utensili H13: Perfetto per la pressofusione di alluminio e zinco ad alto volume grazie alla sua durezza estrema e resistenza alle crepe da calore.
- Grafite: Ideale per produzioni più piccole o leghe specifiche, offrendo un'eccellente conducibilità termica e facile lavorabilità.

Il Processo di Produzione di Stampi Permanenti di Base
Creare uno stampo metallico riutilizzabile richiede un'ingegneria di alta precisione per garantire una qualità costante dei pezzi.
- Lavorazioni CNC: Tagliamo la cavità negativa nei blocchi di metallo scelti utilizzando fresatrici e torni CNC di alta precisione.
- Installazione di Perno di Espulsione e Micro-ventilazioni: Foriamo canali precisi per i perni di espulsione meccanici per estrarre il pezzo finito e aggiungiamo micro-ventilazioni per far uscire l'aria intrappolata.
- Applicazione di Rivestimento Termico: Prima di ogni ciclo di fusione, applichiamo una vernice refrattaria. Questo protegge la superficie dello stampo, controlla il trasferimento di calore e previene l'adesione del pezzo fuso.
Per le aziende che cercano componenti industriali pronti all'uso, sfruttare il nostro servizio professionale servizi di stampaggio a guscio permanente per parti di alluminio e rame di precisione riduce significativamente i tempi di sviluppo.
Vantaggi e Limitazioni degli Stampi Permanenti
| Caratteristica / Vantaggio | Stampi Permanenti |
|---|---|
| Finitura superficiale | Eccezionale, riducendo la necessità di lavorazioni post-cast. |
| Tolleranza Dimensionale | Altamente preciso e coerente dal primo pezzo al decimillesimo pezzo. |
| Costo iniziale degli attrezzi | Elevato investimento iniziale in ingegneria e lavorazioni. |
| Restrizioni sui Materiali | Più adatto per metalli non ferrosi con punto di fusione più basso come alluminio, rame e magnesio. |
Stampi Stampati in 3D per Colata di Metalli
La stampa 3D colma il divario tra design digitali complessi e pezzi metallici fisici, eliminando i colli di bottiglia degli strumenti tradizionali e accelerando il ciclo di produzione.
Approcci di Stampa 3D Diretta e Indiretta
Durante l'apprendimento come realizzare stampi per la colata di metallo con la produzione additiva, emergono due metodologie principali:
- Approccio Diretto: Stampa 3D dello stampo o del nucleo direttamente da materiali specializzati come sabbia o ceramica. Il metallo fuso viene versato direttamente nel pezzo stampato.
- Approccio Indiretto: Stampa 3D di un modello sacrificial (spesso utilizzando resine specializzate o cera) che viene successivamente incorporato nel materiale di investimento. Il modello viene poi bruciato per creare la cavità.
| Approccio | Materiali tipici | Migliore utilizzo | Vantaggio chiave |
|---|---|---|---|
| Stampa Diretta | Sabbia di silice, polveri ceramiche | Grandi parti industriali, componenti di macchinari pesanti | Elimina completamente i pattern; riduce drasticamente i tempi di consegna |
| Stampa Indiretta | Resine a combustione pulita, cera colabile | Gioielli intricati, componenti aerospaziali, prototipi rapidi | Ottieni finitura superficiale elevata e tolleranze strette |
Per le aziende che desiderano saltare la tradizionale produzione di stampi per prototipi complessi, sfruttando soluzioni specializzate servizi di colata con stampi in lega tramite stampa 3D per prototipi in metallo rapidi fornisce un percorso diretto dal file CAD al componente metallico finale senza gli elevati costi iniziali degli stampi rigidi.
Vantaggi della Stampa 3D per Geometrie Complesse
- Libertà di Progettazione: Gli angoli di sformo degli stampi e le complesse linee di divisione non sono più fattori limitanti.
- Residuo Zero di Cenere: L'utilizzo di materiali di consumo specializzati garantisce una combustione pulita durante il processo di fusione a cera persa. Per risultati ottimali, seguire una guida dedicata alla stampa 3D per fusione a cera persa per una combustione pulita e resine a zero cenere previene difetti come porosità da gas e rugosità superficiale nella fusione finale.
- Assiemi Consolidati: Molteplici componenti possono essere ridisegnati e stampati come un'unica geometria complessa, eliminando successivi passaggi di saldatura o assemblaggio.
