
Læring korleis lage former for metallstøping startar med å velje riktig formfamilie—sandformer, investeringsstøyping keramiske skall, eller permanente former—deretter byggje kolbe, mønster, og styringssystem som kontrollerer metallstrømmen og krymping. Denne guida dekkjer brente former for støping og gjenbrukbare formverktøy, frå pakking av draget med formeringssand gjennom tapt voksstøyping avfiring og permanente former, pluss sikkerheitsnotisar og ein metode-sammenlikningstabell for volum og legeringspassform.
Korleis lage former for metallstøping
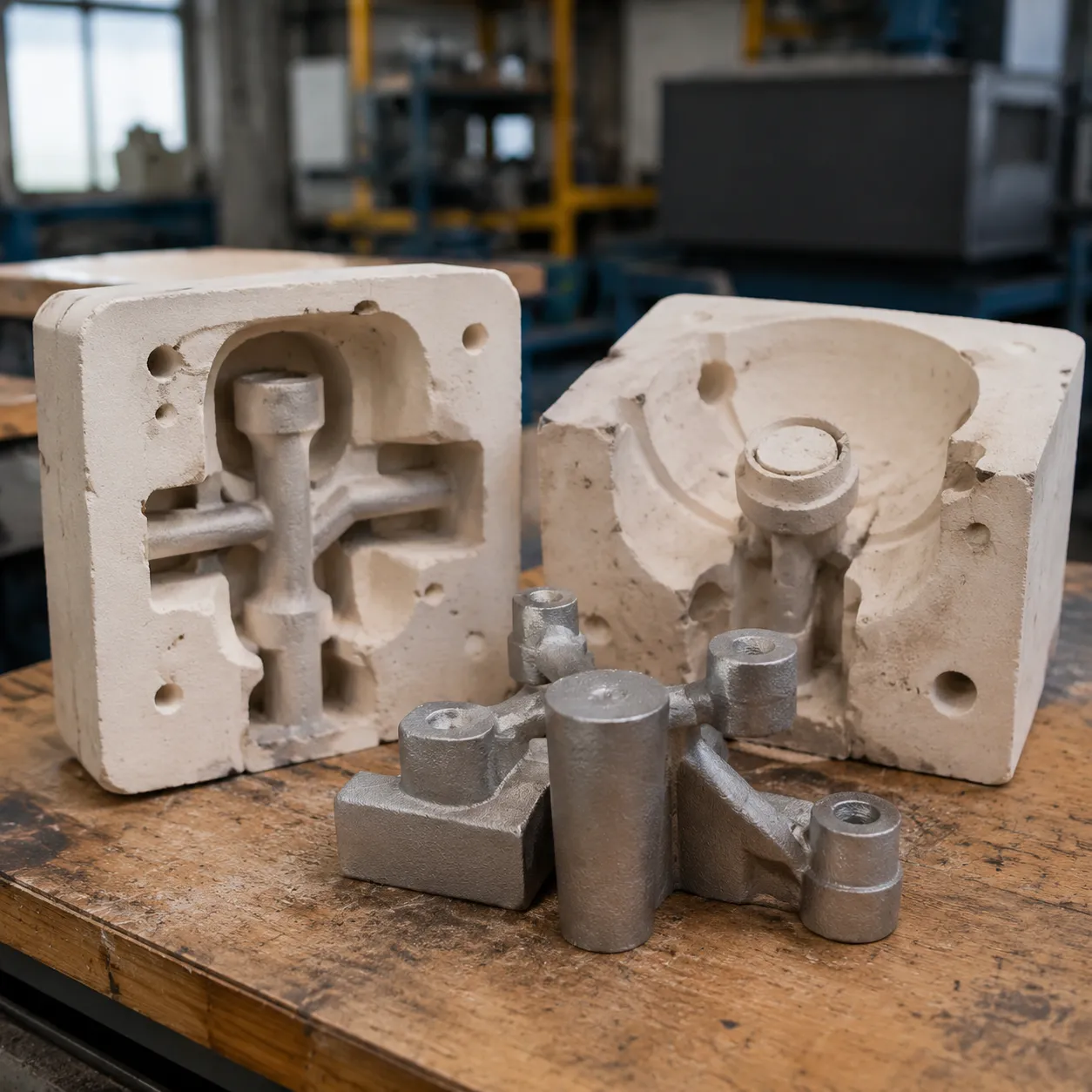
I produksjonsindustrien er ein form den grunnleggande behaldaren som definerer forma, overflatefinishen og den strukturelle integriteten til ein støpt metallkomponent. Metallstøping involverer å helle smelta metall inn i ein skreddarsydd hulrom, der det avkjøler og stivnar til ein bestemt geometri. Formen må tåle ekstrem termisk sjokk, innehalde det høge trykket frå flytande metall, og la gassar sleppe ut trygt for å forhindre feil.
