Yanlış kesim yöntemi = israf edilen malzeme, bozulmuş kenarlar ve verilen teslim sürelerinin aşılması.
Bu rehberde, Plazma vs. Alev Kesimi tartışmasını imalat akışınızı optimize etmenize yardımcı olmak için ele alıyoruz.
Öğreneceğiniz Şeyler:
-
Kesimin Bilimi: Neden plazma elektriksel iletkenliğe bağlı iken alev kesimi hızlı oksitlenmeyi kullanır.
-
Malzeme Uyumluğu: Çok yönlü iletken dışı kesim ile kuvvet kullanarak ferrous çelik ustalığı arasından nasıl seçim yapılır.
-
Amaç ve Güç: Kesme genişliği, Isı Etkisi Zonu (HAZ) ve ikincil işleme gereksinimini karşılaştırma.
-
Sonuç: İlk ekipman maliyetleri ile uzun vadeli sarf malzemesi giderlerinin karşılaştırmalı analizi.
-
Soğuk Alternatif: Sıcaklığı tamamen ortadan kaldırarak su jeti kesiminin bozulmazlık hassasiyetini ne zaman tercih edeceğiniz.
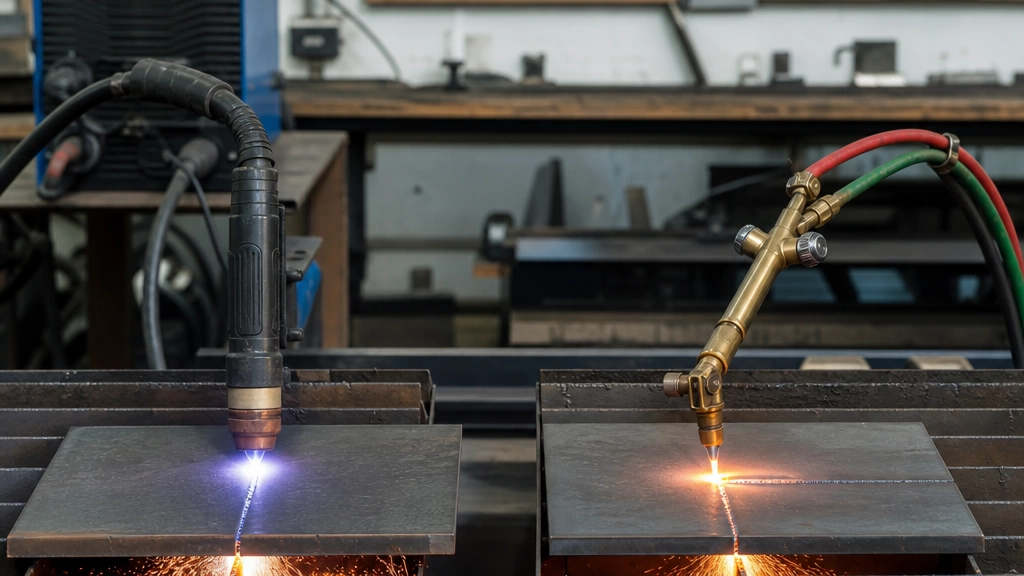
Termal Kesim Yöntemleri Açıklanıyor
Bir sonraki metal imalat projeniz için plazma mı yoksa alev kesimi arasında karar verirken çekirdek teknolojiyi anlamak ilk adımdır. Bu süreçlere bakarken tamamen farklı bilimsel ilkelere göre çalışırlar.
Plazma Kesimi Nedir?
Plazma kesimi, metal üzerinden dilimlemek için ham elektriksel güç ve gaz kullanır.
- Mekanikler: Hedef metalı anında eritmek için süperısıtılmış, elektrikle iyonize olmuş gazın (plazma) yüksek hızlı bir akışını kullanırız.
- Aşırı Isı: Buradaki çalışma sıcaklığı farkları, diğer aletlere kıyasla muazzamdır; enerjiyi hızla aktarmak için 40.000°F kadar ulaşır.
