
學習 如何製作金屬鑄造模具 從選擇合適的模具系列開始——沙模, 投資鑄造 陶瓷殼,或 永久模具——然後建立控制金屬流動和收縮的 燈芯, 、模型和閘道系統。本指南涵蓋 易耗模鑄造 與可重複使用的模具工具,從 包裝型芯 具有 造型砂 through 失蠟鑄造 脫蠟與永久模具,以及安全注意事項和體積與合金適配的比較表。.
金屬鑄造模具製作方法
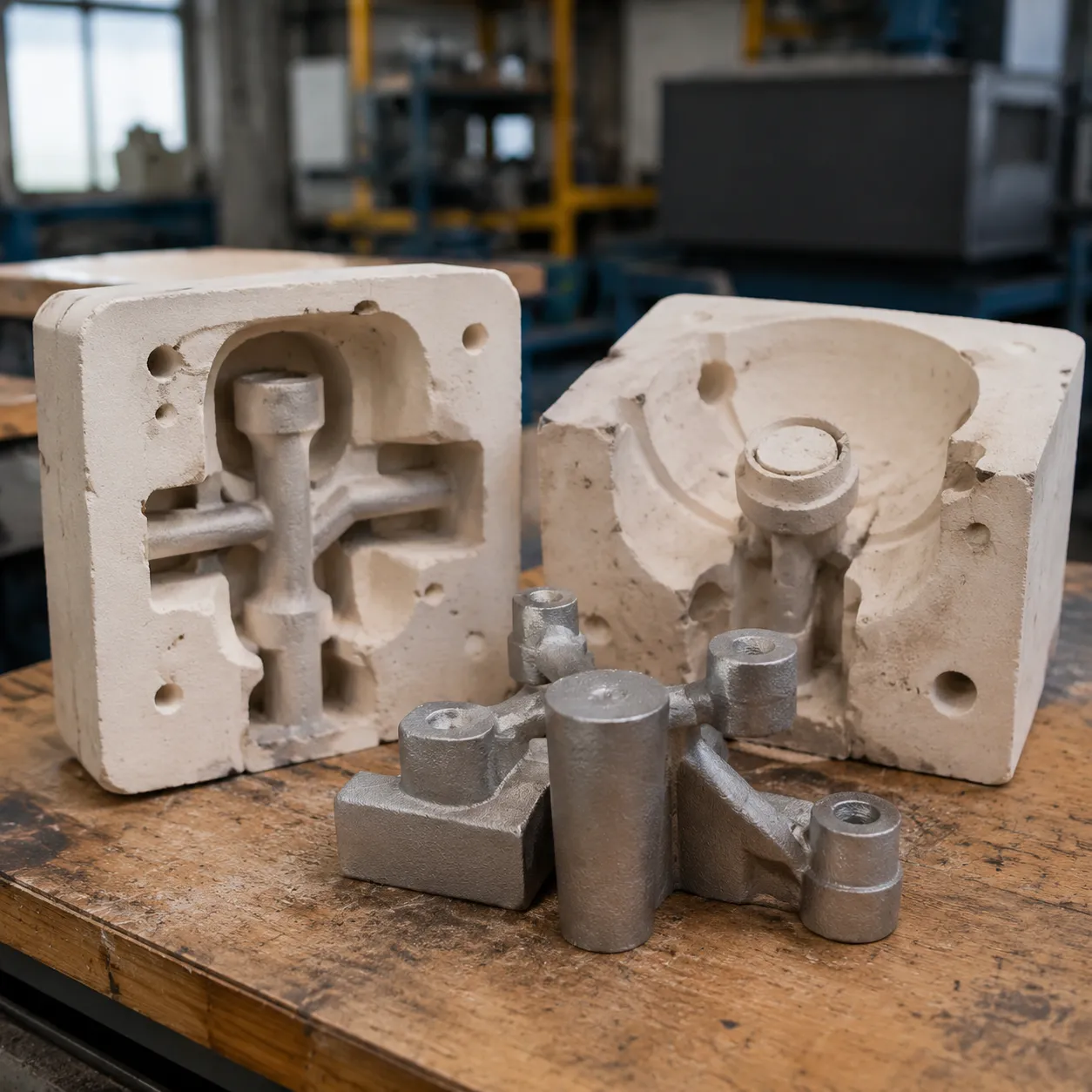
在製造業中,模具是定義鑄件形狀、表面光潔度和結構完整性的基礎容器。金屬鑄造涉及將熔融金屬倒入定制的空腔中,讓其冷卻並固化成特定的幾何形狀。模具必須能承受極端的熱震、容納液態金屬的高壓,並安全排出氣體以防止缺陷。.