Rolla til former i støpeprosessen
Forma fungerer som den kritiske blåkopien gjennom heile herdingfasen. Dens hovudroller inkluderer:
- Dimensjonell nøyaktigheit: Sikre at den endelige komponenten oppfyller nøyaktige geometriske toleransar.
- Termisk styring: Kontrollere avkjølings- og herdingshastigheita til den smelta metallen for å optimalisere den indre kornstrukturen.
- Overflatekvalitet: Overføre fine detaljar og teksturar direkte frå forma til metalldelen.
- Gasspermeabilitet: Lufte ut fanga luft og gassar for å eliminere porositet og indre hulrom.
Nøkkelkomponentar i ein støpeforma
Eit standard industrielt støpeforma er eit høgt utforma system som består av fleire viktige komponentar som arbeider i samspel:
- Holrommet: Det negative rommet forma nøyaktig som den ønskte metalldelen.
- Kjernen: Fjernbare innsettar plassert inne i hulrommet for å lage hule seksjonar eller indre funksjonar.
- Hellings- / Hellingsbassin / Kopp: Inngangspunktet der den smelta metallen vert introdusert i forma.
- Sprøyten og løpessystemet: Det indre nettverket av kanalar som trygt leier den flytande metallen frå hellingsbassenget til hovudhula.
- Portar: De spesifikke inngangspunkta der metallen går frå løpa til forma.
- Risar (Fødarar): Reservoar av smelta metall som hindrar krympingsfeil ved å fø næringsstoff til hulrommet medan støpinga avkjølast.
Vanlege typar av former for metallstøping
Sandformer (Brukarlegeformer)
Sandformer representerer den mest brukte metoden i støperibransjen. Denne brukbare formen for støping er avhengig av ein blanding av sand, leire og fukt for å danne eit midlertidig hulrom.[1]
- Materialtypar: Støperier brukar vanlegvis enten vatnbaserte sandar (grønn sand) for kostnadseffektivitet eller oljebaserte sandar (Petrobond) for skarpare detaljar og glattere overflater.
- Bruksområde: Ideell for støping av store jern-, stål- og bronjelement. Sidan sandforma blir øydelagt for å hente ut den ferdige delen, må ein pakke ein ny form for kvar enkelt støyp.
Investeringsstøpeformer (Tapt voks-metoden)
For komplekse geometriar og eksepsjonelle overflatefinishar er investeringsstøping industristandarden. Denne prosessen bruker ein keramisk skall rundt ein offervoksmodell.
Vi bruker denne metoden for å produsere nær-nettskapsdeler som krev minimal etterbehandling. Om prosjektet ditt krev høg dimensjonell nøyaktigheit for intrikate delar, samarbeidar med ein topp leverandør av tapt voksstøyperi for presisjonsmetallkomponentar sikrar industriell kvalitet og stramme toleransar.
Permanent metallformer (Ikke-brukbare støyp)
Når produksjonsvolumet aukar til tusenvis av einingar, vert midlertidige former uøkonomiske. Permanente former er maskinert direkte frå høgstyrke metallar som jern, stål eller grafitt.
- Høg innleiande verktøykostnad: Design og maskinering av desse robuste støypene krev eit betydelig oppstartsinvestering.
- Masseproduksjonseffektivitet: De tolererer gjentakande termisk sjokk frå smelta aluminium, magnesium og kopparlegeringar, og tillèt tusenvis av identiske støyp utan formforringing.
3D-printa former og mønster
| Tilnærming | Korleis det fungerer | Beste bruk for |
|---|---|---|
| Direkte 3D-utskrift | Industrielle skrivarar binder spesialisert silisiumsand lag for lag for å lage ein komplett sandforma automatisk. | Rask prototyping og høgt komplekse, einskilde industrigjennomføringar. |
| Indirekte 3D-utskrift | Skrivarar produserer PLA eller spesialiserte harpiksar for å lage mønsteret, som deretter vert brukt til å pakke tradisjonell sand. | Lågvolums produksjonskjøringar som krev raske designiterasjonar. |
Krukke, støpesand og sandforma-verktøy
Val av riktige støpesands og materialar
Grunnlaget for ein flott sandforma ligg i typen sand du vel. Valet ditt avhenger heilt av kompleksiteten på prosjektet og metallets smeltepunkt.