- En İyi Malzemeler: Bir elektrik devresi gerektirir ve iletken malzemeler için mükemmel bir tercih yapar. Demirli ve demirsiz metal kesme karşılaştırmasında, plazma alüminyum, paslanmaz çelik ve bakırla kolayca başa çıkar.
Oksijen-Enjeksiyonla Kesme Süreci
Ateşle kesim olarak da bilinir, geleneksel, ağır hizmet thermal kesim yöntemidir.
- Mekanikler: Bu, hızlı bir metal oksidasyon sürecine dayanır. Saf oksijen ve asetilen veya propan gibi yakıt gazı kullanılarak metali olağanüstü yüksek hızlarda paslandırma işlevi görür.
- Teknik: Metalı ilk olarak tam yanma sıcaklığına önceden ısıtırız. Sıcak olduğunda, yüksek basınçlı bir oksijen akımı girer ve sıvı cüruf uçurulur.
- Malzeme Sınırları: Plazmadan farklı olarak, alev kesimi yalnızca ferröz metallere sınırlıdır. Standart karbon çeliği veya düşük alaşımlı çeliklerle çalışıyorsanız, bu yöntem işi bitirir.
Kapışmalı Karşılaştırma: Plazma vs. Alev Kesim

İmalat projeleriniz için termal kesim yöntemlerini değerlendirirken, plazma ile alev kesiminin belirli güçlerini anlamak çok önemlidir. Deneyimlerimize göre yanlış süreci seçmek, malzemenin israfına, aşırı ek işlemlere ve gecikmiş zaman çizelgelerine yol açabilir. İşte bu iki ağır sikletin birbirine karşı duruşu.
Malzeme Uyumluluğu
Alev Kesimi (Oksijen-Enjeksiyon): Oksijen-enjeksiyon kesim süreci tamamen metalin oksidasyon sürecine dayanır. Oksitin, temel metalin kendisinden daha düşük bir sıcaklıkta eridiği metallerde yalnızca iş görür. Sonuç olarak, alev kesimi yalnızca ferröz metallere, özellikle karbon ve düşük alaşımlı çeliklere sınırlıdır.
Plazma Kesimi: Malzeme çeşitliliği gerektiğinde, CNC plazma kesici kabiliyetleri baskındır. Plazma, oksidasyona güvenmez, bu da onu demirli ile demirsiz metalleri rahatlıkla kestiğini gösterir; alüminyum, paslanmaz çelik ve bakır alaşımları için başat seçim yapar.
Malzeme Kalınlığı Sınırlamaları
Alev Kesimi: Oksijen–yakıt, kaba kuvvet ve kalın metal için tartışmasız şampiyondur. 10 inçten çok daha kalın çelik levhaları kolaylıkla keser.
Plazma Kesimi: Plazma, ince ile orta kalınlıktaki levhalarda en üst dereceye ulaşır. Genellikle 1,5 ila 2 inçe kadar olan malzemeler için metal imalat ekipmanlarında olağanüstü, son derece kontrollü kesimler sağlar.
Kesim Hızı ve Üretim Verimliliği
Üretim hızı doğrudan net zararı etkiler. 1 inçten daha ince malzemeler için plazma, alev kesimden ezici bir üstünlük sağlar. Alev kesim, kesim başlayabilmesi için kalın çeliğin tutuşma sıcaklığına getirilmesi amacıyla önemli bir ön ısıtma süresi gerektirir. Bu ön ısıtma süreci genel proje zaman çizelgelerini yavaşlatır. Ancak plazma neredeyse anında delip geçer ve orta kalınlıktaki üretim partileri için üstün kesim hızı ve verimlilik sunar.
Kesim Kalitesi, Şerit Genişliği ve IsıEtki Alanı (HEA)
Kesim kalitesi ve hassasiyet parçalarınızın ne kadar ek işleme ihtiyaç duyacağını belirler.
