
學習如何使用逐步方法進行鋁合金鑄造,包括設備、安全提示和缺陷預防。.
如何鑄造鋁合金:基本設備與材料
想知道安全處理液態金屬到底需要什麼嗎?在我考慮倒模之前,我會確保整個設置都已鎖定。在任何功能完整的鋁合金鑄造廠中,偷工減料是最快毀壞鑄件的方法——或者更糟,可能會嚴重受傷。.
以下是我們用來正確完成工作的設備和材料的詳細清單。.
用於鑄造的鋁合金
我們不會隨意將廢料扔進火裡。為了獲得可靠的專業效果,我們從正確的基礎材料開始。.
- 原生鋁錠: 乾淨、堅固的金屬塊,作為高品質零件的純淨基準。.
- 次級廢料: 回收金屬,降低生產成本,同時對標準倒模非常有效。.
- 常用合金元素: 我們通常依賴特定的工業等級,例如 A356 和 319. 這些特定合金在熔化時流動性極佳,並凝固成高耐用性、結構穩固的零件。.
熔化鋁的設備
你需要專用的重型硬體,才能安全地達到鋁的熔點並維持該溫度。.
- 爐子: 根據生產規模,我們依賴溫室爐或感應爐來產生強烈且穩定的熱量。.
- 坩堝: 這些是極高溫、耐火內襯的鍋子,放置在爐內,物理上承載金屬,讓其由固態轉為液態。.
非可協商的安全裝備
處理熔融鋁需要絕對尊重流程。這是我在任何人接近熱爐之前必須配備的強制性防護裝備:
- 高溫鑄造手套: 厚實的專用隔熱層,保護您的手部和前臂免受強烈輻射熱的傷害。.
- 面罩: 重型全覆蓋護目鏡,以阻擋意外的爆裂、火花或濺濕。.
- 皮革圍裙: 堅韌且不易燃的外層,用以保護您的身體和衣物。.
- 呼吸器: 在熔化和脫氣階段,絕對必備用於過濾有害煙霧、氣體釋放和金屬粉塵。.
逐步流程:一般鋁鑄造流程

如果您想了解工業或商業用途的鋁鑄造方法,工作流程必須高度受控。以下是我們在鑄造車間遵循的核心鋁鑄造流程步驟,以確保卓越的結果。.
- 步驟1:模型與模具製作: 我們從建立母模開始。這個模型形成了零件所需的精確模腔。鑄模的精確度至關重要,因為任何瑕疵都會直接影響最終產品。.
- 步驟2:預熱與熔化: 我們將原材料裝入爐中並提高溫度。一旦達到鋁的熔點(約1220°F),固體金屬便轉變為可倒入的熔融鋁池。.
- 步驟3:脫氣與除渣: 困住的氣體會導致產品變得薄弱、多孔。我們向熔體中注入氬氣或氮氣,以抽出困住的氫氣。在脫氣後,我們會小心地去除浮在液體表面的氧化物雜質。.
- 步驟4:倒入熔融鋁: 我們穩定地將乾淨的液態金屬倒入模具。根據零件的具體設計需求,我們可以使用簡單的重力倒模或自動高壓機械進行注射。.
- 第5步:冷卻與固化: 金屬必須以嚴格控制的速度冷卻。適當的冷卻確保鋁在模具中均勻固化,保持結構完整性,並防止內部收縮。.
- 第6步:脫模與後處理: 當完全固化並冷卻後,我們將模具從零件上拆除。我們修剪多餘的閘口和溢流口,打磨粗糙的邊緣,並施加所需的表面處理。雖然處理方法會根據金屬的不同而有所變化——類似於專門為 鋼合金投資鑄造 零件所需的特殊設置——但這些基本步驟確保最終零件的可靠性與高品質。.
五種主要鋁鑄造方法解析
在確定如何為您的專案進行鋁鑄造時,這五種方法幾乎涵蓋了所有工業需求。.
1. 沙模鑄造
這是我們用於大型零件、複雜幾何形狀和低量生產的首選方法。我們使用 綠沙模 或樹脂沙,將其緊密包覆在實體模型周圍。一旦移除模型,我們就將熔融金屬直接倒入空腔中。這是一種非常經濟實惠的方法,適用於 砂模鑄造鋁合金.
[沙模鑄造流程圖像]
2. 鑄模壓鑄
我們將液態金屬直接注入硬化的鋼模中。使用 高壓壓鑄 低壓或高壓設置. 鋁合金壓鑄 非常適合大量生產、高精度且極薄壁的零件。確保出模後表面光滑,幾乎達到成品形狀。.
3. 藝術鑄造
常被稱為 失蠟鑄造, ,此工藝包括製作蠟模型、在其上覆蓋堅硬的陶瓷殼,然後融化蠟以形成模具。它是實現複雜細節和嚴格公差的最佳選擇。(如果您的重型設計最終需要與鋁零件配合的不同金屬,我們也可以作為可靠的 鋼鑄件製造商,用於耐用耐磨的 OEM 零件).
4. 永久模鑄造
我們不是在一次性使用後銷毀模具,而是將熔融金屬倒入可重複使用的鐵或鋼模具中。. 永久模具鑄造 具有優異的機械性能和快速冷卻能力,是中高產量生產的理想選擇。.
