Malĝusta tranĉmetodo = tilĝita materialo, ruinaj randoj, kaj eksploditaj ŝablonoj.
En ĉi tiu gvidilo, ni detaligas la Plasma kontraŭ Flam-kutrado debato por helpi vin optimumigi vian fabrikadan fluon.
Kio Vi Lernos:
-
La Scienco de la Slices: Kial plasma baziĝas sur elektro-condukteco dum flamtrancado uzas rapidan oksidadon.
-
Materiala Kongruo: Kiel elekti inter flekseblan neferan tranĉadon kaj fortan posedon de ferajŝteloj.
-
Precido kontraŭ Potenco: Kompare kerf-larĝo, Heat-Affected Zones (HAZ), kaj bezonon de dua maŝinado.
-
La Suba Limo: Preciza analizo de komenca ekipman-kostoj kontraŭ longtempe utiligeblaj elspezoj.
-
La Malvarma Alternativo: Kiam forĵeti la varmigon por la nula-distordiga precizeco de akvomezurado.
Termikaj Tranĉaj Metodoj Esploritaj
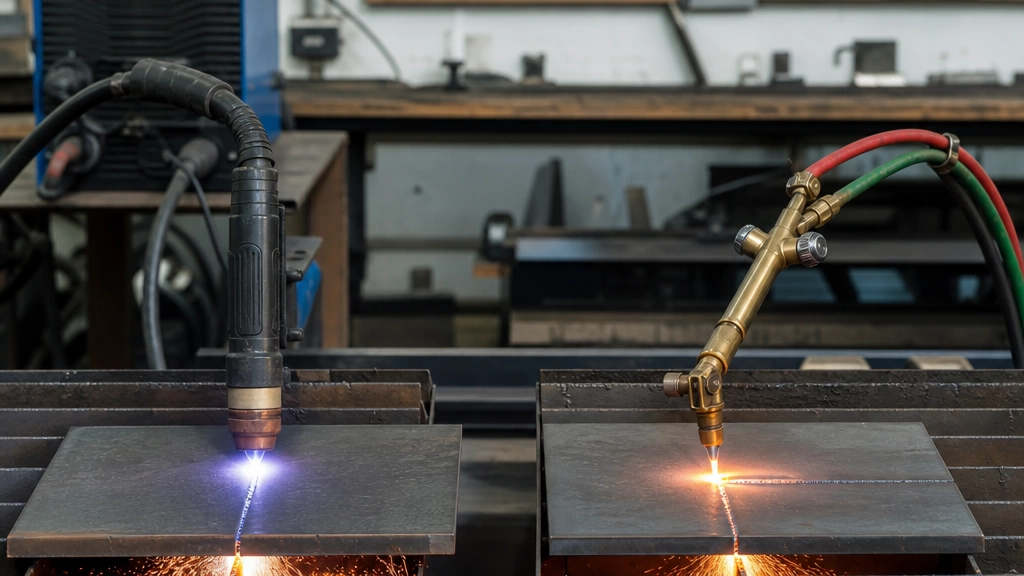
Se vi estas blokita elektante inter plasma vs. flam-tranĉado por Via sekva metal-fabrika projekto, kompreni la kernan teknologion estas la unua paŝo. Kiam ni rigardas ĉi tiujn procezojn, ili funkcias sur tute malsamaj sciencaj principoj.
Kio estas Plasma-Tondado?
Plasma tondado uzas repetan elektran potencon kaj gason por tranĉi metalon.
- La Mekaniko: Ni uziĝas al alta rapideca ŝtufo de super-varmigita, elektrike jonigita gaso (plasma) por tuj fandi la celmetalon.
- Ekstrema Varmo: La funkciigaj temperatura diferencoj ĉi tie estas masivaj kompare al aliaj iloj, atingante ĝis 40,000°F por rapide transdoni energion.
- Plejbonaj Materialoj: Ĝi postulas elektran cirkviton, farante ĝin perfekta por konduktaj materialoj. Kiam navigante ferreajn kontraŭ neferreaj maŝinoj, plasma facile pritraktas aluminion, ŝtelojn el rostav koniko f. kaj kupro.
La Oksy-Fuela Tondado-Procezo
Ankaŭ konata kiel flamotondado, ĉi tio estas la tradicia, pezgrandiga termika tondado-metodo.
- La Mekaniko: Tio relyas pri rapida metala oksidado procezo. Ĝi estas esence rusto de la meta je tre altaj rapidecoj uzante pure oksigeno kaj fuela gaso kiel acetileno aŭ propano.
- La Teĥnikaĵo: Ni unue antaŭ-varmas la metallon al ĝia ĝusta igniĝa temperaturo. Post varmiĝinte, alta-prema oksigenofluo trairas, forpelante la likvan fandon.