- Şerit Genişliği: Doğrudan bir şerit genişliği karşılaştırmasında, plazma genellikle çok daha dar ve temiz bir kesim üretir. Alev kesimi doğal olarak daha fazla malzeme çıkarır ve bu da daha geniş bir açıklık oluşmasına neden olur.
- IsıEtki Alanı (HEA): Alev kesimi çevresindeki metal üzerine muazzam miktarda ısı aktarır ve geniş bir HEA oluşur. Bu geniş HEA kenarını sertleştirir ve ikincil işleme ciddi şekilde karmaşık hale gelebilir. Bileşenleriniz sıkı toleranslar gerektiriyorsa ve doğrudan hassas parçalar için bir yerel CNC torna/tesisi gibi bir iş yerine ihtiyaç duyuyorsa kullanıma uygun yerel CNC atölyeden hassas parçalar için, plazma kesiminin daha küçük HEA'sı onu çok daha üstün bir başlangıç noktası yapar.
Hızlı Karşılaştırma Özeti
| Özellik | Plazma Kesimi | Alev (Oksijen–Yakıt) Kesimi |
|---|---|---|
| Malzeme Uyumluluğu | Demirli ve Demirsiz | Sadece Demirli Metaller |
| Optimum Kalınlık | İnce ile Orta (2″'ye Kadar) | Oldukça Kalın (10″ ile 20″+) |
| Kerevit Hızı (< 1″) | Oldukça Hızlı | Ön Isı Gerektiren Yavaş |
| Kerf Genişliği | Dar ve Temiz | Daha Geniş |
| Isı Etkisi Bölgesi | Minimal | Büyük (İşlemeyi Karmaşıklaştırabilir) |
Plazma Kesim ile Alev Kesim Arasındaki Maliyet Farkları
Plazma ve Alev Kesim karşılaştırılırken, finansal kırılım yalnızca ilk satın alma maliyetinin ötesine geçer. Proje gerçek viability'sini belirlemek için ön yatırım sermayesi ile günlük işletme maliyetlerine bakmamız gerekir.
İlk Ekipman ve Kurulum Maliyetleri
Bu iki popüler termal kesim yöntemi arasında giriş engeli önemli ölçüde değişir:
- Alev Kesimi: Oksijen-yakıt kurulumları son derece uygun maliyetlidir. Manuel alevleyiciler veya otomatik ray fırınları kullanıyor olun, bu metal imalat ekipmanı minimum başlangıç sermayesi gerektirir ve bütçe dostu bir başlangıç noktasıdır.
- Plazma Kesimi: Yüksek kaliteli bir kurulum, önemli ölçüde daha büyük bir başlangıç yatırımı gerektirir. Tam CNC plazma kesici yeteneklerinden yararlanmak maliyetli güç kaynakları, özel alevleyiciler ve mekanize kesim tabloları gerektirir. Ancak başlangıçtaki darbe, ince plakalar üzerinde üretim hızında büyük kazançlar ile genellikle telafi edilir.
Uzun Vadeli İşletme Giderleri
Günlük işletme maliyetleriniz ve tüketime yol açan kalemler, üretim operasyonlarınızın uzun vadeli kârlılığını belirler.
- Alev Kesme Çalışma Maliyetleri: Sürekli olarak tüketilebilir yakıt gazları (örneğin asetonil, doğal gaz veya propan) ve yüksek saflıkta oksijen için ödeme yapacaksınız. Değişim kesici uçlar nispeten ucuz olsa da, ağır, sürekli üretim sırasında gaz tüketimi hızla birikebilir.
- Plazma Kesim Maliyeti: Plazma sistemleri esas olarak elektrik ve sıkıştırılmış hava (veya belirli kesme gazları) üzerine dayanır. Yanıcı yakıt tüplerine olan ihtiyacı ortadan kaldırırken, elektriksel güç çekişi daha yüksektir. Ayrıca iç alevi uçlarının parçaları—özellikle nozul ve elektrotlar—oksijenli yakıt uçlarından daha hızlı aşınır ve değiştirme maliyeti daha yüksektir.
