Wrong cutting method = wasted material, ruined edges, and blown deadlines.
In this guide, we break down the Plasma vs. Flame Cutting debate to help you optimize your fabrication workflow.
What You’ll Learn:
-
The Science of the Slice: Why plasma relies on electrical conductivity while flame cutting uses rapid oxidation.
-
Material Compatibility: How to choose between versatile non-ferrous cutting and brute-force ferrous steel mastery.
-
Precision vs. Power: Comparing kerf width, Heat-Affected Zones (HAZ), and the need for secondary machining.
-
The Bottom Line: A head-to-head analysis of initial equipment costs versus long-term consumable expenses.
-
The Cold Alternative: When to ditch the heat entirely for the zero-distortion precision of waterjet cutting.
Thermal Cutting Methods Explained
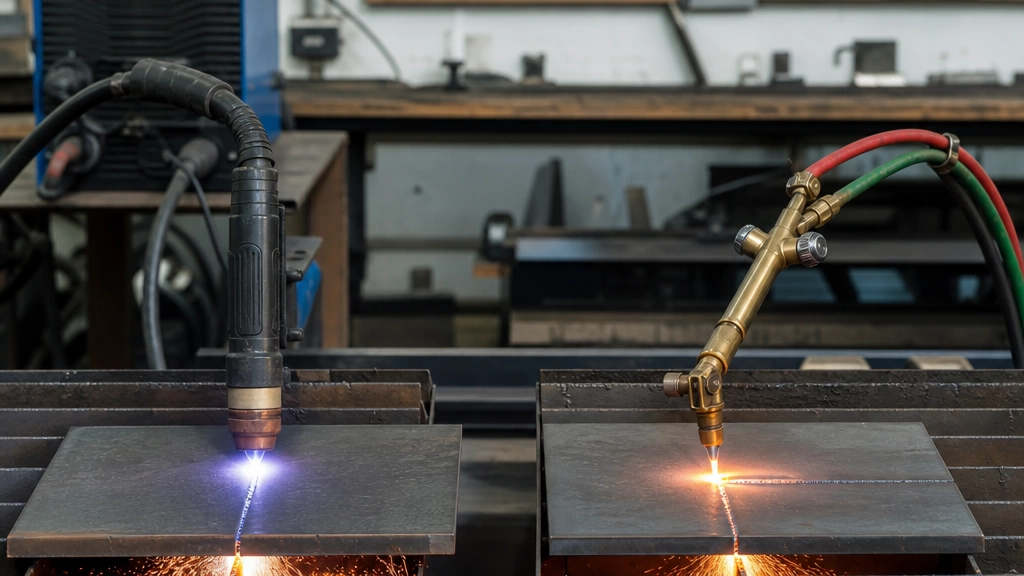
If you are stuck choosing between plasma vs. flame cutting for your next metal fabrication project, understanding the core technology is the first step. When we look at these processes, they operate on completely different scientific principles.
What is Plasma Cutting?
Plasma cutting leverages raw electrical power and gas to slice through metal.
- The Mechanics: We use a high-velocity stream of superheated, electrically ionized gas (plasma) to instantly melt the target metal.
- Extreme Heat: The operating temperature differences here are massive compared to other tools, reaching up to 40,000°F to transfer energy rapidly.
- Best Materials: It requires an electrical circuit, making it perfect for conductive materials. When navigating ferrous vs non-ferrous metal cutting, plasma easily handles aluminum, stainless steel, and copper.
The Oxy-Fuel Cutting Process
Also known as flame cutting, this is the traditional, heavy-duty thermal cutting method.
- The Mechanics: This relies on a rapid metal oxidation process. It is essentially rusting the metal at extremely high speeds using pure oxygen and a fuel gas like acetylene or propane.
- The Technique: We first pre-heat the metal to its exact ignition temperature. Once hot, a high-pressure oxygen stream blasts through, blowing away the liquid slag.
- Material Limits: Unlike plasma, flame cutting is strictly limited to ferrous metals. If you are working with standard carbon steel or low alloy steels, this method gets the job done.
Head-to-Head Comparison: Plasma vs. Flame Cutting

When evaluating thermal cutting methods for your fabrication projects, understanding the specific strengths of plasma vs. flame cutting is crucial. In our experience, choosing the wrong process can lead to wasted material, excessive post-processing, and delayed timelines. Here is how these two heavyweights stack up against each other.
Material Compatibility
Flame Cutting (Oxy-Fuel): The oxy-fuel cutting process relies entirely on the metal oxidation process. It only functions on metals where the oxide melts at a lower temperature than the base metal itself. Consequently, flame cutting is strictly limited to ferrous metals, primarily carbon and low alloy steels.