- Grønsand: Ein tradisjonell blanding av silisiumsand, leire og vatn. Den er billig, gjenbrukbar og utmerka for generell støping.
- Olje-basert sand (Petrobond): Denne blandinga bruker olje i staden for vatn. Den gir mykje skarpare detaljar, produserer mindre damp, og gir ein glattere overflate på metalldelane dine.
- Harpeis og spesialiserte materialar: For høg-precisjonsapplikasjonar eller alternative støpeteknikkar, sørg for å skaffe profesjonelle støpe- og formematerialar som sikrar at formene dine held forma si perfekt under intens termisk stress.
Forståinga av Flask: Kjempe og Dra
Har kolbe er den stive ramma som held forma sand på plass under støpeprosessen. Den er delt inn i to viktige seksjonar:
| Flaskekomponent | Posisjon | Funksjon |
|---|---|---|
| Kope | To halvdelar | Haldar for hellaren, stigerøret og stigarane der metallet kjem inn. |
| Botn | Nedre halvdel | Inneheld den nedre halvdelen av modellen; pakking av draget tett er kritisk for ein stabil base. |

Desse to halvdelane låser saman ved hjelp av justeringspinnar for å sikre at dei held seg perfekt registerte når det smelta metallet blir hellt.
Sikkerheitsutstyr og modellmateriale
Metallstøyping involverer ekstreme temperaturar, noko som gjer tungt sikkerheitsutstyr obligatorisk. Verkstaden din må innehalde:
- Personleg verneutstyr (PVU): Lær sveisejakker, varmebestandige støypehanske, ansiktsskjermar og sko med ståltupp.
- Modellmateriale: Modellen er modellen av ditt endelege objekt. Tre, plast og 3D-printa resin er dei vanlegaste vala fordi dei kan tole trykket frå komprimert sand utan å deformerast.
Slik lagar du ei sandform for metallstøyping
Å lage ei sandform krev presisjon, rett formeringssand, og ein tydeleg trinnvis tilnærming for å sikre at den endelege delen kjem ut utan feil. Forståing av hvordan sandstøyping fungerer er essensielt for å meistre desse stega.
Steg 1: Lage og førebu modellen
Mønsteret er kopien av objektet du vil støpe. Det kan vere laga av tre, plast eller metall, men det må vere litt større enn den endelige delen for å ta høgde for metallkrymping under avkjøling.
- Påfør ein delingsmiddel (som talkpulver eller grafitt) på mønsteret slik at det slepper lett frå sanden.
- Sikre at mønsteret har ein liten avsmalning, kjent som ein utkastvinkel, for å forhindre at sandforma fall saman når mønsteret vert fjerna.

Steg 2: Pakking av dragforma
Ein standard støpeboks består av to delar: koppen (øvre del) og draget (nedre del). Du startar alltid med å forberede den nederste delen.
- Plasser draget ramma opp ned på ei flat formaffel.
- Sentrer det forberedte mønsteret inni ramma.
- Sikt fin formeringssand over mønsteret for å fange opp dei fine detaljane.
- Fyll resten av ramma med grovare sand og start pakking av draget fast med ein hamrar.
- Fjern overskots-sanden med ein rett kant slik at den er heilt flush med kanten av forma.
Steg 3: Setje opp delingslinja, sprøyten og oppstikkarholer
Når draget er pakka, snu heile ramma over. Mønsteret er no synleg på den øvre overflata.
- Støv overflata med meir skiljepulver for å skape ein rein delingslinja slik at dei to halvdelane av forma ikkje kjem til å sitje fast i kvarandre.
- Plasser koppen (den øvre ramma) direkte på draumen.
- Sett inn avsmalnande trepluggar eller rør i sanden for å lage sprøyten (der den smelta metallen vert helta) og røyraren (der overskotsmetall stig opp for å fø næringssvinn og ventilasjonsgassar).
Steg 4: Pakke koppenforma og fjerna mønsteret
Med sprøyten og røyrarane på plass, er du klar til å pakke den øvre halvdelen av forma.