Confronto: Scegliere il Metodo di Produzione di Stampi Corretto
Confronto tra Costi, Velocità e Idoneità dei Materiali
Scegliere come realizzare stampi per la colata di metallo dipende interamente dal budget, dalla tempistica e dai requisiti dei materiali del tuo progetto. Ogni metodo presenta compromessi distinti in termini di costi iniziali degli stampi e velocità di produzione.
| Tipo di stampo | Costo iniziale | Velocità di produzione | Idoneità del materiale migliore |
|---|---|---|---|
| Stampi in sabbia | Molto bassa | Lento (uso singolo) | Ferro, Acciaio, Bronzo, Alluminio |
| Fusione a cera persa | Medio | Medio (Alto lavoro) | Acciaio inossidabile, Leghe per gioielli, Acciaio al carbonio |
| Stampi Permanenti | Alto | Veloce (stampo riutilizzabile) | Alluminio, Magnesio, Leghe di rame |
| Stampi stampati in 3D | Medio | Veloce (Nessun modello fisico) | Leghe complesse, Metalli per prototipazione |
Per progetti specializzati che richiedono geometrie complesse o produzioni a basso volume prima di impegnarsi con stampi rigidi, utilizzando servizi avanzati di prototipazione rapida e stampaggio per produzione a basso volume può ridurre significativamente i tempi e i costi di sviluppo iniziali.
Selezione di un metodo in base al volume di produzione
- Basso volume e prototipazione (1 – 100 pezzi): Stampi di sabbia e Stampi stampati in 3D sono ideali in questo caso. Eliminano la necessità di costosi stampi fissi, consentendo rapide modifiche al design.
- Volume medio (100 – 5.000 pezzi): Fusione a investimento si adatta a questo punto ideale quando sono richiesti alta precisione e finiture superficiali eccellenti per componenti complessi.
- Alto volume (oltre 5.000 pezzi): Stampi metallici permanenti sono la scelta più conveniente. Sebbene la produzione iniziale dello stampo sia costosa, il costo per pezzo diminuisce drasticamente durante lunghe serie di produzione.
Domande frequenti sui stampi per la fusione dei metalli
Posso creare in sicurezza stampi per la fusione dei metalli a casa?
Sì, puoi creare in sicurezza stampi per la fusione dei metalli a casa, ma è necessario rispettare rigorosamente i protocolli di sicurezza e avere la configurazione adeguata. stampidi di sabbia verde e stampi di investimento a base di gesso sono le scelte fai-da-te più comuni. Il rischio maggiore è l'umidità; qualsiasi acqua intrappolata si trasformerà immediatamente in vapore quando entra in contatto con il metallo fuso, causando esplosioni pericolose.[2] Lavora sempre in un'area ben ventilata, indossa l'equipaggiamento di protezione personale (DPI) appropriato—compreso schermo facciale, grembiule di pelle e guanti resistenti al calore—e assicurati che lo stampo sia completamente asciutto prima di versare.
Quali sono i metalli più facili da colare per i principianti?
Per i principianti che imparano a realizzare stampi per la fusione dei metalli, è altamente consigliato iniziare con metalli a basso punto di fusione:
- Stagno: Si scioglie a circa 170–230°C. Può essere fuso su un fornello standard e versato in stampi in silicone o legno.
- Alluminio: Si scioglie a 660°C. È ampiamente disponibile, facile da fluidificare e funziona perfettamente con standard stampini in sabbia.
- Zinco: Si scioglie a 419°C. Fluisce facilmente e cattura bene i dettagli fini senza richiedere temperature industriali estreme.
Quante volte può essere riutilizzato un singolo stampo?
La durata di uno stampo dipende interamente dal suo materiale e dal metodo di fusione utilizzato:
| Tipo di stampo | Durata / Riutilizzabilità | Migliore utilizzo |
|---|---|---|
| Stampi in sabbia | Uso Singolo (Rotto per estrarre il pezzo) | Prototipi, forme personalizzate e produzione flessibile |
| Stampi per la fusione a investimento | Uso Singolo (Il guscio di ceramica viene distrutto) | Componenti aerospaziali e gioielli di alta precisione e complessità |
| Stampi in metallo permanenti | Migliaia di cicli (spesso 10.000–100.000+ esecuzioni a seconda della lega e della manutenzione)[5] | Produzione industriale ad alto volume |
Mentre gli stampi usa e getta devono essere rifatti per ogni colata, progettiamo stampi in metallo di alta durata stampanti personalizzate in metallo per colata progettati per resistere a migliaia di cicli ripetuti per la produzione ad alto volume.
Hai bisogno di attrezzature per colata in sabbia, investimento o stampi permanenti per produzioni di fusione? Richiedi un preventivo con obiettivi di lega, volume e tolleranza.
Riferimenti
- Wikipedia — Colata in sabbia (panoramica del processo di stampo usa e getta)
- Pubblicazione CDC NIOSH 99-105 — Controllo delle esposizioni nelle operazioni di fonderia e colata
- Monroe Engineering — Il processo in 6 fasi della colata in sabbia
- Monroe Engineering — Cos'è la colata in investimento (cera persa)
- Monroe Engineering — Cos'è la colata in stampo permanente