Bu ekonomik farkları hesaba katmak, üretim bütçenizi optimize etmek için kritik bir adımdır; üretim yöntemlerini dikkatlice değerlendirmeniz gerektiği gibi döküm çelik alaşımı parçalar için doğru ekipman profilini seçmek, operasyonlarınızın uzun vadede rekabetçi, verimli ve karlı kalmasını sağlar.
Su Jeti Kesim Alternatifleri: Termal Olmayan Yol
Plazma ile Alev Kesimi karşılaştırılırken, termal kesim yöntemlerinin basitçe yetersiz kaldığı durumları da tanımamız gerekir. Projeniz mutlak termal kararlılık gerektiriyorsa, su jeti kesimi termal olmayan alternatifinizdir. Yoğun ısı yerine, bu süreç parçaları dilimlemek için sert alüminyumlu garnet ile karıştırılmış yüksek basınçlı su akımı kullanır.
Neden Termal Kesimden Daha Çok Su Jeti Tercih Edilmeli?
- Isı Etkilenmiş Bölge (HAZ) Sıfır: İşlem ısı üretmediği için erime, buruşma veya metalurjik değişim yoktur. Bu, temel malzemenin bütünlüğünü korur ve temiz kenarları, zarif bir CNC işleme ve sık toleranslar için hazırlar ikincil ısı işlemi gerektirmeden.
- Sınırsız Malzeme Esnekliği: Plazma ve oksijenli yakıt yalnızca metallere özgü olsa da, su jeti neredeyse her şeyi kesebilir. Projeniz taş, cam, plastikler veya karmaşık kompozitler gibi metalleri olmayan malzemeleri kesmeyi gerektiriyorsa, su jeti zorunludur.
- Güçlü Kesim Kalitesi: Dross ve cüruf tamamen ortadan kaldırılır, pürüzsüz, saten benzeri bir yüzey bırakır.
Kıyaslama Hızlı: Termal ile Su Jeti
| Özellik | Plazma vs. Alev Kesimi | Su Jeti Kesim |
|---|---|---|
| Kesim Mekanizması | Termal (Isı) | Mekanik (Erozyon) |
| Isı Etkisi Bölgesi | Evet (Yönteme göre Değişir) | Hiçbiri (Sıfır HAZ) |
| Malzeme Türleri | Sadece Metaller | Metaller ve Metaller Olmayanlar |
| Kenar Kalitesi | İyiye Kötüye Giden | Üstün (Tartı/ duman yok) |
İşletim seri üretiminiz için bir Isı-Zararı Bölgesi (HAZ) veya temperatura duyarlı malzemelerin kesimini kaçınılmaz kılan katı bir gereklilik varsa, alev ve plazmadan su jeti kullanmaya geçmek en akıllı üretim kararıdır.
Doğru Yöntemi Nasıl Seçilir? Plazma mı Alev Kesimi mi
Plazma mı alev kesimi mi arasında doğru prosesi seçmek, özel proje parametrelerinizi değerlendirmeye dayanır. Her iki termal kesim yöntemi de farklı güçlere sahip olduğundan, müşterilerimiz için en etkili yaklaşımı belirlemek için basit bir kontrol listesine güveniyoruz.
Karar Vericiler İçin Hızlı Bir Kontrol Listesi
Kesme hızını ve verimliliği maksimize etmek ve işletme maliyetlerini kontrol altında tutmak için şu dört temel faktörü değerlendirin:
- Malzeme nedir?
Metal türünüz nihai belirleyicidir. Alüminyum veya paslanmaz çelik gibi ferrous olmayan metallerle çalışıyorsanız plazma zorunludur. Alev kesimi sadece karbon çeliği ve düşük alaşımlı çeliklerde, metal oksitleşme süreci doğru şekilde gerçekleşebildiğinde çalışır. - Levha ne kadar kalın?