Plasma Cutting: If you require material versatility, CNC plasma cutter capabilities dominate. Plasma does not rely on oxidation, allowing it to seamlessly handle both ferrous vs non-ferrous metal cutting, making it the go-to choice for aluminum, stainless steel, and copper alloys.
Material Thickness Limitations
Flame Cutting: Oxy-fuel is the undisputed champion for brute force and thick metal. It easily slices through heavy steel slabs ranging from 10 to well over 20 inches thick.
Plasma Cutting: Plasma hits its absolute sweet spot on thin to medium plates. It delivers exceptional, highly controlled cuts on metal fabrication equipment for materials typically up to 1.5 to 2 inches thick.
Cutting Speed and Production Efficiency
Production speed directly impacts your bottom line. For materials under 1-inch thick, plasma drastically outperforms flame cutting. Flame cutting requires significant pre-heat time to bring the thick steel up to its ignition temperature before the cut can even begin. This pre-heating phase slows down overall project timelines. Plasma, however, pierces and cuts almost instantly, offering superior cutting speed and efficiency for medium-gauge production runs.
Cut Quality, Kerf, and Heat-Affected Zone (HAZ)
Cut quality and precision determine how much secondary processing your parts will need.
- Kerf Width: In a direct kerf width comparison, plasma generally produces a much narrower, cleaner cut. Flame cutting inherently removes more material, resulting in a wider gap.
- Heat-Affected Zone (HAZ): Flame cutting transfers massive amounts of heat into the surrounding metal, creating a large Heat-Affected Zone. This wide HAZ hardens the metal edge, which can severely complicate secondary machining. If your components require tight tolerances and need to transition directly to a local CNC machine shop for precision parts, the smaller HAZ of plasma cutting makes it the vastly superior starting point.
Quick Comparison Overview
| Feature | Plasma Cutting | Flame (Oxy-Fuel) Cutting |
|---|---|---|
| Material Compatibility | Ferrous & Non-Ferrous | Ferrous Metals Only |
| Optimal Thickness | Thin to Medium (Up to 2″) | Extremely Thick (10″ to 20″+) |
| Cutting Speed (< 1″) | Extremely Fast | Slower (Requires Pre-Heating) |
| Kerf Width | Narrow and Clean | Wider |
| Heat-Affected Zone | Minimal | Large (Can complicate machining) |
Cost Differences Between Plasma Cutting and Flame Cutting
When comparing plasma vs. flame cutting, the financial breakdown goes far beyond the initial purchase price. We have to look at both the upfront capital and the day-to-day running costs to determine true project viability.
Initial Equipment and Setup Costs
The barrier to entry varies drastically between these two popular thermal cutting methods:
- Flame Cutting: Oxy-fuel setups are highly affordable. Whether you are using manual torches or automated track burners, this metal fabrication equipment requires minimal upfront capital, making it a budget-friendly starting point.
- Plasma Cutting: A high-quality setup demands a significantly larger initial investment. Leveraging full CNC plasma cutter capabilities requires costly power supplies, specialized torches, and mechanized cutting tables. However, the initial sting is often offset by massive gains in production speed on thinner plates.
Long-Term Operating Expenses
Your daily operating costs and consumables dictate the long-term profitability of your fabrication operations.
- Flame Cutting Running Costs: You will constantly pay for consumable fuel gases (like acetylene, natural gas, or propane) and high-purity oxygen. While replacement cutting tips are relatively cheap, the ongoing gas consumption can add up rapidly during heavy, continuous production.
- Plasma Cutting Running Costs: Plasma systems rely primarily on electricity and compressed air (or specific cutting gases). While you eliminate the need for combustible fuel cylinders, the electrical power draw is higher. Additionally, internal torch components—specifically nozzles and electrodes—wear out faster and cost more to replace than oxy-fuel tips.
Factoring in these economic differences is a critical step in optimizing your manufacturing budget, much like carefully evaluating production methods for investment casting steel alloy components. Choosing the right equipment profile ensures your operations remain competitive, efficient, and profitable over the long haul.
Waterjet Cutting Alternatives: The Non-Thermal Route
When evaluating Plasma vs. Flame Cutting, we must also recognize situations where thermal cutting methods simply fall short. If your project demands absolute thermal stability, waterjet cutting is your go-to non-thermal alternative. Instead of intense heat, this process uses a high-pressure stream of water mixed with an abrasive garnet to slice through parts.