模具在鑄造過程中的作用
模具在整個凝固階段中充當關鍵的藍圖。其主要作用包括:
- 我們檢查 確保最終零件符合精確的幾何公差。.
- 熱管理: 控制熔融金屬的冷卻與凝固速度,以優化內部晶粒結構。.
- 表面處理品質: 將模具壁上的細節和紋理直接傳遞到金屬零件上。.
- 氣體滲透性: 排出困住的空氣和氣體,以消除孔隙和內部空洞。.
鑄造模具的關鍵組件
標準工業鑄造模具是一個高度工程化的系統,由多個關鍵組件協同工作:
- 型腔: 與所需金屬零件形狀完全相同的負空間。.
- 核心: 放置在腔體內的可拆卸插入件,用於創建空心部分或內部特徵。.
- 澆鑄口 / 水口: 將熔融金屬引入模具系統的入口點。.
- 澆口和流道系統: 將液態金屬安全引導從澆鑄口到主腔的內部通道網絡。.
- 閘門: 金屬從流道進入模腔的特定入口點。.
- 冒口(喂料器): 用於防止收縮缺陷的熔融金屬儲存庫,在鑄件冷卻時向腔體內補充多餘的材料。.
金屬鑄造常用模具類型
砂模(可消耗性模具鑄造)
砂模代表鑄造行業中最廣泛使用的方法。這種可消耗性模具鑄造技術依賴於砂子、粘土和水分的混合物來形成臨時空腔。.[1]
- 材料類型: 鑄造廠通常使用 水基砂 (綠砂)以降低成本,或 油基砂 (Petrobond)以獲得更銳利的細節和更光滑的表面。.
- 應用範圍: 非常適合鑄造大型鐵、鋼和青銅零件。由於砂模在取出成品時會被破壞,每次澆鑄都必須重新裝模。.
投資鑄模(失蠟法)
對於複雜幾何形狀和卓越的表面處理,投資鑄造是行業標準。此工藝在犧牲蠟型周圍建造陶瓷殼。.
我們使用此方法來生產接近淨形的零件,需最少後續加工。如果您的項目需要高尺寸精度的複雜零件,與 精密金屬零件的頂級失蠟鑄造供應商 合作可以確保工業級品質和嚴格公差。.
永久金屬模具(非消耗性鑄造)
當生產量達到數千個單位時,臨時模具變得低效。永久模具由高強度金屬如鐵、鋼或石墨直接加工而成。.
- 高初期模具成本: 設計和加工這些堅固的模具需要大量前期投資。.
- 大規模生產效率: 它們能承受來自熔融鋁、鎂和銅合金的反覆熱震,允許進行數千次相同的澆鑄而不會模具退化。.
3D列印模具與模型
| 方法 | 運作方式 | 最佳用途 |
|---|---|---|
| 直接3D列印 | 工業用印表機層層堆疊專用矽砂,自動打造完整的砂模。. | 快速原型製作與高度複雜的單件工業鑄件。. |
| 間接3D列印 | 印表機輸出PLA或專用樹脂來製作模型,然後用來填充傳統砂子。. | 需要快速設計迭代的低量生產。. |
燒杯、模具砂和砂模工具
選擇合適的模具砂與材料
優秀砂模的基礎在於你選擇的砂子種類。你的選擇完全取決於專案的複雜度與金屬的熔點。.
- 綠砂: 傳統的矽砂、黏土與水的混合物。價格便宜、可重複使用,非常適合一般鑄造。.
- 油基砂(Petrobond): 此混合物使用油代替水。能提供更銳利的細節,產生較少的蒸氣,並在金屬件上留下較光滑的表面。.
- 樹脂與專用材料: 用於高精度應用或替代模具技術,採購 專業模具鑄造材料 確保你的模具在高熱應力下能完美保持形狀。.