- Materialaj Limigoj: Male al plasma, flamotondado estas striktendue limigita al ferreaj metaloj. Se vi laboras kun standarda karbonŝtelo aŭ malaltamiksaj ŝteloj, ĉi tiu metodo plenumas la taskon.
Kapto-Al-Provo: Plasma kontraŭ Flamotondado

Dum la taksado de termikaj metodoj por viaj fabrikaj projektoj, kompreni la specifajn fortojn de plasma kontraŭ flamotondado estas graveda. Nia sperto montras ke malĝusta procezo povas konduki al malŝparita materialo, troa post-procezado, kaj prokrastitaj tempodaŭroj. Jen kiel tiuj du pezoj konkuras unu kontraŭ la alia.
Materiala Kompatibleco
Flamotondado (Oksy-Fuela): La oksy-fuela tondada procezo dependas tute de la metala oksidiga procezo. Ĝi funkcias nur sur metals, kie la oksido fandiĝas je pli malalta temperaturo ol la bazmetalo mem. Sekve, flamotondado estas strikt limigita al ferreaj metaloj, precipe karbonŝteloj kaj malaltaj alloj ŝteloj.
Plasmaj Tranĉoj: Se vi postulas materian diversecon, la kapabloj de CNC-plasma tranĉilo regas. Plasma ne dependas de oksidado, permesante sen problemo porti sin tra fuhejfero kaj fero-fluigd, tio faras ĝin la preferata elekto por aluminio, voidstelo kaj kupro-allaj järjestoj.
Materiala Dika Limigoj
Flam-Kontrualo: Oksyfuelo estas senkomplika kampiono por fortostreĉo kaj dika metalo. Ĝi facile tranĉas pezajn ŝtofolajn platojn de 10 ĝis pli ol 20 coloj dika.
Plasmaj Tranĉoj: Plasma atingas ĝian absolute bongustan punkton sur maldikaj ĝis mezaj platoj. Ĝi liveras eksterordinarajn, tre kontrolitajn tranĉojn sur metalaj fabrikaj ekipaĵoj por materialoj kutime ĝis 1.5 ĝis 2 coloj dikaj.
Tranĉa rapido kaj produktada efikeco
Produktada rapideco tuŝas vian finunan profiton. Por materialoj sub 1 colo dika, plasma draste superas flamtranĉadon. Flamtranĉado postulas signifan antaŭ-varmigon por alporti la dikan ŝtalgagon al sia igniga temperaturo antaŭ ol la tranĉo eĉ komenciĝu. Tio antaŭvarmiga fazo malrapidigas la tuta projekton. Plasma, aliflanke, trancas kaj tranĉas preskaŭ tuj, ofertante superan tranĉraporton kaj efikecon por meza-gimlaj produktadoj.
Tranĉa kvalito, kerfo, kaj varmeca Influo (HAZ)
Tranĉa kvalito kaj precizeco determinas kiom da duaĵa prilaborado necesos por viaj partoj.
- Kerfo-Larĝo: En rekta kerfo-compare, plasma ĝenerale produktas multe pli mallarĝan, puran tranĉon. Flamtranĉado nature forigas pli da materialo, rezultigante pli vastan spacon.
- Varma Influo-Zono (HAZ): Flamtranĉado transdonas grandajn kvantojn de varmego al la ĉirkaŭa metalo, kreante grandan Varma Influo-Zonon. Tia vastega HAZ malmulte malhelpas la metalan randon, kio povas severe kompliki sekundaran maŝinaĵon. Se viaj komponantoj postulas striktajn tolerojn kaj bezonas rekte transiri al lokla CNC-maŝinejo por precizaj partoj, la pli malgranda HAZ de plasma-ĉasado faras ĝin tre superrigarda startpunkto.
Rapida Komparo
| Trajto | Plasma-Tranĉado | Flame (Oxy-Fuel) Tranĉado |
|---|---|---|
| Materiala Kompatibleco | Ferraĵoj kaj Neferraj | Nur Ferraj Metaloj |
| Optimala Dikeco | Malmulte ĝis Mezo (ĝis 2″) | treme Tra Fina (10″ ĝis 20″+) |
| Ŝpar-Ŝural' rapideco (< 1″) | Tre Rapida | Lenta (Bezonas Antaŭvarmanĝon) |
| Kervo Limo | Mallarĝa kaj Pure | Varia Wideco |
| Dona Varm-intera Zono | Minimume | Grandega (Povas kompliki maŝinadon) |
Kosta Diferencoj inter Plasma-ĉizado kaj Flam-ĉizado
Dum kompare plasma kontraŭ flamĉizado, la financa priskribo iomete transiras la originan aĉetprezo. Ni devas rigardi la antaŭajn kapitajn kaj la ĉiutagajn elspezojn por determini veran projekta-eblon.
