Неправильный метод резки = потраченный материал, испорченные кромки и срыв сроков.
В этом руководстве мы разберём Сравнение плазмы и резки горелкой спор, чтобы помочь вам оптимизировать ваш производственный процесс.
Чему вы научитесь:
-
Научная основа реза: Зачем плазма опирается на электрическую проводимость, тогда как резка горелкой основана на быстром окислении.
-
Совместимость материалов: Как выбрать между универсальной резкой неметаллов и мастерством обработки ферросплавов со свинцом.
-
Точность против мощности: Сравнение ширины пропила, зон термического влияния (TZVI) и необходимости вторичной обработки.
-
Итоговая мысль: Сравнительный анализ первоначальных затрат на оборудование и долгосрочных расходов на расходники.
-
Холодная альтернатива: Когда отказаться от тепла полностью ради точности водяной резки без искажений.
Объяснение тепловых методов резки
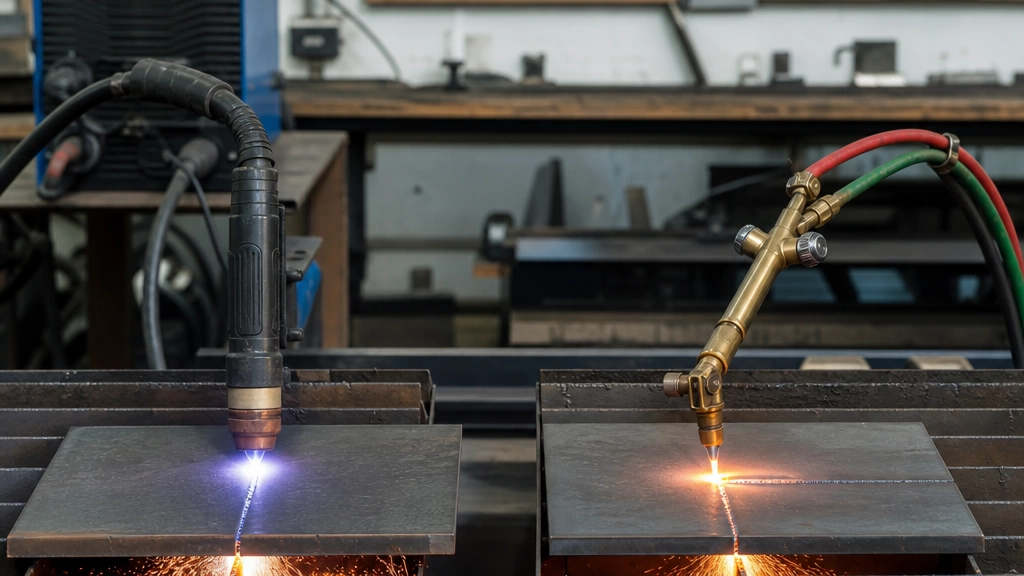
Если вы колеблетесь между плазменной и резкой горелкой для вашего следующего проекта по изготовлению металла, понимание основной технологии — первый шаг. Рассматривая эти процессы, они работают на совершенно разных научных принципах.
Что такое плазменная резка?
Плазменная резка использует сырой электрический ток и газ для рассечения металла.
- Механика: Мы применяем поток сверхгорячего, электрически ионизированного газа (плазмы) на высокой скорости, чтобы мгновенно расплавлять целевой металл.
- Чрезмерное тепло: Различия в рабочей температуре здесь колоссальны по сравнению с другими инструментами и достигают до 40 000°F для быстрого переноса энергии.
- Лучшие материалы: Она требует электрической цепи, что делает её идеальной для проводящих материалов. При выборе между резкой феррометалла и неметалла плазма легко обрабатывает алюминий, нержавеющую сталь и медь.
Процесс резки окисью-газом
Также известен как резка пламенем, это традиционный, тяжелый термический метод резки.
- Механика: Он основан на быстром процессе окисления металла. По сути, металл ржавеет на очень больших скоростях с использованием чистого кислорода и топлива, такого как ацетилен или пропан.