5. 失蠟鑄造
我們使用蒸發式聚苯乙烯泡沫模型,周圍包覆未粘結的沙子。熔融金屬在接觸時立即蒸發泡沫,填充模型的精確形狀。這裡最大的優點是什麼?它完全消除了模角和芯箱的需求。.
鋁合金鑄造缺陷
當我們拆解如何鑄造鋁合金時,管理潛在的缺陷是首要任務。即使在高度受控的環境中,如果變數未調整到位,也可能出現問題。以下是最常見的情況 鋁合金鑄造缺陷 以及我們如何防止它們:
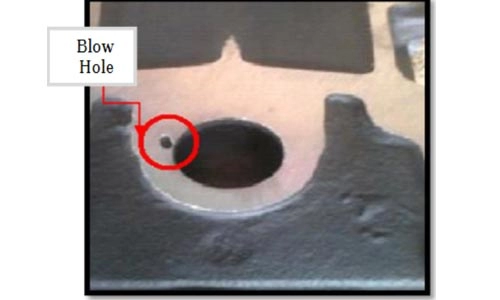
- 孔隙: 這顯示為由於氣體困住或金屬收縮不均而造成的微小孔洞或薄弱點。.
- 解決方案: 我們確保模具排氣良好並徹底除氣。 熔融鋁 在它進入模具之前。.
- 包含項目: 這些是未被需要的非金屬顆粒或污垢,卡在成品內部。.
- 解決方案: 仔細瀏覽以確保完整 除銹 必須進行,並將液態金屬通過高品質陶瓷濾網。.
- 冷凝痕跡: 這個缺陷發生在兩股液態金屬流在尚未完全融合之前過快冷卻,導致留下薄弱的接縫。.
- 解決方案: 我們嚴格優化倒入速度,並密切監控溫度,以確保金屬流動順暢。.
掌握溫度、時間和排氣的正確性需要經驗。因為一個小小的失誤可能會毀掉整個生產批次,許多台灣製造商依靠專家 精密鑄造 設置來確保每次都能生產出完美且耐用的零件。.
DIY與工業鋁鑄
如果你正在了解如何鑄造鋁材,你會很快注意到週末後院專案與專業製造之間的巨大差異。作為行業專業人士,我總是強調,你的設置規模和精確度決定了最終產品的品質。.
家庭鑄造廠
後院設置依賴基本且易於取得的工具。愛好者通常使用小型木炭或丙烷熔爐熔化廢金屬,並將熔融金屬倒入簡單的石膏或綠砂模具中。這是學習鑄造基礎的好方法,但缺乏可靠結構零件所需的一致性、精確度和安全控制。.
工業鑄造廠
商業生產則完全不同。在專業的 鋁合金鑄造廠, 中,我們使用高級認證合金、自動化機械和嚴格的溫度控制。我們依靠先進的光譜儀進行精確的冶金分析,以保證零件完整性並消除鑄造缺陷。如果你的專案需要嚴格的公差和高耐久性,與一個 頂級金屬鑄造公司,專門生產客製化耐磨工業零件 合作是符合嚴苛美國製造標準的唯一途徑。.
快速比較
| 特點 | DIY家庭鑄造廠 | 工業鑄造廠 |
|---|---|---|
| 材料 | 廢鋁、回收罐 | 高級認證鋁合金 |
| 設備 | 丙烷或木炭熔爐 | 自動感應熔爐,嚴格的氣候控制 |
| 品質控制 | 基本目視檢查 | 光譜儀、冶金分析 |
| 產量與精度 | 低產量,粗略公差 | 高產量,高度可重複的生產 |
常見問題解答(FAQs)
鑄造鋁材需要達到什麼溫度?
這個 鋁的熔點 正是 1,220°F (660°C)。然而,在一個工作中的鋁鑄造廠,我們不僅僅停留在最低標準。我通常將金屬加熱到介於 1,300°F 和 1,400°F. 之間。這個額外的緩衝區確保熔融的鋁保持足夠的流動性,以在開始固化之前填滿模具的每一個細節。.
哪種鋁合金最適合鑄造?
對於大多數應用來說,, A356 和 319 是台灣市場上不可否認的重量級產品。.
- A356: 提供令人難以置信的強度、優秀的延展性,以及頂級的抗裂性能。.
- 319: 高度多功能且具有成本效益,適用於通用引擎零件。.
在比較時 鋁合金鑄造, A356 作為結構完整性的首選,尤其適用於高應力的汽車或航空航天零件,脫穎而出。.
鑄造鋁的強度是否與機加工(鋁錠)鋁一樣高?
在純粹的材料對材料比較中,鋁錠(鍛造)鋁較強。鋁錠始於擠壓的塊狀,具有連續且密集的晶粒結構,而鑄件有時會保留冷卻過程中的微觀孔隙。.
然而,現代鑄造技術並不遜色。通過對鑄件進行 T6 熱處理,我們可以將其屈服強度提升到非常具有競爭力的水平。此外,我們經常利用 CNC 鑄造鋁 來清理關鍵表面。這種方法為您提供了終極的平衡點:將複雜形狀倒模的成本效益與鋁錠加工的銳利精度相結合。.