Inicialaj Aparataro kaj Agordaj Kosto
La bariero al entrado varias drastike inter ĉi tiuj du popularaj termaj tranĉa metodoj:
- Flam-Kontrualo: Oksi-fuelaj agordoj estas tre atingeblaj. Ĉu vi uzas manaĵtorĉojn aŭ aŭtomatajn spurelajn brulilojn, ĉi tiu metala reloformiga ekipaĵo postulas minimuman antaŭan kapitalon, fariĝante malmultekestar startpunkton.
- Plasmaj Tranĉoj: Kvalita agordo postulas signife pli grandan inicialan investon. Uzante plenan CNC plasma tranĉilo kapablojn postulas multekajn potagojn, specialajn torĉojn, kaj mekanizitajn tranĉajn tabloj.
Long-Term Operating Expenses
Via ĉiutagaj operaciaj kostoj kaj uzado determinas la longtempecon de viaj fabrikaj agadoj.
- Kostenoj de rulado de flamkrono: Vi konstante restos pagota por konsumeblaj gasoj (kiel acetileno, natura gaso aŭ propano) kaj alt-pureco oksigeno. Dum aŭt-orange de rulpademaj gamboj estas relative malmultekaj, la daŭra gasuzado povas rapide akumuliĝi dum pezaj, kontinua produktado.
- Plasmaj Tranĉaj Kostoj: Plasma-sistemoj antaŭĝuste dependas de elektro kaj premita aero (aŭ specifaj tranĉaj gasoj). Dum vi forlasas la bezonon je bruligaj sumpunktoj, la elektro-elspezado estas pli alta. Plue, internaj torĉaj komponentoj—specife nasoj kaj elektrodoj—fastiĝas pli rapide kaj kostas pli anstataŭigi ol oksis-fuela klingoj.
Pripensante tiujn ekonomiajn diferencojn estas kritika paŝo en optimumigo de via produktada buĝeto, tiel kiel zorge taksi la ĵetaĵojn por investaj gisŝtalaj alojoj komponentoj. Elekti la ĝustan ekipaĵan profilon certigas, ke viaj operacioj restos konkurencaj, efikaj kaj profitaj dum longa tempo.
Aero-Tranĉaj Alternativoj: La Ne-thermal Vojo
Kiam ni taksas Plasma kontraŭ Flamtranĉadon, ni ankaŭ devas rekoni situaciojn, kie termika tranĉaĵo simple ne sufiĉas. Se via projekto postulas absolutan termikan stabilecon, tranĉado per akvofluo estas via nektermika alternativa elekto. Anstataŭ alta varmeco, ĉi tiu procezo uzas altan premon de akvo miksita kun abrasa garneto por tranĉi pecojn.
Kial Elekti Akvo-Tranĉadon Anstataŭ Termika Tranĉado?
- Nul-Hejma Renkonto-Ofte (HAZ): Ĉar la procezo kvalifikas nenian hejtadon, estas nulo moltenado, verftirado, aŭ metalurgia ŝanĝo. Tio konservas la fundamentan materialon-entiron, lasante purajn randojn perfekte pretaj por preċi CNC-maŝinado kaj striktaj toleroj sen bezono de dua varmeca traktado.
- Pine Talenta Materiala Versatileco: Dum plasma kaj oksigru-fero estas striktaj por metaloj, akvo-tranĉado povas tranĉi preskaŭ ion ajn. Se via projekto postulas tranĉadon de nek-metaloj kiel ŝtono, vitraĵo, plastoj, aŭ kompleksaj kompozitoj, akvo-tranĉado estas deviga.
- Prena Tranĉa Kvalito: Ĝi forstias cindrilojn kaj ŝlakiĝon tute, lasante glatan, sidn-ĝisan finon.
Rapida Komparo: Termika vs. Akvo-Tranĉado
| Trajto | Plasma kontraŭ Flam-kutrado | Akvo-Tranĉado |
|---|---|---|
| Tranĉa Mekanismo | Termika (Varmo) | Maŝineca (Erozio) |
| Dona Varm-intera Zono | Jes (Ŝanĝas laŭ metodo) | Neniu (Zero HAZ) |
| Materialaj Tipo | Nur metalo | Metalo kaj ne-metalo |
| Rando-Kvalito | Bone al Bonega | Pli supera (Neniuŝlago/rombado) |
Se évito de Zona de Haza aŭ tranĉa temperatur-sentemaj materialoj estas striktuligo por via produktadofarado, forĵeti fajro- kaj plasma por uzi akvopretendon estas la plej saĝa fabrikada decido.
Kiel Elekti la Taŭgan Metodon? Plasma kontraŭ-Flamĉado
Elekti ĝustan procezon inter plasma vs. flamĉado ĉi-sence malfaciligas: taksu vian specifaĵojn de projekto. Ĉar ambaŭ termikaj tranĉaj metodoj havas apartajn fortojn, ni relyas je simpla kontrollista por determini la plej efikan aliron por niaj klientoj.