理解鑄模:支架與拖架
這個 燈芯 是用於在鑄造過程中固定模砂的剛性框架。它分為兩個基本部分:
| 支架組件 | 位置 | 功能 |
|---|---|---|
| 應對 | 上半部 | 握住倒入盆、澆口和冒口,金屬由此進入。. |
| 拖動 | 下半部 | 包含模具的下半部分;; 包裝型芯 緊密配合對於穩定的基礎至關重要。. |

這兩個半部使用定位銷鎖緊,以確保在倒入熔融金屬時保持完美對位。.
安全設備與模具材料
金屬鑄造涉及極高的溫度,必須配備重型安全裝備。您的工作坊必須包括:
- 個人防護裝備(PPE): 皮革焊接夾克、耐熱鑄造手套、防護面罩和鋼頭靴。.
- 模具材料: 模具是最終物件的模型。木材、塑膠和3D列印樹脂是最常見的選擇,因為它們能承受壓縮砂的壓力而不變形。.
如何製作金屬鑄造用的砂模
製作砂模需要精確度、正確的 造型砂, ,以及清晰的步驟流程,以確保成品無缺陷。理解 砂型鑄造工藝運作方式的指南中詳細說明的關鍵步驟 對掌握這些步驟至關重要。.
第1步:創建與準備模具
模型是你想要鑄造的物件的複製品。它可以由木頭、塑膠或金屬製成,但必須比最終零件略大一些,以考慮金屬在冷卻過程中的收縮。.
- 塗抹一層 潤滑劑 (如滑石粉或石墨)在模型上,讓它能輕鬆從沙子中脫離。.
- 確保模型具有微微的錐度,稱為 退火角, ,以防止在取出模型時沙模崩潰。.

第二步:包覆型砂模
標準的鑄造模具由兩部分組成:上模( cope)和下模( drag)。你總是從準備底部開始。.
- 將 下箱 模框倒置放在平坦的模具板上。.
- 將準備好的模型置於模框中央。.
- 篩入細 造型砂 細粒,以捕捉細節。.
- 用較粗的沙子填滿模框的其餘部分,並開始用 包裝型芯 夯實器.
- 堅實地夯實。.
用直尺將多餘的沙子刮平,使其與模框邊緣完全齊平。
第三步:設置分模線、澆口和冒口孔.
- 用更多的脫模粉掃拭表面,以創造一個乾淨的表面 分模線 以防模具的兩半黏在一起。.
- 將 上箱 (上框) 直接放在型芯上。.
- 將錐形木針或管子插入沙子中,以創造 澆口 (熔融金屬倒入的地方) 和 冒口 (多餘金屬上升以補充收縮並排出氣體的通道)。.
第4步:包裹型芯模與取出模型
在澆口和冒口針就位後,即可開始包裹模具的上半部。.
- 用沙子填充上模,並緊密包裹,就像你對下模所做的一樣。.
- 小心地拔出澆口和冒口針,留下乾淨、開放的通道。.
- 輕輕地將上模與下模分開。.
- 在沙面上切一個小的 閘門系統 (通道),將澆口和冒口與模型腔連接起來。.
- 小心地將模型從沙子中取出。合上沙模,夾緊,您的砂型就準備好進行鑄造了。.
如何製作投資鑄模(失蠟法)
當您的專案需要極高的精度、光滑的表面處理以及複雜的幾何形狀,沙模無法達成時,投資鑄造是首選方法。以下是我們如何從零開始建立高精度的投資模。.
步驟一:製作蠟模
每個投資鑄造模具都始於一個高度細緻的最終金屬零件複製品,完全由專用鑄造蠟製成。.
- 蠟注射: 在大量生產中,我們將熔融蠟注入金屬模具中,以製作相同的模具。對於定制或原型工作,這些模具有時也可以進行3D列印。.
- 閘門系統: 我們將多個蠟模組裝在一個中央蠟導條上,形成一個“蠟樹”。這個樹建立了熔融金屬流動的通道。.
- 檢驗: 蠟模上的任何瑕疵都會在最終金屬零件上顯現,因此我們在進入下一階段前,會仔細清理和檢查組裝。.
步驟二:塗覆陶瓷漿料
為了將蠟樹轉變為堅硬的模具,我們將其包覆在高級陶瓷殼中。這需要反覆浸漬和噴塗的過程。.
- 第一次漿料浸漬: 我們將蠟樹浸入液態陶瓷漿料中,以均勻覆蓋每個縫隙。.
- 噴塗: 在濕潤狀態下,我們用細沙或二氧化矽顆粒覆蓋樹體,以增加厚度。.