- Техника: Мы сначала подогреваем металл до точной температуры воспламенения. Как только он становится горячим, через него проходит струя кислорода высокого давления, сдувая жидкий шлак.
- Ограничения по материалам: В отличие от плазмы, резка пламенем строго ограничена ferrous металлами. Если вы работаете с обычной углеродистой сталью или легированными сталями, этот метод выполнит задачу.
Сравнение

Оценивая термические методы резки для ваших производственных проектов, важно понимать конкретные преимущества плазмы по сравнению с резкой пламенем. По нашему опыту, выбор неправильного процесса может привести к потере материала, чрезмерной дообработке и задержкам в сроках. Вот как эти два тяжеловеса сопоставляются друг с другом.
Совместимость материалов
Резка пламенем (оксидно-газовая): Процесс резки оксидирования полностью зависит от процесса окисления металла. Он работает только на металлах, у которых оксид плавится при более низкой температуре, чем базовый металл. Следовательно, резка пламенем строго ограничена феррометаллами, в первую очередь углеродистой и низко легированной сталью.
Плазменная резка: Если вам нужна универсальность материала, возможности плазморезального станка с ЧПУ превалируют. Плазма не полагается на окисление, что позволяет ей без проблем обрабатывать резку как феррогенных, так и неметалловых материалов, делая ее предпочтительным выбором для алюминиевых, нержавеющих стали и медных сплавов.
Ограничения по толщине материала
Газовая резка: Окси-горелка — бесспорный чемпион по силе и толстой металлу. Она легко режет толстые стальные пласты толщиной от 10 до значительно более 20 дюймов.
Плазменная резка: Плазма достигает своей наилучшей точности на тонких и средних пластинах. Она обеспечивает исключительные, хорошо контролируемые резы на оборудовании для металлообработки для материалов обычно толщиной до 1,5–2 дюйма.
Скорость резки и производственная эффективность
Скорость производства напрямую влияет на вашу прибыль. Для материалов толщиной менее 1 дюйма плазма существенно превосходит газовую резку. Газовая резка требует значительного времени на предварительный нагрев, чтобы довести толстую сталь до температуры воспламенения, прежде чем рез можно будет начать. Эта фаза предварительного нагрева замедляет общие сроки проекта. Плазма, однако, прорывается и режет почти мгновенно, обеспечивая более высокую скорость резки и эффективность для среднезакаленных партий.
Качество реза, керф и зона термического влияния (HAZ)
Качество реза и точность определяют, сколько вторичной обработки потребуют ваши детали.
- Ширина керна: В прямом сравнении ширины керна плазма обычно обеспечивает гораздо более узкий, чистый рез. Газовая резка по своей природе удаляет больше материала, что приводит к более широкому зазору.
- Зона термического влияния (HAZ): Газовая резка передает огромное количество тепла в окружающий металл, создавая большую зону термического влияния. Эта широкая HAZ закаливает кромку металла, что может значительно усложнить последующую обработку. Если ваши компоненты требуют очень точных допусков и должны переходить напрямую к локальной мастерской по ЧПУ для деталей прецизионной точности, меньшая HAZ плазменной резки делает ее значительно превосходной отправной точкой.
Краткий обзор сравнения
| Особенность | Плазмена резка | Газовая (оксиген-горелка) резка |
|---|---|---|
| Совместимость материалов | Железные и цветные металлы | Только ферросные металлы |
| Оптимальная толщина | Тонкие до средних (до 2″) | Очень толстые (10″ до 20″+) |
| Скорость резки (< 1″) | Очень быстрая | Медленнее (требуется предварительный нагрев) |
| Ширина реза | Узко и чисто | Широкий |
| Зона термического влияния | Минимальный | Большой размер (может усложнить обработку) |
Различия в стоимости между плазменной резкой и горелочной резкой
При сравнении плазменной и горелочной резки финансовый разлад выходит за рамки начальной цены покупки. Мы должны учитывать как первоначальные капитальные вложения, так и текущие операционные расходы, чтобы определить реальную жизнеспособность проекта.