- Fyll koppen med sand og pakk den tett, akkurat som du gjorde med draumen.
- Trekk forsiktig ut sprøyten og røyrarane for å etterlate reine, opne kanalar.
- Skil koppen forsiktig frå draumen.
- Klipp eit lite portesystem (kanalar) i sandflata som koplar sprøyten og røyraren til mønsterhulrommet.
- Løft forsiktig ut mønsteret av sanden. Lukk forma igjen, klem den sikkert, og sandforma di er klar for hellet.
Korleis lage investeringsformer (tapt voks-metoden)
Investeringsforming er den foretrukne metoden når prosjektet ditt krev ekstrem presisjon, glatte overflateslutt og komplekse geometriske former som sandformer enkelt ikkje kan oppnå. Her er korleis vi byggjer ein høg-precisjons investeringsform frå grunnen av.
Steg 1: Oppretting av voksmodell
Kvar investeringsstøpeform startar med ein svært detaljert replika av den ferdige metalldelen, laga heilt av spesialisert støpevoks.
- Voksinjeksjon: For produksjonskøyringar injiserer vi smelta voks i ein metallform for å lage identiske mønster. For tilpassa eller prototyparbeid kan desse mønstra også 3D-printast.
- Styringssystemet: Vi monterer fleire voksmodellar på ein sentral voksrenne, og danner eit “voks-tre”. Dette treet etablerer kanalane gjennom dei den smelta metallen skal flyte.
- Inspeksjon: Alle ufullkommenheiter på voksmodellen vil vise seg på den ferdige metalldelen, så vi rensar og inspekerer nøye monteringa før vi går vidare til neste steg.
Steg 2: Påføring av keramisk slurry-belegg
For å omdanne voks-treet til ein stiv form, innkapslar vi det i eit høgkvalitets keramikk-kapsel. Dette krev ein gjentakande dypping og stucco-prosess.
- Primær slurry-dypping: Vi dyppar voks-treet i ein væske keramikk slurry for å dekke kvar sprekk jevnt.
- Stucco: Mens det er vått, dekker vi treet med fin sand eller silisiumdioxid-partiklar for å bygge opp tjukkleik.
- Tørking og gjentaking: Lagene får tørke heilt i eit kontrollert miljø. Vi gjentek denne dyppinga og tørkinga 5 til 10 gonger, gradvis med grovare sand for å byggje opp eit tjukt, slitesterkt keramikk-kapsel som kan tåle ekstrem temperatur under støping av metall.
Steg 3: Dewaxing og baking av forma
Når den keramiske kapselen er heilt herd, må voksen fjernast for å lage det hule rommet for metallet.
- Damp-autoklav-dewaxing: Vi plasserer den keramiske forma i ein damp-autoklav. Den intense varmen smeltar voksen raskt, slik at den kan renne ut av botnen av forma på ein trygg måte. Dette er grunnen til at prosessen er kjend som tapt voksstøyping.
- Høgtemperaturbaking: Etter dewaxing, anten vi den hule keramiske skala i ein ovn ved temperaturar mellom 800°C og 1100°C.
- Forberedelse: Denne bakeprosessen brenn av eventuelle attverande voksrestar, sintrar keramikken for å maksimere den strukturelle styrken, og forhåndsvarmer forma slik at den er klar til å motta smelta stål eller aluminium utan å sprekke.
Korleis lage permanente og gjenbrukbare metallformer
Når du må skalere opp produksjonen, er læring korleis lage former for metallstøping som varer i tusenvis av sykluser, avgjerande. Permanente former erstatte midlertidige sand- eller voksstrukturar med holdbare, maskinerte hulrom som kan tåle gjentatte termiske sjokk.
Materialval for gjenbrukbare former
Å velje riktig materiale sikrar at verktøyet kan tåle den intense varmen frå smelta metall utan å deformere eller erodere.
- Grå støpejern: Eksepsjonell motstand mot termisk trettheit og svært kostnadseffektivt; det foretrukne valet for støping av ikkje-jernholdige metallar.
- H13 verktøystål: Perfekt for høgvolums aluminium- og sinkstøping på grunn av sin ekstreme hardheit og motstand mot varmeutslag.
- Grafitt: Ideelt for mindre produksjonskøyrer eller spesifikke legeringar, og tilbyr utmerka termisk ledeevne og enkel maskinering.