- 乾燥與重複: 將層層乾燥於受控環境中。我們重複這個浸漬與乾燥的循環5到10次,逐漸使用較粗的沙子來建立一個厚實、耐用的陶瓷殼,能承受極端的金屬澆鑄溫度。.
步驟三:脫蠟與烘烤模具
當陶瓷殼完全固化後,必須移除蠟,以形成金屬的空心腔體。.
- 蒸汽高壓滅蠟: 我們將陶瓷模放入蒸汽高壓滅蠟機中。高溫迅速融化蠟,使其安全地從模底排出。這也是為什麼這個過程被廣泛稱為 失蠟鑄造.
- 高溫烘烤: 脫蠟後,我們在800°C至1100°C的窯中燒製空心陶瓷殼。.
- 準備: 這個烘烤過程可以燒掉任何殘留的蠟殘留物,燒結陶瓷以最大化其結構強度,並預熱模具,使其準備好接受熔融鋼或鋁而不會破裂。.
如何創建永久且可重複使用的金屬模具
當你需要擴大生產規模時,學習 如何製作金屬鑄造模具 能持續數千個循環的技術是必不可少的。永久模具用耐用的機加工空腔取代臨時的砂模或蠟模,能承受反覆的熱震。.
可重複使用模具的材料選擇
選擇合適的材料確保工具能承受熔融金屬的高溫而不變形或侵蝕。.
- 灰鑄鐵: 具有卓越的熱疲勞抗性且成本效益高;是鑄造有色金屬的首選。.
- H13 模具鋼: 由於其極高的硬度和抗熱裂,特別適用於大量的鋁和鋅壓鑄。.
- 石墨: 適用於較小的生產批次或特定合金,提供優異的熱導率和易於加工的特性。.

基本永久模具製造流程
製作可重複使用的金屬模具需要高精度的工程技術,以確保零件品質的一致性。.
- CNC 機械加工: 我們使用高精度的數控銑削和車削,將負空腔切入選定的金屬塊中。.
- 推出針和通氣孔安裝: 我們鑽出精確的通道,用於機械推出針將成品推出,並添加微通氣孔以釋放困住的空氣。.
- 耐火塗層應用: 在每次鑄造循環前,我們會塗上一層耐火洗劑。這可以保護模具表面,控制熱傳遞,並防止鑄件粘連。.
對於尋找即用型工業零件的企業,我們的專業服務 永久模鑄服務,用於精密鋁和銅零件 大幅縮短您的開發時間。.
永久模具的優點與限制
| 特點 / 益處 | 永久模具 |
|---|---|
| 表面處理 | 卓越,降低後期鑄造加工的需求。. |
| 尺寸公差 | 從第一個到第十萬個零件都具有高度的精確性與一致性。. |
| 初期模具成本 | 高額的前期工程與加工投資。. |
| 材料限制 | 最適用於較低熔點的非鐵金屬,如鋁、銅和鎂。. |
金屬鑄造的3D列印模具
3D列印彌合了複雜數位設計與實體金屬零件之間的鴻溝,消除了傳統模具瓶頸,加快了生產週期。.
直接與間接3D列印方法
在學習過程中 如何製作金屬鑄造模具 使用增材製造,出現兩種主要方法:
- 直接方法: 直接用專用砂或陶瓷材料3D列印模具或芯模。熔融金屬直接倒入列印的零件中。.
- 間接方法: 3D列印一個犧牲性模型(通常使用專用樹脂或蠟),該模型後來嵌入投資材料中。然後燒掉模型以形成空腔。.
| 方法 | 常用材料 | 最佳用途 | 主要優點 |
|---|---|---|---|
| 直接列印 | 二氧化矽砂、陶瓷粉末 | 大型工業零件,重型機械組件 | 完全消除模具圖案;縮短製造時間 |
| 間接印刷 | 清潔燃燒樹脂,可鑄蠟 | 精細珠寶、航空航天零件、快速原型 | 實現高表面品質和嚴格公差 |
適用於希望跳過傳統模具,利用專業技術製作複雜原型的企業 對於需要在進入大量生產和精加工前驗證配合的複雜設計,我們也提供 提供從CAD檔案到最終金屬零件的直接途徑,無需高額的硬模成本。.
3D列印在複雜幾何形狀中的優勢
- 設計自由度: 模具傾斜角度和複雜的分模線不再是限制因素。.