Начальные затраты на оборудование и монтаж
Барьер входа резко отличается между этими двумя популярными методами термической резки:
- Газовая резка: Оксиген-газовые установки доступны по цене. Независимо от того, используете ли вы ручные горелки или автоматические轨кие горелки, это оборудование для металлообработки требует минимальных первоначальных вложений, что делает его экономически выгодным стартом.
- Плазменная резка: Высококачественная настройка требует значительно больших первоначальных инвестиций. Использование потенциала полного ЧПУ плазмотореза требует дорогостоящих источников питания, специализированных горелок и механизированных столов резки. Однако первоначальная стоимость часто окупается за счет существенного прироста скорости производства на тонких листах.
Долгосрочные операционные расходы
Ваши ежедневные операционные издержки и расходные материалы определяют долгосрочную прибыльность ваших производственных операций.
- Расходы на резку пламенем: Вы будете постоянно оплачивать расход топлива для расходных газов (таких как ацетилен, природный газ или пропан) и высокочистого кислорода. Хотя замена режущих насадок relativamente дешева, текущие затраты на газ могут быстро накапливаться во время интенсивного непрерывного производства.
- Расходы на резку плазмой: Плазменные системы в первую очередь опираются на электроэнергию и сжатый воздух (или специфические режущие гази). Хотя вы устраняете необходимость в баллонах с горючим топливом, потребление электроэнергии выше. Дополнительно, внутренние элементы факела — в частности насадки и электроды — изнашиваются быстрее и обходятся дороже замены, чем наконечники для газокислотной резки.
Учет этих экономических различий является критическим шагом в оптимизации вашего производственного бюджета, так же как внимательно оцениваются методы производства для инвестиционном литье сталевых сплавов компонентов. Выбор правильного профиля оборудования обеспечивает, что ваши операции останутся конкурентоспособными, эффективными и прибыльными в долгосрочной перспективе.
Альтернативы водяной резки: не термический маршрут
Оценивая плазменную резку против газовой резки, мы также должны признавать ситуации, когда термические методы резки просто не справляются. Если ваш проект требует абсолютной термостабильности, водяная резка — ваш выбор в качестве не термического варианта. Вместо сильного жара этот процесс использует струю воды высокого давления, смешанную с абразивным гранатом, для резки деталей.
Почему выбрать водяную резку вместо термической?
- Нулевая зона, подверженная тепловому воздействию (HAZ): Поскольку процесс не генерирует тепло, нет плавления, деформации или металлургических изменений. Это сохраняет целостность базового материала, оставляя кромки чистыми, идеально подготовленными для прецизионной ЧПУ-обработки и жестких допусков без необходимости вторичной термической обработки.
- Максимальная универсальность материалов: В то время как плазма и оксигеновая резка предназначены исключительно для металлов, водяная резка может резать почти что угодно. Если ваш проект требует резки неметаллов, таких как камень, стекло, пластик или сложные композиты, водяная резка обязательно.
- Превосходное качество реза: Полностью исключает шлак и накипь, оставляя гладкую, сатиновую поверхность.
Краткое сравнение: термическая vs. водяная резка
| Особенность | Сравнение плазмы и резки горелкой | Водяная резка |
|---|---|---|
| Механизм резки | Термическая (жар) | Механическое (эрозия) |
| Зона термического влияния | Да (изменяется в зависимости от метода) | Нет (нулевая зона HAZ) |
| Типы материалов | Только металлы | Металлы и неметаллы |
| Качество кромки | Отлично - Хорошо | Превосходно (без шлака/шлаков) |
Если избегание зоны термической влияния (HAZ) или резки материалов, чувствительных к температурам, является строгим требованием для вашей производственной серии, уход от пламени и плазмы к водному струевому резу — наилучшее решение для производства.