Why Choose Waterjet Over Thermal Cutting?
- Zero Heat-Affected Zone (HAZ): Because the process generates no heat, there is zero melting, warping, or metallurgical alteration. This preserves the base material’s integrity, leaving clean edges perfectly prepped for precision CNC machining and tight tolerances without requiring secondary heat treatment.
- Ultimate Material Versatility: While plasma and oxy-fuel are strictly for metals, waterjet can cut almost anything. If your project requires cutting non-metals like stone, glass, plastics, or complex composites, waterjet is mandatory.
- Superior Cut Quality: It eliminates dross and slag completely, leaving a smooth, satin-like finish.
Quick Comparison: Thermal vs. Waterjet
| Feature | Plasma vs. Flame Cutting | Waterjet Cutting |
|---|---|---|
| Cutting Mechanism | Thermal (Heat) | Mechanical (Erosion) |
| Heat-Affected Zone | Yes (Varies by method) | None (Zero HAZ) |
| Material Types | Metals only | Metals and Non-metals |
| Edge Quality | Good to Excellent | Superior (No slag/dross) |
If avoiding a Heat-Affected Zone (HAZ) or cutting temperature-sensitive materials is a strict requirement for your production run, stepping away from flame and plasma to utilize a waterjet is the smartest manufacturing decision.
How to Choose the Right Method? Plasma vs. Flame Cutting
Selecting the right process between plasma vs. flame cutting comes down to evaluating your specific project parameters. Since both thermal cutting methods have distinct strengths, we rely on a straightforward checklist to determine the most effective approach for our clients.
A Quick Checklist for Decision-Makers
To maximize cutting speed and efficiency while keeping operating costs in check, evaluate these four core factors:
- What is the material?
Your metal type is the ultimate deciding factor. If you are working with non-ferrous metals like aluminum or stainless steel, plasma is mandatory. Flame cutting only works on carbon steel and low-alloy steels where the metal oxidation process can occur properly. - How thick is the plate?
Understand your material thickness limitations. Plasma is the undisputed choice for thin-to-medium plates (typically up to 1.5 to 2 inches). If you are tackling massive, thick carbon steel plates (from 2 inches up to 20+ inches), oxy-fuel is the practical choice. - What are the dimensional tolerance requirements?
If your project demands exceptional cut quality and precision with a narrow kerf, CNC plasma cutter capabilities will meet those tight tolerances. Flame cutting leaves a wider kerf and a larger heat-affected zone, which may require secondary machining or an annealing metal heat treatment process to relieve internal stresses before final machining. - What is the production volume?
For high-volume manufacturing, the rapid travel speeds and minimal pre-heating time of plasma systems drastically boost output. Flame cutting setups are slower but offer unmatched portability and cost-effectiveness for low-volume, heavy-duty applications.
Decision Matrix Table
| Decision Factor | Plasma Cutting | Flame (Oxy-Fuel) Cutting |
|---|---|---|
| Material Compatibility | Ferrous and non-ferrous metals | Ferrous metals only (Carbon steel) |
| Optimal Thickness | Thin to medium (Under 2 inches) | Heavy plates (2 to 20+ inches) |
| Cut Quality & Precision | High precision, narrow kerf | Moderate precision, wider kerf |
| Production Speed | Fast, high-volume production | Slower, requires pre-heating |
Vastmaterial: Your Trusted Partner in Precision Manufacturing
Deciding between plasma vs. flame cutting is just the first step in your fabrication journey. Choosing the right method matters, but partnering with the right manufacturer guarantees the final results. At Vastmaterial, we step in to make sure your project moves flawlessly from the drawing board to the assembly line.
As Professional Precision Casting Service Providers, we understand the intricate balance required for metal fabrication. We know exactly how to manage material thickness and cutting speed to maximize efficiency without compromising structural integrity.
Our facility brings multiple technologies under one roof, ensuring you always get the most effective process for your specific needs:
- Advanced Thermal Cutting: We optimize the operating temperature and manage the precise oxidation process of oxy-fuel systems to handle heavy-duty carbon steel.
- Refined Plasma Capabilities: We deliver tight kerf widths and superior cut quality on both ferrous and non-ferrous metals.
- Waterjet Cutting Integration: When zero heat distortion is critical, we utilize non-thermal alternatives to protect your material.
- Comprehensive Casting Services: We seamlessly combine high-end precision casting with our cutting processes to produce complex, ready-to-assemble components.
We handle the heavy lifting, integrating cutting, casting, and finishing so you receive high-quality parts that meet your strict tolerances every single time.