- 零灰分殘留: 利用專業耗材確保在投資鑄造過程中乾淨燃燒。為達最佳效果,請遵循專用的 鑄造3D列印指南,以實現乾淨燃燒和零灰樹脂 可防止最終鑄件出現氣孔和表面粗糙等缺陷。.
- 整合組裝件: 多個零件可以重新設計並作為單一複雜幾何形狀列印,省去後續焊接或組裝步驟。.
比較:選擇合適的模具製作方法
比較成本、速度與材料適用性
選擇 如何製作金屬鑄造模具 完全取決於您的專案預算、時間表和材料需求。每種方法在前期模具成本和生產速度方面都有不同的權衡。.
| 模具類型 | 預付費用 | 生產速度 | 最佳材料適用性 |
|---|---|---|---|
| 砂模 | 非常低 | 慢速(一次性使用) | 鐵、鋼、青銅、鋁 |
| 投資鑄造 | 中 | 中等(高勞動成本) | 不銹鋼、珠寶合金、碳鋼 |
| 永久模具 | 高 | 快速(可重複使用的模具) | 鋁、鎂、銅合金 |
| 3D列印模具 | 中 | 快速(無需實體模型) | 複雜合金、原型金屬 |
適用於需要複雜幾何形狀或低量生產的專業項目,在投入硬模之前,利用先進技術 低量產快速原型與模具製作服務 可以大幅縮短初期開發時間與成本。.
根據產量選擇製造方法
- 低量與原型(1 – 100件): 砂模 和 3D列印模具 在這裡非常適用。它們省去了昂貴的固定模具需求,允許快速調整設計。.
- 中量(100 – 5,000件): 投資鑄造 適合在需要高精度和優良表面處理的複雜零件生產中使用。.
- 大量生產(5,000+件): 永久金屬模具 是最具成本效益的選擇。雖然初期模具製作成本較高,但在長期大量生產中,每個零件的成本會大幅降低。.
關於金屬鑄造模具的常見問題
我可以在家安全地製作金屬鑄模嗎?
是的,你可以在家安全地製作金屬鑄模,但需要嚴格遵守安全規範並設置合適的設備。. 綠砂模 以石膏為基底的投資模是最常見的DIY選擇。最大的危險是水分;任何被困的水在接觸熔融金屬時都會立即變成蒸汽,導致危險的爆炸。.[2] 請始終在通風良好的區域工作,穿戴適當的個人防護裝備(PPE)——包括面罩、皮革圍裙和耐熱手套——並確保模具完全乾燥後再倒入金屬。.
對初學者來說,哪些金屬最容易鑄造?
對於學習如何製作金屬鑄模的初學者,建議從低熔點金屬開始:
- 錫合金: 在約170–230°C(338–446°F)時熔化。可以在普通爐子上熔化,並倒入矽膠或木製模具。.
- 鋁材: 在660°C(1220°F)時熔化。它廣泛可得,易於流動,並且與標準設備配合使用效果良好。 沙模.
- 鋅: 在419°C(786°F)時熔化。流動性好,能很好地捕捉細節,且不需要極端工業溫度。.
一個模具可以重複使用多少次?
模具的壽命完全取決於其材料和使用的鑄造方法:
| 模具類型 | 壽命 / 可重複使用性 | 最佳用途 |
|---|---|---|
| 砂模 | 一次性(破碎以取出零件) | 原型、定制形狀和彈性生產 |
| 投資鑄造模 | 一次性(陶瓷殼被破壞) | 高精度、複雜的航空航天和珠寶零件 |
| 永久金屬模具 | 數千次循環(根據合金和維護情況,通常為10,000至100,000次以上運行)[5] | 高產量工業生產 |
一次性模具必須為每次澆鑄重新製作,我們設計高耐久性 定制金屬鑄造模具 為高產量製造而設計,能承受數千次重複循環。.
需要沙模、投資模或永久模具工具來進行生產鑄件嗎? 申請報價 符合合金、體積和公差目標。.
參考資料
- 維基百科 — 沙模鑄造(一次性模具流程概述)
- CDC NIOSH 發布 99-105 — 控制鑄造廠和鑄造作業中的暴露
- Monroe Engineering — 沙模鑄造的六步驟流程
- Monroe Engineering — 什麼是投資鑄造(失蠟法)
- Monroe Engineering — 什麼是永久模鑄造