Как выбрать правильный метод? Плазменная резка против плазменная резка пламя
Выбор подходящего процесса между плазменной резкой и резкой пламенем сводится к оценке конкретных параметров проекта. Так как оба метода термической резки имеют свои преимущества, мы прибегаем к прямому контрольному списку, чтобы определить наиболее эффективный подход для наших клиентов.
Короткий контрольный список для лиц, принимающих решения
Чтобы максимизировать скорость резки и эффективность и при этом держать эксплуатационные затраты под контролем, оцените четыре основных фактора:
- Какой материал?
Ваш тип металла — главный определяющий фактор. Если вы работаете с неметаллами, такими как алюминий или нержавеющая сталь, плазма обязательна. Резка пламением подходит только для углеродистой стали и легированной стали, где процесс окисления металла может происходить должным образом. - Насколько толстая пластина?
Поймите ограничения по толщине материала. Плазменная резка — бесспорный выбор для тонких и средних плит (обычно до 1,5–2 дюйма). Если вы имеете дело с массивными, толстыми пластинами из углеродистой стали (от 2 до 20+ дюймов), окислительно-топливная резка — практичный выбор. - Каковы требования к допускам по размерам?
Если ваш проект требует исключительного качества реза и точности с узким керамбо́том, возможности CNC-плазменной резки удовлетворят эти жесткие допуски. Резка пламнем оставляет более широкий керамбол и большую зону термического влияния, что может потребовать вторичной обработки или аналитической пригодной термической обработки металла чтобы снизить внутренние напряжения перед финальной обработкой. - Каков объём выпуска?
Для массового производства скорости перемещения плазменных систем и минимальное время прогрева существенно повышают выход. Настройки плазменной резки медленнее, но предлагают непревзойденную портативность и экономичность для работ с малым объемом, требующих тяжелой обработки.
Таблица матричного решения
| Ключевой фактор решения | Плазмена резка | Газовая (оксиген-горелка) резка |
|---|---|---|
| Совместимость материалов | Черные и цветные металлы | Только чёрные металлы (углеродистая сталь) |
| Оптимальная толщина | Тонкие и средние (до 2 дюймов) | Тяжёлые листы (2–20+ дюймов) |
| Качество реза и точность | Высокая точность, узкая канавка реза | Средняя точность, более широкая канавка реза |
| Скорость производства | Быстрое производство большого объема | Медленная обработка, требует прогрева |
Vastmaterial: ваш надёжный партнёр в точном производстве
Выбор между плазменной и пламенной резкой — это лишь первый шаг на вашем пути к изготовлению. Правильный метод имеет значение, но партнёрство с надёжным производителем гарантирует конечные результаты. В Vastmaterial мы помогаем обеспечить бесперебойное движение проекта от чертежей до сборки.
As Поставщики профессиональных услуг по точному литью, мы понимаем тонкий баланс, необходимый для металлообработки. Мы точно знаем, как управлять толщиной материала и скоростью резки для максимальной эффективности без ущерба для прочности конструкции.
Наши мощности объединяют несколько технологий под одной крышей, чтобы вы всегда получали наилучший процесс для ваших конкретных нужд:
- Продвинутый термический рез Cutting: Мы оптимизируем рабочую температуру и управляем точным процессом окисления в системах кислородно-топливного реза для обработки углеродистой стали тяжелого класса.
- Уточненные возможности плазмы: Мы обеспечиваем узкие пропилы и превосходное качество реза как по ферросплавам, так и по цветным металлам.
- Интеграция водяной плазменной резки: Когда критично отсутствие теплового искажения, мы применяем безтепловые альтернативы для защиты вашего материала.
- Комплексные литьевые услуги: Мы беспрепятственно объединяем прецизионное литье высшего класса с нашими процессами резки, чтобы производить сложные готовые к сборке компоненты.
Мы берем на себя тяжелую работу, объединяя резку, литье и финишную обработку, чтобы вы получали высококачественные детали, соответствующие вашим строгим допускам каждый раз.