Den grunnleggjande produksjonsprosessen for permanente former
Å lage ein gjenbrukbar metallform krev høg presisjon i ingeniørarbeidet for å sikre jamn kvalitet på delane.
- CNC-maskinering: Vi skjærer ut den negative hulrommet i dei valde metallblokkene ved hjelp av høg presisjon CNC-fråding og dreing.
- Ejektorpinne- og ventilinstallasjon: Vi bore nøyaktige kanalar for mekaniske ejektor-pinnar for å presse ut det ferdige delen og leggje til mikro-ventilar for å la fanga luft slippe ut.
- Termisk beleggapplikasjon: Før kvar støpeprosess påfører vi ein motstandskraftig vask. Dette beskytter formoverflata, styrer varmeoverføringa, og hindrar at støpeemnet festar seg.
For bedrifter som leitar etter ferdige industrielle komponentar, utnyttar vårt profesjonelle permanent formingsprosess for presis aluminium- og kobberdeler reduserer utviklingstida di betydelig.
Fordeler og begrensningar med permanente former
| Eigenskap / Fordel | Permanentformer |
|---|---|
| Overflatefinish | Eksepsjonell, reduserer behovet for etterbehandling etter støping. |
| Dimensjonsavvik | Høgt presist og konsekvent frå den første delen til den ti tusende delen. |
| Innleiande verktøykostnad | Høg initial investering i ingeniørarbeid og maskinering. |
| Materialbegrensningar | Best eigna for lavsmeltande, ikkje-jernholdige metaller som aluminium, kobber og magnesium. |
3D-utskreidde former for metallstøping
3D-utskrift byggjer bro mellom komplekse digitale design og fysiske metalldeler, eliminerer tradisjonelle verktøyproblem og fremskynder produksjonsyklusen.
Direkte og indirekte 3D-utskriftsmetodar
Ved læring korleis lage former for metallstøping med additiv produksjon, oppstår to hovudmetodar:
- Direkte tilnærming: 3D-utskrift av forma eller kjerne direkte frå spesialiserte sand- eller keramikkmaterialar. Det smelta metallet vert helle rett i den utskrevne delen.
- Indirekte tilnærming: 3D-utskrift av eit offermønster (oftast med spesialiserte harpiksar eller voks) som seinare vert innkapsla i investeringsmateriale. Mønsteret vert brent ut for å skape hulrommet.
| Tilnærming | Typiske materialar | Beste bruk for | Viktig fordel |
|---|---|---|---|
| Direkte utskrift | Silisiumsand, keramikkpulver | Store industrielle delar, tunge maskinkomponentar | Eliminerer mønster heilt; reduserer tida for produksjon |
| Indirekte trykk | Rensande brennbare harpiksar, støypbar voks | Intrikate smykke, romfartskomponentar, raske prototyper | Oppnå høg overflatefinish og strenge toleransar |
For bedrifter som ønsker å hoppe over tradisjonell verktøyproduksjon for komplekse prototyper, ved å bruke spesialiserte 3D-trykk investeringsstøypetjenester for raske metallprototypar gir ein direkte veg frå CAD-fil til sluttmetallkomponent utan høge oppstartskostnader for hardt verktøy.
Fordelar med 3D-trykk for komplekse geometriar
- Designfridom: Verktøyutkastvinklar og komplekse delingslinjer er ikkje lenger begrensande faktorar.
- Null askeavfall: Bruk av spesialiserte forbruksvarer sikrar ein rein brenningsprosess under investeringsprosessen. For beste resultat, følg ein dedikert støyping 3D-trykkingsguide for rein brenning og null askeharpikser forhindrar feil som gassporositet og overflateskår i den ferdige støypinga.
- Konsoliderte samansetjingar: Flere komponentar kan bli omforma og trykt som ein enkelt, kompleks geometrisk form, noko som eliminerer seinare sveising eller monteringstrinn.