Malzeme kalınlığı sınırlamalarınızı anlayın. İnce-orta kalınlıklı levhalar için plazma tartışmasız seçimdir (genellikle 1,5 ila 2 inç'e kadar). Eğer 2 inçten 20+ inçe kadar büyük, kalın karbon çeliği levhalarıyla uğraşıyorsanız, oksijen-fuel pratik tercihidir. - Boyutsal tolerans gereksinimleri nelerdir?
Projeniz istisnai kesim kalitesi ve dar kerf ile hassasiyet gerektiriyorsa, CNC plazma kesici bu sıkı toleransları karşılar. Alev kesimi daha geniş bir kerf ve daha büyük bir ısı etkilenmiş bölge bırakır; bu da ikincil işlemler veya bir haliyle metal ısıl işlem süreci final imalat işleminden önce iç gerilimleri gidermek için. - Üretim hacmi nedir?
Yüksek hacimli üretim için plazma sistemlerinin hızlı seyahat hızları ve ön ısıtma süresinin minimum olması çıktı miktarını önemli ölçüde artırır. Alev kesim kurulumları daha yavaştır ancak düşük hacimli, ağır hizmet uygulamaları için eşi benzeri olmayan taşınabilirlik ve maliyet etkinliği sunar.
Karar Matrisi Tablosu
| Karar Faktörü | Plazma Kesimi | Alev (Oksijen–Yakıt) Kesimi |
|---|---|---|
| Malzeme Uyumluluğu | Sferefe ve bakır dışı metaller | Yalnızca Fe (Karbon çeliği) metaller |
| Optimum Kalınlık | İnce ila orta (2 inçten az) | Ağır levhalar (2 ile 20+ inç arasında) |
| Kesim Kalitesi ve Hassasiyet | Yüksek hassasiyet, dar kerf | Orta hassasiyet, daha geniş kerf |
| Üretim Hızı | Hızlı, yüksek hacimli üretim | Daha yavaş, ön ısıtma gerektirir |
Geniş Malzeme: Hassas Üretimde Güvendiğiniz Ortak
Plazma mı yoksa alev kesimi mi yapılacağına karar vermek, üretim yolculuğunuzun ilk adımıdır. Doğru yöntemi seçmek önemli olsa da doğru tedarikçiyle ortaklık yapmak nihai sonuçları garanti eder. Vastmaterial’da, çizim tahtasından montaj hattına kadar projenizin sorunsuz ilerlemesini sağlamak için araya giriyoruz.
As Profesyonel Hassas Dövme Hizmet Sağlayıcıları, metal imalatı için gereken ince dengeyi anlıyoruz. Malzeme kalınlığını ve kesim hızını maksimum verimlilik için, yapısal bütünlüğü bozmadan nasıl yöneteceğimizi biliyoruz.
Tesisimiz tek çatı altında birden çok teknolojiyi bir araya getirir, özel ihtiyaçlarınız için her zaman en etkili süreci elde etmenizi sağlar:
- Gelişmiş Termal Kesim: Çalışma sıcaklığını optimize ediyoruz ve ağır hizmet karbon çeliğini işlemek için oksijen-kayıtlı yakıt sistemlerinin kesin oksidasyon sürecini yönetiyoruz.
- İyileştirilmiş Plazma Yetkinlikleri: Yapay zar kalınlıklarını sıkı kesim genişlikleri ve üstün kesim kalitesiyle demirli ve demirsiz metalleri üzerinde sunuyoruz.
- Su Jeti Kesim Entegrasyonu: Sıfır ısı bozulmasının kritik olduğu durumlarda malzamenizi korumak için termal olmayan alternatifleri kullanıyoruz.
- Kapsamlı Döküm Hizmetleri: Yüksek hassasiyetli dökümü kesim süreçlerimizle sorunsuz bir şekilde birleştirerek karmaşık, monte edilmeye hazır bileşenler üretiyoruz.
Ağır kaldırımı biz yapıyoruz, kesim, döküm ve bitirme işlemlerini entegre ediyoruz böylece her seferinde sıkı toleranslarınıza uygun yüksek kaliteli parçalar alırsınız.