Rapida Kontrollisto por Decidentoj
Por maksimumigi tranĉa rapido kaj efikecon samtempe kiel tenante ekojn malaltaj, taksu tiujn kvar ĉefajn faktorojn:
- Kio estas la materialo?
Via metala tipo estas la fina decida faktor motor. Se vi laboras kun ne-ferecan metalojn kiel aluminio aŭ rusta/acero de ŝtalo, plasma estas deviga. Flamĉado funkcias nur sur karbonŝtalo kaj malalt-aĵaŝtaloj kie la oksidiga procezo povas okazi ĝuste. - Kiom dika estas la plato?
Konsideru vian materialmanĝereco. Plasma estas neforĝebla elekto por malgrandaj ĝis mezkaj platoj (kutime ĝis 1.5 ĝis 2 kolumo). Se vi traktas grandajn, dikajn karbonŝtalplatojn (de 2 colo ĝis 20+ colo), oksigen-fuel estas la praktika elekto. - Kiaj estas la dimensiaj toleraj postuloj?
Se via projekto postulatas eksterordinan tranĉan kvaliton kaj precizecon kun malluma kerfo, la CNC-plasma maŝino kapablos plenumi tiujn striktajn tolerojn. Flamĉado lasas pli larĝan kerfon kaj pli grandan heat-affected zonon, kio eble postulos sekundaran maŝadon aŭ annealing metal heat treatment process por malpezigi internajn streĉojn antaŭ finiĝa maŝinado. - Kio estas la produktadvolumo?
Por altvoluma fabrikado, la rapidaj vojaĝrapidecoj kaj minimuma antaŭvarmiĝa tempo de plasmaj sistemoj draste plibonigas produktadon. Flamforĝaj aranĝoj estas pli malrapidaj sed ofertas senkompara porteblo kaj afineco al kostoj por malalta volum justo, pezaĵaj aplikoj.
Decido-Matrico-Tabelo
| Decid- Faktoro | Plasma-Tranĉado | Flame (Oxy-Fuel) Tranĉado |
|---|---|---|
| Materiala Kompatibleco | Ferreaj kaj neferreaj metaloj | Nur feraj metaloj (karbona ŝtalo) |
| Optimala Dikeco | Mola al meza (sub 2 coloj) | Pezaj platoj (2 ĝis 20+ coloj) |
| Kvalito de tranĉo kaj Precizo | Alta precizeco, mallonga kerfo | Meza precizeco, pli vasta kerfo |
| Produktadrapideco | Rapida, alta volum-fabrikado | Pli malrapida, postvarmiĝado bezonata |
Vastmaterial: Via fidinda partnero en preciza fabrikado
Elekti inter plasma kontraŭ flamforĝado estas nur unua paŝo en via fabrika vojaĝo. Elekti la ĝuste metodon gravegas, sed kunlabori kun la ĝusta fabrikanto garantias la finajn rezultojn. Je Vastmaterial, ni eniras por certigi ke via projekto flue moviĝu de la desegna tabulo ĝis la censsistemo.
As Profesiaj Precizaj Ĵetolistaj Servoj, ni komprenas la delikatan ekvilibron bezonatan por metalfabrikado. Ni ĝuste scias kiel administri materialan dikecon kaj tranĉrapidon por maksimumigi efikecon sen kompromiti strukturajn kapablecojn.
Nia instalaĵo kunigas plurajn teknologiojn sub unu tegmento, por ke vi ĉiam ricevu la plej efikan proceson por viaj specifaj bezonoj:
- Prena Termika Tranĉado: Ni optimumigas la operacian ŝtemperon kaj mastrumas la precizan oksidigan procezon de oksigen-ŝparaj sistemoj por trakti pezlinan karb okazintoj.
- Plej Esploritaj Plasma Kapabloj: Ni liveras mallarĝajn kerf-bretecojn kaj superan tranĉ-kvaliton sur ambaŭ fero- kaj ne-fero-metaloj.
- Akvafos-tranĉa Kunagordo de Akvo-jetoj: Kiam nula varma distordo estas kritika, ni uzas ne-variajn alternativojn por protekti vian materialon.
- Omplenaĵajĵaj Dotofakaj Servoĵojn: Ni senloke kombinas alt-preziaĵan ŝtampionon kun niaj tranĉaj procezoj por produkti kompleksajn, pretajn por kunigiloj komponantojn.
Ni prenas la pez-butonon, integriĝas tranĉon, Kupiĝon kaj finiĝon tiel ke vi ricevu altaĵan kvaliton partojn kiuj plenumas viajn striktajn toleraĵojn ĉiufoje.