Samanlikning: Val av riktig formverktøymetode
Samanlikning av kostnader, hastigheit og materialegnetheit
Å velje korleis lage former for metallstøping avhenger heilt av budsjettet, tidsplanen og materialkrava for prosjektet ditt. Kvart metod har ulike fordeler og ulemper når det gjeld oppstartskostnader og produksjonshastigheit.
| Forma type | Førstegangs kostnad | Produksjonshastigheit | Beste materiale eignaheit |
|---|---|---|---|
| Sandformer | Veldig låg | Sakte (engangsbruk) | Jern, Stål, Bronse, Aluminium |
| Investeringstøyping | Middels | Medium (Høg arbeidsinnsats) | Rustfritt stål, Smykkalegningar, Karbontål |
| Permanentformer | Høg | Rask (gjenbrukbar form) | Aluminium, Magnesiumm, Kobberlegeringar |
| 3D Utskrivne former | Middels | Rask (Ingen fysiske mønster) | Komplekse legeringar, Prototypingmetaller |
For spesialiserte prosjekt som krev komplekse geometriar eller lågvolums produksjon før ein forplikter seg til hard verktøy, bruk av avansert rask prototyping og verktøytenester for lågvolumsproduksjon kan betydeleg redusere initial utviklingstid og kostnader.
Val av metode basert på produksjonsvolum
- Lågvolum & Prototyping (1 – 100 delar): Sandformer og 3D-printa former er ideelle her. Dei eliminerer behovet for dyre faste verktøy, og tillèt raske designjusteringar.
- Medium volum (100 – 5 000 delar): Investeringstøyping passar dette søte punktet når høg presisjon og utmerkede overflatefinishar er påkrav for intrikate komponentar.
- Høg volum (5 000+ delar): Permanent metallformer er det mest kostnadseffektive valet. Sjølv om den innleiande forma er dyr, fell kostnaden per del drastisk over lange produksjonsløp.
Ofte stilte spørsmål om metallstøpemaskar og former
Kan eg trygt lage metallstøpemaskar heime?
Ja, du kan trygt lage metallstøpemaskar heime, men det krev strenge sikkerheitsprosedyrar og riktig oppsett. Grønnsandsformer og gipsbaserte investeringsformer er dei mest vanlege DIY-val. Den største faren er fukt; vatn som er fanga vil umiddelbart bli til damp når det kjem i kontakt med smelta metall, og forårsake farlege eksplosjonar.[2] Arbeid alltid i eit godt ventilert område, bruk eigna personlege verneutstyr (PVU)—inkludert ansiktsskjerm, lærforkle og varmebestandige hanskar—og sørg for at forma er heilt tørr før du heller.
Kva er dei lettaste metallane å støype for nybyrjarar?
For nybyrjarar som lærer å lage former for metallstøyping, er det sterkt tilrådd å starte med metall med låg smeltepunkt:
- Tinn: Smelt ved rundt 170–230°C. Det kan smeltast på ein standard kokeplate og hellast i silikon- eller treformer.
- Aluminium: Smelt ved 660°C. Det er mykje tilgjengelig, lett å væske og fungerer perfekt med standard sandformer.
- Sink: Smelt ved 419°C. Det flyt lett og fanger fine detaljar godt utan å krevje ekstreme industrielle temperaturar.
Kor mange gonger kan ein enkelt form brukast på nytt?
Levetida til ein form avhenger heilt av materialet og støypemetoden som vert brukt:
| Forma type | Levetid / Gjenbrukbarheit | Beste bruk for |
|---|---|---|
| Sandformer | Einkvar bruk (Broten opp for å hente ut delen) | Prototypar, tilpassa former og fleksibel produksjon |
| Investeringstøpeformer | Einkvar bruk (Keramisk skall vert øydelagt) | Høg-precision, komplekse romfarts- og smykkedeler |
| Permanent metallformer | Tusenvis av syklusar (ofte 10 000–100 000+ kjøringar avhengig av legering og vedlikehald)[5] | Høgvolums industriell produksjon |
Mens utskiftbare former må lagast på nytt for kvar enkelt støp, designar vi høgdurarlege skreddarsydde metallstøpeformer utforma for å tåle tusenvis av gjentatte syklusar for høgvolumsproduksjon.
Treng du sand-, investerings- eller permanente formverktøy for produksjonsstøping? Få eit tilbod med legering, volum og toleranse mål.
Referansar
- Wikipedia — Sandstøping (oversikt over prosessen med utskiftbare former)
- CDC NIOSH Publikasjon 99-105 — Kontroll av eksponeringar i støpe- og støpeprosesser
- Monroe Engineering — Den 6-trinns prosessen for sandstøping
- Monroe Engineering — Kva er investeringsstøping (tapt voks)
- Monroe Engineering — Kva er permanent formstøping